Оборудование для сварки алюминия полуавтоматом
Обновлено: 19.09.2024
Малогабаритный универсальный сварочный полуавтомат TRITON ALUMIG 200 SPULSE SYNERGIC позволяет выполнять сварку в режиме MIG/MAG, TIG и MMA. Инвертор поддерживает импульсный режим сварки в режиме MIG/MAG, что позволяет сваривать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун, никель с более высоким качеством соединения, по сравнению с классической полуавтоматической сваркой. Возможность регулировать индуктивность дуги, управлять предварительной и финишной продувкой газа, режим Burn-back и 2Т/4Т позволяют добиться полного контроля над сварочным соединением и высокого качества шва. А запрограммированный Job List сокращает время настройки инвертора и определяет его как профессиональный источник для работ высокой сложности.
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC PRO предназначен для использования в широком диапазоне сварочных видов работ.
START ALUWELD 200 MIG PULSE это инверторный сварочный аппарат нового поколения с импульсным режимом и синергетическим управлением
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC предназначен для использования в широком диапазоне сварочных видов работ.
Полуавтомат с двойным пульсом и синергетическими настройками управления. Наличие слотов памяти и предустановленных программ для сварки алюминия и стали в среде углекислого газа и в сварочной смеси. Дополнительная функция TIG и MMA сварки. Гарантия 2 года.
Сварочный полуавтомат ANDELI MIG-270TPL – это многофункциональное устройство, применяемое для сварки в режимах MIG, TIG (hf), Pulse, MMA, а также, для холодной сварки (COLD)
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA.
Инверторный многофункциональный цифровой полуавтомат с синергетическим управлением, созданный для промышленных предприятий среднего и тяжёлого машиностроения. Синергетические программы аппарата адаптированы для работы со диаметрами проволок от 0.8 мм до 1.6 мм и с большим количеством защитных газов и смесей.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC 380v предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
Мощный сварочный инвертор TRITON ALUMIG 500P Dpulse Synergic DW – многофункциональный аппарат, который гарантирует чистую и точную сварку алюминия (чистого и сплавов), стали, нержавеющей стали, меди, никеля и чугуна с качественной проваркой корня шва.
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для ручной дуговой сварки штучным электродом MMA, а так же для аргонодуговой сварки в режиме TIG DC.
Представляем Вашему вниманию сварочный инверторный аппарат PICOMIG 180 PULS для полуавтоматической сварки MIG/MAG.
Helvi TP 220 XL Pulse - многофункциональный сварочный инвертор MIG Pulse/TIG/MMA c синергетическим управлением. Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
Профессиональный полуавтомат MULTIMIG200 PFCDUAL PULSE SYN – мощный источник сварки с двойным импульсным режимом и синергетическим алгоритмом управления, что делает работу максимально эффективной и качественной.
Инверторный сварочный полуавтомат AuroraPRO SKYWAY 350 DUAL PULSE с водяным охлаждением и выносным подающим механизмом – это 3-х фазный аппарат, используемый для полуавтоматической сварки MIG-MAG, ручной дуговой сварки MMA и сварки в режиме TIG DC
Компактный многофункциональный сварочный аппарат с синергетическим управлением и режимом импульсной сварки. Оптимально подходит для сварки углеродистых, низколегированных и нержавеющих сталей, цветных металлов, алюминия и его сплавов. Сварочные процессы MIG/MAG, MIG SPOT, PULSE MIG, DOUBLE PULSE MIG, FCAW, MMA.
Сварочный полуавтомат ANDELI MIG-270SE – профессиональная модель способная производить сварку в режимах MIG, Lift TIG, MMA. Главной особенностью является полноценная, стабильная работа от электрической сети питания 110-220
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, меди, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Сварочный инверторный аппарат PHOENIX 355 PROGRESS PULS для импульсной полуавтоматической сварки MiG/MAG, стандартной полуавтоматической сварки MiG/MAG, сварки покрытым электродом MMA и сварки неплавящимся электродом TIG DC.
Универсальный трехфазный инверторный источник питания с максимальным током 300 Ампер для MIG-MAG, MMA и TIG LIFT DC сварки.
SAGGIO MIG 500-NS DOUBLE PULSE — инверторный сварочный полуавтомат с полностью цифровым управлением, построенный на новейших IGBT модулях, предназначен для широкого использования в автоматизации сварочных процессов, в отраслях по производству различных стальных конструкций.
Полуавтоматы МС-501 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
Lightning MTS 225STI Everlast - Уникальный мультипроцессорный источник c синергетическим управлением, сочетающий в себе сразу 3 вида сварки.
ANDELI MIG-200PE – сварочный полуавтомат MIG/MAG с возможностью производить сварку порошковой проволокой FCAW, а также осуществлять работы методом ручной дуговой сварки MMA.
На строительной площадке, при монтаже, в мастерской или в заводском цеху - cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
FUBAG INMIG 500 T DW SYN PULSE – промышленный сварочный полуавтомат, оснащенный выносным 4-х роликовым механизмом подачи проволоки DRIVE INMIG и горелкой FB 400
Инверторный аппарат EWM Picomig 355 puls TKG с поддержкой нескольких методов импульсной сварки с простой однокнопочной панелью управления Synergic и интегрированным приводом механизма подачи проволоки.
Инверторный аппарат для импульсной сварки постоянным током, с жидкостным охлаждением с двумя отдельными устройствами подачи проволоки Мультипроцесс: Сварка MIG/MAG, сварка TIG с контактным зажиганием, сварка стержневыми электро-дами и строжка Строжка угольным электродом сечением до 13 мм² (551) Очень большие резервы мощности позволяют применять длинные промежуточные пакеты шлангов: 70 мм² до 30 м 95 мм² до 40 м Декомпактное, передвижное исполнение под кран и штабелер Progress: Настройка всех параметров сварки и функций, а также индикация параметров сварки на устройстве подачи проволоки, однокнопочное управление (Synergic) – удобная регулировка рабочей точки, запрограммированные сварочные задания (JOBs), выбор из списка сварочных заданий (JOB) Более эффективная сварка с применением технологий forceArc и rootArc Возможность подключения дистанционного регулятора (кроме R40) и функциональной горелки Оснащены серийными интерфейсами для соединения с ПК 4-роликовый подающий механизм для стальной проволоки 1,0 мм + 1,2 мм Мощная система охлаждения с центробежным насосом, пневматическим выключателем и большим баком емкостью 12 л.
Мощное трехфазное сварочное оборудование размером всего в один механизм подачи проволоки: это главная особенность CONVEX MOBILE 255 PULSE, инновационного многопроцессорного синергетического оборудования для сварки в режимах MIG / MAG, MMA и TIG с режимом «Lift».
ANDELI MIG-280P – современный сварочный полуавтомат MIG/MAG + MMA с функцией импульсной сварки. Аппарат сконструирован с применением новейших IGBT транзисторов, что существенно повысило общий КПД и увеличило производительность
Модульный инверторный аппарат для импульсной сварки MIG/MAG с отдельным механизмом подачи проволоки
Полуавтоматы МС-351 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
Сварочный полуавтомат ANDELI MIG-350P – мощный трехфазный аппарат, работающий от электрической сети питания 380В. Оператору доступна классическая ручная дуговая сварка MMA и полуавтоматическая MIG/MAG сварка
COMBO HI-MIG 2010 - однофазный сварочный аппарат с синергетическим управлением для сварки в режиме MIG-MAG, а так же с возможностью сварки TIG lift и ММА. Идеально подходит для нужд автосервиса и малых производств.
Современный энергоэффективный источник питания FastMig Pulse 450 обеспечит оптимальное техническое и экономическое решение вне зависимости от того, какие задачи сварки стоят перед вами. Ему доступны следующие сварочные процессы: стандартные, 1-MIG, импульсная сварка, сварка с двойными импульсами и MIG/MAG.
Аппарат для сварки алюминия – нюансы настройки оборудования и тонкости работы
Выбирая аппарат для сварки деталей из алюминия, важно учитывать особенности данного металла, затрудняющие осуществление сварочных работ по традиционным технологиям. Оборудование, которое можно использовать для соединения деталей из алюминия, а также его сплавов, должно обладать рядом специальных функций, которые и дадут возможность получать качественные и надежные сварные швы.

Процесс сварки алюминия
Выбор соответствующего оборудования – не единственное требование, которое следует учесть при сварке алюминия. Важно также правильно подобрать расходные материалы, обладать специфическими знаниями и навыками выполнения работ подобного характера.
Оборудование для качественной сварки алюминия
Высокая сложность сварки деталей из алюминия объясняется тем, что данный металл очень активно взаимодействует с кислородом, азотом и водородом, содержащимися в окружающем воздухе. Такое взаимодействие происходит при любых температурах и приводит к тому, что на поверхности алюминия формируется тугоплавкая оксидная пленка, которая и препятствует выполнению сварочных работ. Именно поэтому сварку деталей из данного металла выполняют в среде защитного газа (преимущественно аргона), для чего необходимо использование специального оборудования.
В качестве аппарата для сварки деталей из алюминия чаще всего применяют инвертор, дополнительно оснащенный оборудованием для подачи защитного газа, а также специальной горелкой, в которой фиксируется неплавящийся электрод из вольфрама.
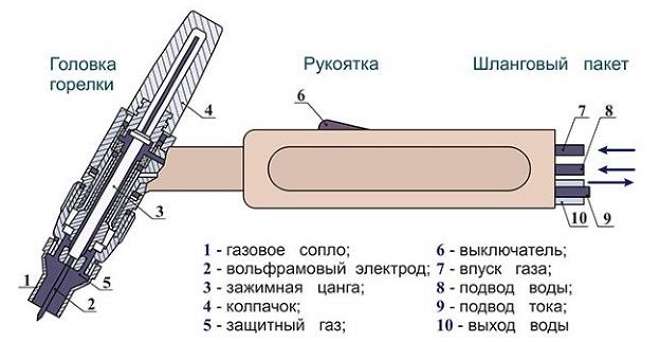
Устройство водоохлаждаемой горелки

Классификация горелок и их формы
Некоторые модели инверторных аппаратов имеют в своей конструкции встроенный осциллятор. Он облегчает процесс зажигания электрической сварочной дуги и поддерживает ее в стабильном состоянии в процессе выполнения работ.
Оборудование для сварки алюминия может работать на постоянном, переменном или пульсирующем (постоянно-переменном) токе.
Современный инверторный аппарат, электрическая схема которого построена на мощных транзисторах, имеет небольшие размеры и высокий КПД, позволяет точно регулировать силу сварочного тока, а за счет опции широтно-импульсной модуляции обеспечивает стабильное горение электрической дуги. Большинство современных моделей подобных устройств для сварки обладает функцией стабилизации напряжения, что позволяет успешно использовать их при значительных скачках данного параметра электрического тока (до 10% от номинального значения).

Цифровая панель управления современного многофункционального инвертора
Примечательными характеристиками современных инверторных аппаратов являются следующие.
- За счет возможности регулирования баланса тока при сварке с использованием такого аппарата можно контролировать и корректировать степень раскисления свариваемого металла. Такая опция является очень важной, так как недостаточный баланс не даст возможность разрушить оксидную пленку на поверхности металла (например, алюминия), а слишком большой – не позволит обеспечить стабильность горения сварочной дуги.
- Такое оборудование предоставляет возможность регулировать частоту сварочного тока. Это позволяет эффективно контролировать горение электрической дуги. Благодаря данной опции можно использовать такой аппарат для сварки даже самой высокой сложности (соединение тонколистовых деталей, проводов и др.).
Подготовка сварочного аппарата к работе
Любой сварочный аппарат – как самодельный, так и серийных моделей – для эффективного и безопасного функционирования необходимо правильно подготовить к дальнейшему использованию.

Подключение рукава к гнезду инвертора
Рассмотрим порядок такой подготовки применительно к инверторному устройству.
- К аппарату подсоединяются токоподводящие кабели. Затем подсоединяются выходные кабели в правильной последовательности: к минусовой клемме – токоведущий кабель, соединяемый с горелкой, к плюсовой – кабель, подключаемый к соединяемым деталям (обратка).
- К розетке подключается кабель управления.
- Шланг, по которому будет подаваться защитный газ, подключается к соответствующему штуцеру – «ГАЗ».
- В том случае, если аппарат предусматривает управление при помощи специальной педали, то ее посредством кабеля подключают к разъему дистанционного управления.
- Если сварочные работы выполняются при помощи горелки с водяным охлаждением, то к штуцеру аппарата «ВОДА» необходимо подключить подводящий шланг.
- После выполнения подготовительных работ следует проверить надежность фиксации всех разъемов.

Установка катушки с проволокой
Органы управления инвертора
Большинство современных инверторных аппаратов, выпускаемых серийно, оснащены типовыми органами управления, к которым относятся:
- Таймер, отвечающий за время включения подачи защитного газа, который начинает подаваться за несколько секунд до начала выполнения сварочных работ.
- Регуляторы тока, используемые для установки его параметров при выполнении сварки по различным методикам;
- Таймер, отвечающий за установку времени спада тока.
- Регулятор, позволяющий включать режим форсирования дуги, что необходимо для обеспечения ее легкого и быстрого зажигания.
- Регулятор, отвечающий за частоту импульсов (применяется такой регулятор при выполнении сварки с применением импульсного тока).
- Регулятор, который также используется при применении импульсного тока и отвечает за время прохождения импульсов и продолжительность пауз между ними.
- Орган управления, регулирующий соотношение (баланс) прямой и обратной полярности при выполнении сварки на переменном токе.
- Таймер, при помощи которого выставляется время прекращения подачи газа в зону выполнения сварки (следует иметь в виду, что защитный газ после окончания сварки любого металла (в том числе алюминия) должен подаваться в область сформированного шва еще 5–7 секунд).

Органы управления инвертором на примере аппарата «Форсаж» (нажмите, чтобы увеличить)
Что требуется предусмотреть перед началом сварочных работ
При подготовке аппарата для сварки алюминия к работе желательно учитывать следующие рекомендации.
- Если для сварки необходимо использовать удлиненные кабели, то они должны иметь больший диаметр своего поперечного сечения.
- После подключения к устройству для сварки газового баллона следует проверить, нет ли утечек в системе шлангов и их соединений.
- Аппарат для сварки деталей из алюминия перед началом использования необходимо заземлить. Для этого используется электрический кабель, сечение которого должно быть не меньше 0,6 кв. сантиметров.
- Особое внимание следует уделить надежности мест соединения кабеля, идущего к сварочной горелке, а также обратного кабеля, подсоединяемого к свариваемым деталям из алюминия.
Основные действия при выполнении сварки
После того как все подготовительные работы выполнены, можно начинать использовать сварочный аппарат по его прямому назначению (например, для соединения деталей из алюминия). Для этого необходимо совершить следующие действия:
- При помощи переключателя на постоянный или переменный ток требуется выбрать режим сварки. При соединении деталей из алюминия это будет режим AC (переменный ток).
- После выбора режима можно включить питание аппарата и запустить систему его охлаждения, если она предусмотрена в его конструкции.
- Затем следует отрегулировать расход защитного газа.
- В зависимости от характеристик соединяемых деталей надо выставить соотношение прямой и обратной полярности сварочного тока.
- Подача газа в горелку, а также запуск осциллятора, упрощающего процесс зажигания электрической дуги, осуществляется нажатием одной кнопки, расположенной на рукоятке сварочной горелки.
Выставить оптимальные режимы сварки, которые зависят в основном от параметров соединяемых деталей, можно, воспользовавшись собственным опытом или таблицами из специальной литературы.
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
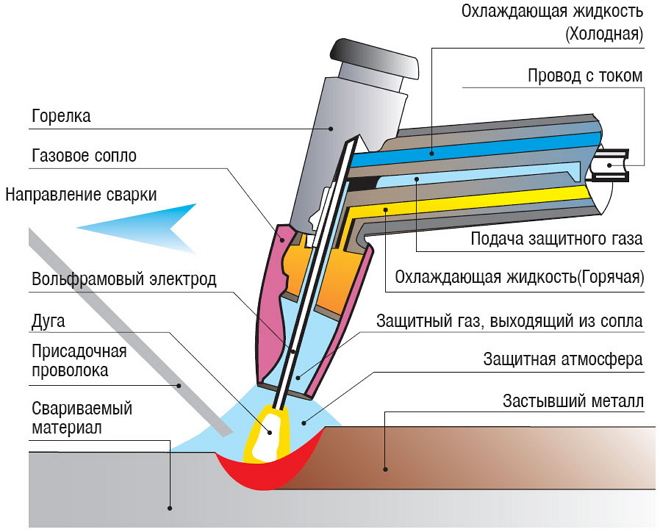
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
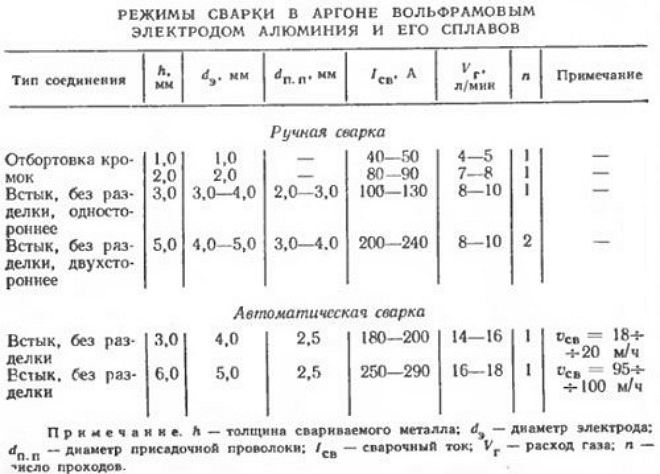
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки; ;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
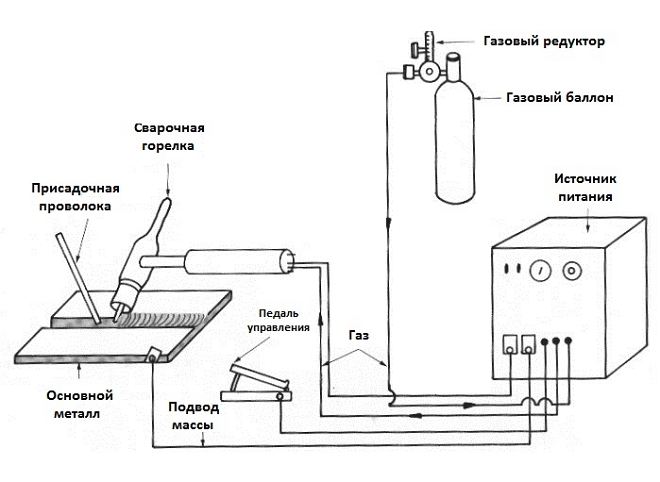
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
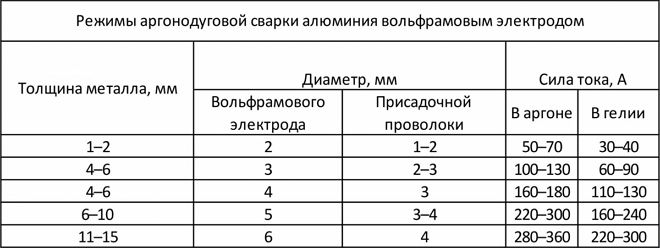
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Как выбрать хороший сварочный аппарат для алюминия
Сваривать изделия из алюминия – не самая простая задача. Если сварщик хотя бы немного отойдет от технологии или подберет не подходящий сварочный аппарат для алюминия и расходники, то гарантировано получит некачественный шов. Чтобы правильно выбрать сварочник для работы с таким металлом, необходимо знать особенности его плавления, разбираться в видах специальных приспособлений и других нюансах.
Особенности сварки алюминия
Данный металл очень капризен при сваривании из-за своих физических и химических свойств. Его поверхность даже при комнатной температуре покрывается оксидной пленкой. С одной стороны, это даже хорошо, ведь окисленный слой защищает материал от коррозии. Но если попробовать сваривать его просто так, как, например, сталь, то можно столкнуться с большой проблемой.
Температура плавления окисла на поверхности алюминиевой заготовки – около 2000 °C, когда как сам материал плавится примерно при 600 градусах по Цельсию. Сварка обычным способом приведет к тому, что присадочный материал будет просто-напросто укладываться на поверхности, не позволяя обеспечить надлежащее качество шва. Увеличение ампеража станет причиной появления прожогов. При этом сварочная ванна будет стремительно окисляться.
Алюминий при сварке:
- Быстро кристаллизуется. Затвердевание происходит после остывания всего на 15-20 °C.
- Невероятно текуч. В расплавленном виде он напоминает воду, из-за чего вести шов нелегко, если поверхность изделия наклонена. Также именно это свойство повышает риск образования сквозных прожогов при манипуляциях.
- Сохраняет цвет после расплавления. По этой причине сложнее контролировать состояние сварочной ванны и рассчитывать необходимое количество присадочного материала.
- Испаряет водород. Это происходит из-за контакта с атмосферой. Как следствие – образовавшиеся поры в шовной структуре, которые делают соединение более хрупким.
- Отличается повышенной усадкой. Есть вероятность того, что, остыв, наплавленные валики просядут сильнее, чем нужно. Придется дополнительно заваривать кратеры в шве.
Чтобы достичь необходимого эффекта, достаточно перекрыть доступ окружающего воздуха к зоне плавления. Для этой цели используют среды инертных газов.
Для сварки алюминия можно воспользоваться специализированными ТИГ-сварочниками, а также полуавтоматами. Сварку алюминия на бытовом уровне можно осуществлять с помощью MMA-аппаратов. Каждый вид оборудования для сварки отличается результатом работы и имеет множество других особенностей, определяющих целесообразность использования. Рассмотрим каждый аппарат по порядку.
Устройства TIG
Аббревиатура TIG расшифровывается как Tungsten Inert Gas. При этом методе в среде инертного газа в основном применяются неплавящиеся вольфрамовые электроды. Соединение деталей с помощью TIG-сварочника осуществляется на переменном токе (AC). Поэтому в рамках технологии при TIG-сварке применяют как универсальные электроды для переменного и постоянного сварочного тока (AC/DC), так и те, которые предназначены исключительно для AC.
В качестве защиты в сварочных аппаратах ТИГ для сварки алюминия в основном используют аргон, поэтому сам процесс известен под названием «аргонодуговая сварка». Инертный газ тяжелее воздуха и никак не взаимодействует со свариваемым материалом химически, поэтому он способствует отличной изоляции сварочной ванны. Также в процессе таких работ нередко используется гелий или смесь гелия и аргона.
Ручные сварочные аппараты для сварки алюминия аргоном отличаются тем, что предоставляют возможность подключения газового баллона, оснащаются горелкой для одновременной подачи защитного газа. Также в них предусмотрен дополнительный режим ММА-сварки.
3) задаются настройки на панели управления сварочником (основные параметры настраиваются при помощи параметрической кривой);
4) зажигается дуга после поднесения горелки и формируется шов с помощью присадочного прутка;
5) горелка удерживается над местом металлообработки еще некоторое время (в конце шва).
В результате использования аргонодуговой технологии получается прочный и герметичный шов, не требующий механической обработки. Благодаря использованию неплавящегося электрода, в процессе работы выделяется минимум шлака и дыма. Есть возможность работать с очень тонкими деталями и делать швы шириной 2-3 мм. Заготовки практически не деформируются, поскольку сильно нагревается только зона обработки.
К недостаткам TIG-устройств относятся высокая цена (в том числе на расходники), низкая скорость процесса, возможность формирования только незначительных по длине швов. Если сваривается листовой прокат, то необходима подложка, так как разогретый материал может провалиться под собственным весом. Кроме того, защитный газ исправно выполняет свою функцию только в спокойной обстановке, когда нет ветра или сквозняка.
Аппараты MIG/MAG (полуавтоматы)
Аббревиатура расшифровывается как Metal Inert Gas / Metal Active Gas. Это сварочники, которые подают присадочную проволоку прямо в горелку. Они используются для сварки алюминия в больших объемах. Позволяют получить умеренное качество и работать на потоке. Рабочий процесс производится с постоянным током в режиме обратной полярности.
Еще один плюс полуавтоматов – импульсный принцип работы (чаще встречается в некоторых дорогих профессиональных моделях). После подачи энергии кончик проволоки плавится, превращаясь в каплю расплавленного металла. Под воздействием импульса присадочный материал вдавливается в поверхность заготовки. Благодаря импульсной технологии, получается очень качественный результат.
- высокая скорость процесса;
- возможность создания непрерывных длинных швов;
- управление одной рукой;
- лучший визуальный контроль сварочной ванны;
- усиленные прочностные характеристики соединения благодаря добавкам и присадкам;
- меньше дыма в процессе металлообработки, отсутствие шлака;
- поддержка работы с крайне тонкими заготовками (от 0,5 мм).
Как вы можете видеть, полуавтоматические аппараты для алюминия при некоторых сценариях использования даже более эффективны, чем аргонодуговые. Но они также имеют значительные минусы. Полуавтоматы стоят недешево. Дополнительно придется тратиться на защитный газ, проволоку. Если вам нужно часто чередовать сварку стали и алюминия, то будет проблематично менять каждый раз канал для подачи проволоки, контактный наконечник, ролики подающего механизма (понадобятся ролики для алюминия с U-образной канавкой). Сам плавящийся электрод из-за своей небольшой толщины и значительной гибкости труднее управляется, чем неплавящиеся аналоги.
Аппараты ручной дуговой сварки
Обычные устройства MMA (Manual Metal Arc) тоже можно использовать для сваривания алюминиевого проката. Однако этот способ имеет наибольшее количество недостатков, поэтому не используется для соединения конструкций, которые должны выдерживать большие нагрузки. Он широко применяется в качестве недорогой альтернативы для домашнего использования.
Технологическая операция осуществляется в основном с постоянным током в режиме обратной полярности. Подобные сварочные инверторы для алюминия отличаются высоким КПД, эффективным расходом энергии, защитой от нестабильности в электросети, точной регулировкой ампеража, быстрым поджогом дуги. К ним подбираются специальные электроды – для работы со сплавами или с чистым металлом.
- необходимость более тщательной подготовки деталей;
- высокая сложность формирования ровного шва;
- значительное разбрызгивание при плавлении электрода;
- невысокое качество соединения по причине пористости;
- очень крепкая шлаковая корка.
Плюсы метода: дешевизна оборудования в сравнении с другими возможными вариантами, быстрое переключение на операции с другими необходимыми материалами.
Какой вид сварочного аппарата для алюминия подойдет лучше всего?
- С какими видами металлов предстоит работать, в частности, будете ли вы сваривать только алюминий или еще и другие металлы? От этого будет зависеть тип приобретаемого устройства – только с постоянным током или с AC/DC. «Постоянка» используется для работы со сталью, нержавейкой, медью. Аппараты AC/DC универсальны и могут работать как на постоянном, так и переменном токе.
- Будете ли сваривать заготовки толщиной менее 1 мм, нержавейку? Если да, то ваша установка должна быть оснащена импульсным режимом.
- Как интенсивно вы будете использовать устройство? Для работы в постоянном режиме полезно будет обзавестись сварочным аппаратом для алюминия и горелками с жидкостным охлаждением.
- Где вы будете использовать устройство? Для профессиональных нужд используются TIG-установки и полуавтоматы. Если нужна установка для эпизодических работ дома, то сгодится и обычный ММА-аппарат.
- Насколько длинные швы вы будете создавать? Для коротких швов можно купить TIG-устройство. Есть возможность обеспечивать длинные соединения с помощью полуавтоматов.
Что нужно знать, выбирая устройство?
- Толщину соединяемого металла. От нее зависит диапазон тока в сварочнике. Если вы в основном работаете со стальными конструкциями толщиной до 6 мм, то подойдет аппарат до 200 А, но алюминий той же толщины потребует уже свыше 200 А. Если нужно работать с очень тонкими заготовками от 0,5 мм, то подойдут полуавтоматы.
- Ваш опыт в сварке металлов. Если вы новичок, вам будет полезно устройство с функциями, облегчающими рабочий процесс. Также стоит заметить, что сваривать с помощью MMA-аппарата легче, чем с использованием аргонодугового сварочника.
Современные высокотехнологичные аппараты для сварки алюминия имеют большое количество возможностей, настроек и регулировок.
Полезные функции в TIG-сварочниках
Если вы все же решите, что вам важнее качество сварного шва и захотите приобрести аргонодуговой аппарат, то вам не помешает узнать о полезных функциях, которыми могут обладать TIG-аппараты.
Читайте также: