Оборудование для сварки давлением
Обновлено: 18.05.2024
Контактные машины для сварки состоят из трех взаимосвязанных частей — механической, силовой, электрической и управления. Механическая часть — это комплекс конструктивных элементов, создающих условия для сжатия свариваемых деталей и необходимого их перемещения во время сварки: корпус (станина), кронштейны, упоры, а также инструментальная оснастка, в которую входят консоли, электрододержатели, электроды.
Электрическая силовая часть машины обеспечивает протекание через свариваемые детали тока требуемой формы, амплитуды и длительности. Силовая часть машины состоит из трансформатора, выпрямителя, иногда батареи конденсаторов, токоведущих элементов вторичного сварочного контура для непосредственной передачи тока к свариваемому изделию (гибкие и жесткие токоведущие шины) и др.
В последнее время управление машины выделилось в отдельную часть вследствие специфики и усложнения электрической и электронной аппаратуры, включая микропроцессорное управление, пневматическую и гидравлическую аппаратуру для перемещения и механических устройств привода и создания силовых нагрузок.
Основными параметрами машины принятая: сила тока короткого замыкания; номинальная сила длительного вторичного тока; номинальная и(или) наибольшая сила сжатия; номинальные и(или) наименьший и наибольший вылет и раствор; наибольшая ковочная сила для машины с переменной силой сжатия; наибольшая длительность прохождения сварочного тока. Эти параметры являются общими для сварочного оборудования этой группы.
Кроме того, к основным параметрам точечных и шовных машин относятся наибольшие вертикальные и взаимные смещения электродов и пределы линейной скорости роликовых электродов шовных машин. Для таких параметров, как сила сжатия, величина осадки, линейная скорость роликовых электродов, указываются условия, при которых они достигаются.
Система обозначения контактных машин позволяет определить назначение оборудования и его характеристики. Машины любого типа имеют буквенное и цифровое обозначения: первая буква М — машина; вторая буква — вид сварки (Т — точечная, Р — рельефная, Ш — шовная); третья буква — тип источника тока (Н — низкочастотный, К — разрядом конденсатора, В — постоянного тока и др.) или конструктивное исполнение машины (Р — радиальная, П — подвесная, М — многоточечная или многоэлектродная); первая цифра — наибольшая сила вторичного тока, кА, или сила осадки, кН; вторая цифра — номер модификации; третья цифра — вид климатического исполнения (ГОСТ 15150—69); четвертая цифра — группа машин по нормируемым требованиям; затем следуют напряжение и частота питающей сети, слово "экспорт” при экспортном исполнении (ГОСТ 297—80 Е), обозначение технических условий на машину и ГОСТ 297-80 Е.
Так, условное обозначение машины для рельефной сварки на наибольшую силу вторичного тока 69 кА, с номером модификации 02, при климатическом исполнении Т4, группы А, на напряжение питающей сети 380 В, частоте 50 Гц следующее: МР-6902Т4, А, 380, 50 Гц, экспорт, ГОСТ 297—80 Е.
В экспортном исполнении машины могут выпускаться на различное напряжение для сетей с частотой 50 и 60 Гц. Обозначение специальных машин может существенно отличаться от принятого для машин общего применения. Специальные машины, разработанные в ИЭС им. Е. О. Патона, обозначают буквой К (контактные) и цифрой, указывающей порядковый номер модели.
Вторичный ток может регулироваться ступенчато — изменением коэффициента трансформации и плавно — фазовым регулированием или комбинацией этих способов (смешанное регулирование).
Для машин со ступенчатой регулировкой силы тока, кроме конденсаторных и подвесных со встроенным трансформатором, коэффициент трансформации при переходе со ступени на ступень не должен превышать 20% для машин группы А и группы Б без фазовой регулировки и 30% для машин группы Б со смешанным регулированием.
Сила тока короткого замыкания машин группы А не должна отклоняться от заданного значения более чем на ± 3% при установленном качестве электроэнергии и на ± 5% при
1.1. Допускаемые вертикальные смещения, мм, электродов машин контактной сварки
Как варить давлением

Виды и способы сварки
Традиционные методы сварки основаны на расплавлении кромок соединяемых деталей, в результате чего между ними устанавливаются прочные межатомные связи. В отличие от них, сварка давлением предусматривает наличие внешней силы, которая прикладывается к месту соединения и вызывает пластическую деформацию. Таким способом можно сваривать разные металлы, сплавы, пластмассу, стекло и другие материалы.

Принцип сварки давлением
При наличии длительного контакта между двумя физическими телами в месте их соприкосновения начинается внедрение атомов одного элемента в другой. Такие процессы происходят медленно, но при повышении в зоне контакта температуры или давления, а также при их совместном действии интенсивность диффузии возрастает и получается прочная связь.
Этот принцип используют при выполнении сварки давлением. При этом соединении в диффузной зоне получается высокая равномерность составляющих, поэтому такого понятия, как сварной шов, почти не существует.
Две соединяемые детали при комнатной температуре сдавливают при помощи специального оборудования, чтобы началось диффузное внедрение одного материала в другой. Особенно эффективен такой способ сваривания для деталей из меди, алюминия, нержавеющей стали. Вдоль стыка происходит пластическая деформация, в результате чего получается прочное соединение.
Чтобы ускорить процесс сварки и получить еще более надежные связи, проводится местный нагрев, но он является только сопутствующим фактором, а соединение происходит за счет пластической деформации.
Специфические черты
Источником тепла при проведении такого вида сварки выступают специальные печи, электрический или индукционный ток, химические реакции. При таком соединении с частичным нагревом сначала места соприкосновения немного оплавляют и только затем сжимают. При сдавливании часть металла и шлак незначительно выходят за пределы места контакта и образуют «грат».

Обязательные условия качественного соединения деталей таким способом:
- очистка места контакта от окалины, масляных отложений и других загрязнений;
- постепенное увеличение нагрузки, чтобы сначала деформировался приконтактный слой, а затем начинался процесс диффузии;
- обеспечение равномерной внешней температуры, это особенно важно для легкоплавких материалов, при этом повышать ее необязательно;
- склонность соединяемых металлов к образованию прочных химических связей одного с другим.
Настройки аппарата при сварке давлением
Выбор режима сварки, т.е. ее способа, настройки используемого оборудования и т.д., зависит от физических характеристик соединяемых деталей, а иногда и от их конструкции.
При выполнении электроконтактной сварки основными параметрами являются:
- сила и плотность тока;
- время его протекания;
- усилие сжатия.
Если сварка стыковая, то важна установочная длина (расстояние от электрода до торца детали).
В процессе контактной сварки существует такое явление, как шунтирование – часть тока минует зону проведения работ и протекает по детали. В случае применения стыкового метода шунтирование происходит только в деталях, имеющих замкнутый контур.

Когда выполняется точеная сварка, шунтирование тока наблюдается в ранее выполненных точках или в местах случайных контактов деталей. Это приводит к тому, что в зоне соединения недостаточный ток, поэтому ядро точки получается меньшего размера.
Условно принято разделять технологические процессы на «жесткие» и «мягкие». В первом случае они характеризуются небольшим временем протекания тока (0,1-1,5 секунды), поэтому заготовка сильно не нагревается. Давление электродов при этом требуется большое. Данный метод подходит для работы с алюминиевыми, медными сплавами, легированными сталями, чтобы сохранить их антикоррозионные характеристики.
Для «мягкого режима» характерно плавное нагревание заготовок, и для этого требуется более длительное протекание тока (от 0,5 до 3 секунд). Он используется при работе со склонными к закалке сталями. Надо учитывать, что за счет образования карбида хрома в соединяемых элементах происходит обеднение этим элементом.
Контактная сварка позволяет соединять детали из большинства металлов.
Для обеспечения прочного соединения в нем не должно быть:
- неоднородностей, в литой и переходной зоне соединения структура материала должна быть плотной и сплошной;
- разупрочнения детали в месте соединения и образования хрупких структур;
- снижения коррозионной устойчивости;
- деформации деталей, она допускается в заданных пределах.
Особенности свариваемости металлических сплавов
Если для сваривания металла требуются несложные установки, а работа выполнятся в широком диапазоне параметров, то он обладает хорошей свариваемостью и наоборот. Этот показатель не является постоянным, и по мере усовершенствования технологий и оборудования свариваемость будет улучшаться.

На свариваемость материалов оказывают влияние разные факторы:
- температура плавления;
- тепло- и электропроводность;
- изменение прочности и коэффициента расширения с ростом температуры;
- твердость.
Чем ниже электро- и теплопроводность, тем меньше требуется ток и снижается электрическая мощность, расходуемая на нагрев заготовок. Прочные материалы для деформации требуют большого усилия, твердые перед соединением надо обязательно прогревать. При высоком коэффициенте расширения большая усадка, что ведет к появлению трещин и раковин.
Особенности некоторых металлов и сплавов:
- низкоуглеродистые стали хорошо соединяются контактной сваркой, не склонны к образованию трещин, их прочность практически не снижается, а сварной шов пластичный;
- углеродистые – склонны к закалке, поэтому работают с ними на «мягких» режимах, пластичность и прочность соединении повышают путем термической обработки;
- нержавеющие – обладают высоким сопротивлением, поэтому используются небольшие токи, работу выполняют в «жестком» режиме;
- жаропрочные – в нагретом состоянии прочные, поэтому для сварки требуется большое давление и длительная подача тока, чтобы снизить давление осадки, зону сварки предварительно прогревают;
- титановые сплавы – при их нагревании происходит увеличение пластичности, поэтому требуются небольшие давления, работа выполняется с высокой интенсивностью и при больших токах, высокой скорости осадки и небольшом временном воздействии;
- медные – для их сварки требуются большие токи и низкая длительность их протекания;
- алюминиевые и магниевые – работу выполняют кратковременными импульсами тока большой величины, давления аналогичные тем, что используют при сварке низкоуглеродистых сталей.
Необходимое для работы оборудование
Для проведения термомеханической сварки часто используют горячештамповочные машины. Их особенность в наличии встроенного индукционного нагревателя, поэтому заготовки прогреваются непосредственно в месте проведения работ, и их не надо переносить от печи.
В остальных случаях применяют гидравлические или механические прессы, выбор делают в зависимости от пластичности материалов. Осадку выполняют в модернизированных штампах. В них нет матрицы, вместо нее используется прижим заготовок по линии соединения.
Разновидности сварочных работ
Существует такие виды сварки давлением:
- Механическая. Соединение выполнятся за счет сдавливания заготовок, это такие виды, как холодная, ультразвуковая, сварка взрывом и трением.
- Термомеханическая. В этом случае одновременно применяется усилие и местный нагрев: электроконтактный, газопрессованный и диффузионный методы.
Холодный метод
Соединение деталей происходит только за счет их сжатия. Создаются усилия, превышающие значения текучести материала, в результате чего происходит сваривание. Этот вариант эффективен в том случае, когда в привычном состоянии металл имеет высокую пластичность.

В процессе сдавливания происходит диффузия одного материала в другой, выделяется тепло, поэтому после сварки заготовки охлаждают. Шов получается прочный, в нем нет внутренних напряжений и негативных последствий, возникающих при перегревании материала. Такой метод подходит для соединения сплавов, в составе которых есть титан, никель, медь.
Эффективность этого способа сварки небольшая, и для его реализации требуется специальное дорогое оборудование.
Электроконтактная сварка
Сначала электрическим током нагревают соединяемые детали, а затем их сдавливают.
Контактная сварка бывает:
- Шовная. Используются вращающиеся дисковые электроды, ток подается непрерывно или импульсно. Соединение получается сплошное, используют для сваривания герметичных емкостей, толщина стенок которых до 3 мм.
- Точечная. Детали укладывают внахлест. Ток передают по цилиндрическим электродам, они располагаются с одной или с обеих сторон. Электроды охлаждают водой, чтобы внутренний слой металла расплавился, а наружный сделался пластичным, после чего заготовки сдавливают. Применяют для деталей (сетки каркасы, листы и т.д.) толщиной до 3 см.
- Стыковая. Соединение деталей происходит по всей площади контакта. Электроды-губки имеют подвижный и неподвижный контакты. При появлении жидкого слоя давление не снимают и выполняют осадку. Применяют для сварки труб, рельсов и других заготовок круглого, квадратного, шестигранного сечения.
- Рельефная. На заготовках имеются отштампованный выступы, к которым прикладывают усилие и ток. Применение широких электродов позволяет одновременно сваривать до 20 точек. Таким способом к листам крепят болты, гайки, создают герметичные соединения, длина которых не более 10 см.
Диффузионный метод
Выполняют местный нагрев заготовок до 0,5-0,7 температуры их плавления. Затем прикладывают усилие 0,5 МПа на протяжении от 2 минут до нескольких часов. В результате на атомном уровне происходит обмен частичками между соединяемыми деталями, этот процесс называется диффузионная сварка.
В вакууме или среде защитного газа можно соединять металлы с неметаллами, если материалы устойчивы к воздействию кислорода, сварку выполняют на открытом воздухе. Получается монолитный высокопрочный шов. При равных условиях в этом случае затраты энергии в 4-6 раз меньше, чем при контактной сварке. В основном метод используют на высокоточных производствах.
Сварка трением
Одна заготовка остается неподвижной, а вторая находится в зажиме, совершающем вращательные и поступательные движения. За счет трения выделяется тепло.

Сначала детали сжимают, потом начинают вращать; когда температура в месте контакта достигнет 980-1300 °C, вращение останавливают, а сжатие продолжают. Метод простой, надежный и высокопроизводительный. Сварка трением позволяет соединять изделия из разнородных материалов.
Ультразвуковой способ
Пластическая деформация деталей происходит под действием ультразвуковых колебаний и небольших усилий. Чтобы процесс ускорить, может выполняться незначительный нагрев. За счет усилия и ультразвука сначала разрушают оксидную пленку, а потом выполняют соединение.
Подходит для работы с тугоплавкими материалами, пластмассой, полимерной тканью и т.д.
Незаменимый метод для сваривания ультратонких заготовок, но для деталей толще 3 мм не подходит.
Особенности сварки трубопроводов
Особенность данного вида сварки труб под давлением в том, что шов не прямолинейный, а кольцевой или круговой. При разработке технологии учитывают толщину стенок и то, чтобы шов получился герметичным.
Сварка давлением отвечает всем условиям. В этом случае используют простые приспособления и специальный инструмент, позволяющие равномерно прижимать кромки соединяемых тонкостенных трубопроводов. Качество сварного контакта зависит от подготовки свариваемых поверхностей. Если все сделано правильно, то получается прочное и надежное соединение, можно сваривать и разнородные металлы.

Возможна ли резка давлением
Резка давлением используется при выполнении надсечек, перфорации и биговки. Этот метод эффективен в случае работы с нетвердыми материалами, когда не требуется высокая скорость работы и давление ограничено. Между ножом и валом противодавления происходит прямой контакт. При повышении давления износ ножа увеличивается прямо пропорционально.
Если требуется высокая производительность, то используют оборудование ножничного типа.
Плюсы и минусы сварки с помощью давления
Есть несколько разновидностей сварки давлением, и каждая из них имеет как преимущества, так и недостатки.
Преимущества холодной сварки:
- поверхности деталей не нагреваются;
- работа выполняется быстро;
- после проведения работ практически нет грязи;
- не требуются особые навыки оператора.
Недостаток в том, что при выполнении таких работ могут сильно меняться размеры деталей, особенно это касается такого метода сварки, как ковка.
Преимущества сварки трением:
- для выполнения работ требуется небольшая мощность;
- металл нагревается до невысокой температуры;
- сварка выполняется быстро.
Недостаток в том, что в области шва детали повреждаются. Одна из них должна быть круглой формы, чтобы она могла ввинчиваться во вторую, которая плоская.
Преимущества сварки взрывом:
- заготовка нагревается на короткое время;
- шов обладает высокой прочностью;
- работа выполняется быстро.
Для выполнения такой сварки нужны специальные места, это связано с образованием взрывной волны, поэтому и техника безопасности должна быть соответствующей.
Достоинства диффузионного метода:
- подходит для соединения разных металлов, при этом толщина заготовок также может не совпадать;
- шов не требует дальнейшей обработки;
- расход энергии небольшой.
Для выполнения таких работ понадобится соответствующая квалификация сварщика и специальное оборудование.
Преимущества контактной сварки:
- прочный и аккуратный шов;
- работа выполняется быстро.
Для выполнения сварочных работ таким методом понадобятся сложные аппараты.
Существующие способы сварки давлением позволяют соединять детали, когда это невозможно сделать классическими видами плавления. Они отличаются меньшими затратами энергии, а большинство из них имеют простое техническое решение, что делает такую сварку популярной, и на многих производствах она вытесняет традиционные технологии.
Разновидности аппаратов для сварки

Сварочные аппараты
В промышленности и быту для соединения заготовок из металла применяют различные виды сварочных аппаратов. Для этого приобретают разные типы современных агрегатов.

Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
Прочный неразъемный шов создается термическим воздействием на кромку деталей. В образовавшуюся из расплавленного металла ванну поступает присадочный материал, повышающий свойства сопряжения.
У этого вида сварки есть несколько разновидностей :
- Дуговая – самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую. . Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.
Полуавтоматические аппараты MIG и MAG
Они используются для сварки плавлением в среде защитных газов. Первый работает с аргоном, гелием и другими веществами инертной группы. Поэтому и возникло название metal inert gas welding.Технология именуется MAW – Gas metal Arc welding.
Она исключает возникновение химических реакций во время расплава металла и имеет такие преимущества:
- отсутствие ядовитых паров;
- легкий розжиг и поддержка дуги;
- малый расход проволоки;
- возможность соединения тонких деталей.
В состав аппарата входят:
- генератор тока в виде инвертора или трансформатора;
- газовый баллон с редуктором;
- кабели и шланги;
- устройство подачи электрода.
Вторая разновидность работает в углекислом газе (metal active gas welding). Он дешевле инертного, поэтому сварка получается экономичнее. Только работать можно лишь с легированными и низколегированными сталями.
Чаще всего приобретают аппараты, в которых совмещены оба вида сварки. Этим достигается эффективность и универсальность процесса.

Оборудование с трансформатором
Это самый старый вид сварочного аппарата. Однако из-за простоты устройства его до сих пор используют на предприятиях и в домашних условиях.
- сердечника;
- первичной и вторичной обмотки;
- корпуса.
На выходе образуется переменный ток. Во время сварки металл разбрызгивается во все стороны, что отрицательно сказывается на качестве шва.
Из преимуществ выделяют:
- простоту конструкции, использования и обслуживания;
- надежность;
- низкую стоимость;
- КПД до 90%.
- большие габариты и вес;
- повышенный расход электроэнергии на разогрев аппарата и дополнительный вентилятор охлаждения;
- зависимость от качества питания – снижение напряжения в сети прямо пропорционально влияет на выходной ток;
- для работы нужны навыки сварщика; новичкам сложно удержать качественную дугу.

ММА-выпрямители
В классификации сварочного оборудования такие агрегаты расположены между инверторами и трансформаторами. Имеют в составе дополнительный компонент – тиристорный или диодный выпрямительный блок. Если добавить дроссель, то можно регулировать ток и другие характеристики. Это позволяет работать даже неопытному сварщику.
К достоинствам таких сварочных аппаратов относят:
- достаточно высокое качество шва;
- доступность сварки чугуна и цветных металлов с помощью специальных электродов;
- стабильность и непрерывность дуги;
- возможность использовать устройство в домашнем хозяйстве;
- невысокую цену.
Инверторные аппараты
Среди всех типов сварочных аппаратов это самое современное оборудование, главное качество которого – простота в использовании и доступность для покупателей разного достатка.
По технологии сварочного процесса инверторы делятся на такие категории:
- ММА для ручной сварки. Работают с покрытыми электродами, небольшие и легкие, просты в обслуживании, с качественными швами. Эти достоинства позволили им стать самыми популярными для домашнего применения и установки в небольших цехах и мастерских.
- Полуавтоматы MIG и MAG, более мощные. Предназначены для использования на производственных предприятиях.
- Для сварки в инертном газе TIG. Так называется аппарат для профессиональных работ с дополнительным оборудованием и электродами (вольфрамовыми плавящимися и неплавящимися).
- Для плазменной сварки CUT. В основном предназначены для резки с высокой точностью и качеством кромки. Могут резать заготовки большой толщины.
Функционально инверторы делятся на несколько групп:
- Легкие, компактные бытовые, самые многочисленные на рынке. К их покупке нужно подходить ответственно, изучать спецификации, выбирать крупные торговые точки и производителей.
- Более дорогие профессиональные. С их помощью выполняются операции любой сложности. К их достоинствам относят надежность и долговечность даже на крупных предприятиях.
- Специализированные. Предназначены для работы с точечными и лазерными технологиями в промышленных масштабах.

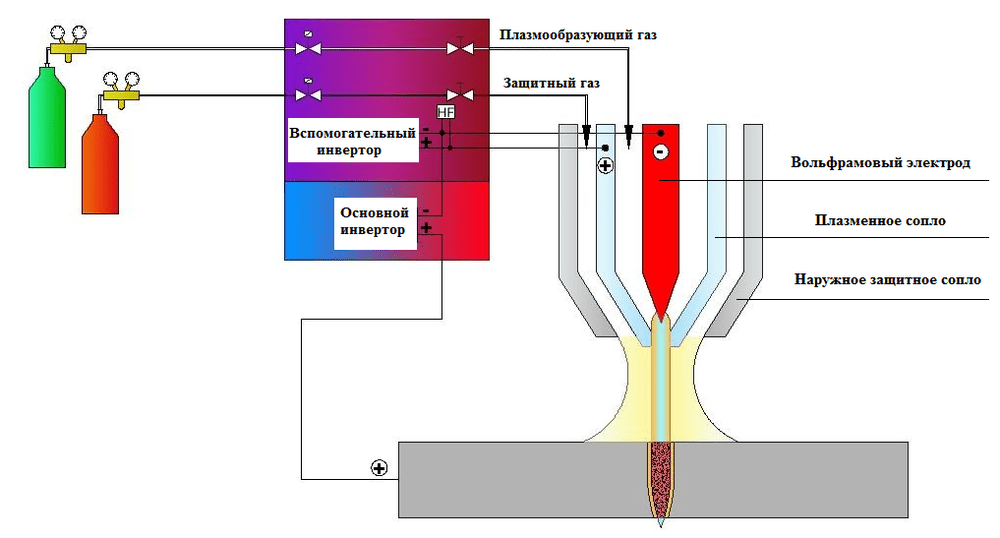
Плазменное оборудование
Такой тип сварочных аппаратов быстро набирает популярность среди производственных предприятий машиностроения, судостроительных заводов, коммунальных и ремонтных служб, рекламных агентств. Этому способствуют компактность, малые энергозатраты и безопасность в работе.
Устройства бывают струйными или дуговыми.
- микроплазменные для обработки заготовок малой толщины;
- модели, работающие на средних и больших токах.
Плазма в аппарате получается при использовании воздуха, водяного пара, а также газов:
- кислорода;
- водорода;
- азота;
- аргона.
Сопло охлаждается и удаляется окалина с кромки металла с помощью газового или водяного потока. Для резки доступны материалы толщиной до 200 мм.
К преимуществам плазменных аппаратов относят:
- скорость резки и сварки;
- точность швов и резов;
- не надо покупать дополнительный баллон для газов;
- во время работы оператор находится в безопасности;
- дуга все время стабильна;
- доступность ручного и автоматического режима;
- заготовка при выполнении операции не деформируется;
- возможность работы в труднодоступном месте;
- редко ломается, прост в обслуживании.
![Плазменная сварка.]()
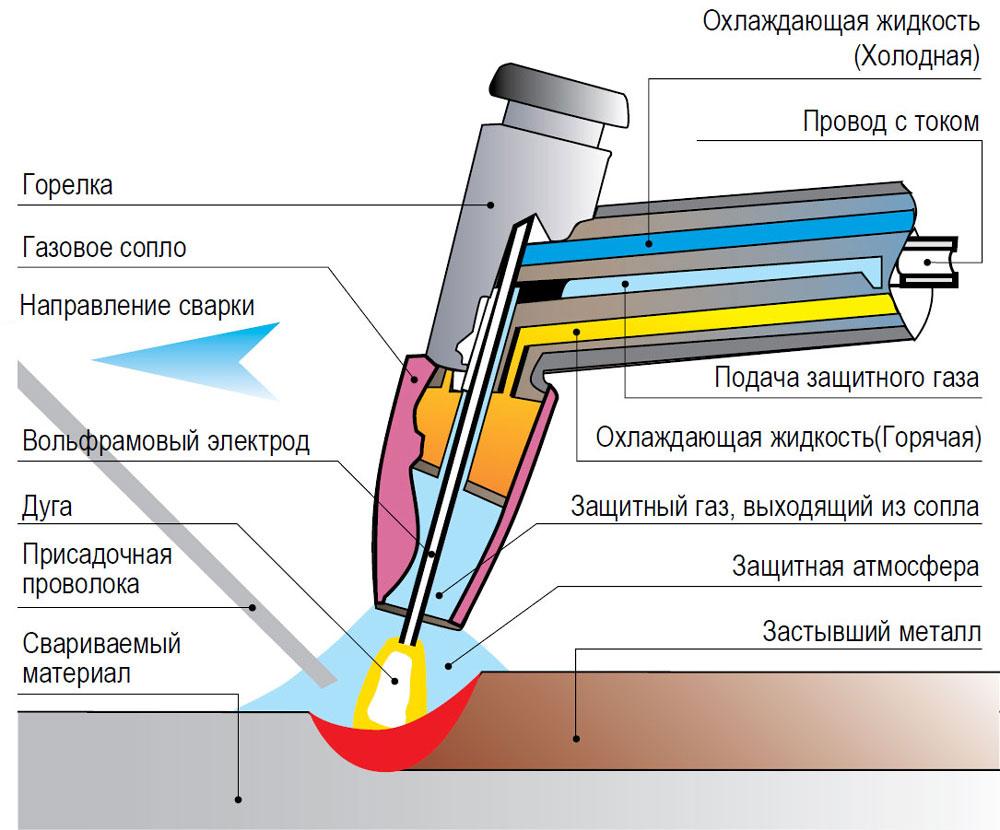
Оборудование для аргоновой сварки
Швы, получаемые с помощью такого аппарата, аккуратнее, чем при технологии ММА. Их не нужно зачищать, а для соединения доступно 8 видов металлов. Несмотря на то что их использование в домашнем хозяйстве ограничено, в продаже есть немало плазменных моделей, не отличающихся по функционалу от промышленных.
Составные части у них одинаковы:
- источник питания постоянного или переменного тока;
- редуктор газовый;
- горелка особой конструкции;
- осциллятор для преобразования тока в высокочастотный импульс для создания дуги.
Для аргонодуговой сварки используются неплавящиеся электроды, чаще всего вольфрамовые, с повышенным ресурсом.
Замена на новый происходит по мере выработки. Аргоновая среда позволяет обрабатывать сплавы, недоступные при других условиях из-за окисления на воздухе и образования пленки – амальгамы.
Преимущества метода TIG:
- отсутствие местного нагрева не допускает деформации заготовки;
- из-за малой толщины электрода швы получаются узкими, герметичными и аккуратными;
- возможно применение присадки;
- не образуется шлаковая корка;
- не нужна последующая механическая обработка места соединения;
- допускается сваривать цветные металлы и нержавеющую сталь;
- не образуется окалина, прилипающая к поверхности детали.
- работает медленнее чем MIG;
- из-за широкой горелки нельзя работать в труднодоступных местах;
- сопло из керамики ограничивает обзор;
- для получения качественного шва нужен навык работы;
- постоянно занята вторая рука – подает присадку, которая быстро заканчивается из-за малой длины (большую неудобно держать);
- высокая стоимость электродов из вольфрама;
- расходы на покупку аргона;
- невозможность работы при сильном ветре из-за незащищенности деталей (при сдувании аргона сварочная ванна остается без защиты).
Точечный сварочный аппарат
Они бывают переносным, удобными для дома, и стационарными, устанавливаемыми преимущественно на заводах. Кроме того, оборудование может предназначаться для односторонней (в виде пистолета и шланга, с обратным молотком) и двухсторонней сварки, предназначенной для соединения листов металла внахлест. Она востребована в автосервисе для кузовного ремонта.
Преимущества такой технологии следующие:
- низкие расходы на электричество и расходные материалы;
- высокую эффективность;
- не нужен опытный сварщик;
- не прожигает детали толщиной 0,5-1,0 мм.
Исходя из того, какие бывают типы сварочных аппаратов, выбирают модель, которая будет отвечать всем требованиям покупателя.
Что такое сварка давлением
В ГОСТ 2601-24 сварка определяется как метод создания неразъемных соединений за счет образования между ними межатомных связей при нагревании или пластическом деформировании. В отличие от традиционных видов, которые основаны на нагревании до расплавления, сварка давлением выполняется под действием внешней силы, приложенной к месту соединения.
![Сварка давлением]()
Сущность сварки давлением
При контакте двух тел начинается взаимная диффузия атомов. В обычных условиях обмен протекает очень медленно. При сварке давлением этот процесс ускоряется за счет трения кромок деталей под действием приложенной нагрузки. Для создания более прочных межатомных связей процесс проводят с предварительным местным подогревом. Участок, где протекает диффузия, называют зоной объединения или соединения.
Нагрев производят в печах, электротоком, индукционными установками, теплом от химических реакций, электрической дугой. Технология сварки давлением с подогревом не идентична традиционным видам. Например, при сочленении встык, кромки сначала оплавляют, затем подвергают деформации. Смесь металла со шлаком, которая выдавливается наружу после сжатия, называется гартом.
Особенности сваривания
В отличие от классической технологии у сварки под давлением отмечают следующие преимущества:
- снижение затрат, так как нет необходимости в расходных материалах (электроды, флюсы и т. д.);
- сочленение заготовок из любых металлов, даже разнородных;
- заготовки из материала с высокой пластичностью (медь, алюминий, свинец) можно сваривать давлением без предварительного нагрева.
Для образования качественного соединения необходимо выполнение определенных условий:
- Очистка от грязи, ржавчины, обезжиривание зоны контакта.
- Постепенное наращивание нагрузки, чтобы сначала деформировались контактирующие слои, а потом запускался процесс диффузии. Вибрационное воздействие повышает прочность шва, так как атомы получают больше энергии.
- Соблюдение равномерности температуры при работе с заготовками из легкоплавких материалов.
При соединении стальных элементов образуются химические элементы под названием интерметаллиды, которые делают шов прочнее. Они возникают, если в составе деталей содержится хром, кобальт, молибден или вольфрам. Никель не образует интерметаллидов, поэтому соединение заготовок из этого металла получается непрочным.
Виды сварки давлением
Способы сварки металлов давлением подразделяются на 2 группы:
- Механические выполняются только за счет приложения усилия. В группу входят сварка ультразвуком, трением, взрывом, холодная.
- Термомеханические (комбинированные) методы выполняются сочетанием механического воздействия и местного нагрева. В группу включены контактная, диффузионная, газопрессованная разновидности сварки давлением.
Контактная
При соединении этим способом заготовки нагревают электрическим током, затем сжимают. В зависимости от способов выполнения контактная сварка бывает:
- точечной;
- рельефной;
- шовной;
- стыковой.
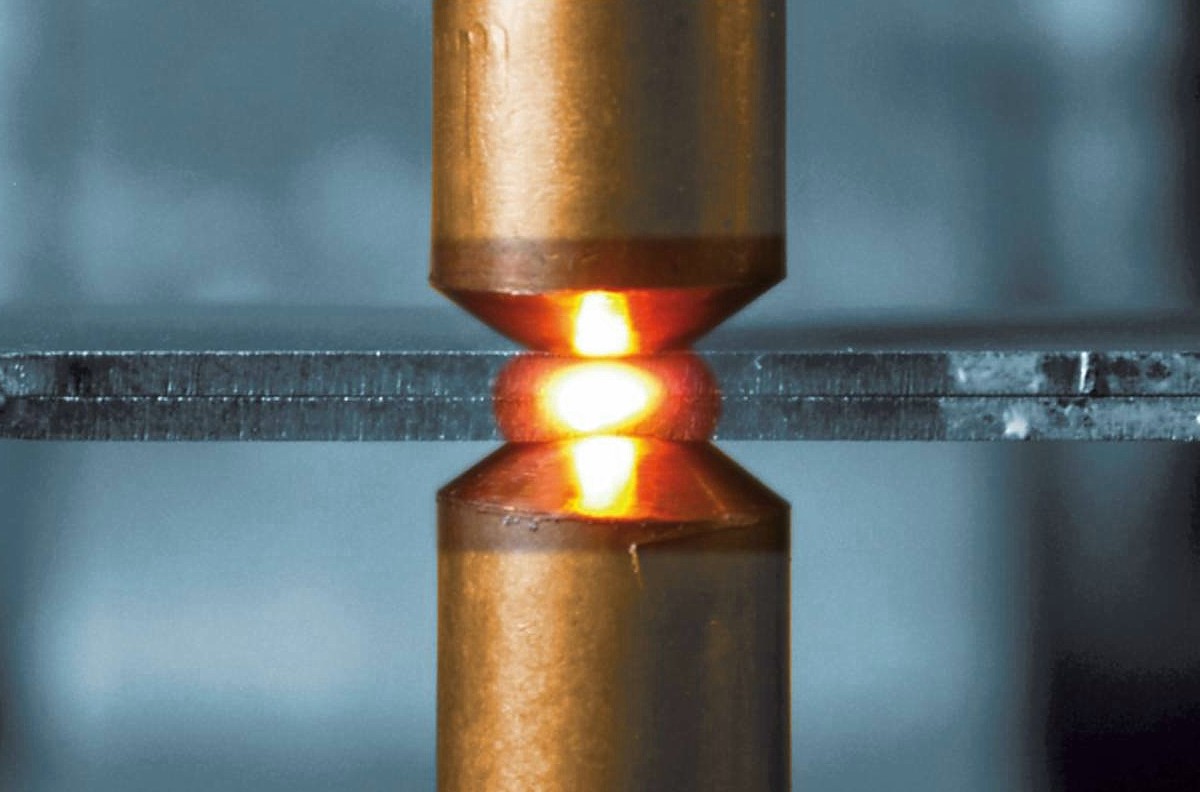
При точечной сварке давлением заготовки, уложенные внахлест, соединяют в одной или нескольких точках. Ток и усилие деформации передаются через цилиндрические электроды из медных сплавов диаметром 12 — 40 мм, которые расположены с одной или обеих сторон. Нагрев проводится до тех пор, пока верхние слои металла не станут пластичными, а внутренние расплавятся. Для выполнения этого условия электроды охлаждают водой. После прекращения подачи тока, детали кратковременно удерживают под давлением для охлаждения и кристаллизации металла. Этот способ применяют для сборки негерметичных конструкций (каркасов, сеток, узлов автомобильных корпусов, листового металла). Допустимая толщина заготовок от долей до 30 мм.
![Контактная сварка: заготовки нагревают электрическим током, затем сжимают]()
При рельефном способе механическое усилие и ток прикладываются к отштампованным выступам на поверхности. Это позволяет одновременно сваривать широкими электродами до 20 точек. Этим методом на детали из листового железа крепят болты, гайки, шпильки, создают герметичные соединения длиной до 10 см.
Шовную сварку давлением выполняют вращающимися дисковыми электродами (роликами) диаметром 40 — 350 мм с импульсной или непрерывной подачей тока. После прохождения деталей между роликами образуется сплошное соединение. Этим способом сваривают небольшие герметичные емкости со стенками толщиной до 3 мм.
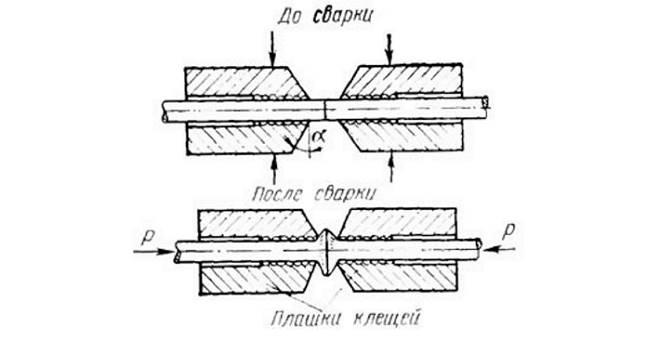
При стыковой сварке детали сваривают по всей площади контакта поверхностей. Заготовки зажимают в губках электродов (подвижном и неподвижном), сближают, включают ток. После появления слоя жидкого металла ток отключают и, не снимая давления, проводят осадку. Этим способом стыкуют заготовки круглого, квадратного, шестигранного сечения, рельсы, трубы.
Диффузионная
Принудительный процесс обмена частицами на атомарном уровне между двумя твердыми телами называется диффузионная сварка. Для ее выполнения необходим нагрев места соединения до 0,5 — 0,7 величины температуры плавления и механическое воздействие 0,5 МПа. Длительность процесса зависит от состава деталей и может составить от 2 минут до нескольких часов.
На производстве обычно используют диффузионную сварку давлением в вакууме или среде защитного газа, которая была изобретена в середине прошлого века советским ученым Н. Ф. Казаковым. В разреженной среде можно соединять металлы с неметаллами, чего не может обеспечить холодная сварка. Материалы, устойчивые к кислороду, допускается сваривать на воздухе.
Этим способом создаются монолитные швы высокой прочности. При равных условиях, энергии тратится в 4 — 6 раз меньше, чем при контактной сварке. Процесс экологически чистый, так как нет опасных излучений и выделения вредных газов. Однако, из-за сложности дорогого оборудования и низкой производительности, повсеместного распространения не получил. Диффузионную сварку применяют на высокотехнологическом производстве:
- создают микроскопические полупроводниковые детали для электронных приборов;
- в авиационной и космической промышленности изготавливают ответственные детали;
- сваривают тугоплавкие металлы (вольфрам, тантал);
- соединяют металлы с керамикой, стеклом, сапфирами, графитом, сталь с медью и алюминием.
Трением
Метод основан на нагреве соединяемых поверхностей за счет трения между ними. Одна деталь крепится неподвижно, после прижима другой заготовки включают вращение. Когда место соединения нагреется до 0,7 — 0,9 температуры плавления вращение останавливают, усилие сжатия увеличивают в 2 раза.
Сваркой трением соединяют пластмассовые и детали из разнородных металлов. Неподвижная заготовка может быть плоской. К преимуществам также относят простоту выполнения, высокую производительность. Недостатком считают то, что одна деталь должна быть телом вращения. Сварка трением деталей диаметром больше 150 мм становится нерентабельной из-за повышенного расхода энергии.
Ультразвуковая
Метод основан на образовании пластической деформации под действием ультразвуковых колебаний частотой от 16 до 230 кГц при небольшом сжимающем усилии в диапазоне от 100 до 2000 кН. Для ускорения процесса допускается слабый подогрев. Ультразвуком и усилием сжатия сначала разрушается и удаляется оксидная пленка, затем формируется соединение.
Этим способом сваривают разнородные металлы, в том числе тугоплавкие, пластмассу, ткань из полимерных нитей. Ультразвуковая сварка незаменима для соединения сверхтонких, 0,005 мм, материалов. К достоинствам относят широкую сферу применения и возможность автоматизации. Основным недостатком считается невозможность сварки заготовок с толщиной больше 3 мм, так как при повышении мощности генератора разрушается волновод.
Взрывом
Этот вид сварки давлением очень прост. Как правило, соединяют две пластины. Над нижней устанавливаю верхнюю под углом. Сверху размещают взрывчатку с детонатором. После подрыва пластины сжимаются, поверхности деформируются до жидкого состояния, образуется соединение.
Этим способом сваривают как однотипные металлы, так и разнородные, делают детали и заготовки из композитных материалов. Сварка взрывом применяется для нанесения (плакирования) слоя одного металла на другой толщиной 0,01 — 43 мм. Достоинствами считают высокую производительность, дешевизну, простоту проведения. Из недостатков отмечают необходимость обучения персонала, отсутствие разработок по автоматизации процесса.
![Схема сварки взрывом]()
Методы сварки давлением были разработаны для создания соединений, которые невозможно выполнить классическими способами плавления. Однако за счет меньшего энергопотребления и простоты технических решений начинают вытеснять традиционные технологии во многих отраслях промышленности.
Читайте также: