Оборудование для сварки резервуаров
Обновлено: 18.05.2024
7.1.1. При проектировании металлоконструкций резервуара в КМ рекомендуется определять требования к механическим свойствам сварных соединений и дифференцированно, в зависимости от уровня расчетных напряжений и условий работы соединений, назначен класс сварных швов (допускаемые размеры, вид и количество допускаемых внешних и внутренних дефектов). Кроме того, рекомендуется назначить назначить объем контроля физическими методами различных сварных соединений резервуара.
7.1.2. Рекомендуется, чтобы технологические процессы заводской и монтажной сварки обеспечивали получение сварных соединений, в полной мере удовлетворяющих требованиям КМ по всему комплексу физико-механических характеристик, а также соответствующих нормам по предельно допустимым размерам и видам дефектов с учетом коэффициентов концентрации напряжений. Рекомендуется применять технологии сварки аттестованные в соответствии с Порядком применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов (РД 03-615-03), утвержденным постановлением Госгортехнадзора от 19 июня 2003 года N 103.
7.1.3. Монтажную сварку металлоконструкций резервуара рекомендуется выполнять в соответствии с указаниями ППР, в котором предусматриваются:
- наиболее эффективные способы сварки монтажных соединений с учетом их пространственного положения;
- сварочные материалы, удовлетворяющие требованиям КМ по уровню механических свойств;
- требуемая форма подготовки кромок монтируемых элементов под сварку;
- последовательность сварки и порядок выполнения каждого шва, обеспечивающих минимальные деформации и перемещения свариваемых элементов;
- режимы и указания по технике сварки обеспечивающие необходимый уровень механических свойств сварных соединений, а также получение требуемых структур металла шва и околошовных зон;
- технологическая оснастка и оборудование для выполнения сварных соединений;
- мероприятия по обеспечению требуемого качества подготовки и сборки под сварку свариваемых кромок;
- допускаемая температура металла, при которой возможна сварка соединений без их подогрева, а также допускаемая скорость ветра в зоне сварки;
- указания по технологии производства сварочных работ в зимних условиях (если это предусматривается в соответствии с графиком работ).
7.1.4. Рекомендуется в ППР предусмотреть мероприятия, направленные на обеспечение требуемой геометрической точности металлоконструкций резервуара, включая меры по компенсации или подавлению термодеформационных процессов усадки сварных швов, которые могут привести к потере устойчивости тонкостенной оболочки корпуса резервуара и образованию вмятин и выпуклостей его поверхности.
7.1.5. В случаях, когда в КМ предусмотрена термическая обработка каких-либо сварных соединений резервуара, в ППР рекомендуется разработать технологию ее выполнения, включая способ, режимы термообработки, указания по контролю качества термообработанных соединений.
7.1.6. Руководство по безопасности сварочными работами рекомендуется возложить на специалиста, имеющего специальное образование и прошедшего аттестацию на знание настоящего Руководства по безопасности и Правил аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденных постановлением Госгортехназора от 30 октября 1998 года N 63. Рекомендуется, что руководитель сварочными работами назначается приказом монтажной организации.
7.1.7. Руководителю сварочных работ перед началом монтажа резервуара рекомендуется:
- изучить проектную документацию на монтаж и сварку резервуара;
- укомплектовать объект в соответствии с ППР оборудованием и материалами;
- отобрать сварщиков, имеющих допуск к сварке ответственных металлоконструкций резервуара, провести их инструктаж и организовать сварку каждым сварщиком пробных образцов соединений, которые им предстоит выполнять.
7.1.8. Сварщики аттестуются в соответствии с Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства (РД 03-495-02), утвержденным постановлением Госгортехнадзора от 25 июня 2002 года N 36 и Правилами аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденных постановлением Госгортехназора от 30 октября 1998 года N 63.
Окончательное решение о допуске сварщиков к сварке соответствующих типов сварных соединений на резервуаре принимается руководителем сварочных работ на основании результатов контроля образцов, выполненных каждым сварщиком.
Каждому сварщику, допущенному к сварке резервуаров, приказом монтажной организации присваивается личное клеймо.
7.2. Рекомендуемые способы сварки
7.2.1. Рекомендуется, чтобы применяемые способы и технология сварки металлоконструкций резервуара обеспечивали:
- высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки;
- высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемого уровня комплекса механических свойств: прочности, пластичности, твердости, ударной вязкости и хладостойкости;
- минимальный уровень деформаций свариваемых металлоконструкций резервуара.
7.2.2. При заводском изготовлении металлоконструкций резервуара основными способами сварки являются автоматизированная сварка под флюсом для листовых конструкций, механизированная сварка в углекислом газе или в смеси газов на основе аргона и механизированная сварка порошковой проволокой.
7.2.3. Рекомендуемые способы сварки для различных типов сварных соединений при сооружении резервуаров из рулонных заготовок, а также резервуаров, монтируемых полистовым методом, приведены в таблице 26 настоящего Руководства по безопасности.
Таблица 26. Рекомендуемые способы монтажной сварки резервуаров
| Сварное соединение | Рекомендуемый способ сварки |
|---|---|
| 1. Стыковые соединения окраек днища | 1.1. Механизированная сварка в углекислом газе. |
1.2. Механизированная сварка порошковой проволокой
2.2. Механизированная сварка порошковой проволокой.
2.3. Механизированная сварка в углекислом газе
4.2. Механизированная сварка в углекислом газе
5.2. Механизированная сварка в углекислом газе.
5.3. Сварка порошковой проволокой с полупринудительным формированием шва
6.2. Механизированная сварка порошковой проволокой.
6.3. Автоматизированная сварка под флюсом
9.2. Ручная дуговая сварка
10.2. Механизированная сварка порошковой проволокой
11.2. Механизированная сварка порошковой проволокой
1. При сварке в углекислом газе в условиях ветра необходимо применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра.
2. Для всех типов сварных соединений возможно применение ручной дуговой сварки.
7.2.4. Учитывая, что ручная дуговая сварка характеризуется относительно высоким уровнем удельного тепловложения, приводящего к повышенным сварочным деформациям, а также сравнительно низкой производительностью, применение этого способа сварки при сооружении резервуаров не рекомендуется.
7.3. Рекомендации к подготовке и сборке металлоконструкций под сварку
7.3.1. До начала сварочных работ любые соединения резервуаров рекомендуется контролировать и принимать под сварку по следующим конструктивным и технологическим критериям:
- геометрические параметры кромок элементов, подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина притупления, смещение кромок), укладывались в поле допусков, предусмотренных проектной документацией;
- поверхность кромок, а также прилегающие к ним зоны шириной 20 мм зачищались от любых загрязнений;
- сборочные приспособления, закрепляющие кромки свариваемых элементов, обеспечивали достаточную прочность и жесткость, и исключали чрезмерную усадку швов и перемещения свариваемых элементов.
7.3.2. Рекомендуется закрепление кромок свариваемых элементов выполнять преимущественно с помощью сборочных приспособлений.
Электроприхватки на монтажных стыках стенки располагаются с противоположной стороны от части сечения шва, выполняемой первой. Размер прихваток выбирать минимально необходимым. При выполнении зачистки корня шва такие прихватки удаляются.
Прихватки, выполняемые в угловых и нахлесточных соединениях, перевариваются только после их зашлифовки и визуального контроля качества, при этом такие прихватки выполняются квалифицированными сварщиками.
7.3.3. Рекомендуется, что приемку сварных стыков под сварку осуществляет руководитель сварочных работ, о чем делается соответствующая запись в журнале пооперационного контроля монтажно-сварочных работ при сооружении вертикального цилиндрического резервуара Приложения N 5 к настоящему Руководству по безопасности.
7.4. Рекомендации к технологии выполнения сварных соединений
7.4.1. Рекомендуемые способы, режимы и техника сварки металлоконструкций резервуара:
- уровень механических свойств сварных соединений, предусмотренный КМ;
- однородность и сплошность металла сварных соединений;
- оптимальная скорость охлаждения выполняемых сварных соединений, которая зависит от марки стали, углеродного эквивалента, толщины металла, режима сварки (погонной энергии), конструкции сварного соединения, а также температуры окружающей среды;
- минимальная величина сварочных деформаций и перемещений свариваемых элементов;
- коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
7.4.2. При сварке металлоконструкций резервуара в зимнее время рекомендуется систематически контролировать температуру металла. Температура и схема подогрева определяются в ППР. Рабочие диапазоны скоростей охлаждения сталей, а также минимальные температуры, не требующие подогрева кромок при сварке, которые зависят от углеродного эквивалента, толщины металла, способа сварки и погонной энергии, указываются в технологических картах на сварку. При осуществлении подогрева кромок рекомендуется нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм.
При сварке в зимнее время, независимо от температуры воздуха и марки стали, свариваемые кромки необходимо просушивать от влаги.
7.4.3. При использовании способов сварки с открытой дугой в зоне производства сварочных работ рекомендуется систематически контролировать скорость ветра. Допускаемая скорость ветра в зоне сварки указывается в ППР в зависимости от применяемых способов сварки и марок сварочных материалов. При превышении допускаемой скорости ветра сварку рекомендуется прекратить или оборудовать соответствующие защитные укрытия.
7.4.4. Сварка производится при стабильном режиме. Не рекомендуется подключать сварочное оборудование к сети колебания величины сварочного тока и напряжения в которой превышают 5%.
7.4.5. Последовательность выполнения всех сварных соединений резервуара и схема выполнения каждого сварного шва в отдельности соблюдаются в соответствии с указаниями ППР исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов металлоконструкций резервуара.
7.4.6. Не допускается выполнение каких-либо сварочных работ по поверхностям или соединениям, покрытых влагой, маслом, скоплениями окалины, шлака или другого рода загрязнениями. Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
7.4.7. Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке рекомендуется выполнять, не менее чем в два слоя. Каждый слой сварных швов проходит ВИК, а обнаруженные дефекты устраняются. Не рекомендуется возбуждать дугу и выводить кратер на основной металл за пределы шва.
7.4.8. Удаление дефектных участков сварных швов проводится механическим методом (шлифовальными машинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
7.4.9. Заварку дефектных участков сварных швов рекомендуется выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва рекомендуется подвергать повторному контролю физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва выполняется при контроле всех технологических операций руководителем сварочных работ.
Информация о выполненных ремонтных работах сварных соединений заносится в журнал пооперационного контроля монтажно-сварочных работ при сооружении вертикального цилиндрического резервуара по образцу 7 Приложения N 5 к настоящему Руководству по безопасности.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне основных конструкций группы А рекомендуется согласовать с разработчиком технологического процесса.
7.4.10. Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, рекомендуется производить механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
7.4.11. После сварки швы и прилегающие зоны очищаются от шлака и брызг металла.
7.4.12. Идентификация сварных соединений осуществляется клеймлением или составлением исполнительных схем с подписями сварщиков. Каждый сварщик ставит личное клеймо на расстоянии от 40 до 60 мм от границы выполненного им шва сварного соединения: одним сварщиком в одном месте; при выполнении несколькими сварщиками - в начале и в конце шва.
Руководителем сварочных работ по каждому резервуару ведется журнал сварочных работ в соответствии с приложением N 2 СНиП 3.03.01-87 "Несущие и ограждающие конструкции", утвержденного постановлением Госстроя СССР от 4 декабря 1987 года N 280.
7.5. Рекомендации к механическим свойствам сварных соединений
7.5.1. Механические свойства (кроме твердости) металла угловых, нахлесточных и тавровых соединений рекомендуется определять на образцах, вырезанных из стыковых сварных соединений-имитаторов. Стыковые соединения-прототипы рекомендуется выполнять с использованием марок сталей, сварочных материалов и оборудования, предназначенных для сварки указанных выше типов соединений.
7.5.2. Рекомендации к прочностным характеристикам.
Металл сварных соединений выбирается равнопрочным основному металлу. Испытания рекомендуется проводить на трех образцах типа XII или XIII по ГОСТ 6996-66 "Сварные соединения. Методы определения механических свойств", утвержденному постановлением Госстандарта СССР от 3 марта 1996 года N 4736. К металлу сварного шва сопряжения стенки с днищем (уторного шва) рекомендуется дополнительно проверить на равнопрочность с основным металлом по нормативному значению предела текучести.
7.5.3. Рекомендации к ударной вязкости сварных соединений.
Рекомендуемая ударная вязкость при установленной температуре испытаний указана в разделе 2.6 настоящего Руководства по безопасности.
Температуру испытаний устанавливают в соответствии с положениями пункта 2.6.2 настоящего Руководства по Безопасности.
Испытания на ударный изгиб (ударную вязкость) рекомендуем проводить для металла сварного шва и зоны термического влияния стыковых соединений основных конструкций групп А и Б. При этом рекомендуем определить ударную вязкость металла шва и зоны термического влияния на трех поперечных образцах (по шву - три образца; по зоне термического влияния - три образца) с острым надрезом типа IХ (для толщины основного металла 11 мм и более) и типа Х (для толщины основного металла от 6 до 10 мм) по ГОСТ 6996-69* "Сварные соединения. Методы определения механических свойств", утвержденного постановлением Госстандарта СССР от 3 марта 1996 года N 4736.
________________
* Вероятно, ошибка оригинала. Следует читать: "ГОСТ 6996-66". - Примечание изготовителя базы данных.
7.5.4. Рекомендации к технологическим испытаниям на изгиб сварных соединений.
Рекомендуемое средне-арифметическое значение угла изгиба шести поперечных образцов при испытаниях сварных соединений на статический изгиб (тип XXVII по ГОСТ 6996-69* "Сварные соединения. Методы определения механических свойств", утвержденного постановлением Госстандарта СССР от 3 марта 1996 года N 4736) не менее 120°, а минимальное значение угла изгиба одного образца - не ниже 100°. При толщине основного металла до 12 мм включительно испытания рекомендуется проводить изгибом образца с корнем шва внутрь (на трех образцах) и корнем шва наружу (на трех образцах), а при толщине основного металла более 12 мм - изгибом образцов "на ребро" (на шести образцах).
Оборудование для сварки резервуаров: сварка горизонтальных швов
Установка состоит из рамы, на которой монтируется место для оператора (люлька), сварочный узел, система подачи и рециркуляции флюса, блоки управления сварочным процессом и перемещением установки.
Как правило, в качестве сварочной части используется комплект оборудования для автоматической сварки под флюсом компании Lincoln Electric (Линкольн Электрик), включающий сварочную головку NA-3SF, контроллер NA-3S и источники сварочного тока DC600 или DC1000. Однако, по желанию заказчика, возможно оснащение установки другим автоматическим сварочным оборудованием, например, головкой MAXSA 22 FEED HEAD и источником Powerwave ACDC1000SD
Сварочный узел конструктивно представляет собой сварочную горелку, имеющую широкую степень пространственной регулировки, с системой подачи флюса к месту сварки. В зоне сварки флюс поддерживается с помощью флюсового ремня.
Неиспользованный флюс поступает обратно в систему рециркуляции, где очищается от пылевидных фракций и металлических включений и направляется в бункер для повторного использования.
Выпускается несколько моделей установок AGW.
AGW-I/AGW-II перемещается по верхнему краю вновь установленного пояса листов, приваривая его к предыдущему, расположенному непосредственно под ним (сооружение резервуара методом "наращивания"). Швы выполняются встык. Система AGW-1 осуществляет одностороннюю, а система AGW-II – двустороннюю сварку. Установка оснащена мощным двойным приводом, обеспечивающим плавное перемещение установки.
После сварки очередного яруса система поднимается краном, производится установка и прихватка следующего ряда листов, и сварка повторяется.
AGW-I-LNG/AGW-II-LNG предназначены для односторонней или двусторонней сварки резервуаров с двойной стенкой для хранения сжиженных газов.
AGW-I-D - универсальная модель. Применяется как для строительства традиционным методом "наращивания" (снизу-вверх), а также в тех случаях, когда сваренные пояса листов поднимаются вверх на домкратах, а новый пояс приваривается снизу (сооружение резервуара методом "подращивания" / сверху-вниз).
AGW-I mini - облегченная модель. Предназначена для для сварки небольших резервуаров с тонкими стенками.
AGW-P - портативная модель. Система состоит из рамы на которой монтируется сварочный узел и малогабаритная система рециркуляции флюса. Перемещение установки осуществляется по рельсу, который устанавливается на резервуаре. Для оператора устанавливаются специальные мостки. Данная модель применяется для сварки конструкций диаметром всего более 2 метров и может успешно использоваться при монтаже химических реакторов, ректификационных колонн, силосов, кожухов доменных печей, обсадных труб большого диаметра при строительстве шахтных стволов и т. д.
Для осуществления строительства резервуаров методом "подращивания" мы предлагаем гидравлическую систему подъёма резервуара, которая включает:
• гидродомкраты грузоподъёмностью 5 т (ход штока 2600 мм, скорость подъёма 220 мм/мин, вес 400 кг)
• дополнительные стойки, растяжки, соединительные детали
• гидростанции
• рукава высокого давления
• систему синхронизации подъёма (опция).
Система строится по модульному принципу. В один модуль входит пять гидроцилиндров и одна гидростанция. Расстояние от гидростанции до гидроцилиндра не должно превышать 6 м. Система сохраняет работоспособность при температуре окружающей среды от -5 до +60°С
Сварочная колонна. Автоматический комплекс для сварки емкостей INTEGRAL

Комплект автоматического оборудования, входящего в состав предлагаемого сварочного комплекса, предназначен для выполнения кольцевых и продольных стыковых сварных соединений цилиндрических ёмкостей.
Комплект автоматического оборудования, входящего в состав предлагаемого сварочного комплекса, предназначен для выполнения кольцевых и продольных стыковых сварных соединений цилиндрических ёмкостей. Сварка выполняется автоматической дуговой сваркой под слоем флюса снаружи и изнутри.
Сварочный комплекс может использоваться для сварки цилиндрических ёмкостей из низкоуглеродистых, низколегированных и нержавеющих сталей при производстве энергетического оборудования, котлов, химического и нефтегазоперерабатывающего оборудования. На сварочном комплексе также может быть выполнена сварка прямолинейных стыковых швов листовых деталей (сварка плоских карт), наплавка плоских, кольцевых и круговых деталей.
Обращаем Ваше внимание, с 2016г. сварочные колонны «INTEGRAL» поставляются в черно-красной цветовой гамме.
1.Сварочная колонна
Сварочная колонна с выдвижной подъёмной консолью, специально разработанная для полностью автоматической сварки.
Вертикальная поворотная колонна и выдвижная горизонтальная консоль выполнены из стального профильного проката квадратного сечения и обеспечивают высокую прочность и надёжность силовой конструкции колонны. Колонна установлена на опорном подшипнике и имеет возможность вращения вокруг вертикальной оси, вращение ручное с механической фиксацией в любом положении.
На вертикальной колонне крепится седло, в котором располагается выдвижная консоль. Стальное седло консоли смонтировано на 4 регулируемых V-образных роликах; каждый ролик вращается на закрытом подшипнике и перемещается на эксцентриковой оси для точного выравнивания. Ролики седла пересекают обработанные направляющие колонны, что гарантировать плавный подъем консоли. Седло с консолью перемещается по направляющим вертикальной колонны вверх и вниз при помощи многозвенной прочной роликовой цепи. Привод вертикального перемещения – зубчатый редуктор с электрическим двигателем переменного тока с инверторным частотным регулятором привода. Привод вертикального перемещения обеспечивает плавный, быстрый и точный подъём консоли на необходимую высоту.
Опционально колонна может быть установлена на платформу для перемещения по рельсам:
Внимание! Рельсы для сварочной колонны в поставку не включены.


Платформа оборудована защитой от опрокидывания, и позволяет перемещать колонну между рабочими зонами, а также с маршевой и сварочной скоростью.
Встроенный в вертикальную колонну противовес обеспечивает плавное перемещение консоли вверх и вниз и надёжную фиксацию на необходимой высоте. Система безопасности предохраняет консоль от падения, делая работу сварочной колонны безопасной.
Прямоугольная выдвижная консоль имеет шлифованные направляющие по всей длине и высокоточную зубчатую рейку для перемещения внутри седла и поддерживается на 4 регулируемых V-образных роликах, смонтированных на седле, каждый вращается на закрытом подшипнике и перемещается на эксцентриковой оси, чтобы гарантировать точное выравнивание и безвибрационное движение автоматической сварочной головки. Привод горизонтального перемещения консоли – червячный редуктор с электрическим двигателем переменного тока с инверторным частотным регулятором привода. Привод горизонтального перемещения обеспечивает плавное и точное горизонтальное перемещение консоли с плавно регулируемой сварочной скоростью.
Шкаф с элементами электрического оборудования и пульт управления смонтированы на вертикальной колонне, все оборудование выполнено по всем правилам электромонтажа.
Пульт является съемным и соединен со шкафом проводом, что значительно облегчает работу оператора.
2. Автоматическое сварочное оборудование
- На торце выдвижной консоли сварочной колонны INCZ 4×4 размещается автоматическая сварочная головка INMZ9 для дуговой сварки под слоем флюса. Автоматическая сварочная головка обеспечивает сварку с максимальным током сварки 1.000 А при ПВ100% сварочной проволокой диаметром до 5,0 мм. Размоточное устройство для сварочной проволоки рассчитано на бухты проволоки 25 кг и размещается непосредственно на консоли сварочной колонны.
- Автоматическая сварочная головка установлена на крестовом слайдере (суппорте скольжения) с приводным перемещением 200 мм в вертикальной и горизонтальной плоскостях. Привод слайдера – два электрических двигателя постоянного тока с ходовыми винтами и шарико-винтовыми парами. Управление крестовым слайдером осуществляется с переносного пульта управления.На сварочной головке установлена механическая система слежения за стыком по вертикали контактного типа, которая обеспечивает постоянный вылет сварочной проволоки и вылет сварочной проволоки из токоведущего мундштука.
- Дополнительно сварочная головка оснащена точечным лазерным целеуказателем, для облегчения слежения за стыком сварного соединения. Целеуказатель проецирует световую точку диаметром
- Для облегчения слежения за стыком сварного соединения установленна видеокамера и монитор для оператора.
3. Система подачи и рециркуляции флюса с подогревом
Система подачи и рециркуляции флюса с пневматическим приводом, установленная на консоли сварочной колонны, обеспечивает подачу подогретого до рабочей температуры сварочного флюса (прокалку флюса при этом система не осуществляет) в сварочную головку и удаление излишнего флюса со сварного шва посредством эжекционного сопла, установленного на сварочной головке.
Удалённый флюс поступает в рециркуляционный бункер, оснащённый механическим сепаратором для восстановления флюса и удаления остатков переплавленной шлаковой корки.
Восстановленный флюс поступает в расходный флюсовый бункер, расположенный непосредственно на сварочной головке. Для работы системы подачи и рециркуляции флюса необходим сжатый воздух (сухой и без масла) давлением 6 Бар.
4. Самоустанавливающийся роликовые вращатели распашного типа серии INZT (Опция)
Роликовые вращатели распашного типа обладают важным преимуществом перед другими типами роликовых вращателей – ролики расходятся под действием массы свариваемой ёмкости, при этом отпадает необходимость в раздвижении роликов для настройки на диаметр.


Описание конструкции
Каждая секция состоит из прочной стальной сварной рамы, по краям которой установлены поворотные косынки; в каждой косынке закреплена пара роликов. Косынки имеют возможность поворота вокруг своих горизонтальных осей. Под действием массы изделия, опускаемого на ролики, косынки поворачиваются. Таким образом, изделие опирается на 4 ролика, при этом нет необходимости в предварительном раздвижении роликов для настройки на диаметр изделия.
Прочные стальные ролики с встроенными осями на тяжелонагруженных шарикоподшипниках могут быть покрыты стальными бандажами или взаимозаменяемыми шинами из прочной резины.
Приводная секция оборудована двумя двигателями переменного тока с тяжелонагруженными зубчатыми редукторами и инверторным регулятором привода с плавным регулированием скорости вращения. Управление роликовым вращателем осуществляется с беспроводного пульта управления с плавной регулировкой скорости вращения и изменением направления вращения.
Сварка емкостей

Сварка емкостей из металла сегодня крайне востребована. Такие конструкции используются для хранения и перевозки воды и технических жидкостей, нефти и сжиженного газа, разнообразных сыпучих веществ. Изделия могут отличаться по объему и массе, диаметру и высоте.
Однако в связи с тем, что некоторые емкости предназначены для хранения опасных веществ, технология изготовления – в том числе и сварка – подобных конструкций должна соответствовать определенным требованиям. И все заказчики, а тем более производители обязаны это хорошо понимать.
Разновидности емкостей
Резервуары и емкости делятся на следующие группы в зависимости от материала, из которого они изготовлены:
- полимерные или синтетические;
- каменные;
- железобетонные;
- металлические;
- ледогрувные, земляные и те, что расположены в горных выработках.
Основные материалы для производства металлических резервуаров – алюминий, нержавеющая и низкоуглеродистая пластичная стали.

Срок службы стальных резервуаров ограничен их низкой стойкостью к коррозии и быстро возникающей разгерметизацией сварных швов, что является большим недостатком изделий. Повысить коррозийную стойкость помогает цинк или полимерная пленка, которой покрывают металлические емкости изнутри. Снаружи их обрабатывают защитной краской или различными полимерами. Емкости, изготовленные из алюминия и нержавеющей стали, хоть и не имеют перечисленных недостатков, однако существенно дороже стальных.
Рекомендуем статьи по металлообработке
Принципиальное значение для определения назначения изделия имеет вид жидкости, для хранения которой они создаются. В соответствии с этим критерием изделия делятся на следующие резервуары:
- для воды;
- для разных пищевых жидкостей;
- для хранения нефти и нефтепродуктов;
- для размещения сжиженного газа;
- для различной химической продукции и пр.
Кроме того, емкости и резервуары подразделяются в соответствии с их конструктивным решением на:
- цилиндрические;
- прямо- или многоугольные;
- имеющие сложные конструктивные формы (например, торовидные или каплевидные и пр.);
- шарообразные.

Преимущества емкостей из металла
Металлические резервуары имеют ряд преимуществ по сравнению с пластиковыми или бетонными изделиями. Это, прежде всего, долгий срок службы и прочность. Хрупкость пластика приводит к его ускоренному старению и разрушению, а бетон не любит длительного контакта с водой – из-за этого он разрушается. В отличие от них, сталь способна служить долгие годы при сильных морозах, жаре и больших механических нагрузках. Металлические емкости и резервуары являются лучшими по соотношению их стоимости и характеристик. Это стало причиной их высокой популярности.
Иными преимуществами металлических резервуаров являются:
- достаточно широкая сфера использования – поскольку металл не взаимодействует с содержимым, в том числе с кислотами;
- большой диапазон температур – емкости могут быть установлены как в суровых условиях (от -60 °С), так и в жарких (до +180 °С);
- стойкость к воздействию огня – в металлических резервуарах хранятся вода и песок как средства борьбы с огнем.
Технологический процесс сварки емкостей
Производство вертикальных и горизонтальных резервуаров различаются технологией изготовления. Листовой метод применяют для горизонтальных конструкций, а вертикальные изделия производят методом монтажа листов металла из рулона.
Однако технология подготовительных работ не зависит от того, горизонтальный или вертикальный резервуар будет изготовлен. Она включает:
- Оформление заказа на изготовление емкости (резервуара) на производстве с указанием сферы применения, размеров и прочей информации.
- Разработка проекта на основе указанных в заказе данных. В нем, помимо конструкторской документации, должны быть прописаны материалы, из которых будет изготовлено изделие, и толщина их листов.
- Изготовление емкости в соответствии с проектом. После окончания производства резервуар тестируют по следующим параметрам: прочность, герметичность и стойкость к износу.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Технология, в соответствии с которой происходит изготовление емкостей, имеет несколько этапов:
- Сортировка листов металла и деталей из него, а также их проверка на повреждения и качество изготовления.
- Формирование упаковки с листами, требуемыми для изготовления определенной емкости.
- Обработка кромок листов металла на специальном оборудовании и последующая их установка на станок для изготовления резервуара.
- Рулонирование и сварка емкостей.

- Изготовление герметичного резервуара. Технология сварки емкости предполагает несколько этапов, которые проходят на нижнем и верхнем ярусах станков.
- Укрепление готовых полотнищ емкости на каркасе и последующая их обработка: окраска, дополнение различными элементами.
- Маркировка резервуара является последним этапом. Все емкости обязательно его проходят, поскольку это металлоконструкции, к которым предъявляют специальные требования.
Внедрение на производственных предприятиях современного оборудования позволило автоматизировать практически все этапы изготовления резервуаров.
О способах сварки емкостей
Для изготовления качественного резервуара необходимо подобрать такую технологию и способ сварки емкостей, чтобы процесс соединения был высокоэффективным с экономической точки зрения и имел хорошую производительность. В то же время сварные швы должны быть однородными и показывать сплошность материала, при этом прочными, твердыми и пластичными, а также хладостойкими, иметь высокую ударную вязкостью и минимальную деформацию соединяемых деталей изделия.
В условиях промышленного производства используют следующие способы соединения для изготовления резервуаров: сварка емкостей полуавтоматом или автоматом с защитой флюсом, сварка емкости под давлением, механизированная работа в среде углекислого газа или смеси, в основе которой лежит аргон. Сварка емкости аргоном должна идти в соотношении 82 % основного газа и 18 % углекислоты.
Ниже размещена таблица, в которой можно ознакомиться со способами сварки, рекомендуемыми специалистами. Они разбиты по типам сварных швов, используемым для создания различных емкостей, и методам сборки резервуаров, включающим полистовой, рулонный и комбинированный.
Изготовления герметичной емкости ручной дуговой сваркой требует больших удельных тепловложений. Это способствует повышенной вероятности деформации конструкции при сварке, при этом работа происходит с низкой производительностью. Исходя из этого, следует ограничить использование данного метода для сборки емкостей.
Таблица № 1. Рекомендуемые специалистами способы сварки при рулонной сборке резервуаров.
Вид сварного соединения
Способ его создания
Стыковые соединения краев днища емкости
1. Механизированная сварка в среде углекислого газа.
2. Механизированная сварка с использованием порошковой проволоки
Соединения центральных частей днища
1. Автоматическая сварка с защитой флюсом.
2. Механизированная сварка с применением порошковой проволоки.
3. Механизированная сварка в углекислоте
Стыковые швы стенок
1. Механизированная сварка с защитой углекислым газом
Уторные соединения стенок и днища
1. Механизированная сварка в среде углекислоты.
2. Механизированная сварка с использованием порошковой проволоки.
3. Автоматическая сварка под защитой флюсом
Сварные швы каркаса у крыши при создании блоков
1. Механизированная сварка в углекислоте
Соединения патрубков и люков на крыше и стенках резервуара
1. Механизированная сварка под защитой углекислоты
Сварные швы при соединении крыши и колец жесткости со стенками
2. Сварка ручная дуговая
Сварные соединения при настиле крыши
1. Механизированная сварка в углекислоте.
Сварные швы плавающей крыши и понтонов
· В ветреную погоду сварка под углекислым газом должна происходить с использованием технологии, позволяющей увеличить стойкость струи защитного газа и устойчивость к образованию пор. Либо нужно обеспечить рабочую зону ограждениями, препятствующими проникновению ветра.
· Любой из перечисленных швов может быть выполнен методом ручной дуговой сварки
Таблица 2. Рекомендуемые способы сварки емкостей при полистовой и комбинированной сборке.
Рекомендуемый способ его создания
1. Автоматическая сварка с принудительным созданием шва проволокой (активированной или порошковой).
2. Механизированная сварка в среде углекислого газа
Горизонтальные соединения на стенках
1. Автоматическая сварка под защитой флюсом.
2. Механизированная сварка в углекислом газе.
3. Сварка порошковой проволокой с полупринудительным созданием шва
Требования к оборудованию для сварки емкостей
Существует ряд требований, предъявляемых к оборудованию для производства резервуаров и емкостей. Оно должно обеспечивать:
- высокое качество швов;
- отличную скорость сварки;
- недопущение прожогов и коробления конструкций;
- небольшое время на обработку изделия после окончания сварки;

- малое количество выбрасываемых в ходе работ газов и небольшое разбрызгивание материала – этого можно достигнуть автоматической регулировкой тока;
- точность установленных параметров проплавления и вложения тепла.
Возможность регулировки проплавления, а также тепловложения позволяет снизить вероятность прожога изделий, чего требуют современные стандарты.
Особенности сварки габаритных металлических емкостей
Сварка стальных резервуаров больших размеров имеет свои особенности. Это длинные швы, работа в различных пространственных положениях и пр. Все это приводит к разнообразию вариантов средств и способов проведения сварки, а также материалов для ее проведения.
Значительная протяженность сварных швов является основной особенностью производства крупногабаритных емкостей из металла. Для таких работ больше всего подходит механизированный способ. Но при изготовлении резервуаров очень больших размеров часть сварочных операций приходится переносить на монтажную площадку.
Еще одной особенностью изготовления резервуаров большого размера стало использование в качестве материала сталей разных марок и толщины. Кроме того, важно обеспечить возможность сварки некоторых элементов конструкции в разном пространственном положении.
Наиболее важными частями крупногабаритных емкостей являются большие металлические листы. К ним, а также к качеству сварных швов предъявляются особые требования.
Выбор материалов, а также средств и способов сварки базируется на разнообразии всех вышеперечисленных особенностей. Например, надежность швов достигается сочетанием технологии и контроля сварки, основного, а также дополнительного (сварочного) материала, формы металлической конструкции.
Металлические резервуары большого размера изготавливают механизированным способом, с помощью электрошлаковой или автоматической сварки под защитой флюсом. Работа с патрубками, короткими швами в неудобном положении, технологической оснасткой идет, как правило, ручным методом покрытыми электродами. Может также использоваться сварка емкости для воды с использованием порошковой проволоки, а также механизированная с защитой углекислотой.
Присоединение деталей в вертикальном положении к крупногабаритным емкостям из сталей может проводиться с помощью электрошлаковой сварки. Это происходит исключительно в единичных технологических процессах. Электрошлаковая сварка пришла на смену ручной, дав возможность в несколько раз нарастить производительность труда, снизив затраты на изготовление продукции.
Почему работу лучше поручить специалистам
Опыт и высокая квалификация мастеров позволяет им выполнять заказы в соответствии с общепринятыми нормами и требованиями. Их основная работа – сварка емкостей, и они ее делают с высоким профессионализмом. Кроме того, специалисты могут изготавливать резервуары и емкости прямо у заказчика, что очень важно при работе с крупногабаритными изделиями. Данную услугу предлагают многие компании.
Индивидуальный заказ на изготовление емкости дает возможность скрупулезного расчета размеров и материала, соответствующего назначению.
Помимо всего прочего, в профессиональных мастерских проводится сварка емкостей из листового металла, цена которых соразмерна высокому качеству этих изделий.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технологии сварки резервуаров, сосудов, аппаратов и емкостного оборудования

Сварка металлоконструкций резервуаров является основным способом сборки емкостей при их производстве. Для вертикальных резервуаров, изготовляемых методом рулонирования, в заводских условиях свариваются стальные заготовки до получения нужного размера рулонируемого полотнища. На строительной площадке опять же применяется сварка: полотнища свариваются в единый цилиндрический корпус, который приваривается к днищу и к которому приваривается крыша и другие вспомогательные конструкции. Горизонтальные резервуары, состоящие из полотнища, днищ и опор, полностью свариваются в заводских условиях до получения уже готового к монтажу изделия. На объекте к корпусу привариваются лестница, площадка обслуживания и горловина.
В данной статье мы рассмотрим процедуры различных типов сварочных работ, выполняемых на Заводе.
Технологии сварки
Выбор подходящей технологии напрямую зависит от металлопроката, его толщины, и направлен на сохранение прочного соединения, которое способно выдержать сложные условия эксплуатации изделия.
Сваркой называется технологический процесс получения неразъемного соединения путем создания межатомных связей свариваемых элементов. При сварке на элементы осуществляется воздействие трех типов:
- механическое
- термическое
- комбинация механического и термического
В первом случае предполагается деформация деталей под физическим воздействием, при котором элементы соединяются на молекулярном уровне в процессе перехода механической энергии в кинетическую, результатом которой становится нагрев поверхности до температуры сварки.
Второй тип характеризуется выполнением сварочных работ с использованием дополнительных материалов и при обязательном нагреве поверхностей за счет различных источников тепла. Простыми словами, во время нагрева деталей их края плавятся, и расплавленное вещество заполняет пространство между свариваемыми элементами.
Термомеханическая сварка отличается сочетанием двух процессов: внешнего воздействия (например, давление) и нагрева.
На Саратовском резервуарном заводе, в основном, применяется термическая сварка металлоконструкций резервуаров, которая также делится на несколько видов в зависимости от типа источника энергии.
Особенности термической сварки
Процесс термической сварки сопровождается образованием сварочной ванны из основного и присадочного металла, получаемой в результате термического воздействия от сварочной дуги, пламя газа, потока лучей или термита.
Дуговая сварка происходит под воздействием электрического разряда в среде газов при ионизации дугового пространства. Сварочные работы, а именно, подача электрода, может производится в ручном режиме, полуавтоматическом и автоматическом. В зависимости от материала и количества электродов выделяют сварку плавящимся или неплавящимся электродом дугой прямого действия, а также сварку косвенной или трехфазной дугой.
Газовая (газоплазменная) сварка очень удобна для проведения работ на строительных площадках или других местах без возможности подвода электричества. Пламя, полученное при горении смеси горючих газов в кислородной среде, - вот источник тепла, не требующий электрического питания, и за счет которого происходит расплавление стыкуемых поверхностей. В качестве газов применяется, в основном, пропан. Нагрев пламенем и затем остывание полученного шва происходит постепенно, что очень важно при сварке элементов из цветных металлов или тонкостенной стали.
Лучевая сварка происходит в вакууме под воздействием светового луча или потока электронов и применяется в радиодеталях, схемах и иных микроизделий, в связи с чем мы не будем подробно ее описывать.
Термитная сварка осуществляется под воздействием порошковой смеси алюминия, магния и металлической окалины, горение которой нагревает поверхности, соединяется с ними и образует сварочный шов. Результатом становится высокопрочное соединение, позволяющее использовать этот метод для работы с крупногабаритными деталями.
Для соединения изделий толщиной более 5 см и до 3-х метров подходит только электрошлаковая сварка. Для ее выполнения детали устанавливаются вертикально и закрываются подвижными медными ползунами с водяным охлаждением. В горизонтальный поддон размещается флюс, под которым зажигается дуга. В результате флюс плавится и начинает проводить ток, тем самым соединяя свариваемые детали с присадочным материалом. Этот способ максимально подходит для сварки изделий в промышленных масштабах.
Механический и термомеханический типы сварки
За счет механических способов воздействия, таких как, например, ультразвук, давление, трение, взрыв, на поверхности происходит их нагрев, за счет которого расплавленные кромки соединяются.
Термомеханическая сварка применяется в тех случаях, когда другие способы сварки не позволяют получить ровный и качественный шов. Так, среди таких методов выделяют кузнечную, контактную и диффузионную сварку, которые подходят для работы с мелкими изделиями.
Ниже мы рассмотрим используемые на Заводе способы сварки более подробно. На все нижеприведенные способы специализированными сотрудниками САРРЗ получены Свидетельства НАКС.
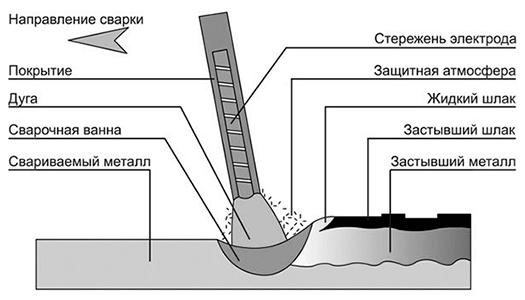
Ручная дуговая сварка покрытыми электродами (РД)
Этот способ применяется для соединения элементов, выполненных из углеродистых марок стали обычного качества, а также качественных, низколегированных, легированных, жаропрочных и жаростойких марок стали.
Такая сварка выполняется за счет зажиганием электрической дуги, которое происходит в результате касания электродов к элементу. В процессе работы необходимо поддерживать длину дуги, перемещая электроды. За счет образования короткого замыкания в том месте, где электрод касается изделия, металл нагревается, происходит возгорание дуги, результатом чего материал электрода или используемой проволоки переносится в место соединения. По мере плавления электрод перемещается вдоль свариваемого соединения по траектории, которая зависит от типа и формы шва, свойств металла и самого изделия.
За счет нагрева и расплавления поверхностей свариваемых деталей происходит выделение газа и образование шлака, который образует защитный слой и предотвращает контакт поверхности и окружающего воздуха. Сварочные газы параллельно вытесняют кислород и азот из зоны сварки, что способствует качественному выполнению шва. Таким образом, состав покрытия электродов защищают сварочную ванну, а также способствуют очистке металла уже после завершения сварки.
Покрытые электроды, используемые в качестве посредника при передаче тока от его источника к металлу, имеют вид стержня с покрытием длиной 250-700 мм. Для установки электрода в держатель один из концов стержня не имеет покрытия.
Преимуществами ручной дуговой сварки покрытыми электродами является возможность выполнения работ в труднодоступных местах, в неудобных свариваемых положениях. Универсальность, способность сваривать большой диапазон сталей и конструкций соединяемых изделий.
Автоматическая сварка под флюсом (АФ)
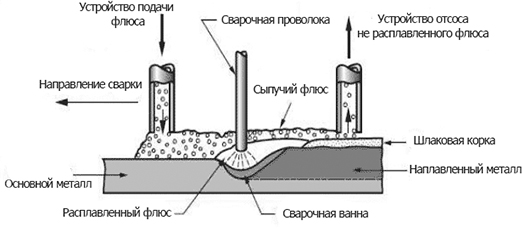
Сварка под флюсом относится к дуговому способу сварки, но с применением флюса в качестве защиты сварочной ванны и выполняемой автоматическими сварными аппаратами. Этим методом выполняются стыковые и угловые швы на металлах из углеродистых, легированных и высоколегированных марок.
Автоматическая сварка, с одной стороны, ускоряет процесс работы за счет высокой скорости подачи сварочной проволоки и движения дуги. С другой стороны, выполнение швов при помощи автоматизированных аппаратов требует более тщательной подготовки поверхности.
В качестве защиты сварочной ванны применяется флюс - порошковое, гранулированное, пастообразное или жидкое вещество, которое напрямую подается в зону сварки. Химический состав флюса защищает место сварки от воздействия кислорода, который приводит к более быстрому окислению шва, тем самым разрушая все изделие в целом.
Среди основных преимуществ этого способа можно перечислить широкую сферу использования, в том числе на крупносерийных производствах, высокую скорость сварки, а также качество выполненных швов, которое так важно при изготовлении изделий для ответственных отраслей промышленности.
Механизированная сварка плавящимся электродом в среде активных газов (МП)
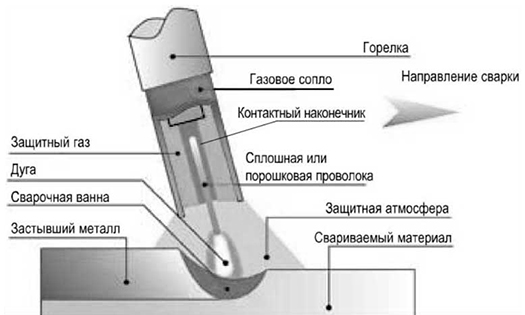
Данный вид сварки также относится к дуговой сварке, выполняемой полуавтоматическим способом, то есть подача проволоки осуществляется автоматически, а перемещение дуги вдоль сварного шва производит сварщик.
Применяется для соединения элементов из среднеуглеродистых и низкоуглеродистых марок стали толщиной от 4 мм до 50-80 мм.
В процессе механизированной сварки электрод и поверхность металла плавятся. Расплавленный состав автоматически подается в сварочную ванну для перемешивания. Уже перемешанный состав заполняет пространство между свариваемыми деталями.
В качестве защиты сварочной ванны от окисления кислородом используется углекислый газ. Дополнительным оборудованием, кроме автоматических и полуавтоматических сварочных аппаратов тракторного типа, выступают баллоны с углекислым газом, подогреватели газа и осушители.
Использование механизированной сварки в углекислом газе позволяет выполнять высокотехнологичные и качественные швы, в том числе в труднодоступных местах, что очень актуально в процессе производства емкостного оборудования для нефтегазовой и химической отраслей.
Это может быть полезно
| Русский термин | Европейская аббревиатура | Американская аббревиатура | Наименование на английском языке |
|---|---|---|---|
| ручная электродуговая сварка покрытыми электродом | EA | MMA | manual metal arc welding |
| AA | SMAW | shielded metal arc welding | |
| механизированная дуговая сварка самозащитной порошковой проволокой | EA | FCAW | flux-cored wire metal arc welding without gas shield |
| AA | FCAW | flux-cored arc welding | |
| дуговая сварка под флюсом | УА/АА | SAW | submerged-arc welding |
| механизированная сварка плавящимся электродом в среде защитных газов | EA | MIG/MAG | gas shielded metal arc welding |
| AA | GMAW | gas metal arc welding | |
| механизированная сварка плавящимся электродом в инертном газе | EA | MIG | metal-arc inert gas welding |
| AA | GMAW | gas metal arc welding | |
| механизированная сварка плавящимся электродом в среде активных газов | EA | MAG | metal-arc active gas welding |
| AA | GMAW | gas metal arc welding | |
| механизированная сварка порошковой проволокой в среде активных газов | EA | FCAW | flux-cored wire metal arc welding with active gas shield |
| AA | FCAW | flux-cored arc welding | |
| механизированная сварка порошковой проволокой в инертном газе | EA | FCAW | flux-cored wire metal arc welding with inert gas shield |
| AA | FCAW-S | flux-cored arc welding | |
| ручная дуговая сварка неплавящимся электродом в инертном газе | EA | TIG | tungsten inert gas welding |
| AA | GTAW | gas tungsten arc welding |
- Русские аббревиатуры способов сварки
РД - ручная дуговая сварка покрытыми электродами (111);
РДВ - ванная ручная дуговая сварка покрытыми электродами;
РАД - аргонодуговая сварка плавящимся электродом (131);
МП - механизированная сварка плавящимся электродом в среде активных газов и смесях (135);
ААД - автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ - автоматическая сварка плавящимся электродом в среде активных газов и смесях;
ААДП - автоматическая аргонодуговая сварка плавящимся электродом;
АФ - автоматическая сварка под флюсом (12);
МФ - механизированная сварка под флюсом;
МФВ - ванная механизированная сварка под флюсом;
МПС - механизированная сварка самозащитной порошковой проволокой (114);
МПГ - механизированная сварка порошковой проволокой в среде активных газов (136);
МПСВ - ванная механизированная сварка самозащитной порошковой проволокой;
МСОД - механизированная сварка открытой дугой легированной проволокой;
П - плазменная сварка (15);
ЭШ - электрошлаковая сварка;
ЭЛ - электронно-лучевая сварка;
Г - газовая сварка (311);
РДН - ручная дуговая наплавка покрытыми электродами;
РАДН - ручная аргонодуговая наплавка;
ААДН - автоматическая аргонодуговая наплавка;
АФЛН - автоматическая наплавка ленточным электродом под флюсом;
АФПН - автоматическая наплавка проволочным электродом под флюсом;
КТС - контактно-точечная сварка;
КСС - контактная стыковая сварка сопротивлением;
КСО - контактная стыковая сварка оплавлением;
ВЧС - высокочастотная сварка.
Читайте также: