Оборудование для выполнения сварочных работ
Обновлено: 20.09.2024
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).
Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги (См. Сварочная дуга) в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке (См. Газопламенная обработка) — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа).
Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (α и β), одна из которых (β) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки (См. Контактная электросварка) применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.
Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического (См. Дроссель электрический), коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями.
Газовый генератор — аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый).
Сварочный автомат для дуговой сварки — комплекс механизмов и приборов (рис. 4), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы (См. Сварочный трактор) — переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами (рис. 5).
Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах (См. Сварка в защитных газах), сварку открытой дугой и сварку под флюсом (См. Сварка под флюсом). Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке (См. Газовая сварка) для регулирования сварочного пламени, называется сварочной горелкой (См. Сварочная горелка).
Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны.
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса.
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Полезное
Смотреть что такое "Сварочное оборудование" в других словарях:
Сварочное оборудование — Термины рубрики: Сварочное оборудование Автомат для дуговой сварки Автомат сварочный Агрегат сварочный Аппарат сварочный … Энциклопедия терминов, определений и пояснений строительных материалов
сварочное оборудование для соединения полиэтиленовых труб и деталей с высокой степенью автоматизации — Сварочный аппарат (машина), имеющий компьютерную программу основных параметров сварки, компьютерный контроль за их соблюдением в ходе технологического процесса, компьютерное управление процессом сварки и последовательностью этапов… … Справочник технического переводчика
сварочное оборудование для соединения полиэтиленовых труб и деталей со средней степенью автоматизации — Сварочная машина, имеющая частично компьютеризированную программу основных параметров сварки, полный компьютеризованный контроль за соблюдением режима сварки по всему циклу, а также осуществляющая регистрацию результатов сварки и их последующую… … Справочник технического переводчика
СВАРОЧНОЕ ОБОРУДОВАНИЕ И ОСНАСТКА — комплекс основного и вспомогательного оборудования и оснастки, применяемых при сварке. Основное оборудование включает источники питания сварочной дуги постоянным или переменным током и сварочную аппаратуру для электро и газовой сварки. Основные… … Морской энциклопедический справочник
аттестованное сварочное оборудование — 3.1.3 аттестованное сварочное оборудование: Сварочное оборудование, прошедшее аттестацию и имеющее свидетельство об аттестации в соответствии с требованиями title= Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и… … Словарь-справочник терминов нормативно-технической документации
подводное сварочное оборудование — Технические средства и приспособления, предназначенные для сварки и резки металлов, осуществляемых при полном погружении зоны дуги в воду. [ГОСТ Р 52119 2003] Тематики техника водолазная Обобщающие термины средства обеспечения водолазных работ … Справочник технического переводчика
подводное сварочное оборудование — 132 подводное сварочное оборудование: Технические средства и приспособления, предназначенные для сварки и резки металлов, осуществляемых при полном погружении зоны дуги в воду. Источник: ГОСТ Р 52119 2003: Техника водолазная. Термины и… … Словарь-справочник терминов нормативно-технической документации
Оборудование механическое для сварки — Оборудование механическое для сварки – оборудование, предназначенное для установки свариваемых частей в удобное для сварки пространственное положение, перемещения их при сварке, а также для размещения и перемещения сварочного оборудования… … Энциклопедия терминов, определений и пояснений строительных материалов
Оборудование для сварочных работ

Оборудование для сварочных работ отличается в зависимости от выбранной технологии. Но одно требование должно соблюдаться всегда – результат должен соответствовать требованиям качества, а работа сварщика – быть безопасной и продуктивной.
В нашей статье мы расскажем не только о видах оборудования, которые применяются при использовании различных сварочных технологий – плазменной, газовой, лазерной и т. д., но и приведем требования техники безопасности, которые нужно соблюдать.
Оборудование для сварочных работ электродуговой сваркой
Ручная дуговая сварка выполняется при помощи генераторов, трансформаторов или выпрямителей. На выбор установок влияет тип и сложность предстоящей обработки. Для оборудования важно соответствие определенным требованиям. Оно должно:
- иметь специальное устройство, позволяющее контролировать силу тока;
- функционировать без нарушений в случае замыкания;
- работать на холостом ходу, поддерживая сварочную дугу, при разомкнутой электрической цепи;
- иметь высокие динамические возможности, позволяющие восстановить работоспособность после замыкания;
- обладать внешними показателями.
Оборудование для сварочных работ, используемое в домашних условиях, имеет несколько отличий. Первое заключается в максимальных значениях электрического тока. Второе – во времени, необходимом для работы и выработки максимального тока.

Для работы генератора необходим постоянный ток, обеспечивающий бесперебойную стабильную сварочную дугу. Конструктивно устройство состоит из:
- статора с магнитными полюсами;
- якоря с коллекторами и обмоткой.
При вращении якоря в магнитном поле, создаваемом полюсами статора, обмотки вырабатывают переменный ток, преобразуемый коллекторами в постоянный.
Якорь приводится в движение электродвигателем, расположенном с ним на одном валу. Оборудование носит название сварочного преобразователя. Установки для сварочных работ оснащаются двигателями внутреннего сгорания, служащими для запуска вращающего устройства. Они отличаются возможностью сваривать заготовки, не прибегая к использованию внешних источников электроэнергии.
Рекомендуем статьи по металлообработке
Источником питания оборудования для сварочных работ является выпрямитель, включающий в себя регулирующее устройство, блок выпрямителей и трансформатор. Он обеспечивает электрическую дугу постоянным током, проходящим через первичную обмотку и блок кремниевых или селеновых выпрямителей. Для получения падающей внешней характеристики аппаратура для сварки оснащается дополнительным дросселем. При производстве стандартных выпрямителей используется трехфазная схема, преимуществами которой является большое число пульсаций напряжения, позволяющее равномерно распределить нагрузку в цепи.
За счет трансформаторов обеспечивается устойчивость электрической дуги. Следовательно, эта часть оборудования для сварочных работ должна соответствовать определенным параметрам. Стандартно такой величиной является падающая характеристика, поскольку многие трансформаторы используются для аргонодуговой сварки или обработки под флюсом.
Частота промышленного переменного тока в России соответствует 50 Гц. Задача трансформатора заключается в преобразовании высокого напряжения в более низкое – до уровня, который требуется для выполнения сварочных работ. Значение вторичного показателя напряжения с учетом холостого хода составляет 60–75 В, сила малого тока варьируется в пределах от 65 до 100 А. Стабильная электрическая дуга получается при напряжении 75–80 В.
Оборудование для газосварки
Для обеспечения эффективной защиты от огня трубы, генератора ацетилена и других элементов используется водяной затвор в виде обратной тяги из газовой горелки. Важно поддерживать определенный уровень воды в затворе. Располагается этот элемент оборудования для сварочных работ между горелкой и ацетиленовой трубой.

Цвет баллонов зависит от наполняющего их газа. Однако верхняя часть любого сосуда остается не окрашенной. Это необходимо для того, чтобы краска не вступила в контакт с газом. Другой технический нюанс заключается в запрете установки медных вентилей на баллоны с ацетиленом, поскольку существует риск взрыва в результате взаимодействия ацетилена и меди.
Полностью лишенный запаха и цвета О2 выступает в качестве катализатора, запуская процесс плавления при сварке. Кислород хранят и транспортируют в баллонах, давление в которых является постоянным.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Соблюдение правил безопасности при работе с кислородными баллонами является обязательным, поскольку вероятность возгорания возникает, например, при контакте газа с техническим маслом.
Запрещено присутствие источников тепла или прямого солнечного света в помещениях для хранения газовых баллонов.
Для получения кислорода для сварочных работ используется специальное оборудование, преобразующее атмосферный воздух.
В зависимости от чистоты существует три сорта кислорода:
- высший – концентрация газа составляет 99,5 %;
- первый – 99,2 %;
- второй – 98,5 %.
Вторым по распространенности газом является ацетилен, его применяют для сварочных работ, а также для резки металлов. Этот газ без цвета и запаха взрывается при нагревании или повышении давления. Для его производства используются карбид кальция и вода.
Несмотря на более высокую стоимость, он обладает определенными преимуществами, что обуславливает его востребованность при сварочных работах. Ацетилен обладает более высокой температурой горения по сравнению с дешевым метаном, пропаном или парами керосина.
Сварочный шов формируется из флюса и присадочной проволоки. Последняя не должна иметь механических загрязнений, коррозии. Металлическая нить может в определенных случаях заменяться полоской металла, аналогичного тому, из которого выполнена свариваемая заготовка.
Флюсы защищают сварную ванну от негативного воздействия внешней среды. Флюсовые смеси состоят из буры и борной кислоты, наносимых либо непосредственно на обрабатываемые детали, либо на присадочную проволоку.
Обойтись без флюса можно только при работе с углеродистыми сталями. Сваривать медь, алюминий и их сплавы без этого вещества невозможно.
Шланги в оборудовании для сварочных работ используются для подачи газов и горячих жидкостей. Поскольку они функционируют под давлением, то должны отвечать определенным техническим требованиям.
Выпускается три разновидности шлангов:
- с красной полосой – выдерживает давление до 6 атмосфер;
- с желтой полосой – предназначен для горючих веществ;
- с синей полосой – выдерживает давление до 20 атмосфер.
- Газовые горелки.
Для смешивания газов и паров горючих жидкостей используется смеситель горелки. Производители предлагают множество горелок, различающихся в зависимости от мощности, наличия инжектора и т. п.
Требуется в сварочном оборудовании с высоким давлением газа.
Этот элемент необходим для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого и обратного действия. Работа с сжиженными газами требует использования современных моделей с серебрением. Такое оборудование не допускает замерзания газа на выходе из баллона.
Так называется специальный рабочий стол для сварки. Оптимальным является пост с поворотной и фиксируемой столешницей. Также рабочее место должно оснащаться системой вытяжной вентиляции и местом для складирования и хранения оборудования и инструментов для сварочных работ.
Используемое оборудование для плазменной сварки
Оборудование для сварочных работ (для плазменной обработки) состоит из следующих элементов:
- горелки (плазматрона);
- источника питания (инвертора);
- баллона с плазмообразующим газом;
- баллона с защитным газом;
- системы водяного охлаждения;
- кабель-пакета.
Сварочная горелка является сложным устройством, состоящим из электродов, трубопроводов для подачи газов и охлаждающей жидкости, электрического кабеля для подачи питания к электроду.

На конструкцию горелки влияет мощность сварочного оборудования. Маломощные аппараты оснащаются горелками с выдвижным катодом, который за счет кнопки управления замыкается на анод-сопло и возбуждает дугу.
Ручная плазменная сварка выполняется при помощи горелки в форме пистолета, которую удобно держать в руках. Плазменно-водяная сварка осуществляется приспособлением для горения в форме пистолета, имеющего также разрядную камеру и парообразующее устройство.
Более мощное оборудование для сварочных работ оснащается горелками с неподвижным катодом. Оно состоит из:
- катода;
- полости для рабочего газа;
- полости для защитного газа;
- анода (с полостью для охлаждения);
- корпуса.
В горелках для мощного сварочного оборудования отсутствуют ручки, так как они крепятся непосредственно к манипуляторам или станкам.
Источником питания в оборудовании выступают инверторы, практически полностью вытеснившие трансформаторные источники энергии. Благодаря современным импульсным преобразователям на IGBT-транзисторах обеспечивается стабильный рабочий ток, регулируемый для работы оборудования на различных режимах.
Плазма образуется за счет воздуха, кислорода, аргона и азота.
Для создания защитной газовой среды используются инертные газы (сварочную ванную защищают азотом, аргоном, парами спирта или ацетона).
Сварочный аппарат и горелку соединяют кабель-пакетом, который состоит из:
- шлангов для подачи рабочего и защитного газов;
- шлангов для подачи и отвода водяного охлаждения;
- провода подачи основного тока;
- провода запуска электрической дуги;
- цепи системы управления.
В бытовых сварочных аппаратах к горелке подключены только провода подачи тока, соответственно в таком оборудовании речь идет об обычном кабеле электропитания.
Необходимое оборудование для лазерной сварки металла
Оборудование для лазерной сварки имеет разные габариты и мощность, но все оно функционирует на твердом или газообразном рабочем теле. Разница заключается в способе возникновения светового излучения. Обработка металлов на любом из типов станков выполняется одинаково.

Аппараты применяются в режиме непрерывного излучения. Для них характерны более высокие рабочие частоты, а также ограниченный КПД и мощность. Твердотельное оборудование используется при работе с малогабаритными и тонкостенными изделиями.
При необходимости сваривания более толстых заготовок требуется оборудование с газообразным рабочим телом. Возбуждение излучения в газовой среде происходит за счет электрического разряда. Такая аппаратура подходит для работы с заготовками толщиной до 20 мм. При данной технологии увеличивается мощность луча, а также повышается КПД. Оборудование для сварочных работ имеет сложное устройство с хрупкой стеклянной колбой.
Детали сложной конфигурации и толстые листовые металлы обрабатывают гибридными сварочными установками. Они имеют, помимо лазерной головки, горелку электродугового полуавтомата.
Присадочным материалом является проволока, заполняющая сварочный зазор и формирующая сварочный шов.
Требования к использованию сварочного оборудования
Требования к работе сварочного оборудования для электронно-лучевой сварки закреплены в «Правилах по эксплуатации высоковольтных электроустановок». Минимизировать риски получения производственных травм можно, укомплектовав рабочее место оператора-сварщика подъемно-транспортными механизмами (тельфером, тележкой и т. д.), а также надежно зафиксировав баллоны со сжатым и сжиженным газом.
Наибольшую опасность при газовой сварке представляет взрыв ацетилено-воздушной смеси в случае неправильной эксплуатации ацетиленовых генераторов, карбида кальция и горелок при обратном ударе пламени. Существует вероятность возгорания клапанов кислородных редукторов при попадании на них следов масел или резкого открывания вентиля газового баллона. Наиболее опасным является взрыв кислородного баллона, который находится под высоким давлением.
При неосторожном обращении с пламенем горелки возможно получение ожога мастером или возникновение пожара в помещении. Газовая сварка и резка металлов представляют опасность для зрения, видимые лучи отрицательно воздействуют на сетчатую и сосудистую оболочку глаз, невидимые инфракрасные лучи – на роговицу и хрусталик глаза.
Заниматься сварочными работами сварщики могут только после сдачи технического минимума по правилам техники безопасности.
Сварочные работы запрещено выполнять вблизи огнеопасных и легковоспламеняющихся материалов, включая бензин, керосин, паклю, стружки и т. п.
Если сварка выполняется на постоянной основе, то для работы требуется оборудовать помещение исходя из минимально необходимой для одного поста площади – 4 м 2 и прохода между рабочими местами – минимум 80 см. В помещении должна быть обеспечена хорошая вентиляция.
Работа со сварочным оборудованием, включая ручную и механизированную кислородную резку, сварку и другие виды газопламенной обработки требует использования газосварщиками и газорезчиками защитных очков закрытого типа со стеклами Г-1, Г-2 и Г-3. Плотность их стеклянных светофильтров должна соответствовать требованиям ГОСТ 9497-60 при расходе ацетилена до 750 дм3/ч – ГС-12. Вспомогательный персонал, работающий со сварщиками или резчиками должен обеспечиваться защитными очками со стеклами В-1, В-2 и В-3 в соответствии с требованиями ГОСТ 9497-60.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочное оборудование
Если вас интересуют различные модели сварочных аппаратов, то переходите в раздел «Сварочные аппараты».
Здесь же узнавайте, какое бывает сварочное оборудование, а также найдите некоторые технические характеристики, по которым оно подбирается.
Сварочное оборудование — что это такое, виды, особенности
Без сварочного процесса невозможно представить себе ни одну строительную площадку, промышленное производство или решение каких либо бытовых вопросов, и поэтому нет ничего удивительного в том, что сварочное оборудование обладает постоянным спросом. Сегодня в арсенале сварщиков находится множество способов и методов сварки: с использованием электродных или графитовых стержней с отличными проводящими свойствами, с применением специальных сварочных проволок, а также на основе газовых, плазменных, лазерных и других технологий.

Виды сварочного оборудования
- Электродуговая сварка. Один из способов соединения деталей электрической дугой при помощи сварочного трансформатора или инвертора. Температура дуги достигает значений более 5000 градусов – это выше температуры плавления любого известного металла. (Есть даже инверторные сварочные аппараты с пускозарядным устройством.)
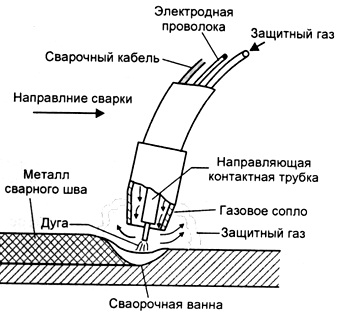
- Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.
- Ручная дуговая сварка (mma). Осуществление сварочного процесса при помощи покрытого металлического электрода. Ручное дуговое сваривание относится к наиболее старому и универсальному методу дуговой сварки. Узнать больше об аппаратах mma сварки.
- Сваривание под флюсом. Оборудование по данной технологии работает по методу сваривания электрической дугой. Образующаяся между деталью и бесконечным электродом дуга, не видна, так как она вместе с ванной расплавленного металла находится под слоем зернистого флюса. Шлак из расплавленного флюса осуществляет защиту зоны сваривания от влияния атмосферы.
- Газопламенная сварка. Оборудование газопламенной сварки обеспечивает плавление основного металла и присадочного материала в открытом пламени горелки. Постоянная работа такой горелки обеспечивается подачей одного или смеси горючих газов (жидкости) в смеси с кислородом.
- Электрошлаковая сварка. В основе работы оборудования электрошлаковой сварки лежит принцип проводимости расплавленного шлака, в объеме которого выделяется теплота при прохождении сварочного тока. Электрод с основным металлом связан через расплавленный шлак электрически. Благодаря выделяющейся в шлаковой ванне теплоты, температура поднимается выше плавления металлов. В результате кромки основного металла с электродом оплавляются и стекают на дно расплава с образованием ванны расплавленного металла.
- Термитная сварка. Технология термитной сварки обеспечивается порошкообразной смесью магния или алюминия при соединении с окалиной железа. В процессе реакции алюминий восстанавливает железо с окалины с выделением огромного количества тепла.

- Аргонодуговая сварка (TIG). Осуществляется в среде аргона – инертного газа. Может проводиться посредством плавящегося или неплавящегося электрода (применяется обычно вольфрамовый электрод).
- Плазменная сварка. В таком оборудовании для расплавления металла и присадки используется поток высокотемпературной плазменной дуги. Технология плазменной сварки во многом напоминает аргонодуговую сварку. (Узнать больше)
- Электронно-лучевая сварка. Для осуществления данного вида сварки применяется оборудование, преобразующее кинетическую энергию направленного в зону обработки пучка электронов в тепловую.
- Лазерная сварка. Сущность работы лазерного оборудования заключается в использовании энергии лазерного луча, который можно сконцентрировать и сфокусировать при помощи оптических линз на небольшом участке.
- Контактная сварка (стыковая сварка сопротивлением). Оборудование, которое обеспечивает образование неразъемных соединений металлических изделий методом нагрева их проходящим электрическим током при пластической деформации усилием сжатия зоны соединения. При контактной сварке решающая роль принадлежит электрическому сопротивлению зоны соединения, что является основанием для второго названия — электрическая стыковая сварка сопротивлением.
- Точечная сварка. Является разновидностью контактной сварки, методом соединения деталей по отдельным участкам соприкосновения, ограниченным площадью рабочих торцов электродов, которые передают усилие сжатия и подводят электрический ток. (Узнать больше)
- Стыковая сварка. Специальное оборудование стыковой сварки используется для соединения деталей из ПВХ, полиэтилена, полибутена по плоскости касания. Детали (фитинги, трубы) между собой при нагревании легко свариваются.
- Стыковая сварка непрерывным оплавлением. Оборудование контактной стыковой сварки обеспечивает эффективную технологию соединения стержней в результате подключения к ним электрического напряжения и при последующем соприкосновении образуют электрическую замкнутую цепь.
- Диффузионная сварка. Оборудование диффузионной сварки обеспечивает соединение деталей за счет сдавливания и нагрева соединяемых деталей без расплавления основного металла. Сваривание происходит в результате пластического деформирования имеющихся микронеровностей на поверхности свариваемых изделий при температурах ниже значений температуры плавления.
- Сварка высокочастотными токами. Особенность оборудования сварки высокочастотными токами заключается в обеспечении значительного концентриривания электромагнитной энергии в поверхностных слоях нагреваемого изделия и выделении тепловой энергии в массе обрабатываемого металла вследствие эффекта близости и поверхностного эффекта.
- Сварка трением. Процесс сварки трением является разновидностью сварки давлением, нагрев при которой осуществляется трением при перемещении (вращении) какой либо части свариваемого изделия.
Однако для выполнения качественного сварочного процесса основного оборудования будет недостаточно, поэтому очень важно правильно подобрать для этого дополнительное оборудование, оснастку и расходные материалы. К ним относятся электроды, щетки для съема шлака, сварочные маски, клеммы заземления различных видов, держатели электродов, электрические кабели, проволока, протяжные ролики и горелки и прочие необходимые элементы. От правильно выбранного оборудования, как основного, так и дополнительного, зависит качество сварного соединения и шва.
Оборудование для сварочных работ: разбираемся в инструментах сварщика

Оборудование для сварочных работ не ограничивается только аппаратом, а включает и другие устройства, которые могут пригодиться мастеру. Многое зависит от задач, которые поставлены перед сварщиком, но определенный минимальный набор присутствует всегда.
Чтобы приобретенное оборудование не разочаровало, необходимо не только разбираться в его характеристиках, но и знать некоторые правила выбора. В нашей статье мы расскажем, какими бывают такие аппараты, что нужно знать об их параметрах, а также поговорим, как приобрести то, что полностью будет соответствовать вашим требованиям.
Основные виды сварочных аппаратов
Оборудование для сварочных работ представляет собой комплексные приборы, в состав которых входят источники питания, система управления и некоторые вспомогательные компоненты.

Сварочные аппараты различают по составляющим, которые входят в их устройство:
- Трансформаторы. Преобразуют переменный ток, снижая его напряжение. Их предназначение – создание электрической дуги сваривания. Могут иметь такие функции как фазовая регулировка (тиристорные), стандартное и увеличенное магнитное рассеивание. Эти характеристики обуславливают работу и настройку каждой модификации сварочного инструмента с трансформатором.
- Выпрямители. Включают в себя блок полупроводников-диодов. Устройства понижают силу переменного тока и преобразовывают его, благодаря чему создаются качественные швы с равномерной глубиной. Во время эксплуатации данного прибора снижается разбрызгивание. Шов приобретает однородную структуру и становится устойчивым к внешним воздействиям. Кроме того, отпадает необходимость дополнительно очищать поверхности от капель расплавленного металла. Выпрямители функционируют с любыми типами электродов и сваривают любые сплавы и металлы.
- Инверторы. В состав такого оборудования входит сетевой выпрямитель, осуществляющий сглаживание переменного тока. Благодаря этому выпрямителю, а также трансформаторному блоку высокой частоты в инвертор поступает уже преобразованный постоянный ток высокой мощности и стабильности. За счет таких элементов устройство поддается детальной настройке и может выполнять разнообразные операции при помощи всех существующих электродов с практически 100 % точностью.
- Полуавтоматы. Используются в целях эксплуатации в газовой среде. В зоне сваривания применяются разные вещества. Они бывают инертными, например, гелий или аргон, либо активными – азот, кислород или углекислый газ. На выбор вещества влияют характеристики соединяемых материалов. При этом электроды в автоматическом режиме поступают к месту сварки. Нюансы сварки можно настраивать и регулировать как собственноручно, так и доверить это механике. Это позволяет добиться ровного и высококачественного шва, снизив затраты времени на смену электрода. Такие устройства используются в промышленных условиях для выполнения больших объемов работ.
- Сварочные аппараты TIG. Функционируют в инертном защитном газе. Для работы необходимы графитовые или вольфрамовые неплавящиеся электроды. Необходимо применять дополнительные присадки, так как при эксплуатации устройства отсутствуют капли расплава. С помощью этих присадок можно регулировать свойства шва. Сварочное оборудование TIG работает и с переменным, и с постоянным током.
- Точечная сварка. В данном случае создается давление на зону сваривания в момент его зажатия меж двумя медными электронами внахлест. При этом проходящая через них электрическая дуга осуществляет локальный расплав материала. Затем клещи начинают еще больше зажимать участок соединения и состав кристаллизуется. Данный способ применим для работы с металлическими листами.
- Устройства плазменной резки. Функционируют за счет создания ионизированного газового потока при помощи электрической дуги. Данная плазменная струя разрезает материал практически моментально. Приборы используются как в бытовых условиях, так и для решения промышленных задач.
- Напряжение. Бытовым устройствам достаточно 220 В, а промышленным – не менее 380 В.
- Потребляемая мощность. Предопределяет потенциал устройства и измеряется в киловаттах. Мощность влияет на максимально возможную величину сварочного тока.
- Продолжительность включения. Демонстрирует процентное соотношение режима функционирования к режиму отдыха на максимальных показателях силы тока за десятиминутный интервал. Скажем, ПВ 50 % означает, что из 10 минут устройство будет работать лишь 5. Трансформаторы, чаще всего, имеют 50-60 % ПВ. Инверторы являются более выносливыми, так как их ПВ находится в пределах 70-80 %.
- Напряжение холостого хода. Чем выше напряжение, тем легче образуется дуга.
- Габаритные размеры и масса. Данные параметры влияют на степень удобства при размещении и транспортировке устройства. На данный момент инверторы без особых усилий поддаются воздействию одного человека.
- Вращатели сварочные универсальные. Используются с целью фиксации изделия в комфортном для сварки положении, а также для его вращения со сварочной скоростью во время автоматической сварки круговых швов. Существуют вертикальные и горизонтальные вращатели, которые отличаются по оси, относительно которой они вращают изделия. Роликовые варианты способны вращать крупногабаритные изделия цилиндрической формы (последний до 200 т).
- Колонны для сварочных автоматов. Служат для перемещения сварочных устройств во время дуговой сварки прямолинейных и кольцевых швов изделий, которые располагаются на манипуляторах, вращателях и пр. Модель Т11040 является стационарной, а Т31040 перемещается за счет рельс. Их консоль можно перемещать как горизонтально, так и вертикально.
- Сварочные столы. Необходимы для фиксации изделий во время ручной и полуавтоматической электросварки, а также газовой сварки и резке. Оснащены осветительными приборами, системой вентиляции, местом для электродов, ящиком для инструментария и пространством для расположения отходов.
- Манипуляторы. Применяются в целях перемещения сварочной головки по прямолинейной траектории во время сварки вдоль и поперек станины манипулятора.
- Электродержатель. Это приспособление удерживает электрод и помогает создать контакт с массой. Через электродержатель ток от источника дуги переходит на электрод, что и позволяет создать сварочную дугу. Уровень его качества влияет на степень удобства во время сварочных мероприятий и безопасность работы. Устройство должно иметь небольшой вес, компактные размеры и быть удобным для пользователя, не создавая напряжений в руке.
- Молоток сварщика. Представляет собой легкий и небольшой по размерам молоток, один конец которого заострен в целях отбивки шлака. Этим приспособлением осуществляется проверка качества полученного соединения.
- Стальная щетка и зубило. Такая щетка нужна для подготовки изделия к сварке. С помощью нее удаляется слой ржавчины, создающий помехи для контакта с электродом. В свою очередь, зубило предназначено для устранения дефектов сварки, путем вырубки проблемных участков шва. Помимо всего прочего, при подгонке заготовок пользователю может понадобиться угловая шлифовальная машинка с отрезным диском по металлу.
- Функциональные особенности и предназначение. Этому следует уделять самое пристальное внимание. Выберите такое устройство, которое позволит решать стоящие именно перед вами задачи. Иными словами, здесь все зависит от специфики вашей работы.
- Соответствие ГОСТу. Во избежание целого ряда проблем убедитесь в соответствии устройства современным ГОСТам. В противном случае вы рискуете взять себе низкокачественный аппарат, с помощью которого вы не сможете добиться поставленных целей.
- Место приобретения. Приобретать оборудование стоит лишь в официальных представительствах и фирменных магазинах. В противном случае есть вероятность покупки подделки.
- Стоимость. На данный момент существует большое разнообразие в стоимости сварочного оборудования. По мнению специалистов, устройство не должно быть слишком дешевым, ведь в таком случае вы можете наткнуться на недолговечную модель. По этой причине ориентируйтесь на средний уровень цен.
- Реальные отзывы покупателей. Перед покупкой ознакомьтесь с современными отзывами владельцев конкретной модели. Тем самым вы узнаете, сходятся ли указанные производителем данные с реальностью.
Параметры сварочных аппаратов
Для более наглядного примера проанализируем основные параметры ручных сварочных аппаратов. Сюда относятся трансформаторы, выпрямители и продукты полупроводниковых технологий – инверторы. Они позволяют скреплять между собой практически любые металлы и сплавы, будь то алюминий, нержавейка и т.д.

Наиважнейшими характеристиками выступают:
Помимо всего прочего необходимо помнить про требования к работе сварочного оборудования. Мастер по сварке должен понимать, проводом какого сечения следует осуществлять заземление сварочного трансформатора. Большая часть моделей может функционировать с медным кабелем диаметром 6 мм.
Альтернативным материалом может выступить стальной прут, сечение которого должно быть как минимум 12 мм в диаметре.
Промышленность использует устройства с несколькими постами сварки. Чтобы регулировать характеристики тока нужно подключать балластный реостат к каждому посту.
Механическое оборудование для сварочных работ

Существуют приборы, предназначенные для подвески механизма подачи шлангового полуавтомата и шланга с горелкой для комплексно-механизированного стационарного рабочего места (к примеру, Т408).
Схожее с ним устройство Т407 работает за счет велосипедной тележки и двух плечей шарнирной консоли с обширной зоной обслуживания. На современном рынке имеются и другие приспособления для более комфортной сварки.
Большое распространение имеют производственные модули дуговой сварки, представляющие собой роботизированные комплексы (РТК) на основе промышленных автоматов (ПРДС-01 и др.) и гибкие модули плазменной резки на основе робота ПРПР-01.
Существует РТК для дуговой сварки массивных конструкций на основе промышленного робота РМ-01, имеющая систему управления «Сфера-56», а также четыре однокоординатных вращателя, грузоподъемность которых составляет 800 кг.
Дополнительное оборудование и инструменты сварщика
В данную категорию можно отнести следующие устройства:
Защитное оборудование и одежда для сварочных работ
В процессе своей деятельности сварщику нужно помнить о технике безопасности, ведь он работает с металлом и шлаком высокой температуры, при условиях яркого свечения дуги и выделения токсичных газов и аэрозолей.
Плюс ко всему, пренебрежительное отношение к правилам безопасности нередко влечет за собой поражение электрическим током. Для минимизации вышеописанных рисков сварщик должен использовать специальные средства защиты.
Сварочная маска или щиток
Базовые защитные средства, которые необходимы для обеспечения общей сохранности лица пользователя и в частности его глаз. Они отличаются между собой по способу фиксации: маска закрепляется на голове, а щиток необходимо выставлять рукой. Материалами для изготовления масок и щитков обычно являются пластик или электрокартон (фибру).

По данным ГОСТа подобного рода средства должны включать в себя защитное стекло и подложку из органического стекла. Для защиты глаз от свечения дуги стекло должно быть либо затемнено, либо иметь фильтр «хамелеон», который автоматически становится темным при увеличении яркости дуги.
Последний вариант является наиболее удобным, но достаточно дорогим в сравнении с обычным темным стеклом. Уровень затемнения следует выбирать с учетом условий работы. При этом в «хамелеоне» можно самостоятельно регулировать этот параметр.
Если планируется сварка в сложных условиях, рекомендуется приобрести маску с фильтром для дыхания, либо внешней системой подачи кислорода. Существуют также маски с возможностью фиксации каски и наушников.
Одежда и прочие элементы защиты
В данном случае используются негорючие и нетлеющие материалы, например, брезент, кожа, резина. Обувь должна обладать прочностью, так ее предназначение состоит в защите не только от искр и расплавов, но и от падения на ногу металлического изделия.
Наиболее практичный вариант – ботинки, изготавливаемые из толстой кожи или резиновые сапоги.
До начала сварки следует полностью застегнуть одежду. Кроме того, она должна быть заранее подогнана под телосложение сварщика с целью избежать попадания капель раскаленного материала в складки, а также защитить кожные покровы от опасного воздействия горящей дуги.
Следующее не менее важное средство защиты – резиновые коврики (хотя могут использоваться и другие диэлектрические материалы). Они обеспечивают защиту пользователя от удара электрическим током.
Следует упомянуть, что сварщику необходимо заранее проверить оборудование на предмет поломок, удостовериться в наличии заземления, качественном закреплении всех кабелей и в целостности их изоляции.
Кроме того, стоит убедиться в стабильности электрического контакта обратного провода на детали, плотности фиксации свариваемых деталей друг к другу и т.д.
Критерии выбора сварочного оборудования
К выбору сварочного устройства нужно относиться очень серьезно, ведь свойства оборудования окажут непосредственное влияние на конечный результат работ.
Профессионалы советуют ориентироваться на следующие критерии:
В процессе выбора оборудования для проведения сварочных работ помните о том, что оно должно соответствовать всем вашим предпочтениям и быть способным выполнить поставленные задачи.
Профессионалы рекомендуют приобретать продукцию проверенных временем брендов, так как такие фирмы ценят заработанную лояльность своих клиентов.
Читайте также: