Оборудование для орбитальной сварки
Обновлено: 20.09.2024
Пресс-центр
| 15 июня | POLYSOUDE TIGer: Представляем будущее дуговой наплавки! |
| 14 января | Какой бы сложной ни была задача по сварке нержавеющих сталей Super, Hyper или Lean Duplex (Дуплекс), предложенные Полисудом решения будут превосходить все прочие |
| 10 октября | Релиз продукта: Откройте для себя наши новые источники сварочного тока P4-3 и P6-3 |
| 1 мая | Полисуд приглашает на выставку "МЕТАЛЛООБРАБОТКА 2019" |
| 4 февраля | В АО "НПО "ЦНИИТМАШ" состоялись переговоры с делегацией фирмы "POLYSOUDE S.A.S. (Франция) |
| 1 ноября | Международная презентация-семинар на заводе фирмы POLYSOUDE S.A.S., г.Нант, Франция |
| 14 июля | Полисуд приглашает на выставку "Schweissen & Schneiden 2017" |
| 2 марта | Совместимость источников тока POLYSOUDE с AMI и Swagelok |
| 8 февраля | Итоги 11-ой выставки металлообработки и сварки, г. Красноярск |
Ближайшие события
Выставка "RUSWELD 2022"
Фирма ПОЛИСУД С.А.С. (Франция) приглашает посетить специализированную выставку "Оборудование, технологии и материалы для процессов сварки, резки и контроля качества сварных соединений".
О компании POLYSOUDE

ПОЛИСУД - Ваш партнёр в орбитальной сварке
Последовательное повышение производительности и качества – цель, провозглашенная ПОЛИСУДом и его партнерами.
Ведущий мировой производитель установок для орбитальной сварки ПОЛИСУД С.А.С. (POLYSOUDE S.A.S.), Франция, исходя из своего более чем 50-летнего опыта, предлагает Вам для решения производственных задач свои оборудование и услуги:
⇒ Стандартные установки с интуитивной системой управления для сварки трубопроводов в любых пространственных положениях.
⇒ Широкую палитру оборудования для сварки соединений «труба – труба» и «труба – трубная доска», включающую:
головки закрытого типа серий UHP, MW и K для сварки без присадки труб диаметром от 1.6 до 170 мм, с толщиной стенки до 2.75 мм, позволяют
• получать как стыковые соединения труб;
• осуществлять приварку «калачей» и отводов труб;
• компенсировать допуски по внешнему диаметру трубы и её терморасширение при сварке посредством запатентованной зажимной системы.
головки открытого типа серии MU IV для сварки труб диаметром от 8 до 275 мм позволяют
• осуществлять сварку тонко- и толстостенных труб, приварку фланцев с подачей холодной или подогретой присадочной проволоки или без неё;
• выполнять сварку с колебаниями электрода или без них.
сварочные автоматы POLYCAR для сварки труб диаметром от 32 мм и выше позволяют
• осуществлять сварку способами: ВИГ-холодная проволока, ВИГ-подогретая проволока, плазма;
• выполнять сварку в щелевую разделку;
• при необходимости производить сварку продольных швов.
Рекомендуемое оборудование для орбитальной сварки

Трубы и трубные конструкции являются важнейшими элементами современной промышленности и находят широкое применение в таких областях, как производство компонентов для полупроводниковой промышленности, в пищевой промышленности, фармацевтике, химическом машиностроении, автомобилестроении, биотехнологии, судостроении и аэрокосмической отрасли, строительстве электростанций. В данных областях к качеству сварных соединений трубных изделий предъявляются очень высокие требования, поэтому с середины 20 века появилось такое понятие как орбитальная сварка - специализированный способ сварки, при котором дуга поворачивается на 360° вокруг статичной трубной заготовки и, фактически, достигается равнопрочность сварного соединения основному металлу. Современное оборудование для орбитальной сварки - с компьютерным управлением, благодаря чему процесс выполняется с наименьшим вмешательством оператора. Орбитальная сварка почти всегда осуществляется неплавящимся вольфрамовым электродом в среде инертного газа (TIG-сварка), если необходимо, то с дополнительной подачей «холодной» проволоки. Этот метод применим для сварки изделий из высокопрочных, жаропрочных и коррозионно-стойких сталей, нелегированных и низколегированных углеродистых сталей, никелевых сплавов, титана, меди, алюминия и их сплавов.
Наша компания имеет опыт поставок стандартной техники для орбитальной сварки труб и вварки труб в трубные доски, а так же автоматизированных комплексов для орбитальной сварки на предприятия России.
Если речь вести о производителе стандартной техники для орбитальной сварки, то лидером в данном сегменте является немецкая компания Orbitalservice. Компания ШТОРМ является генеральным партнером Orbitalservice в России. Мы предлагаем не просто оборудование, а готовое решение Вашей задачи – от коммерческого предложения до внедрения в производственный процесс.
Основными компонентами системы орбитальной сварки является источник питания и контроллер, сварочная головка и, при необходимости, механизм подачи проволоки.

Источник питания и контроллер могут быть выполнены как в монокорпусе, так и в раздельных корпусах.
Компания LORCH выступила разработчиком источника для орбитальной сварки, который работает с контроллером OWC (пр-во Orbitalservice).
Источника CompactOne, где блок управления встроен в корпус сварочного аппарата (см. фото 1).

Фото 1. CompactOne - источник питания и контроллер для орбитальной сварки в монокорпусе
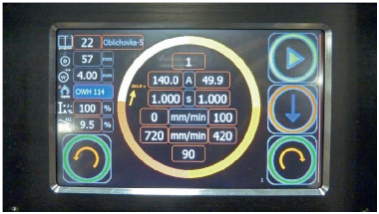
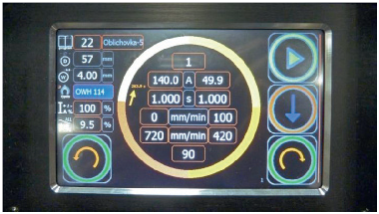
Блок управления оснащен сенсорным экраном, на котором отображаются все параметры сварки трубы, разбитой на отдельные сегменты. Выбор режимов сварки в каждом сегменте осуществляется в автоматическом режиме блоком управления сварочным процессом, благодаря чему получается добиться не только высокого качества сварного соединения, но и существенно ускорить выполнение работ (см. фото 2). Отличительная особенность данного блока управления - новый интерфейс, который отличается простотой и интуитивно понятен оператору, позволяет в широком диапазоне настраивать все параметры сварки, в том числе системы слежения и колебания горелки.
Еще один важный компонент установок орбитальной сварки – сварочная головка.
Среди всех них выделяют следующие виды:
- закрытого типа;
- открытого типа;
- для сварки труб в трубные доски.

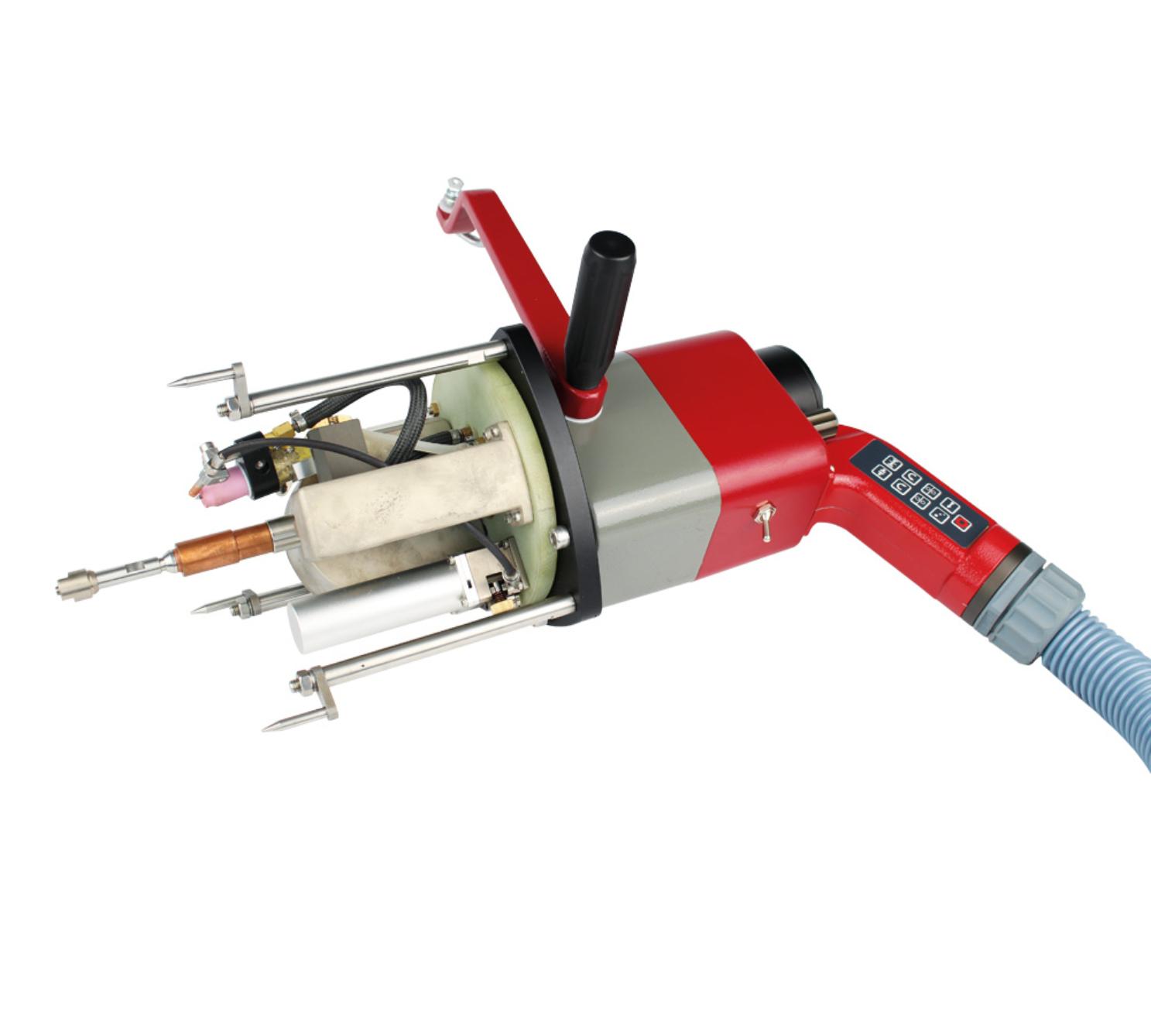
Фото 3. Головка закрытого типа CWH
Головки серии CWH
При сварке труб значительных диаметров - до 273 мм с разделкой кромок, целесообразным является применение головок открытого типа серии OWH.

Фото 4. Головка открытого типа OWH
Головки серии OWH
Диаметр трубы, мм
Преимущество данных головок в том, что их можно использовать в ситуациях, где не требуется система слежения по напряжению и система поперечных колебаний горелки, так и в случаях, где применение данных систем необходимо. Таким образом, имея базовую головку OWH, ее можно укомплектовать как стандартным блоком крепления горелки, так и блоком крепления с компактной системой слежения и колебаний AVC-OSC.
Третьим типом головок для орбитальной сварки являются головки серии TTS, предназначенные для вварки труб в трубные доски (см. фото 5). Они применяются для труб диаметром от 16 до 80мм. Конструкция данной головки позволяет быстро и с высокой точностью устанавливать их к месту сварки и получать соединение высокого качества.
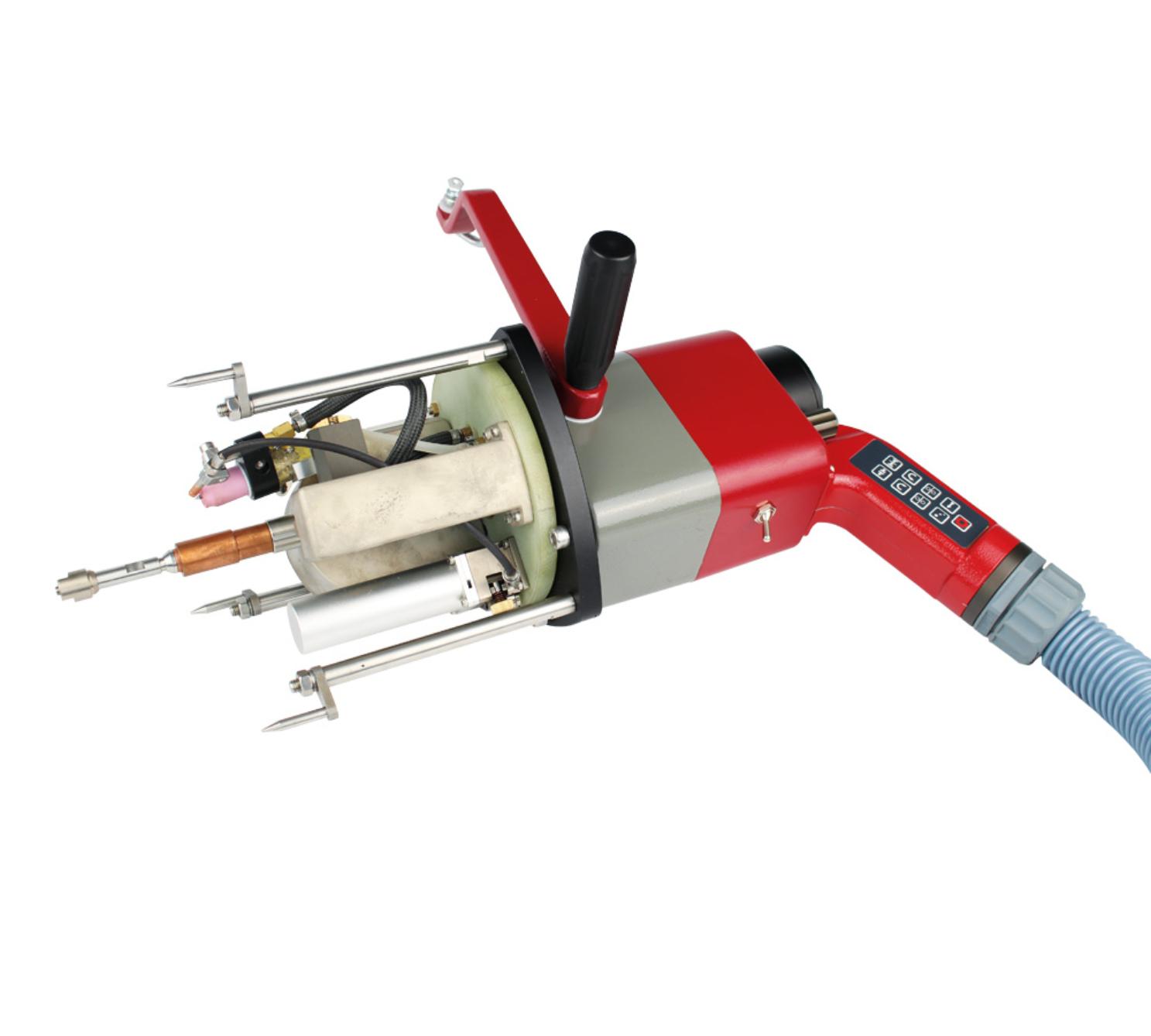
Фото 5. Головка для вварки труб в трубную доску - TTS
Головки серии TTS
(возможно расширение до 80мм)
(горелка параллельно к трубе)
(горелка под 30° к трубе)
Сварочная головка TTS-122 отличается от всего модельного ряда TTS наличием непосредственно на самой головке механизма подачи проволоки с возможностью установки кассеты с массой до 1 кг.
Для удобной и быстрой переустановки головки с одного изделия на другое удобно использовать пневматический позиционер консольного типа (см. фото 6).

Фото 6. Пневматический манипулятор TTS-Autoline для для сварочных головок серии TTS
Помимо этого, в состав установки орбитальной сварки может быть включен блок жидкостного охлаждения горелки для увеличения продолжительности работы системы (WUK), механизм подачи присадочной проволоки, имеющий полностью закрытый корпус типа CWF (см. фото 7), транспортная тележка для мобильности системы Trolley , дистанционный пульт управления (см. фото 8).


Фото 7. Механизм подачи присадочной проволоки CW
Фото 8. Пульты дистанционного управления процессом орбитальной сварки .
Всего несколько лет назад цена на оборудование для орбитальной сварки была мало кому доступной, а оборудование практически эксклюзивным. К счастью, сегодня ситуация кардинально изменилась: оборудование производится серийно, расходные материалы и запчасти для него доступны, а цена - оправдана.








Оборудование для орбитальной сварки от генерального представительства Orbitalum Tools GmbH в России: высокое качество и наличие на складе
Орбитальная сварка приобретает все большее значение в современном производстве
Орбитальная сварка — это полностью механизированный процесс сварки в защитном газе, при котором электрод проходит на 360 градусов вокруг трубы. Преимущества этого очевидны: высокая надежность и воспроизводимость процесса, короткое время производства, неизменно высокое качество сварных швов, простота управления процессом и подробное документирование.

Преимущества орбитальной сварки наиболее эффективно используются в отраслях, где тонкостенные трубы свариваются с неизменно высоким качеством. Сюда относится производство полупроводников, пищевая, аэрокосмическая, фармацевтическая и химическая промышленности, а также производство теплообменников. Другими словами, орбитальная сварка находит применение везде, где агрессивные и коррозионные среды или высокое технологическое давление требуют герметичных трубопроводов и высокого уровня гигиены.
Из-за более строгих требований к качеству и нехватки квалифицированных рабочих спрос на системы орбитальной сварки непрерывно растет в течение многих лет. Свою роль также играет существующая обязанность по предоставлению документации, а орбитальная сварка соответствует международным требованиям благодаря интеллектуальным источникам питания для сварки с определенными процессами.
Система орбитальной сварки состоит из источника питания со встроенным контроллером, блока охлаждения и сварочной головки с пакетом кабелей для подачи управляющих сигналов, защитного газа, охлаждающей жидкости и сварочного тока. Различают закрытые и открытые сварочные головки.
Типы орбитальных сварочных головок
Для тонкостенных труб диаметром до 170 мм и толщиной стенки от 0,3 до 3,5 мм, изготовленных из нержавеющей стали или титана, используются закрытые головки с вращающимся вольфрамовым электродом в среде инертного газа (TIG).
Процесс сварки здесь осуществляется в одинаковых условиях в орбитальной сварочной головке, которая полностью окружает трубу. В постоянной атмосфере защитного газа электрод проходит вокруг трубы с помощью вращающегося ротора сварочной головки. Трубы свариваются без зазора и смещения. Для этого требуется хорошая подготовка шва: трубы нарезаются под прямым углом, равномерная плоская фаска и чистая поверхность без заусенцев могут быть достигнуты с использованием современных машин для резки труб и снятия фаски.

Размеры сварочных головок с течением времени становились все более компактными и уменьшились до такой степени, что сегодня сварка может выполняться даже в ограниченных условиях сборки. Закрытые сварочные головки в настоящее время доступны для труб диаметром от 2 до 170 мм.
Для более толстых стенок и труб диаметром до 270 мм часто используются открытые орбитальные сварочные головки. Благодаря открытой дуге в сварочную ванну можно подавать расходные материалы в виде проволоки, чего нельзя сказать о закрытых системах. Возможна также многопроходная сварка толстостенных труб.

Простое управление и непрерывная работа
Процесс орбитальной сварки головкой закрытого типа прост: получашки откидываются на петлях, и две свариваемые трубы помещаются внутрь без зазора между ними. Трубное соединение выравнивается с электродом. После закрытия получашек и запуска процесса, головка начинает охлаждаться, и камера заполняется аргоном. После зажигания дуги электрод с заданной скоростью проходит вокруг трубы. Изменение цветов побежалости предотвращается благодаря постоянному покрытию защитным газом. Стабильно качественная сварка выполняется автоматически без смещения или зазора.

Интеллектуальные источники питания обеспечивают доступ к проектам и параметрам
Интеллектуальные источники питания для сварки гарантируют высокий уровень эксплуатационной надежности во время процесса. Путем ввода зависящих от детали параметров, таких как материал, диаметр и толщина стенок, источник питания автоматически определяет подходящие токи, время импульса, скорость сварки и, в случае открытых сварочных головок, требуемое количество проволоки. Тип подключенной головки определяется автоматически, поэтому оператору остается только вызвать соответствующую программу сварки, а затем запустить сварочный процесс. Работа с этой системой настолько проста и надежна, что даже менее квалифицированные операторы могут добиться оптимальных результатов сварки в серийном производстве при неизменных общих условиях.
Естественно, непрерывная запись и резервное копирование данных в локальной сети заказчика возможны с использованием современных источников питания для сварки. Используя встроенный интерфейс LAN, можно включить Orbimat 180 SW в сеть заказчика. Связь по интерфейсу с различными системами заказчика возможна с использованием протокола MQTT, совместимого с IoT/Industry 4.0. Операторы, инженеры по планированию и специалисты по обеспечению качества в любое время имеют доступ к проектам и данным, что позволяет напрямую отслеживать весь процесс сварки. Все сварочные данные и программы для каждого сварочного процесса можно вызвать и полностью задокументировать, проанализировать, использовать и оптимизировать для будущих сварочных процессов. Таким образом, производственные процессы могут быть лучше спланированы, а также более безопасны и требуют меньше времени подготовки.
Все данные также могут быть сохранены во внутренней системной памяти или на внешнем USB-носителе данных. Помимо таких данных, как диаметр трубы, качество материала и толщина стенки, заказчик также может указать дополнительные параметры, такие как имя оператора, номера партий заготовок, номер позиции сварного шва, номер изометрии трубопровода и пр.
ООО «ДельтаСвар» — генеральное представительство Orbitalum Tools GmbH в России

Компания «ДельтаСвар» является авторизованным представителем по продажам и обслуживанию оборудования Orbitalum Tools GmbH в России. Неважно, какие трубы вы хотите обрабатывать: большие или маленькие, тонкостенные или толстостенные, из высоколегированной или низколегированной стали – мы обязательно найдем для вас подходящее решение.
Наш демозал – это наша гордость. Самый крупный в УрФО, самая широкая линейка оборудования. Также возможно посещение вашего предприятия нашими сотрудниками для проведения демонстрационных работ. Квалифицированные специалисты «ДельтаСвар» и выездные лаборатории сварки доступны для Вас 7 дней в неделю!
Один раз увидеть лучше, чем сто раз услышать, верно? Мы оказываем качественный сервис и любим свою работу. Ваша задача – наше решение. Просто обратитесь к нашему специалисту и убедитесь, что нам по пути!


Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи. .

Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования. .

Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург! .

Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах. .

Новая линейка оборудования EWM XQ – квинтэссенция инноваций
Тысячи сварочных аппаратов от компании EWM AG успешно выполняют свою задачу на предприятиях России самых разных отраслей, начиная с энергетики и пищевой промышленности, заканчивая – военной и авиационной. Время – объективный критерий. Именно время позволяет оценить качество оборудования, которое выполняет свои задачи каждый трудовой день. Согласно статистике наших клиентов, 10 лет – не возраст для сварочных аппаратов, на корпусе которых гордо расположены три буквы – EWM. .
Применение обрудования орбитальной сварки ORBITEC для монтажа трубопроводов фармацевтического завода
Занять рынок услуг по монтажу и обслуживанию промышленных трубопроводов в своем регионе. Сдав заказчику первые объекты, зарекомендовать себя в новой сфере, расширить производственные мощности и вытеснить конкурентов.
Оптимально подобранный комплект оборудования на основе орбитальной резке и сварке труб позволил получить высокий результат на всех этапах процесса монтажа трубопроводов на строящемся фармацевтическом заводе.
Производственная компания - заказчик данного проекта с 2013 года специализируется на производстве, монтаже и обслуживанию топливозаправочных агрегатов. Последние годы компания активно занимается монтажом трубопроводов различного назначения, как на строящихся заводах, так и в рамках перевооружения. В 2018 году компания выиграла тендер на монтаж трубопроводов на крупном строящемся фармацевтическом заводе в Ленинградской области. Важными параметрами тендера были такие условия, как скорость сдачи объекта, так и работа в рамках европейских стандартов производства GMP (Good Manufacturing Practice).
Для быстрого и качественного выполнения заказа компания приобрела несколько комплектов орбитальной сварки немецкой компании ORBITEC.
Состав приобретенного оборудования:
- Инвертор «Tetrix 200» - 3 шт.
- Контроллер орбитальной сварки «TIGTRONIC Basic 2» - 1 шт.
- Контроллер орбитальной сварки «TIGTRONIC Basic 3» - 1 шт.
- Контроллер орбитальной сварки «TIGTRONIC Orbital 4» - 1 шт.
- Сварочная головка закрытого типа «OSK-115» с рукояткой - 1 шт.
- Сварочная головка закрытого типа «OSK-76» с рукоятками - 2 шт.
- Комплект зажимных колец для сварочных головок закрытого типа
«OSK-115» и «OSK-76» - 20 шт. - Газовый редуктор-расходомер с двумя ротаметрами - 3 шт. - 1 шт.
- Прибор для измерения остаточного содержания кислорода «Oxy-SMART» - 2 шт.
- Заточка вольфрамовых электродов «WEG 4.0»
- Орбитальный труборез «DCSENG S-100L» для труб от 13 до 120 мм - 2 шт.
- Комплект соединительных проводов и шлангов
Первый комплект оборудования был размещен на производственной территории компании - заказчика, где несколько бригад монтажников прошли базовое обучение, в ходе которого были подобраны режимы сварки для основных типоразмеров труб.


Контроллеры орбитальной сварки «TIGTRONIC Basic» и «TIGTRONIC Orbital» позволили прецизионно отрегулировать режимы сварки так, чтобы независимо ни от прогрева во время сварки, ни от пространственного положения сварочного стыка, сварочная ванна не меняла ни своего размера, ни геометрии, за счет постепенного уменьшения погонной энергии, вкладываемой в сварочный шов. После обучения, оборудование было сразу же перемещено на строящийся объект и совместно с представителем компании ООО «Интертехприбор», было запущенно в работу на монтаж линии водоподготовки.



Процесс монтажа можно разделить на три основные этапа: 1 – подготовка трубных заготовок, 2 – сварка отдельных узлов трубопровода, 3 – монтажная сварка заготовленных узлов в линию трубопровода.
1. Подготовка трубных заготовок
При монтаже линии трубопровода определяется базовая точка, от которой размечаются и нарезаются в размер с точность до 0.1 мм трубные заготовки с учетом всех отводов, тройников и прочей арматуры, либо трубные заготовки нарезаются по размерам согласно проекту. Нарезанные трубные заготовки компонуются в отделение узлы. Размер протяженных узлов зачастую ограничивается комнатой, в которой они будут установлены. Сложные типовые узлы компонуются отдельно (тройники – отводы – фланцы – компенсаторы – переходники) так чтобы их можно было удобно соединить на монтаже с магистралью.
Отцентрованные детали узлов стыкуются между собой несколькими сварочными прихватками ручной аргонодуговой сваркой с применением специальных центраторов, либо при помощи сварочной головки закрытого типа «OSK-76 или 115» посредствам специальной программы прихваток доступной на контроллере орбитальной сварки «TIGTRONIC Orbital 4». Базовым условием подготовки труб под орбитальную сварку является перпендикулярность резки труб относительно своей оси, что достигается применением орбитального трубореза «DCSENG S-100L».
Особенностью заготовительного производства фармацевтических линий является повышенный ряд требований к трубам, к методам резки и подготовки:
- обязательное применение труб с электрополированной внутренней поверхностью;
- штучная вакуумная упаковка и заглушки от попадания пыли для каждой трубы;
- во избежание образования заусенцев резка труб допускается только свежей фрезой (до 500 резов на один диск), т.к. при механическом удалении заусенца велика вероятность нарушения целостности внутренней зеркальной поверхности трубы;
- при резке труб недопустимо применение смазочных материалов;
- при помощи специального шабера «ENTGRATUNG SWERKZEUGE», необходимо удалить град образующийся после резки;
- во время стыковки трубных заготовок посредством сварочных прихваток обязательно наличие поддува аргона вовнутрь собираемого узла (вытеснение воздуха инертным газом);
- собранный узел глушится со всех сторон во избежание попадания пыли, в некоторых случаях все стыки до сварки заматываются лентой не оставляющей следов.
2. Сварка отдельных узлов трубопровода
Сварочные головки закрытого типа «OSK-76 и 115» плотно фиксируются на свариваемых трубах, образуя защитную камеру вокруг сварного стыка. Во время сварки образуемая камера заполняется аргоном, который вытесняет воздух, препятствует воздействию окружающей среды на сварочную ванну во время сварки. Длина шлангпакета на рукоятке для закрытых сварочных головок типа «OSK» составляет 8 метров, что позволяет свободно в любом пространственном положении устанавливать сварочные головки «OSK-76 и 115» на стык свариваемых труб в достаточной удаленности от рабочей сварочного аппарата и контроллера управления. Таким образом, отдельно заготовленные узлы обвариваются на месте, после чего перемещаются к месту монтажа.
Так же, как и во время прихваток, необходимо осуществление поддува инертного газа во внутрь свариваемого узла трубопровода. От качества и количества инертного газа напрямую зависит качество внутренней поверхности сварного шва, поэтому для сварки ответственных соединений обязательно применение прибора для измерения остаточного содержания кислорода «Oxy-SMART».
Контроллеры орбитальной сварки «TIGTRONIC Basic и Orbital» записывают историю сварочных операций во внутреннюю память в виде основных параметры сварки. Протоколы сварочных операций могут быть расшифрованы с помощью компьютерной программы «Docutronic V2.1» и предоставлены заказчику по требованию. Кроме того, контроллер орбитальной сварки «TIGTRONIC Orbital 4» оборудован принтером, который после сварки печатает чек с указаниями основных параметров сварки. Для удобства анализа истории сварочных операций, каждый сваренный стык маркируется индивидуальным номером, в соответствии с присвоенным контроллером порядковым номером сварочной операции.



3. Монтажная сварка заготовленных узлов в линию трубопровода
Трубная магистраль водоподготовки проходит по разным цехам, комнатам и этажам внутри заводского здания. Монтаж продвигается от базовой точки, поочередно соединяя различные узлы трубной магистрали. Узлы трубопровода размещаются на различных подвесных конструкциях, если при этом соблюдается соосность стыкуемых узлов с точностью до 0.5 мм, то допускается сваркаголовкой закрытого типа «OSK-76 или 115» без предварительных фиксирующих прихваток, т.к. сварочные головки, плотно фиксируются на свариваемых трубах,выравнивая стыковку узлов. При монтаже весь внутренний объем трубной магистрали заполнятся инертным газом, с обязательным контролем остаточного содержания кислорода газоанализатором «Oxy-SMART».

На примере данного проекта компания - заказчик намерена, расширяться и полностью занять рынок услуг по монтажу и обслуживанию промышленных трубопроводов в своем регионе. В итоге за месяц работы, используя три комплекта орбитальной сварки компании ORBITEC при работе в одну смену, было сварено около двух тысяч сварочных швов магистрали трубопровода.
Читайте также: