Оборудование для сварки полиэтиленовых труб
Обновлено: 19.05.2024
Способы соединения полиэтиленовых труб с помощью термической сварки
Полимерные трубы используются при строительстве систем холодного водоснабжения, водоотведения, распределения газа, кабелезащиты. Они не ржавеют, химически устойчивы, экологически безвредны, их внутренняя поверхность не зарастает. Сварной шов получается очень надежным, так как температура размягчения полимера превышает 70°С: расплав, с которым приходится работать, не слишком вязкий.
Для монтажа трубопроводов применяют ручную, частично или полностью автоматизированную технику. Различают два способа сварки полиэтиленовых труб — электромуфтами или встык.
Электромуфтовая сварка ПЭ труб (муфтами)
Сварка труб из полиэтилена по электромуфтовой технологии — процесс, в котором используют фитинги со встроенными нагревательными элементами. Устройства представляет собой полый цилиндр, в теле которого размещена металлическая спираль. Хотя цена муфт относительно высока, метод обладает преимуществами перед стыковой техникой, а в ряде случаев считается незаменимым.. В частности, электрофузионное оборудование для сварки полиэтиленовых труб применяется для работы в затрудненных условиях (например, в узких траншеях), иногда это единственно доступный мастеру вариант. Самые сложные узлы и развязки полимерного трубопровода выполняются именно посредством сварки с закладными нагревателями. Враструб можно соединять стенки магистрали практически любой толщины (даже менее 4 мм, чего нельзя добиться при стыковой технике).
Устройство надевают на концы соединяемых деталей, предварительно зачищенные и обезжиренные. На нагревательный элемент подается напряжение, материал в зоне контакта плавится и образуется герметичный шов. Сварочный процесс регламентируется ГОСТ Р ИСО 12176-2. Аппараты удобны в обращении, компактны, мало весят. Их может переносить один человек. Они прочно сваривают изделия диаметром до 630 мм и более. Дополнительное преимущество — пониженный расход электроэнергии.
Сварка ПЭ труб встык
Это универсальный, сравнительно малозатратный способ создания неразъемных соединений. По прочностным характеристикам швы не уступают цельным участкам деталей; готовые системы герметичные, надежные, но при этом гибкие. Сварочный аппарат для сварки полиэтиленовых труб обязательно сертифицируется. Температура внешней среды, при которой проводят работы — выше +5°С.
• расплавленные концы труб прижимают друг к другу, выдерживая заданное усилие и давление , пока они не охладятся.
Чтобы оценить качество шва, проверяют валики вокруг стыка — грат, образующийся после термической обработки. Учитываются его форма и размер.
Чтобы купить аппарат для сварки ПЭ труб, оформляйте онлайн-заявку или обратитесь к менеджерам Группы ПОЛИПЛАСТИК. Также вы можете взять в аренду основную и вспомогательную оснастку. Среди последней — приспособления для снятия оксидного слоя, которые окупаются на первом же проекте, позиционеры, фиксирующие детали во время сварки, инструмент для снятия наружного грата и фасок, устройства для зачистки рабочих поверхностей. У нас вы найдете и рихтующую оснастку — скругляющие, выравнивающие накладки для устранения овальности труб. Использование полного комплекта оборудования обеспечит герметичность и долговечность швов и всей магистрали.
Научиться правильно работать на сварочном оборудовании можно в Учебном центре «Группа ПОЛИПЛАСТИК». Учебный центр проводит обучение и профессиональную подготовку сварщиков и специалистов сварочного производства. Выдаются удостоверения о повышении квалификации и карты сварщика оператора.
Сварка полиэтиленовых труб: сравнение способов + инструкция по монтажу
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Сварочный аппарат для полипропиленовых труб: классификация, рейтинг лучших + советы по выбору
Для сборки отопительного контура или водопроводной системы нужен сварочный аппарат для полипропиленовых труб – незаменимое оборудование при прокладке пластикового трубопровода. Герметичность стыковки деталей обеспечит правильно подобранный агрегат.
В этой статье разберемся с основными видами аппаратов, предлагаемых рынком. Выясним их основные характеристики и особенности использования.
Также выделим основные критерии, на которые следует ориентироваться при выборе подходящего сварочного аппарата. Ведь перед покупкой инструмента важно не только оценить предстоящий фронт работ, но и определить подходящую модель, сопоставив параметры понравившегося варианта с имеющимся бюджетом.
Основы функционирования сварочных аппаратов
В инженерных сетях частного домостроения, многоквартирных, производственных и общественных зданиях полипропиленовые трубы уверенно вытесняют металлические. Востребованность пластиковых магистралей объясняется их долговечностью, доступной стоимостью и стойкостью к внешним воздействиям.

Независимо от конструктивных особенностей агрегаты для сборки пластикового трубопровода функционируют по принципу диффузной пайки – трубы расплавляются, а затем «вплавляются» торцами друг в друга
Сложившаяся тенденция спровоцировала высокий спрос на аппараты для сварки полипропиленовых и полиэтиленовых труб профессионального и бытового назначения.
Обязательные элементы сварочного аппарата:
- Блок регулировки. Модуль контролирует мощность нагрева, защищает от перепадов напряжения и перегрева.
- Рукоятка. Составная деталь ручных модификаций.
- Зеркало нагрева. Элемент передает тепло к рабочей трубе и насадкам.
Режим работы сварочного аппарата определяется с помощью терморегулятора. Температура нагрева выставляется в соответствии с материалом труб. Превышение показателя приводит к неконтролируемому плавлению и появлению дефектов. Недостаточный разогрев может стать причиной нарушения герметичности шва.

Оптимальная температура плавления ПП-труб – 260 °С. Полимер размягчается как пластилин, срезы изделий прижимаются, и осуществляется пайка. После остывания стыковочный шов приобретает те же прочностные характеристики, что и цельная труба
Классификация паяльников для ПП труб
Если оценить ассортимент, то можно выделить два основных класса аппаратов для сварки пластиковых труб: механические и ручные. Основной параметр разделения – производительность и сфера применения. Кроме того, агрегаты классифицируют по способу сварки на стыковые и муфтовые приборы. Особенности устройства и эксплуатации каждого типа описаны ниже.
Мощные механические и электрогидравлические приборы
Механические и электрогидравлические аппараты применяется для стыковки труб большого диаметра (свыше 5-ти см) или в условиях, когда совмещение стыков требует значительной нагрузки.

Комплектация механического оборудования: опорная рама, блок управления, гидроагрегат, захваты с вкладышами, электроторцеватель, дисковой нагревательный элемент и динамометр
Механическая стыковка труб осуществляется в жестком корпусе с полукруглыми двигающимися центраторами. Торцы изделий выравниваются электроторцевателем, снабженным двусторонними ножами. Пластик прогревается за счет мощного нагревателя и трубы стыкуются – подача давления осуществляется вручную через рычаг. Сила прижима отслеживается встроенным динамометром.
Стыковая методика сварки с использованием соответствующего аппарата рекомендована для соединения ПП труб, диаметр которых превышает 63 см. Допустимая толщина трубы — минимум 4 мм.
В стыковой сварке используются аппараты с дисковым рабочим элементом, с помощью которого производится нагревание подлежащих стыковке деталей до вязкой консистенции
После проведения подготовки детали прикладываются к заранее разогретым дискам. Затем быстрым движением их соединяют, соблюдая соосность
Для возможности работы с трубами любого диаметра в комплектации сварочной машины есть диски разного размера
Покрытие зажимов изготовлено из металлизированного тефлона, предотвращающего прилипание раскаленного пластика к рабочим элемента аппарата.
Соединение деталей электрогидравлическим аппаратом для пайки полипропиленовых труб выполняется по аналогии с механическим прибором. Отличие – в методе создания давления. Прижим осуществляется электрогидравлическим приводом.

Аппарат способен регенерировать давление порядка 120-ти атмосфер – этого достаточно для спайки труб диаметром до 63 см. При этом качество шва остается высоким
Некоторые электрогидравлические агрегаты позволяют сваривать Т-образные пластиковые конструкции.
Данные устройства отличаются высокой стоимостью и не предназначены для пайки труб небольшого сечения. Поэтому основная сфера их применения – промышленные предприятия и коммунальные хозяйства. Использование механических и электрогидравлических аппаратов в быту нерентабельно.
Мечевидные и цилиндрические ручные модели
Сварочный аппарат ручного типа часто именуют «паяльником» или «утюгом». Компактное устройство подходит для домашнего и производственного использования. Максимальный диаметр стыкуемых труб – 125 мм.
Исходя из формы нагревательной платформы, различают два типа «паяльников»:
Формы сварочных аппаратов и закрепили за ними народные названия: первый вариант внешне напоминает утюг, а второй – обычный паяльник. На принцип, порядок работы и качество прибора конфигурация платформы не влияет. Различия состоят в разных видах насадок и способов их крепления.

С обеих сторон плоского «утюга» имеются отверстия. Зависимо от количества «посадочных мест» одновременно можно использовать одну или несколько пар насадок. Стандарт – 1-3 диаметральных размеров
Для пайки индивидуального отопления достаточно двух-трех комплектов насадок. Модели, рассчитанные под использование более 3-х диаметров, относятся к категории профоборудования и стоят от 250 у.е.
На «утюг» устанавливается пара раздельных насадок:
- гильза – разогрев внешней поверхности;
- дорн – нагрев и плавление внутренней стороны фитинга.
Обе насадки фиксируются длинным винтом, который затягивается шестигранным ключом.

При одновременном использовании нескольких комплектов, маленькие насадки размещаются ближе к краю, а большие – к рукоятке. Это не обязательное требование, а рекомендация для более удобного применения
Менее популярны разновидности мечевидной формы с укороченным нагревателем. Модель №1 (фото ниже) – узкоспециализирована и рассчитана под установку крупных дорн и муфт, мощность нагревательного элемента позволяет паять ПП-трубы большого сечения.
Детальные рекомендации по выбору утюга и его использованию мы привели в этой статье.

Модель 1 — узкоспециализированная. Модель 2 — компактная, с вертикально ориентированным расположением двух насадок, она удобна для выполнения сварки в ограниченном пространстве
Аппараты с цилиндрическим нагревательным стержнем комплектуются насадками по типу разъемного хомута.
Специалисты выделяют ряд преимуществ «паяльников» перед «утюгами»:
- мастер самостоятельно подбирает область расположения насадки – нет заданных отверстий;
- возможность выбирать угол положения трубы относительно горизонтальной плоскости – актуально при пайке сложных узлов на месте установки трубопровода;
- повышение эффективности работы за счет увеличения площади контакта нагревателя и насадок – ускоряется прогрев;
- нет необходимости периодически затягивать крепежные болты, чтоб не допустить осевое смещение насадок по ходу сварки.
Цилиндрические аппараты отличаются компактностью, стабильной температурой нагрева и высокой стоимостью относительно мечевидных моделей.
Более подробно о выборе аппарата для сварки типа «паяльник» мы говорили в следующей статье.

Комплект насадок надевается на цилиндр, смещается в удобное место, после чего соединительный винт затягивается шестигранным ключом. Максимальное количество используемых насадок определяется длиною стержневой платформы
Аппараты для стыковой и муфтовой сварки
Спайка выполняется двумя технологическими способами: стыковым и муфтовым. Соответственно, и все сварочные аппараты можно классифицировать по этому критерию.
Как выполняется стыковая сварка?
Технология применима для труб равного диаметра с толщиной пластика от 4-х мм. Главные требования качественной спайки: четкая соосность стыковочных элементов и тщательная торцовка, обеспечивающая плотное прилегание поверхностей.
Стыковые сварочные аппараты работают по следующему принципу:
- Подрезка и обработка трубных торцов.
- Одновременный нагрев дисковым нагревательным элементом.
- Сжатие сопрягаемых деталей – давление подается строго вдоль оси трубы.
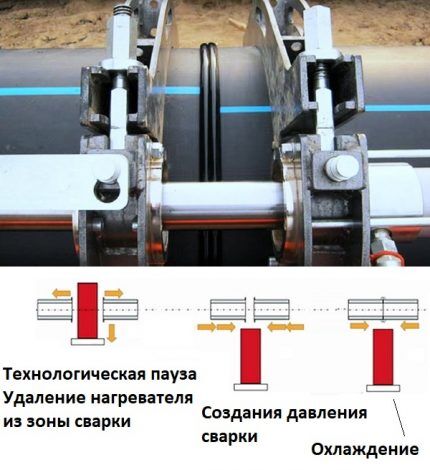
- Достижение эффекта диффузии – проникновение расплавленных полимеров в структуру смежных деталей.
После технологической паузы, следует стадия охлаждения и окончательной полимеризации.
По такому методу работают промышленные станки: механические и электрогидравлические аппараты. Оборудование позволяет добиться требуемого расположения деталей и оптимальной силы сжатия
Особенности муфтовой спайки
Выполнение условия центровки деталей достигается за счет подобранных размеров насадок и труб. Агрегат одновременно нагревает внутренние стенки муфты (тройника, фитинга или переходника) и внешнюю сторону трубы на одинаковую длину.
Разогретые детали прикладываются и стыкуются друг с другом вручную. Соотношение диаметров сопряженных элементов обеспечивает нужную силу сжатия – для взаимопроникновения и полимеризации достаточно некоторое время удерживать детали вместе.

К муфтовым агрегатам относятся инструменты, подразумевающие использование специальных насадок. Все ручные сварочные аппараты выполняют муфтовую или раструбную стыковку
В ходе соединения полипропиленовых труб с помощью сварочного аппарата выполняется ряд стандартных действий. В результате диффузного соединения пластиковых компонентов получается прочный герметичный трубопровод, способный многие десятилетия безотказно работать под нормативной нагрузкой. Вот шаги процедуры:
Для сборки ПП трубопровода заранее рассчитываем и заготавливаем материал, необходимое количество фитингов и аппарат с гильзами для нагревания наружных поверхностей и дорнами для нагревания внутренних
Соединяемые поверхности труб, предназначенных для сборки "холодных" водопроводных веток, обезжириваем антисептической салфеткой или смоченной в спирте ветошью
Трубы раскраиваем согласно заранее сделанным расчетам и составленному проекту. Режем ножницами или труборезом с учетом захода трубы в фитинг
Перед сваркой армированных труб зачищаем участки соединения швейером - инструментом, снимающим два наружных слоя трубы
Швейером снимаем сначала внешний слой полипропилена, затем проложенную под ним фольгу, армирующую трубу
К сварочному аппарату подсоединяем дорн и насадку подходящего диаметра и включаем прибор. Спустя 5 минут нагреваем на них соединяемые детали. Время нагрева зависит от диаметра и толщины стенок трубы
Уверенным быстрым движением соединяем разогретые детали. Глубина соединения должна быть равна глубине раструба фитинга или муфты
После выполнения сварных соединений подключаем собранный участок трубопровода к системе водоснабжения и проверяем ее на герметичность
Оценка параметров ручных паяльников для труб
Учитывая спрос потребителей именно на модели «утюгов» и «паяльников», отдельно стоит рассмотреть критерии выбора бытовых сварочных аппаратов. Прежде всего, в учет берется производительность, температурные показатели, качество и количество предлагаемых насадок. Немаловажный фактор – ценовая политика и качество сборки агрегата.
Мощность и температура нагрева
Мощность определяет эксплуатационный потенциал агрегата. Чем выше показатель, тем шире возможный диапазон диаметра спаиваемых труб. Кроме того, от производительности паяльника зависит время разогрева, и соответственно, скорость продвижения сварочных работ.
Однако для домашнего пользования покупать высокомощное оборудованием нецелесообразно по ряду причин:
- Качество спайки не зависит от мощностных характеристик.
- Временное превосходство на разогрев актуально для «конвейерного» монтажа трубопровода. В быту разница не особо ощутима – пока паяльник нагревается, производится предварительная разметка, примерка и стыковка.
- Более мощные аппараты расходуют больше электроэнергии.
Для корректного расчета мощности «паяльника» в учет берется предполагаемый диаметр труб.

Минимальная мощность (Вт) соответствует произведению диаметру трубопровода (мм) на 10. Например, пайка труб в 60 мм осуществляется паяльником в 600 Вт и выше
Для бытовых нужд подойдет оборудование на 1,2 кВт – этого вполне достаточно для прокладки домашней тепловой или водной магистрали.
Качество сварочного шва зависит от стабильности температурного воздействия. Большинство аппаратов выдают 50-300 °С нагрева, стандартная температура работы – 260 °С. Больше о температуре пайки полипропилена мы писали здесь.
Наличие терморегулятора особенно актуально для новичков. Опытный специалист работает на ощущениях – продолжительность нагрева он определяет интуитивно без звукового сигнала.
Аматорам сварочного мастерства лучше рассчитывать исключительно на нормативы и выбирать модель с плавной регулировкой температуры. Положение маховика должно быть устойчивым и не смещаться при случайном прикосновении.
Высокотехничные модели имеют панель цифровой индикации температурного режима. Наличие опции удобно для пользователя, но влечет за собой существенное удорожание аппарата.
Комплектация и удобство пользования
«Начинка» сварочного комплекта влияет на цену оборудования. Выбор того или иного набора осуществляется исходя их индивидуальной необходимости.
Как правило, производители предлагают три вида типовых комплектов:
- Эконом. Содержит непосредственно сварочный аппарат, регулировочный ключ и руководство пользователя. Иногда дополняется одной-двумя насадками. А вот выбирать труборез и другие необходимые инструменты предстоит отдельно.
- Базовый. В наборе кроме прибора, инструкции и ключа предусмотрены наиболее ходовые насадки для бытового применения сечением 20-40 мм. Все комплектующие упакованы в удобный не громоздкий чемоданчик.
- Полный. В кейсе помимо паяльника, дорн и муфт собраны все необходимые для пайки принадлежности: отвертка, подставка, винты, шестигранный ключ, ножницы для ПП-труб, рулетка и рукавицы.
Некоторые производители комплектуют набор небольшим пузырьковым уровнем для выравнивания трубной магистрали.
Все элементы можно докупить и отдельно, но зачастую, приобретение полного «чемоданчика» обходится дешевле, чем подборка недостающих инструментов «россыпью»
Чтобы обеспечить удобное пользование важно учесть некоторые нюансы:
- тренога или подставка под паяльник не должна быть очень легкой, оптимальный вариант – устойчивая платформа;
- аппарат с зажимами подойдет для работы на верстаке;
- рукоятка не должна нагреваться и скользить в руке.
Качественные сварочные агрегаты оснащены аварийной системой, отключающей прибор от электропитания при риске перегрева.
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.
Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).

Цена на чешские паяльники Dytron базовой комплектации стартуют от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.

Умеренная ценовая политика (от 30-40 у.е.) наряду с хорошими технико-эксплуатационными характеристиками вывели Candan в топ-продаж среди паяльников ПП-труб бытового пользования
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.
Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Далее приведем характеристики и особенности работы востребованных модификаций ручных сварочных агрегатов для стыковки пластикового трубопровода.
Аппарат для сварки пластиковых труб - основная информация
На сегодняшний день полимеры и пластики обширно используются практически во всех сферах деятельности человека. Особой популярностью сегодня пользуется полиэтилен низкого давления (ПНД). Из него изготавливается основная часть трубопроводов. Главное преимущество труб ПНД- это лёгкость монтажа, он может выполняться одним человеком благодаря небольшому весу труб по сравнению с трубами из металла.
В данном разделе рассматриваются стыковые аппараты для сварки пластиковых труб. Метод стыковой сварки является наиболее распространенным и эффективным. Его используют в не зависимости от типа прокладки труб. На рынке большой ассортимент аппаратов для сварки пластиковых труб разных производителей. В компании Инжпласт мы готовы предоставить вам выгодные цены на следующие аппараты для сварки пластиковых труб:
- Georg Fischer (Италия);
- Yuda Plastic (Китай);
- Hochweld (Турция);
- Робу(Россия);
- Волжанин (Россия);
- Turan Makina (Турция);
- Erbach (Германия);
- Suda (Китай)
- HDC (Китай)
Сварка встык и ее особенности
Сам стыковой сварочный аппарат для сварки пластиковых труб – это паяльник, с набором специальных насадок-колец. Диаметры насадок совпадают со стандартными размерами спаиваемых труб. Данный аппарат спаивает трубы от 40 диаметра и выше. Соединение труб происходит за счет нагрева торцов труб с дальнейшим соединением их под давлением. Расплавленный пластик образует литое соединение, которое по прочности не уступает цельной трубе. Для того чтобы соединить трубу с помощью стыковой сварки концы труб плотно фиксируют в специальных фиксаторах аппарата. Перед началом сварки встык необходимо подготовить трубы. С помощью торцевателя подготавливают края трубы, после этого их оплавляют и стыкуют. Для этого используют торцеватель, чтобы трубы вплотную прилегали друг к другу.
После того как труба подготовлена можно приступать к сварке. Сварочный аппарат нагревают до определенной температуры, указанной в инструкции, или в соответствии со специальной таблицей, в которой рассчитана необходимая температура для каждого диаметра труб. Не следует прилагать больших усилий для сжатия концов труб, в противном случае внутри в месте соединения труб образуется слишком большой грат, это в несколько раз ухудшит показатели трубопровода в эксплуатации. Чтобы этого не произошло, важно строго соблюдать табличные данные, где для каждого диаметра труб указываются: температура нагрева, усилия, давление, время, которое затрачивается на стыковку, а затем, и остывание. После того как шов остынет, фиксаторы снимают и трубы извлекают из аппарата для сварки пластиковых труб.
Купить сварочный аппарат для пластиковых труб в Инжпласт
Мы готовы предложить вам самый выгодные условия на поставку сварочных аппаратов для пластиковых труб, к преимуществам покупки у нас можно отнести:
- Широкий ассортимент сварочных аппаратов;
- Бесплатная доставка по России транспортной компанией;
- Цены ниже завода производителя;
- Большой опыт использования данной продукции, и вследствие возможность консультации по использованию;
- Гарантия качества;
- Возможность покупки в лизинг.;
Также крайне рекомендуем ознакомиться с нашими предложениями на на электромуфтовые сварочные аппараты. По любым возникшим вопросам обращайтесь в нашим менеджерам любым удобным для вас способом.
Сварочные аппараты для стыковой сварки ПЭ труб
Группа ПОЛИПЛАСТИК поставляет стыковые сварочные аппараты для сварки полиэтиленовых труб, цехового изготовления фитингов, отводов, тройников. Предлагаем купить или взять в аренду оборудование GEORG FISCHER и других проверенных производителей.
Аппараты для сварки встык состоят из следующих узлов:
- центратор — исключает деформацию разогретого соединения, фиксируя детали зажимами и выравнивая их по оси, с заданным усилием сдавливает торцы труб; гидравлический привод — перемещает, сдвигает трубы на этапе подготовки к сварке, во время работы поддерживает необходимое давление;
- торцеватель — обрабатывает торцы труб плоскопараллельным способом, чтобы обеспечить максимальное прилегание;
- нагреватель (сварочное зеркало) — повышает температуру свариваемых деталей до нужного значения.
При сварке полиэтиленовых труб встык в полевых условиях производители обращают внимание на некоторые особенности. Так, по рекомендациям GEORG FISCHER, не допускаются перекос центраторов относительно оси трубопровода, проседание оборудования и заглубление под своим весом. Для предупреждения нарушений аппарат для стыковой сварки полиэтиленовых труб устанавливают на выровненной поверхности — твердом дощатом щите, листе ДСП, бетонных плитах и т. д.
Если диаметр трубопровода средний/увеличенный, машину обязательно дополняют роликовыми опорами, чтобы снизить в центраторах усилие холостого хода. Применяя вспомогательную оснастку, Вы добьетесь точного совпадения оси деталей и аппаратных узлов, что исключит брак в работе. Свободные концы в трубах при сварке закрывают заглушками, чтобы из-за движений воздуха или конденсата не появлялись дефекты. Область сварки укрывают палаточными навесами из брезента — так исключается негативное влияние природной среды.
Сварочные аппараты GEORG FISCHER (OMICRON)
Компания GEORG FISCHER — разработчик и изготовитель профессионального оборудования для сварки полиэтиленовых труб диаметром от 40 мм и SDR от 7,4. Аппараты выпускаются в разных типоразмерах, различаются конструктивно и по функциональным свойствам.
Аппараты с механическим приводом центратора
Модели с ручным управлением для труб диаметром 40–160 и 90–250 мм. Достоинства — компактность, легкость, работа на открытых площадках и в закрытых цехах. Аппараты поставляются с рамами, ящиками-верстаками, набором редукционных сварочных колец. В электрическом торцевателе устанавливаются сменные ножи. Предусмотрен термостат для ручной регулировки температуры сварочного зеркала. Оператор выставляет нужное значение по шкале. Транспортировочная рама может использоваться как стол.
Аппараты с гидравлическим приводом центратора
Группа ПОЛИПЛАСТИК предлагает модели следующих серий:
- с облегченной сварной рамой и открытым гидроблоком — для сварки труб диаметром 75–250 и 90–315 мм ; . с ведением, распечаткой протоколов, авторасчетом, корректировкой характеристик сварки — для труб диаметром 40–160, 75–250 и 90–315 мм ; с расчетом характеристик по DVS/WIS/UNI, их изменением, ведением, передачей, распечаткой протоколов — для деталей диаметром от 200 до 1000 мм. , в которых поддерживается полностью автоматизированная сварка ПЭ труб встык и контроль процесса — для труб диаметром от 40 до 630 мм.
Аппараты для производства фитингов
Группа ПОЛИПЛАСТИК реализует оборудование для производства фитингов, сегментных отводов, тройников, удлинения втулок и переходов в заводских условиях.
- – рассчитаны на изделия диаметром 90–315, 250–500, 315–630, 630–1200 мм. Главные фиксаторы проворачиваются на 22,5 градуса. – поддерживают на 100% автоматизированный сварочный процесс, управляются с помощью сенсорного дисплея.
Доставляем оборудование во все регионы РФ и страны ближнего зарубежья.
Читайте также: