Оборудование для механизированной сварки в углекислом газе
Обновлено: 18.05.2024
В инверторном аппарате Сварог REAL MIG 200 N24002N для полуавтоматической МИГ/МАГ сварки реализована функция «Смена полярности», доступны режим «Дожиг проволоки» и сварка FCAW.
MIG/MAG-инвертор серии Aurora PRO OVERMAN 200 – современное устройство для высококачественной сварки в среде защитных газов с применением присадочного материала диаметром от 0,6 до 1 мм. Регулировка величины тока, напряжения и индуктивности позволяет максимально точно настроить работу аппарата под конкретную задачу и марку металла.
Модернизированная модель сварочного инвертора MIG 250 Y(J04-M) + ММА применяется для промышленной MIG/MAG сварки с автоматической подачей присадочного материала. Аппарат позволяет использовать все типы сварочных проволок, в том числе и порошковую для FCAW сварки.
В инверторном аппарате Сварог REAL MIG 200 N24002 Black для полуавтоматической МИГ/МАГ сварки реализована функция «Смена полярности», доступны режим «Дожиг проволоки» и сварка FCAW.
Аппарат SPEEDWAY 200 SYNERGIC - продолжение линейки профессиональных инверторных полуавтоматов AuroraPRO. Главная особенность полуавтоматов серии SYNERGIC заключается в специальном режиме ROOT, который позволяет добиться снижения числа и энергии сварочных брызг в сравнении с обычными полуавтоматами.
Аппараты легендарной серии OVERMAN, с расширенным функционалом, соответствующим современным требованиям рынка. Новые инверторы сохранили лучшие особенности серии: MOSFET технология, надёжность конструкции, высокие динамические свойства дуги, низкий уровень брызг металла.
Аппарат предназначен для механизированной сварки плавящимся электродом или стальной проволокой. Благодаря инверторным блокам обеспечивает высокую стабильность дуги, отличную работу в условиях перепадов напряжения. Можно применять устройство для сварки углеродистой стали, нержавейки, алюминия и меди, а также разнообразных сплавов.
Малогабаритный универсальный сварочный полуавтомат TRITON ALUMIG 200 SPULSE SYNERGIC позволяет выполнять сварку в режиме MIG/MAG, TIG и MMA. Инвертор поддерживает импульсный режим сварки в режиме MIG/MAG, что позволяет сваривать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун, никель с более высоким качеством соединения, по сравнению с классической полуавтоматической сваркой. Возможность регулировать индуктивность дуги, управлять предварительной и финишной продувкой газа, режим Burn-back и 2Т/4Т позволяют добиться полного контроля над сварочным соединением и высокого качества шва. А запрограммированный Job List сокращает время настройки инвертора и определяет его как профессиональный источник для работ высокой сложности.
Динамика 2000 – инверторный полуавтомат АВРОРА, с возможностью MIG-MAG сварки в среде инертного и активного защитных газов, сварки порошковой проволокой NO GAS, а также ММА режимом
Компания Aurora выпустила модель сварочного аппарата PRO OVERMAN 160, предназначенного для высококачественной сварки изделий из алюминия, чугуна, конструкционных сталей, нержавеющих сталей и сплавов. Доступная цена, отличная функциональность и практичность позволяют применять инвертор для ремонтных цехов, в мастерских, в автосервисах, на небольших производственных участках, на стройке и в гараже.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Инверторный сварочный аппарат, позволяющий варить в режиме полуавтоматической MIG/MAG/FLUX и в режиме ручной дуговой (ММА) сварки. Аппарат оснащен евроразъемом для горелки, возможностью смены полярности для сварки проволокой без газа (FLUX).
Аппарат SPEEDWAY 180 SYNERGIC - универсальный аппарат для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для полуавтоматической сварки порошковой самозащитной проволокой NO GAS, для полноценной ручной дуговой сварки штучным электродом MMA, а так же для аргонно-дуговой сварки на постоянном токе TIG DC.
Многофункциональный полуавтомат AURORA PRO SPEEDWAY 175 предназначен для выполнения высококачественной сварки в режиме MIG/MAG с максимальным током 175А. Кроме этого, аппарат позволяет работать с TIG и ручной сваркой MMA покрытым электродом.
Aurora PRO SPEEDWAY 200 - современный многофункциональный сварочный аппарат для полуавтоматической и ручной сварки широкого спектра металлов. В аппарате реализован выносной механизм подачи проволоки, позволяющий установить катушку весом до 15 кг.
Устройство оснащается всеми современными функциями для полуавтоматической сварки, обеспечивает комфортную эксплуатацию, простую настройку всех возможных параметров. Рабочее напряжение и сварочный ток выводится на цифровой дисплей для контроля в режиме реального времени.
Аппарат SPEEDWAY 160 SYNERGIC - универсальный аппарат для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для полуавтоматической сварки порошковой самозащитной проволокой NO GAS, для полноценной ручной дуговой сварки штучным электродом MMA, а так же для аргонно-дуговой сварки на постоянном токе TIG DC.
Обновленный инверторный полуавтомат WEGA 200 miniMIG START PRO SERIES – это новый уменьшенный корпус, новые характеристики сварочной дуги и более легкое управление. Новая модель предназначена для полуавтоматической сварки в среде защитного газа MIG-MAG, для ручной дуговой сварки штучными электродами MMA.
Многофункциональны синергетический сварочный полуавтомат (MIG\TIG\MMA) имеет наглядный цветной LCD дисплей, которым легко можно выставить необходимые вам режимы сварки. В случае если вы затрудняетесь с выбором параметров то аппарат вам поможет их настроить сам!
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC PRO предназначен для использования в широком диапазоне сварочных видов работ.
Сварочный полуавтомат ANDELI MIG-250 mini – малогабаритная модель весом всего 5 кг работает от электрической сети питания 220В, в диапазоне сварочного тока от 50 до 120А
START ALUWELD 200 MIG PULSE это инверторный сварочный аппарат нового поколения с импульсным режимом и синергетическим управлением
SKYWAY 330 – 3-х фазный синергетический инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC предназначен для использования в широком диапазоне сварочных видов работ.
Полуавтомат с двойным пульсом и синергетическими настройками управления. Наличие слотов памяти и предустановленных программ для сварки алюминия и стали в среде углекислого газа и в сварочной смеси. Дополнительная функция TIG и MMA сварки. Гарантия 2 года.
Сварочный полуавтомат ANDELI MIG-270TPL – это многофункциональное устройство, применяемое для сварки в режимах MIG, TIG (hf), Pulse, MMA, а также, для холодной сварки (COLD)
Многофункциональный инверторный сварочный аппарат Solaris MULTIMIG-227, позволяющий варить в трех режимах
Динамика 1600 – инверторный полуавтомат АВРОРА. Универсальный источник сочетает в себе два типа сварки: MIG-MAG сварка в инертном/активном защитном газе, полуавтоматическая сварка NO GAS с использованием порошковой самозащитной проволоки и сварка ММА покрытым электродом.
Компактный многофункциональный сварочный аппарат с синергетическим управлением и LCD дисплеем. Оптимально подходит для полуавтоматической сварки сплошной проволокой углеродистых, низколегированных и нержавеющих сталей. Сварочные процессы MIG/MAG, MIG SPOT, FCAW, MMA, Lift TIG.
Сварочный полуавтомат UNO MIG 207 LCD – это однофазный аппарат с 4 режимами сварки: MIG/MAG, FLUX, TIG LIFT и MMA с настройкой в ручном или синергетическом режиме, весом 11 кг, который идеально подойдет для строительства; монтажа металлоконструкций; гаражных, дачных и мастерских работ
Устройство может успешно применяться для механизированной сварки в среде защитных активных или инертных газов. Имеется функция автокомпенсации напряжения в пределах 15 процентов. Мощные инверторные модули обеспечивают высокий коэффициент полезного действия в любых условиях эксплуатации.
Серия ULTIMATE - это максимально производительные инверторные источники для полуавтоматической сварки MIG/MAG, а также для полноценной сварки MMA во всем диапазоне. Исполнение "декомпакт" с 4-х роликовым выносным подающим механизмом.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе
SKYWAY 250 – однофазный инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA.
Сварочный аппарат АЛМАЗ MIG 160 SYNERGY – это инверторный источник питания с полностью цифровым управлением, позволяют производить сварку, используя инверторную технологию преобразования и управления сварочным током
Многофункциональный инверторный сварочный аппарат, позволяющий варить в трех режимах
Мультифункциональный инверторный сварочный аппарат c микропроцессорным управлением позволяет производить сварочные работы в 3 режимах
Инверторный сварочный полуавтомат START MigLine X190 - с синергетическим управлением
Полуавтоматы ENERGY MIG/MAG/MMA - это удобный и надёжный инструмент для сварочных работ. Инверторы осуществляют качественную сварку любых сталей
Режим СИНЕРГЕТИЧЕСКОЕ управление – выставление всех значений параметров сварки минимальным количеством настроек. Аппарат оснащен различными функциями
Универсальный сварочный аппарат с микропроцессорным управлением. Оснащен многофункциональным LCD-дисплеем, позволяющим контролировать сварочные параметры.
КЕДР AlphaMIG-200S оснащён функцией цифрового синергетического управления, что освобождает сварщика от необходимости ручного подбора пары ток-напряжение: специалисту достаточно выбрать материал, сечение проволоки и величину сварочного тока.
Компактный многофункциональный сварочный аппарат. Оптимально подходит для полуавтоматической сварки сплошной проволокой углеродистых, низколегированных и нержавеющих сталей. Сварочные процессы MIG/MAG, MIG SPOT, FCAW, MMA, Lift TIG.
Удобный переносной сварочный аппарат, который подходит как для полуавтоматической, так и для ручной дуговой сварки. Имеется возможность отрегулировать под свои потребности скорость подачи проволоки, рабочее напряжение и сварочный ток. Предусмотрена ручка для комфортного перемещения устройства.
Полуавтомат с дополнительной функцией аргонодуговой сварки (TIG) и ручной дуговой (MMA). Гарантия 5 лет.
Компактный инверторный сварочный аппарат, позволяющий варить в режиме полуавтоматической (MIG/MAG/FLUX), а также в режиме ручной дуговой (ММА) сварки
Оборудование для ручной и механизированной сварки в защитных газах
Полуавтоматы. Установки для сварки полуавтоматами типа ПШ-5 (ПШ-5У), ПШ-54 под слоем флюса в настоящее время в судостроении не применяются в силу их недостатков – значительный вес держателя (из-за бункера с флюсом), малый запас флюса, невозможность плавного регулирования скорости подачи проволоки.
Отечественная промышленность располагает большим числом различных автоматов и полуавтоматов для сварки в защитных газах. В судостроении находят применение автоматы для сварки плавящимся электродом: АДПГ-500, АДСП-1, ТС-35 и неплавящимся (вольфрамовым) электродом – АДСВ-2.
Автомат АДПГ-500 предназначен для сварки плавящимся стальным электродом в среде защитных газов (СО2, Аr, Hе) стыковых и угловых швов в нижнем положении. В комплект установки входят источник питания сварочной дуги ( преобразователь типа ПСГ-500), шкаф управления, сварочный трактор и газовая аппаратура. Сварочный трактор имеет детали, унифицированные с автоматом АДФ-500. Трактор – малогабаритный предназначен для сварки тонкой электродной проволокой диаметром 0,8 – 2 мм при силах тока 150 – 500 а. Скорость сварки может изменяться в пределах 15 – 70 м/ч, а скорость подачи проволоки 90 – 960 м/ч. Трактор может перемещаться по изделию. Газовая аппаратура состоит (Рис.6.8.) из баллона с защитным газом, редуктора, ротаметра (расходомер газа) и соединительных шлангов. При сварке в среде СО2 в состав газовой системы включают осушитель и подогреватель газа. Грелка с водяным охлаждением обеспечивает подачу защитного газа в пределах 600 - 1500 л/ч.
На судостроительных заводах сварку плавящимся электродом в защитных газах наиболее широко применяют как полуавтоматическую с применением полуавтоматов ПДПГ-300, ПДПГ-500, А-537Р, «Гранит» и «Нева» и др.
Полуавтоматы ПДПГ-300 и ПДПГ-500 – в состав установки входят источник сварочного тока (типа ПСГ-350 или ПСГ-500), шкаф управления, подающий механизм с гибкими шлангами и сварочными пистолетами и газовая аппаратура (Рис.6.8).
Для сварки титановых сплавов применяют автоматы типа АДС-1000-2М, АДС-1000-2В, АСУ-4МВ и полуавтоматы ПГТ-2, «Ритм», «Темп» и др.
Оборудование для ручной и механизированной сварки неплавящимся электродом в среде инертных газов.При этом способе сварки в качестве неплавящегося электрода используют вольфрамовые прутки, содержащие 1,5 -2% окиси лантана или иттрия, которые улучшают эмиссию электронов с электрода, что повышает устойчивость горения дуги. Наиболее широк этот способ применяется для сварки цветных металлов и сплавов и для нержавеющих сталей. Во многих случаях сварочная дуга питается от источника переменного тока, что объясняется следующим.
При сварке алюминия и его сплавов на его основе, а также магниевых сплавов, для разрушения тугоплавкой окисной плёнки, образующейся на поверхности сварочной ванны, необходима обратная полярность (минус на изделии), так как только при таком включении эмиссия электронов с изделия (катода) будет разрушать поверхностную плёнку окислов; сварку можно выполнять качественно при условии указанной очистки сварочной ванны. В тоже время, при обратной полярности вольфрамовый электрод чрезмерно нагревается. Во избежание его расплавления, сварочный ток приходится уменьшать, а это снижает производительность сварки.
При переходе на переменный ток сварочная ванна достаточно очищается в полупериод, когда изделие является катодом; одновременно переменная полярность позволяет повысить сварочный ток и производительность сварки. Однако в этом случае неизбежно появление составляющей постоянного тока Iо(Рис.6.10.) в связи с тем, что электродами являются различные металлы (один электрод – вольфрам, другой – алюминий).
Более интенсивная эмиссия электронов с вольфрамового электрода обусловливает появление несимметричной синусоиды переменного тока, из которой можно выделить постоянную составляющую. Составляющая постоянного тока имеет прямую полярность, что ухудшает качество сварного соединения (затрудняет разрушение плёнок, уменьшает глубину проплавления, ухудшает стабильность дуги). Исследования показали [ 4,5 ], что включение в последовательную сварочную цепь балластных реостатов или ёмкости уменьшает или полностью устраняет составляющую постоянного тока. Поэтому при сварке (механизированной или ручной) алюминиевых сплавов вольфрамовым электродом питание сварочной цепи осуществляют, как правило, переменным током (Рис.6.8,б).
В состав установки входят: источник тока – сварочный трансформатор 1; дроссель для регулирования силы сварочного тока 2; осциллятор для стабилизации дуги 3; балластный реостат 4 для уменьшения составляющей постоянного тока; газо -электрическая горелка 5 с вольфрамовым электродом, газовая система, включающая баллон с аргоном 6 , редуктор 7, ротаметр 8 и шланги для подвода аргона. В ручном варианте газо-электрическую горелку перемещают вручную. Укрепив на тракторе и включив в состав установки шкаф управления, можно сварку вести автоматически. Установки типа УДАР-300 и УДАР-500, а также УДГ-301 и УДГ-501 применяют в судостроении. Для устранения составляющей постоянного тока в сварочную цепь этих установок включены конденсаторные батареи и имеется электронный стабилизатор напряжения. Диаметр вольфрамового электрода – 2-6 мм. В судостроение в настоящее время очень широко применяется автомат АДСВ-2, который предназначен для автоматической сварки нержавеющих сталей и цветных металлов и сплавов неплавящимся вольфрамовым электродом в среде аргона. Сварочный ток до 400 а, скорость сварки 10-80 м/ч, диаметр присадочной проволоки – 1-2,5 мм, скорость её подачи до 800 м/ч.
Гибридная лазерно-дуговая сварка. Основные принципы.Применение дугового разряда как одного из самых распространённых и дешёвых видов источников тепла для сварки наталкивается на существенные трудности, связанные с недостаточной концентрацией энергии в электродуговой плазме и неустойчивостью горения дуги при высоких скоростях сварки [ 1, 3 ]. Поэтому на данный момент всё большее развитие получают гибридные ( помесь) способы сварки, к которым можно отнести и лазерно-дуговую сварку. Данная технология была получена объединением технологий лазерной сварки и сварки в среде защитных газов. На Рис.6.11 показаны основные методы реализации гибридно-дуговой сварки.
Процесс гибридной сварки может быть реализован по двум схемам – в первой схеме луч лазера и дуга действуют с разных сторон, во второй схеме воздействие дуги и луча осуществляется с одной стороны по отношению направлению сварки и нормали к поверхности металла. На данный момент, в силу сложности изготовления оборудования, соответствующего первой схеме, при сварке используется вторая схема. Процесс лазерно-дуговой сварки может осуществляться как неплавящимся так и плавящимся электродом. При использовании неплавящегося электрода дуга зажигается впереди по ходу сварки. Дуга прогревает металл и расплавляет его верхний слой, а лазерный осуществляет глубокое проплавление. При использовании плавящегося электрода электрическую дугу зажигают позади сфокусированного излучения, которое проплавляет только соприкасающиеся части металла. Основой системы гибридной сварки является специальная сварочная горелка, включающая в себя как лазерную оптику, так и горелку для сварки в среде защитных газов (Рис. 6.12).
Схематичное представление метода гибридной лазерно-дуговой сварки показано на Рис.6.13.
При гибридной сварке помимо лазерного излучения на сварочную ванну воздействует сварочная дуга, которая является дополнительным источником энергии, привносимой в сварочную ванну. Минимальная мощность лазера должна быть более 500Вт [2, 3].
Гибридная лазерно-дуговая сварка реализует технологический процесс, в котором взаимно усиливаются преимущества каждого из методов сварки и уменьшаются недостатки, что приводит к расширению технологических возможностей. Применение такого вида сварки – перспективно для судостроения.
Установки для механизированной сварки вертикальных швов. Применение ЭШС.При современных методах постройки корпусов судов из крупных секций или блоков наиболее ответственными являются швы монтажных соединений (межсекционные стыки), которые часто сваривают вручную за несколько проходов ( при толщинах более 15 мм). Это очень трудоёмкий и затратный процесс. В настоящее время на многих судостроительных заводах применяют автомат типа А-433М, (модернизированный для электрошлаковой сварки), разработанный специально для судостроения. Нашли применение также автоматы А-820М, А-612, А-681 и др.
Автомат А-433М (Рис.6.14.) – одноэлектродный перемещающийся по монорельсу, на котором укреплена зубчатая рейка.
Для сварки крестообразных соединений набора (флоры и стрингеры) высоких днищевых секций в настоящее время применяют четырёхголовочные (работа одновременно четырёх дуг) автоматы типа «Балтия».
Механизированная сварка в среде углекислого газа
Сущность способа сварки в среде углекислого газа. Сварка в среде углекислого газа (СО2) является разновидностью дуговой сварки. Схема сварочного процесса приведена на рис. 10.9.
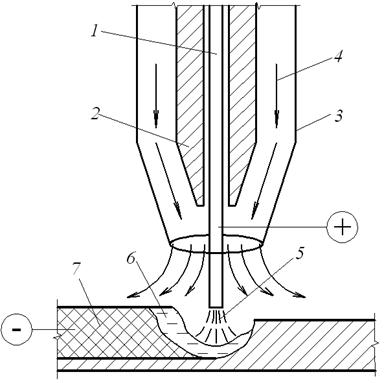
Рис. 10.9. Способ сварки в среде СО2
1 – сварочная проволока; 2 – токоведущий мундштук; 3 – сопло; 4 – струя защитного газ; 5 – сварочная дуга; 6 – сварочная ванна; 7 – шов
Сварка производится голой сварочной проволокой диаметром 1,4…2 мм, которая подается через токоведущий мундштук. В зону сварки через сопло поступает углекислый газ, струя которого, обтекая сварочную дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха.
Электродная проволока подается непрерывно в зону сварки со скоростью плавления. Сварочная горелка перемещается вдоль свариваемых кромок, в результате чего совершается процесс сварки с образованием шва. Сварку производят на постоянном токе обратной полярности (плюс на электроде).
Различают механизированную и автоматическую сварки. В первом случае механизирована подача проволоки, а горелка перемещается сварщиком вручную. В случае автоматической сварки механизированы подача проволоки и перемещение сварочной горелки.
Углекислый газ является химически активным газом, поэтому для сварки применяют проволоку марок Св-08Г2С или Св-08ГС, содержащих в своем составе раскислители кремний и марганец.
Основные достоинства сварки в среде СО2:
– обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности по сравнению с ручной дуговой сваркой благодаря применению высокой плотности тока (100…200 А/мм 2 );
– высокое качество сварного шва;
– лучшие условия труда;
– в отличие от сварки под слоем флюса возможно визуальное наблюдение за процессом горения дуги и образования шва, что особенно важно при механизированной сварке;
– в отличие от сварки под слоем флюса не требует приспособлений для удержания флюса, поэтому возможна сварка как нижних, так и вертикальных и горизонтальных швов.
К недостаткам следует отнести возможность сдувания струи газа ветром или сквозняком, что ухудшает защитное действие газа и качество шва; необходимость защищать рабочих от излучения дуги и от опасности отравления при сварке в замкнутом пространстве. Кроме того, сварка в углекислом газе возможна только при постоянном токе и дает менее гладкую поверхность шва, чем сварка под флюсом.
Оборудование поста для сварки в среде углекислого газа. Для механизированной сварки в среде углекислого газа применяются полуавтоматы отечественного производства марок ПДГ-516, ПДГ-508, ПДГ-415, ПДГ-252 и др., а также полуавтоматы зарубежных фирм. Сварочные полуавтоматы имеют в своем составе примерно одинаковые функциональные блоки и отличаются друг от друга лишь мощностью и конструктивным исполнением. В качестве примера представлен пост механизированной сварки в углекислом газе полуавтоматом ПДГ-516, блок-схема которого представлена на рис. 10.10.
Сварочная проволока подается в зону сварки подающим механизмом, состоящим из двигателя постоянного тока, редуктора и двух пар роликов-шестерен с гладкими коническими канавками. Рычажным механизмом верхние ролики прижимаются к нижним. Сварочная проволока из кассеты подается роликами-шестернями через шланг в сварочную горелку. Сюда же подаются сварочный ток через кабель от выпрямителя и углекислый газ из баллона с углекислотой. Для сварки в углекислом газе используются выпрямители с жесткой внешней характеристикой марок ВС-300, ВДГ-301 и др. (в процессе сварки напряжение на дуге постоянно и не зависит от величины сварочного тока) или универсальные выпрямители ВДУ-504, ВДУ-506.
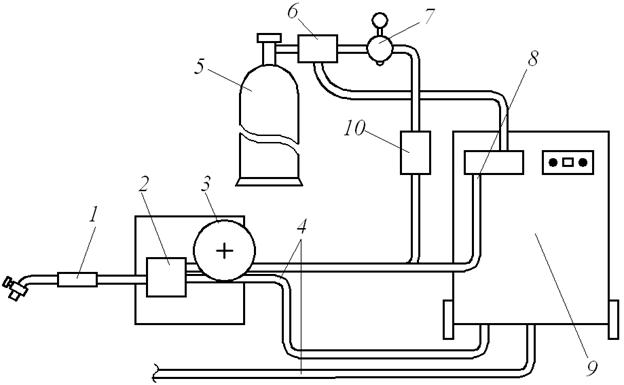
Рис. 10.10. Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
В баллоне сварочная углекислота находится в жидком состоянии. После испарения углекислый газ проходит через подогреватель, редуктор-расходомер, электрогазовый клапан и поступает в сварочную горелку. В случае применения несварочной (пищевой) углекислоты, с повышенным содержанием влаги, в газовую магистраль дополнительно включают осушитель. Испарение углекислоты проходит с поглощением тепла. Подогреватель повышает температуру углекислого газа, предотвращая замерзание редуктора. Редуктор-расходомер обеспечивает снижение давления газа до рабочего значения и контроль его расхода в процессе сварки.
Электрогазовый клапан представляет собой исполнительный механизм, открывающий и закрывающий подачу газа в сварочную горелку.
Блок управления сварочным полуавтоматом (БУСП) с электрогазовым клапаном расположен сзади подающего механизма и обеспечивает выполнение следующих операций:
– включение и выключение электрогазового клапана (выключение выполняется с регулируемой задержкой 1…5 с, что обеспечивает защиту жидкого металла вплоть до его затвердевания);
– включение и выключение электродвигателя подачи проволоки (скорость подачи проволоки регулируется резистором на панели блока управления);
– включение и выключение сварочного выпрямителя (выключение выполняется с регулируемой задержкой 0,5…3 с, что обеспечивает заварку кратера).
При нажатии выключателя на сварочной горелке происходит включение газового клапана и подача газа в зону сварки. Через 1 с включаются источник питания сварочной дуги и привод подачи электродной проволоки. При замыкании сварочной проволоки на изделие зажигается дуга.
При размыкании выключателя останавливается двигатель подачи электродной проволоки, происходит растяжка дуги и ее обрыв. Через 0,5…3 с выключается источник питания и через 1…5 с – газовый клапан (снимается напряжение со сварочной горелки и прекращается подача газа). Следующее включение происходит при нажатии кнопки на сварочной горелке.
Технические характеристики полуавтомата для сварки в углекислом газе ПДГ-516 с ВДУ-506 представлены в табл. 10.4.
Технология механизированной сварки
Полностью или частично механизированная сварка облегчает монтаж трубопроводов, металлоконструкций, используется при производстве сварных деталей. За счет механического передвижения сварочной головки улучшается прочность шва. Данными видами оборудования выполняют тавровые, угловые соединения, сваривают заготовки встык и внахлест. Механизированный помощник помогает точно соединить детали, расположить их под требуемым углом. Автоматы и полуавтоматы помогают выполнять работы в труднодоступных местах.

Особенности
Сначала о полностью механизированной сварке, это автоматизированный процесс соединения деталей, когда оператор только настраивает оборудование и следит за его работой. Аппарат сам разжигает и поддерживает дугу, ведет ее по шву, при этом подает присадочную проволоку, флюс или защитный газ.
При частично механизированной сварке подача расходных материалов осуществляется автоматически, а за геометрию шва отвечает сварщик. Он перемещает горелку с нужной скоростью в заданном направлении. Процессы полной или частичной механизации также регулируются стандартами для сварочных технологий.
Область применения
С помощью сварочных механизированных аппаратов можно сваривать трубы, накладывать прямые, кольцевые и криволинейные швы, осуществлять соединения в труднодоступных местах. Средства механизации предназначены для тонких заготовок и средней толщины. Оборудование применяется для монтажа и ремонтных работ, выручает в аварийных ситуациях. При серийном производстве используют полную механизацию, в транспортном машиностроении чаще нужны полуавтоматы с функцией подачи флюса, газа. Хребтовые балки сваривают на поточных механизированных линиях, рамы вагонов – на кантователях. Автоматическая механизированная сварка под флюсом и в углекислом газе применяется при выпуске прямошовных и спиралешовных труб.
Виды механизированной сварки
При механизации сварочного процесса учитывают особенности сваривания различных металлов. Для соединения углеродистых и низкоуглеродистых сплавов необходим углекислый газ. Алюминий, титан, магний расплавляют под облаком инертного газа. Чугун, некоторые алюминиевые сплавы, легированные стали сваривают с использованием различных флюсов. Каждый механизированный сварочный процесс стоит рассмотреть подробней.
В среде углекислого газа
Расход CO 2 зависит от типа электрода, мощности электродуги, движущихся потоков воздуха. При сдувании струи газа ветром или сквозняком ухудшается качество шва. Механизированной дуговой сваркой соединяют заготовки с содержанием углерода:
- до 2,14% (низкоуглеродистые сплавы);
- от 3 до 5 % (среднеуглеродистые).
Сваривают детали толщиной до 40 мм, в смеси газов можно проварить 80-ти мм металл. Процесс регламентируется ГОСТ 14771-76. Струя поступает из сопла, обтекает сварочную дугу, предохраняет ванну расплава от окисления.
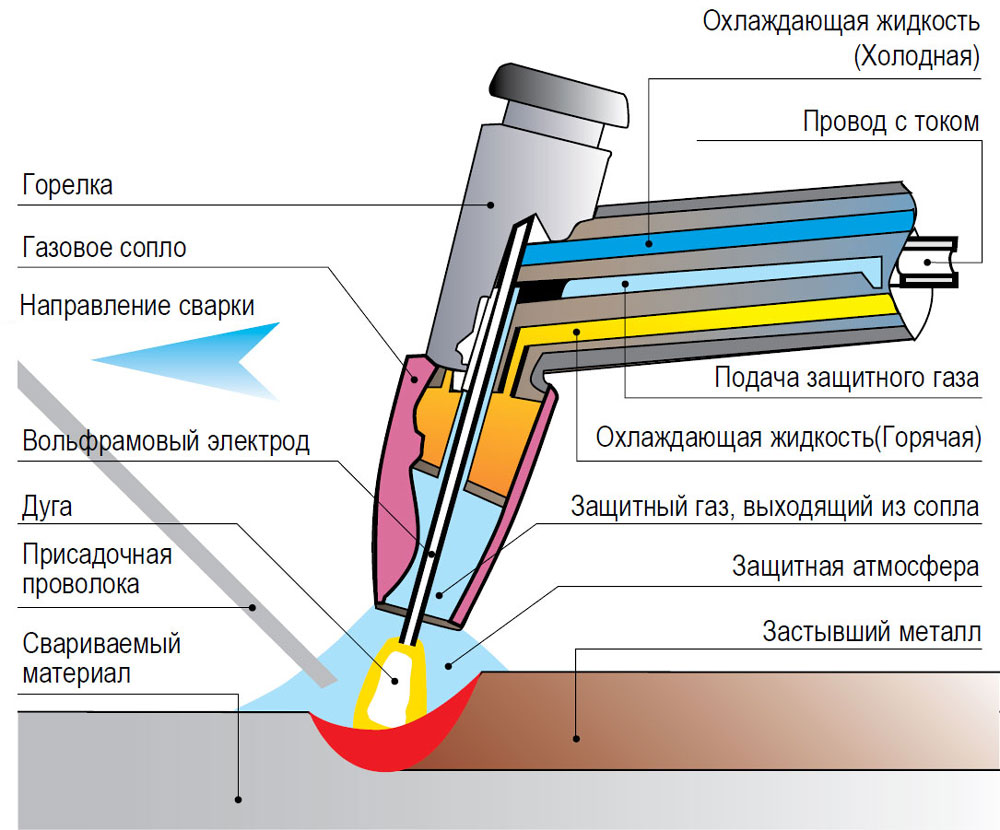
В инертных газах
При механизированной сварке в среде защитных газов металлы при нагреве не окисляются. При подаче аргона с плотностью в 1,5 раза выше, чем у воздуха, над обрабатываемыми кромками формируется устойчивое облако. Такую защиту ванны применяют при сваривании любых металлов, когда необходимо получить качественное соединение или невозможна обыкновенная электродуговая сварка, например, при монтаже проката:
- из цветных металлов (меди, никеля, алюминия, титана);
- жаропрочных и конструкционных сталей, склонных к окислению при нагреве;
- некоторых видов нержавейки.
Инертные газы защищают металл от воздействия кислорода, азота, других компонентов воздуха, ухудшающих эксплуатационные характеристики сварных соединений.
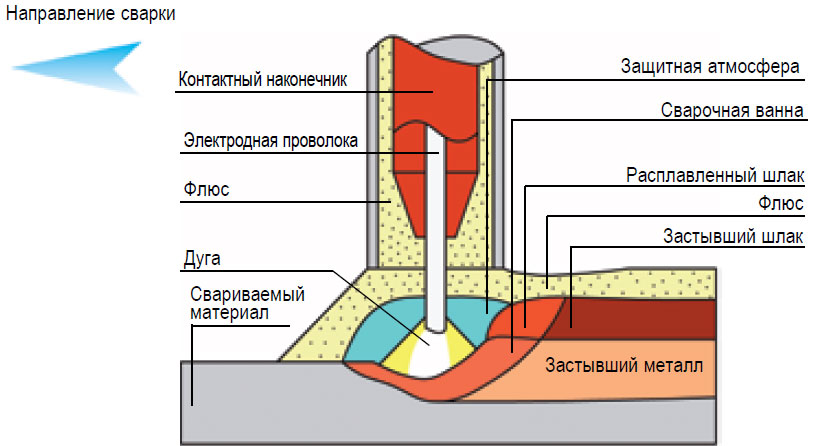
Под флюсом
По ГОСТ 8713-79 в зависимости от способа изготовления флюсы разделяют на две группы:
- плавленые представляют собой однородный конгломерат, получаемый путем спекания компонентов;
- неплавленые бывают двух видов: керамические – это порошки с клеевой основой; спеченые сначала спекают при высоких температурах, затем измельчают до нужной фракции.
Смеси и порошки на основе силиката марганца наносят перед механизированной сваркой под флюсом. В процессе нагрева дугой защитный состав образует шлаковую корку. Оставшиеся частицы собирают для повторного применения.
Порошковыми проволоками
Сварщики выбирают любой расходный материал под тип обрабатываемого металла, порошковые проволоки – не исключение. Это стержень, заполненный шихтой, выполняющей сразу несколько функций:
- защищает металл от воздействия азота, кислорода, водорода;
- раскисляет и легирует расплавленный металл;
- поддерживает стабильное горение дуги;
- формирует ровный шов.
Для механизированного сварочного процесса применяют несколько типов порошковой проволоки:
- сочетаемые с флюсами;
- содержащие флюсовые компоненты в составе шихты;
- самозащитные для сваривания металла в углекислом газе.
Производители выпускают расходники с замкнутым трубчатым сечением, с захлестом кромок и сложной формы с загибами одной или обеих кромок внутрь.

Применяемое оборудование
Для работы применяют автоматы и полуавтоматы, тип сварочного механизированного оборудования зависит от необходимой степени участия человека в сварочном процессе. Механизированный автоматический аппарат осуществляет:
- розжиг дуги;
- механизированную подачу присадки, флюса или газа;
- контроль токовых параметров;
- движение дуги относительно кромок по заданной траектории.
Оператор только следит за работой автоматов, состоящих из трактора (самоходной сварочной головки) и блока управления (процессора).
Механизированные устройства тракторного типа осуществляют подачу проволоки за счет прижимного и подающего роликов. Перемещение дуги по направлению шва осуществляется вручную сварщиком. Основным элементом полуавтоматической механизации является электродержатель. Через это устройство обеспечивается подача электротока в зону сварки. Дуга разжигается при замыкании цепи с помощью пусковой кнопки, расположенной на рукояти держателя.

Для подачи и уборки оставшегося флюса монтируются бункеры с регуляторами (дозаторами). У механизированных полуавтоматов для сварки в защитных газах имеется специальная газоэлектрическая горелка, из которой одновременно подается газ и токопроводящая присадочная проволока.
Самоходная головка (трактор) одновременно с замыканием цепи осуществляет подачу требуемых компонентов. Вместе с током, питающим дугу, в зону сварки поступает расплавляемая присадка, защитные флюсы или газы.
Классические механизированные аппараты регулируют скорость подачи проволоки и плотность дуги в зависимости от физико-механических свойств свариваемых металлов. Проволока устанавливается в кассетах фабричной намотки с фиксированным натяжением. Разматываясь, присадка сначала проходит через направляющие ролики и шланги, затем поступает на подающие.
Специальные системы, ответственные за подачу газа, флюса, настраиваются собственно токовым параметрам. Скорость движения горелки регулируется автоматизировано или сварщиком.
При помощи механизированного трактора подается электродная проволока, а ток проводится к сварочному месту.
Производители предлагают механизированное оборудование для сварки с разной степенью механизации. По сути, технология автоматизированной сварки с точки зрения физико-термических процессов идентична ручной. Отличается технологичностью, скоростью формирования шва, качеством соединений.
Механизация облегчает труд сварщика, особенно, когда работы ведутся на конструкциях больших размеров с протяженными сварными швами. Главное достоинство механизации: минимизируется человеческий фактор, повышается повторяемость формы и качества сварных швов, повышается производительность и экономическая выгода проведения сварочных работ.

Механизированная сварка плавящимся электродом (чаще такой вид называют полуавтоматическим) осуществляется не покрытыми штучными электродами, а проволокой, которая подается с катушки. Проволока подается с катушки специальным приводом, состоящим из электродвигателя, редуктора, подающих и прижимных роликов и регулирующей аппаратуры (платы управления). Сюда же, в зону сварки, подается защитный газ, который обеспечивает изоляцию сварочного шва от воздействия атмосферных газов. Это справедливо при сварке плавящимся электродом в среде защитных газов.
Такое устройство не сильно изменяет условия труда сварщика. Его главным преимуществом можно считать увеличение производительности труда. Кроме того, существенно улучшается качество шва. Однако, это один из самых простых механизмов. В настоящее время механизированная сварка достигла высокой степени механизации.
Область применения
Трудно найти отрасль, в которой не применяются сварочные полуавтоматы. Это и производственные цеха машиностроения, и открытые строительные площадки. Мелкие предприятия и даже частные приусадебные хозяйства и гаражные кооперативы. Способ этот универсален, как по списку свариваемых материалов (малоуглеродистые конструкционные и высоколегированные стали, алюминий и другие цветные металлы и сплавы), так и по ассортименту соединяемых деталей (трубы, прокат). Лучший аргумент в пользу этого вида – доля сварочных работ, производимых таким способом. К началу 21 века эта доля дошла до 80%.
Способ имеет одно слабое место, но недостаток этот легко устраним. Зона сваривания нуждается в защите от ветра. Такую защиту легко организовывать переносными ширмами, палатками, либо любым подручным листовым материалом. Заодно и обеспечивается защита персонала, работающего рядом с местом проведения сварочных работ, от вредного воздействия электрической дуги.
Виды механизированной сварки различаются в зависимости от того, каким способом осуществляется защита сварного шва от влияния атмосферы:
- в среде углекислого газа;
- в среде газовой смеси на основе аргона;
- в среде чистого 100% аргона;
- порошковыми газозащитными и самозащитными проволоками.
Химическая сущность процесса сваривания деталей в среде углекислого газа состоит в следующем: под действием высоких сварочных температур углекислый газ распадается на угарный газ и кислород. Эти газы активно реагируют с железом и углеродом свариваемых деталей.
Для нейтрализации этого вредного явления, в сварочную проволоку вводят кремний и марганец. Являясь более активными металлами, они вытесняют (замещают) из реакций окисления железо и углерод. Для уточнения необходимо отметить, что такой вид называется сваркой в среде активного защитного газа.
Низкая стоимость и универсальность процесса сделали этот вид сварки самым распространенным при ремонте кузовов легковых автомобилей. Необходимо учитывать, что стандартного баллона хватает на 16 – 20 часов непрерывного процесса. Интересно, что качество шва напрямую зависит от расхода углекислого газа. Чем больше газа, тем лучше шов. Задача сварщика найти компромисс в этом вопросе.
В инертных газах и смесях
В качестве инертных газов чаще всего используют смеси на основе аргона. Применяется также чистый аргон для некоторых металлов и сплавов. Состав оборудования и технология механизированной сварки в инертных газах очень похожи на сварку в среде углекислого газа. Сваривание деталей в среде инертного газа можно проводить плавящимся электродом, который по составу максимально соответствует свариваемым деталям. Преимущества сварки в среде защитного газа на основе аргона – это, прежде всего, высокая стабильность электрической дуги, сниженное разбрызгивание электродного металла и меньшее тепловложение в свариваемые детали по сравнению со сваркой в углекислом газе.
Очень перспективны последние изобретения в этой технологии. На крупносерийных производствах с целью повышения производительности труда и уменьшения себестоимости изделий применяют современные защитные смеси на основе аргона с добавлением гелия, кислорода, углекислого газа с различным процентным содержанием компонентов.
Средства автоматизации и механизации процесса
Механизированная сварка плавящимся электродом в среде защитного газа может осуществляться на механизмах с различной степенью автоматизации. Степень автоматизации определяется тем, как перемещают сварочную горелку: сварочная горелка закреплена неподвижно (перемещается свариваемое изделие) или перемещается специальным устройством – кареткой, позиционером, роботом и другими устройствами. В обоих случаях происходит существенный рост производительности за счет увеличения скорости перемещения сварочной горелки, отсутствия человеческого фактора, высокой повторяемости.
При применении автоматизации процесса требуется особо качественная подготовка кромок к сварке, грамотный выбор сварочной проволоки, режимов работы в зависимости от марки металла соединяемых деталей, конфигурации соединения, положения сварки.
Порошковые проволоки
Очень распространенный вид сварки низколегированных, углеродистых сталей и различных сплавов. Для таких работ чаще всего используют смесь аргона с углекислым газом или только углекислый газ. Процесс соединения металлов таким способом аналогичен работе с другими видами проволоки.
Порошковая проволока – специально изготавливаемая проволока, заполненная специальным флюсом или металлическим порошком. Такая проволока изготавливается по особой технологии с разными наполнителями для сварки различных марок стали. Проволока, наполненная металлически порошком, применяется для существенного увеличения коэффициента наплавленного металла. Ограничение по применению – только нижнее пространственное положение.
Используемое для этих целей оборудование организуется в сварочные посты. Они могут несколько отличаться по составу, но основная комплектация содержит:
- источник сварочного тока;
- механизм подачи проволоки;
- комплект соединительных шлангов, управляющего и силовых кабелей;
- сварочную горелку;
- газобаллонную аппаратуру: баллоны с защитным газом или магистраль, редуктор, газовый коллектор, соединительные шланги.
Технология механизированной сварки
Описание технологического процесса включает в себя подготовку кромок перед началом работ. В технологии подробнейшим образом должны быть перечислены все материалы с указанием ГОСТов. Процесс планируется с учетом типа шва. В зависимости от материала и толщины свариваемых деталей выбирается режим работы и вид защитного газа. Полуавтоматическая сварка в среде защитного газа – сложный процесс и учесть все его тонкости могут только квалифицированные технологи.
Читайте также: