Оборудование и материалы применяемые при выполнении сварочных работ
Обновлено: 17.05.2024

Оборудование для сварочных работ отличается в зависимости от выбранной технологии. Но одно требование должно соблюдаться всегда – результат должен соответствовать требованиям качества, а работа сварщика – быть безопасной и продуктивной.
В нашей статье мы расскажем не только о видах оборудования, которые применяются при использовании различных сварочных технологий – плазменной, газовой, лазерной и т. д., но и приведем требования техники безопасности, которые нужно соблюдать.
Оборудование для сварочных работ электродуговой сваркой
Ручная дуговая сварка выполняется при помощи генераторов, трансформаторов или выпрямителей. На выбор установок влияет тип и сложность предстоящей обработки. Для оборудования важно соответствие определенным требованиям. Оно должно:
- иметь специальное устройство, позволяющее контролировать силу тока;
- функционировать без нарушений в случае замыкания;
- работать на холостом ходу, поддерживая сварочную дугу, при разомкнутой электрической цепи;
- иметь высокие динамические возможности, позволяющие восстановить работоспособность после замыкания;
- обладать внешними показателями.
Оборудование для сварочных работ, используемое в домашних условиях, имеет несколько отличий. Первое заключается в максимальных значениях электрического тока. Второе – во времени, необходимом для работы и выработки максимального тока.

Для работы генератора необходим постоянный ток, обеспечивающий бесперебойную стабильную сварочную дугу. Конструктивно устройство состоит из:
- статора с магнитными полюсами;
- якоря с коллекторами и обмоткой.
При вращении якоря в магнитном поле, создаваемом полюсами статора, обмотки вырабатывают переменный ток, преобразуемый коллекторами в постоянный.
Якорь приводится в движение электродвигателем, расположенном с ним на одном валу. Оборудование носит название сварочного преобразователя. Установки для сварочных работ оснащаются двигателями внутреннего сгорания, служащими для запуска вращающего устройства. Они отличаются возможностью сваривать заготовки, не прибегая к использованию внешних источников электроэнергии.
Рекомендуем статьи по металлообработке
Источником питания оборудования для сварочных работ является выпрямитель, включающий в себя регулирующее устройство, блок выпрямителей и трансформатор. Он обеспечивает электрическую дугу постоянным током, проходящим через первичную обмотку и блок кремниевых или селеновых выпрямителей. Для получения падающей внешней характеристики аппаратура для сварки оснащается дополнительным дросселем. При производстве стандартных выпрямителей используется трехфазная схема, преимуществами которой является большое число пульсаций напряжения, позволяющее равномерно распределить нагрузку в цепи.
За счет трансформаторов обеспечивается устойчивость электрической дуги. Следовательно, эта часть оборудования для сварочных работ должна соответствовать определенным параметрам. Стандартно такой величиной является падающая характеристика, поскольку многие трансформаторы используются для аргонодуговой сварки или обработки под флюсом.
Частота промышленного переменного тока в России соответствует 50 Гц. Задача трансформатора заключается в преобразовании высокого напряжения в более низкое – до уровня, который требуется для выполнения сварочных работ. Значение вторичного показателя напряжения с учетом холостого хода составляет 60–75 В, сила малого тока варьируется в пределах от 65 до 100 А. Стабильная электрическая дуга получается при напряжении 75–80 В.
Оборудование для газосварки
Для обеспечения эффективной защиты от огня трубы, генератора ацетилена и других элементов используется водяной затвор в виде обратной тяги из газовой горелки. Важно поддерживать определенный уровень воды в затворе. Располагается этот элемент оборудования для сварочных работ между горелкой и ацетиленовой трубой.

Цвет баллонов зависит от наполняющего их газа. Однако верхняя часть любого сосуда остается не окрашенной. Это необходимо для того, чтобы краска не вступила в контакт с газом. Другой технический нюанс заключается в запрете установки медных вентилей на баллоны с ацетиленом, поскольку существует риск взрыва в результате взаимодействия ацетилена и меди.
Полностью лишенный запаха и цвета О2 выступает в качестве катализатора, запуская процесс плавления при сварке. Кислород хранят и транспортируют в баллонах, давление в которых является постоянным.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Соблюдение правил безопасности при работе с кислородными баллонами является обязательным, поскольку вероятность возгорания возникает, например, при контакте газа с техническим маслом.
Запрещено присутствие источников тепла или прямого солнечного света в помещениях для хранения газовых баллонов.
Для получения кислорода для сварочных работ используется специальное оборудование, преобразующее атмосферный воздух.
В зависимости от чистоты существует три сорта кислорода:
- высший – концентрация газа составляет 99,5 %;
- первый – 99,2 %;
- второй – 98,5 %.
Вторым по распространенности газом является ацетилен, его применяют для сварочных работ, а также для резки металлов. Этот газ без цвета и запаха взрывается при нагревании или повышении давления. Для его производства используются карбид кальция и вода.
Несмотря на более высокую стоимость, он обладает определенными преимуществами, что обуславливает его востребованность при сварочных работах. Ацетилен обладает более высокой температурой горения по сравнению с дешевым метаном, пропаном или парами керосина.
Сварочный шов формируется из флюса и присадочной проволоки. Последняя не должна иметь механических загрязнений, коррозии. Металлическая нить может в определенных случаях заменяться полоской металла, аналогичного тому, из которого выполнена свариваемая заготовка.
Флюсы защищают сварную ванну от негативного воздействия внешней среды. Флюсовые смеси состоят из буры и борной кислоты, наносимых либо непосредственно на обрабатываемые детали, либо на присадочную проволоку.
Обойтись без флюса можно только при работе с углеродистыми сталями. Сваривать медь, алюминий и их сплавы без этого вещества невозможно.
Шланги в оборудовании для сварочных работ используются для подачи газов и горячих жидкостей. Поскольку они функционируют под давлением, то должны отвечать определенным техническим требованиям.
Выпускается три разновидности шлангов:
- с красной полосой – выдерживает давление до 6 атмосфер;
- с желтой полосой – предназначен для горючих веществ;
- с синей полосой – выдерживает давление до 20 атмосфер.
- Газовые горелки.
Для смешивания газов и паров горючих жидкостей используется смеситель горелки. Производители предлагают множество горелок, различающихся в зависимости от мощности, наличия инжектора и т. п.
Требуется в сварочном оборудовании с высоким давлением газа.
Этот элемент необходим для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого и обратного действия. Работа с сжиженными газами требует использования современных моделей с серебрением. Такое оборудование не допускает замерзания газа на выходе из баллона.
Так называется специальный рабочий стол для сварки. Оптимальным является пост с поворотной и фиксируемой столешницей. Также рабочее место должно оснащаться системой вытяжной вентиляции и местом для складирования и хранения оборудования и инструментов для сварочных работ.
Используемое оборудование для плазменной сварки
Оборудование для сварочных работ (для плазменной обработки) состоит из следующих элементов:
- горелки (плазматрона);
- источника питания (инвертора);
- баллона с плазмообразующим газом;
- баллона с защитным газом;
- системы водяного охлаждения;
- кабель-пакета.
Сварочная горелка является сложным устройством, состоящим из электродов, трубопроводов для подачи газов и охлаждающей жидкости, электрического кабеля для подачи питания к электроду.

На конструкцию горелки влияет мощность сварочного оборудования. Маломощные аппараты оснащаются горелками с выдвижным катодом, который за счет кнопки управления замыкается на анод-сопло и возбуждает дугу.
Ручная плазменная сварка выполняется при помощи горелки в форме пистолета, которую удобно держать в руках. Плазменно-водяная сварка осуществляется приспособлением для горения в форме пистолета, имеющего также разрядную камеру и парообразующее устройство.
Более мощное оборудование для сварочных работ оснащается горелками с неподвижным катодом. Оно состоит из:
- катода;
- полости для рабочего газа;
- полости для защитного газа;
- анода (с полостью для охлаждения);
- корпуса.
В горелках для мощного сварочного оборудования отсутствуют ручки, так как они крепятся непосредственно к манипуляторам или станкам.
Источником питания в оборудовании выступают инверторы, практически полностью вытеснившие трансформаторные источники энергии. Благодаря современным импульсным преобразователям на IGBT-транзисторах обеспечивается стабильный рабочий ток, регулируемый для работы оборудования на различных режимах.
Плазма образуется за счет воздуха, кислорода, аргона и азота.
Для создания защитной газовой среды используются инертные газы (сварочную ванную защищают азотом, аргоном, парами спирта или ацетона).
Сварочный аппарат и горелку соединяют кабель-пакетом, который состоит из:
- шлангов для подачи рабочего и защитного газов;
- шлангов для подачи и отвода водяного охлаждения;
- провода подачи основного тока;
- провода запуска электрической дуги;
- цепи системы управления.
В бытовых сварочных аппаратах к горелке подключены только провода подачи тока, соответственно в таком оборудовании речь идет об обычном кабеле электропитания.
Необходимое оборудование для лазерной сварки металла
Оборудование для лазерной сварки имеет разные габариты и мощность, но все оно функционирует на твердом или газообразном рабочем теле. Разница заключается в способе возникновения светового излучения. Обработка металлов на любом из типов станков выполняется одинаково.

Аппараты применяются в режиме непрерывного излучения. Для них характерны более высокие рабочие частоты, а также ограниченный КПД и мощность. Твердотельное оборудование используется при работе с малогабаритными и тонкостенными изделиями.
При необходимости сваривания более толстых заготовок требуется оборудование с газообразным рабочим телом. Возбуждение излучения в газовой среде происходит за счет электрического разряда. Такая аппаратура подходит для работы с заготовками толщиной до 20 мм. При данной технологии увеличивается мощность луча, а также повышается КПД. Оборудование для сварочных работ имеет сложное устройство с хрупкой стеклянной колбой.
Детали сложной конфигурации и толстые листовые металлы обрабатывают гибридными сварочными установками. Они имеют, помимо лазерной головки, горелку электродугового полуавтомата.
Присадочным материалом является проволока, заполняющая сварочный зазор и формирующая сварочный шов.
Требования к использованию сварочного оборудования
Требования к работе сварочного оборудования для электронно-лучевой сварки закреплены в «Правилах по эксплуатации высоковольтных электроустановок». Минимизировать риски получения производственных травм можно, укомплектовав рабочее место оператора-сварщика подъемно-транспортными механизмами (тельфером, тележкой и т. д.), а также надежно зафиксировав баллоны со сжатым и сжиженным газом.
Наибольшую опасность при газовой сварке представляет взрыв ацетилено-воздушной смеси в случае неправильной эксплуатации ацетиленовых генераторов, карбида кальция и горелок при обратном ударе пламени. Существует вероятность возгорания клапанов кислородных редукторов при попадании на них следов масел или резкого открывания вентиля газового баллона. Наиболее опасным является взрыв кислородного баллона, который находится под высоким давлением.
При неосторожном обращении с пламенем горелки возможно получение ожога мастером или возникновение пожара в помещении. Газовая сварка и резка металлов представляют опасность для зрения, видимые лучи отрицательно воздействуют на сетчатую и сосудистую оболочку глаз, невидимые инфракрасные лучи – на роговицу и хрусталик глаза.
Заниматься сварочными работами сварщики могут только после сдачи технического минимума по правилам техники безопасности.
Сварочные работы запрещено выполнять вблизи огнеопасных и легковоспламеняющихся материалов, включая бензин, керосин, паклю, стружки и т. п.
Если сварка выполняется на постоянной основе, то для работы требуется оборудовать помещение исходя из минимально необходимой для одного поста площади – 4 м 2 и прохода между рабочими местами – минимум 80 см. В помещении должна быть обеспечена хорошая вентиляция.
Работа со сварочным оборудованием, включая ручную и механизированную кислородную резку, сварку и другие виды газопламенной обработки требует использования газосварщиками и газорезчиками защитных очков закрытого типа со стеклами Г-1, Г-2 и Г-3. Плотность их стеклянных светофильтров должна соответствовать требованиям ГОСТ 9497-60 при расходе ацетилена до 750 дм3/ч – ГС-12. Вспомогательный персонал, работающий со сварщиками или резчиками должен обеспечиваться защитными очками со стеклами В-1, В-2 и В-3 в соответствии с требованиями ГОСТ 9497-60.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Инструменты и принадлежности сварщика

Инструменты сварщика ручной дуговой сварки и принадлежности
Помимо сварочного инвертора или трансформаторного аппарата для сварки, сварщик пользуется ещё, достаточно большим количеством инструмента. Это и всем известная болгарка, и струбцины, и молоток для шлака, куда же без него.
Инструменты сварщика ручной дуговой сварки
Рабочее место сварщика — называется сварочным постом. Пост может быть стационарным или передвижным, он состоит из источника дуговой сварки и инструментов для выполнения сварочных работ.
К инструментам и принадлежности сварщика относятся:
Автоматическая маска или затемняющий щиток — защищает лицо сварщика и глаза от вредного воздействия ультрафиолета. Если варить без маски, то быстро ослепнешь, поэтому термин «нахватался зайчиков», это про сварщиков.

Сварочный аппарат — он может быть переменного или постоянного тока, с подачей газа или без. Аппарат для электросварки самый главный инструмент, друг и помощник сварщика. Тех, кто умело пользуется сварочным аппаратом, ценят, и ласково называют «мастак». Такие сварщики всегда в почёте и в цене, ведь они могут заварить все, начиная от лопаты и заканчивая швеллером.
Держатель электрода или электрододержатель — не менее важный инструмент сварщика ручной дуговой сварки. Держак для сварки должен быть удобным и лёгким в работе, весить не больше 500-600 грамм. Тяжёлый и увесистый электрододержатель неудобен в работе, он сильно напрягает руку сварщика, что в свою очередь, мешает качественному проведению сварочных работ.

Сварочные провода — по ним ток для электросварки подводится к месту проведения работ. Провода для сварки должны быть не просто длинными, но и достаточно мощными, чтобы выдержать сварочный ток. Самыми распространёнными марками сварочных проводов, являются следующие марки: АПР, ПРГ, КОГ, КГ, ПРГД. Такие провода в обязательном порядке имеют качественную прорезиненную изоляцию.
Принадлежности сварщика
Молоток для отбивания шлака — такой себе небольшой молоточек, лёгкий и удобный в работе, с одной стороны которого имеется заостренный конец. Как раз острым концом и удобно отбивать шлак с металла во время сварки, особенно, если его очень много.

Щетка по металлу — куда же без щетки по металлу, поверхность которого должна быть очищена от грязи и ржавчины перед сваркой. От правильности подготовки металлических поверхностей, зависит качество сварочного шва и успех проделанной работы.
Шаблон сварщика УШС — предназначен для контроля над различными элементами электросварки, например, измерения глубины дефектов, высоты сварочного шва, а также многого другого.
Болгарка — угловая шлифовальная машина не относится к инструментам сварщика, однако, мало какой сварщик, способен обойтись в работе без неё. Резка металла, удаление окалин и шлифовка сварных швов, вот только малый перечень тех работ, которые выполняет сварщик с помощью болгарки.
Мой давний знакомый, сварщик, жить не может без болгарки, все время ею шлифует сварные швы. Мы уже ему говорили, мол, Максим, прочность конструкции из-за этого снижается, но ему абсолютно до лампочки, все точит и точит.
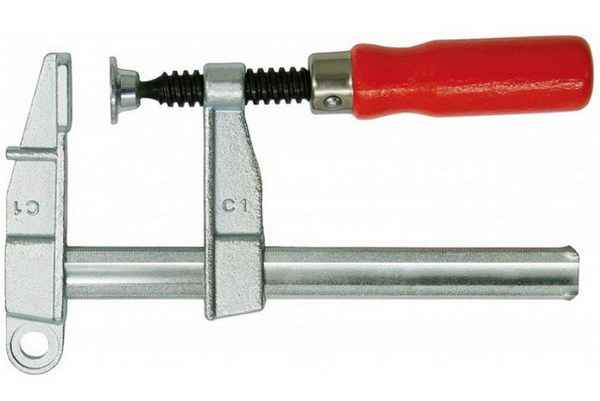
Струбцины — тут все понятно, и струбцины используются сварщиками для того, чтобы зафиксировать, какие-либо элементы металлоконструкции при сварке. Не у всех сварщиков есть помощники, поэтому струбцины являются незаменимым инструментом во время проведения сварочных работ.
Классификация материалов для сварки и правила выбора
Когда говорят о сварке, в первую очередь речь идет о правильном управлении сварочными аппаратами. И это правильно, ведь мастерство сварщика во многом заключается в его навыках сварки, именно благодаря им он получает новые разряды. Однако, здесь участвует не только сварочный аппарат и детали, на которых он применяется, но также различные сварочные материалы. О том, что это, как применяется — в этой статье.

Требования к сварочным материалам
Материалы для сварки разнообразны и выполняют следующие функции:
- удаление окислов;
- обеспечение правильного наплава, а также более аккуратного шва;
- защита шва от кислорода;
- удешевление сварки и т. д.
Но чтобы сварочные материалы действительно помогали, им нужно отвечать требованиям качества. Поэтому их продажа находится под строгим контролем, а производство осуществляется по установленным стандартам. Например:
- ГОСТы 9466 и 9467 отвечают за металлические электроды.
- ГОСТ 2246 установлен для сварочной проволоки.
- ГОСТ 9087 регламентирует качество сварочных флюсов.
- ГОСТ 23949 — для вольфрамовых электродов и т. д.
Эти ГОСТы нужно знать, так как они указываются на упаковках и сертификатах, прикрепляемых к каждой партии. Помимо ГОСТа можно там же можно найти информацию о:
- типе материала, марке;
- номере плавки, партии;
- химическом составе;
- механических характеристиках сварочных материалов;
- массе нетто и т. д.
Помимо состава, к прокалке тоже установлены требования. Она проводится при температуре +300 – +350 °C в течение 1–2 часов. Этот процесс, помимо всего, позволяет найти дефекты на расходниках. Есть целый стандарт, ГОСТ 6032, где описаны требования к сварочным расходникам, имеющим высокую стойкость. Они должны проходить тест МКК (межкристаллитной коррозии).
Существуют требования и к условиям хранения, а также транспортировке.
Виды материалов для сварки
Учитывая, сколько функций может выполняться расходными материалами для сварки, они делятся на: электроды и пруты, проволоки, флюсы, газы и керамические подкладки на случай соединения стыков.
Каждый расходник делает что-то свое благодаря принципу использования и составу, поэтому для выбора сначала нужно изучить все классификации, их характеристики, чтобы свободно в них ориентироваться.
Проволока, прутки
Когда проволока плавится, она заполняет собой формируемый при сварке шов. Поэтому проволоки называют присадочными и бывают они:
- Низкоуглеродистыми, когда содержание углерода менее 0,12%.
- Низколегированными — для теплостойких и конструкционных сталей.
- Высоколегированными — для хромоникелевых сталей, нержавейки.
Ленты и прутки для присадки выполняют ту же функцию, а делаются из меди, стали, алюминия. Они нужны на случай, если присадочный материал нужно подавать широким тонким слоем.

Электроды
Электроды — это особые стержни, которые делаются из веществ, проводящих электричество. Нужны они как раз для подачи тока к месту сварки.
Особенности конструкции позволяют электродам делиться на металлические и неметаллические. Металлические делаются из стали, меди, бронзы и других цветных металлов. А неметаллические имеют покрытие их угольных или графитовых составов, которые не плавятся.
Все виды электродов должны обеспечивать устойчивое горение в зоне сварки, а также изоляцию сварочной ванны, уменьшая разбрызгивание металла.
Чаще всего электроды имеют слой металла, а используются для ручной дуговой сварки. Однако, есть такие, что покрыты различными ионизирующими, стабилизирующими и другими веществами.
В зависимости от покрытия электроды помечаются буквами: А — покрытие с кислотными добавками, Б — классические, Ц — с целлюлозой, П — смешанный состав.

Через электроды провидится ток к месту сварки, выбирать лучше качественного производителя и хранить в сухом месте
Газы используют для разных целей, есть горючие газы и те, что только поддерживают горение. К последним относятся:
- водород;
- кислород;
- пропан;
- ацетилен и т. д.
А вот для защиты подойдут и инертные, и активные. Углекислый газ, а также смеси на его основе будут в числе активных, а среди инертных выделяются гелий и аргон.
Инертные газы почти не вступают в реакцию с металлами, в отличие от активных.

Флюсы
Флюсы помогают растворять окислы, возникающие на поверхности свариваемых металлов. Также флюс не пропускает к месту сварки кислород, который и инициирует окисление.
Дополнительно флюсы иногда умеют упрощать нагревание металла.
В зависимости от способа изготовления, флюсы бывают плавлеными и неплавлеными, жидкими или порошкообразными.
Жидкие флюсы оказываются полезны при подготовке места, на котором далее появится шов. Перед варкой нужно снять оксидный слой, который есть на заготовке, а также одновременно обезжирить ее, с чем справляется жидкий флюс. Чтобы он выполнял подобные функции эффективно, в его составе обычно бывают щелочи или кислоты, так что подбирается флюс на основе того, с каким металлом предстоит работать и что для него более приемлемо.
Жидкие флюсы после использования смываются водой. А вот порошки смывать не нужно, функция у них иная. При нагревании такие флюсы выделяют газ, который защищает шов от окисления.

Выбор сварочных материалов
Качество сварки будет зависеть не только от знания видов, но также от правильности выбора сварочных материалов. Поэтому здесь нужно учитывать такие параметры:
- Тип сварки.
- Состав материалов, которые будут свариваться.
- Производитель сварочных расходников — он должен быть известен другим сварщикам.
- Цена — обычно самые качественные материалы, применяемые при сварке, имеют среднюю цену.
Покупки стоит совершать только в проверенных магазинах, где можно приобрести не поддельный, не просроченный товар, который гарантированно правильно хранили и транспортировали.
В выборе расходных материалов также помогут отзывы других сварщиков, так что, посоветовавшись можно значительно уменьшить круг поисков.
Как определить расход материалов
Сварочные расходники высокого качества делаются из дорогого сырья с использованием сложных технологий. Поэтому их нужно экономить, не расходуя зря. Для этого существуют целые нормы, регулирующие расход каждого вида материала в зависимости от типа сварки, а также используемого для нее оборудования.
Нормы не строгие, поэтому позволяют понять нужное количество расходника только примерно. Но сначала нужно сделать расчет расхода, использовав формулы, в которые просто нужно поставить параметры.
Например, для проволок и электродов нужно знать площадь поперечного сечения шва, коэффициент наплавки, а также длину шва. Полученное значение подставляется под значения в нормативных документах с учетом запаса на пробные швы или исправление брака.

А вот расход газов можно просто определить по таблицам, для каждого вида существует своя.

Условия хранения
ГОСТы, которые регламентируют качество материалов для сварочных работ, также регулируют правила их хранения.
Для правильного содержания потребуется сохранить заводские упаковки, чтобы помещать туда материалы после использования. Все они должны быть дополнительно расфасованы, а также промаркированы по сортам и маркам.
Все расходники хранятся в отдельных помещениях, в зависимости от их вида условия могут меняться. Так, флюсы или электроды с покрытием хранят в сушильных шкафах, термических пеналах, герметичных тарах, если те предварительно прокаливали.
Места для хранения должны быть сухими, отапливаемыми, хорошо вентилируемыми, но не позволять сварочным расходникам постоянно находиться под прямыми солнечными лучами. Температура должна опускаться не ниже 15°C, а влажность быть не выше 40%.
Соблюдение этих условий позволяет хранить материалы неограниченное время. А вот если оставить их на открытом пространстве, то они не проживут дольше 5–15 дней в зависимости от состава.
Подбор расходных материалов важен для любой сварки, промышленной и бытовой. А потому каждому сварщику помимо навыков работы со сварочными аппаратами и знания особенностей металлов нужно иметь также понимание того, какие сварочные материалы существуют, а еще как их правильно использовать, чтобы сделать работу качественнее.
Правила проведения сварочных работ

О СВАРКЕ
Сварка считается опасным и вредным видом работ. На производственных площадках травмоопасные ситуации возникают постоянно.

Это объясняется присутствием легковоспламеняющихся веществ, нагретых предметов. Поэтому при проведении сварочных работ необходимо соблюдать технику безопасности.
Необходимость соблюдения правил
Вне зависимости от типа используемого оборудования на сварщика и других присутствующих на рабочей площадке людей воздействует негативные факторы.
Необходимость соблюдения правил объясняется возможностью возникновения следующих травмоопасных ситуаций:
- попадания искр на одежду сварщика;
- прожигания обуви из легкоплавких материалов;
- травмирования кожи лица, органов зрения горячими парами металлов;
- возгорания находящихся на площадке материалов от распространения искр;
- ожогов от попадающих на кожу частиц;
- поражения электрическим током высокой силы;
- падения плохо зафиксированных частей металлоконструкции.
Что представляет опасность
К физическим и химическим факторам вредности сварки относятся:
- высокий уровень шума, издаваемый сварочными аппаратами;
- интенсивное инфракрасное и ультрафиолетовое излучение;
- ослепляющий свет видимого спектра;
- содержание тяжелых металлов в парах расплава;
- присутствие горячих частиц над сварочной ванной;
- тепловую энергию, вырабатывающуюся при работе горелки.
Общие положения при проведении сварочных работ
При соединении элементов металлоконструкций любым способом соблюдают следующие правила:
- Оборудование устанавливают на специализированных рабочих местах, снабженных защитными ширмами. Высота экрана должна составлять не менее 180 см.
- В закрытом помещении сварку начинают после запуска приточной вытяжки.
- В цехах с повышенной влажностью работают в резиновом защитном костюме. При принятии сварщиком сидячего или лежачего положения применяют войлочные подложки.
- Перед началом сварки проверяют целостность питающего и заземляющего кабелей.
- При ремонте автомобиля предварительно отключают массу аккумулятора. Топливный бак демонтируют.
- Агрегат перемещают только в отключенном от сети состоянии. Держатель при этом устанавливают на диэлектрическую подложку.
Требования к сотруднику для допуска к работам
Приступающий к сварке человек должен:
- Иметь установленную требованиями закона квалификацию.
- Предоставить свидетельство о прохождении краткого инструктажа по ТБ.
- Иметь навыки работы со сварочными агрегатами. Устройства применяют строго по назначению, с разрешения мастера.
- Применять средства индивидуальной защиты, поддерживать рабочую одежду в надлежащем состоянии.
- Быть ознакомленным с порядком оказания первой медицинской помощи пострадавшим при производстве людям.
- Уметь применять противопожарные системы при возникновении аварийных ситуаций. Необходимо ознакомиться с принципом действия сигнальных датчиков, расположением запасных выходов, планом эвакуации.

Необходимые средства защиты кожи и глаз
Приступая к работам, сварщик должен использовать следующие принадлежности, исключающие травмирование:
- Рабочий костюм. Специальная одежда выдается предприятием. Она шьется из огнеупорных тканей – брезента, замши, спилка. Костюмы из синтетических тканей запрещены к применению. В зимнее время надевают суконную одежду.
- Рукавицы или перчатки. Наиболее качественными являются замшевые изделия. Брезент быстро сгорает, поэтому менять рукавицы придется часто.
- Обувь, изготавливаемую из разных материалов. Чаще всего предприятия выдают работникам кирзовые сапоги или ботинки с прорезиненной подошвой. Обувь не должна иметь гвоздей, повышающих риск поражения током.
- Сварочную маску. Применять изготовленные своими руками щитки нежелательно. Даже небольшая щель в маске способна привести к поражению органов зрения.
К промышленным средствам защиты при сварке предъявляются повышенные требования.
Положения по охране труда
При правильном начале и ведении сварочного процесса можно избежать большинства проблем.
Подготовка к работам
Рабочую смену начинают с оценки состояния оборудования, при которой выполняют следующие действия:
- проверяют основные блоки аппарата, расходные материалы и вспомогательные приспособления;
- при работе на высоте надежно закрепляют леса и иные конструкции;
- заземляют агрегат, что исключает вероятность возникновения электротравм;
- просушивают питающие кабели, если на них присутствуют капли влаги (вода способствует разрушению изоляции);
- замеряют длину провода (нельзя использовать изделия протяженностью более 10 м).
По окончании процесса
Завершая сварку, также нужно соблюдать требования охраны труда.
Работники выполняют следующие действия:
- Отключают агрегат от электрической сети.
- Перед проверкой качества сварного соединения дожидаются остывания деталей. Прикасаться к раскаленному металлу запрещено.
- Очищают оборудование от загрязнений, проверяют целостность основных блоков. Укладывают вспомогательные инструменты в специально отведенные контейнеры.
Во время аварийных ситуаций
В таких случаях предъявляются особые требования к охране труда.
К ним относят следующие правила:
- при нахождении трубопровода под давлением сварочные работы останавливают;
- сварку запрещено проводить при наличии взрывоопасных паров в помещении;
- необходимо продумать план действий, помогающих исключить травмирование сотрудников при авариях.
Каким должно быть помещение, где выполняются работы
Сварка ведется в специально оборудованном цехе с хорошей вентиляцией. При работе в закрытых емкостях применяют дополнительные средства защиты от вредных паров. В помещении должен присутствовать отсек для складирования газовых баллонов.
Каждое рабочее место отгораживают ширмой.
.jpg)
Особые требования предъявляют к уровню освещенности, отсутствию взрывоопасных материалов в зоне сварки.
Нормы хранения инструментов и эксплуатации оборудования
При складировании и использовании технических средств соблюдают следующие правила безопасности:
- Оборудование хранят в сухом отапливаемом помещении, без насекомых и грызунов. Отсыревшие шланги и кабели становятся причиной возникновения аварийных ситуаций.
- Электроды хранят в прохладном сухом месте. При складировании в условиях повышенной влажности стержни невозможно использовать для возбуждения электрической дуги.
- Генераторы размещают так, чтобы они не падали, не подвергались ударам. Устройства без гидрозатвора использовать при сварке нельзя. Не рекомендуется применять генераторы при температуре ниже нуля.
- Нельзя устанавливать шланги длиной более 20 м. При работе на высоте протяженность элементов можно увеличивать до 40 м. Запрещено менять местами шланги подачи кислорода и ацетилена. После завершения работы их складывают кольцами, не перегибая, не сдавливая.
- Перед снятием колпака с баллона проверяют целостность штуцера и вентиля. Нельзя выбивать деталь молотком, направлять поток газа на себя или других людей. Баллон устанавливают на ровную подставку в вертикальном положении. Нельзя размещать его вблизи источников тепла.
Запретные действия
Согласно технике безопасности, при выполнении сварочных работ нельзя:
- Продолжать процесс при повреждении сварочной маски.
- Работать при неисправной или отключенной вентиляционной системе. Продолжать сварку на улице после начала дождя или снегопада нельзя. Это повышает риск получения травм от тока.
- Соединять электросваркой незакрепленные металлические заготовки. Нельзя держать детали руками.
- Варить в помещениях с легковоспламеняющимися материалами или газами.
- Присоединять новые элементы к трубопроводам, находящимся под давлением.
- Использовать в качестве заземления толстые металлические листы или профили.
- Долго удерживать в замкнутом состоянии держатель или электрод. Это способствует выходу сварочного оборудования из строя.
.jpg)
Отдельная техника безопасности для конкретных видов сварки
К некоторым категориям работ предъявляются дополнительные требования охраны труда.
Резка и сварка газом
При выполнении таких сварочных работ требования будут более обширными.
Электросварщик должен соблюдать следующие правила:
- Баллоны с ацетиленом или кислородом хранят и транспортируют только в вертикальном положении. Отработанные емкости складируют отдельно от полных.
- В первую очередь прекращают подачу ацетилена. Это исключает возникновение обратного удара.
- Газовые генераторы нельзя устанавливать возле кислородных баллонов, лестниц.
- Запрещено подключать к одной емкости несколько горелок. Нельзя самовольно выключать автоматические системы, работать в загрязненной маслом одежде.
- При работе с генератором нужно отслеживать уровень жидкости в затворе.
- Возле баллонов не должны находиться источники открытого огня. Курить разрешается на расстоянии не менее 20 м от сварочной площадки.
- Замерзшее оборудование нельзя отогревать открытым пламенем. Для этих целей используют кипящую воду.
- Газовые редукторы со сломанными манометрами исключают из производственного процесса.
Использование электрооборудования
Исключить получение травм при ручной дуговой сварке помогает соблюдение следующих правил:
- Все электрические приборы тщательно зануляют и заземляют. Для этого используют медные кабели достаточного сечения.
- Сварочное оборудование подключают через отдельный защитный автомат и УЗО.
- При необходимости ремонта провода обрыв устраняют, используя соединительную муфту. Кабели подвешивают на высоте более 2 м. Опускать их к агрегатам следует через заземленный стальной рукав. Места прокладки проводов оборудуют резиновыми держателями.
- При работе на открытых площадках над оборудованием сооружают навес. При наличии осадков проведение сварки откладывают.
- Неисправные кабели перед началом работ заменяют.
Плазменная сварка и резка
При выполнении таких видов работ соблюдают следующие правила:
- Во время сварки обе руки защищают перчатками. Рукавицы не должны иметь повреждений и загрязнений.
- Для защиты органов дыхания надевают респиратор. Кроме того, используют средства, препятствующие повреждению органов слуха при высоком уровне шума.
- Образующиеся при сварке загрязнения удаляют из воздуха вытяжными системами. Установки бывают стационарными или переносными.
- Для защиты кожи от частиц расплава надевают специальную обувь, кожаный фартук, рукавицы.
- Грат, образующийся при электросварке, утилизируют в соответствии с правилами управления отходами при замкнутом цикле использования материалов.
Соблюдение требований охраны труда во время сварки помогает сделать производственный процесс более безопасным.
Что такое сварные конструкции

Сварка – важный этап создания новых объектов и их элементов. От правильности ведения процесса зависят эксплуатационные характеристики соединений. Сварные конструкции создают несколькими способами, применяют разные материалы и аппараты. Выбор технологии зависит от требуемых характеристик швов.

Так называют элементы, изготавливаемые с применением сварки. Большинство конструкций делается из стали. Объекты должны быть ремонтопригодными, долговечными, прочными.
При изготовлении изделия нельзя использовать разные методы соединения. Это снижает устойчивость объекта к нагрузкам.
Ключевые преимущества
К положительным качествам стальных конструкций относятся:
- Увеличенная несущая способность. При небольших размерах конструкция выдерживает высокие нагрузки. Это объясняется увеличенной прочностью металла.
- Повышенная надежность. На предварительных этапах производятся точные расчеты, что помогает получить требуемые рабочие характеристики.
- Легкость установки и перевозки. Металлические элементы намного легче бетонных или каменных.
- Целостность металла или швов, позволяющая формировать герметичные трубопроводы и резервуары.
- Возможность сборки конструкций как в промышленных условиях, так и в быту.
- Удобство использования. При повышении нагрузок изделия можно усиливать. Они легко подвергаются реконструкции и ремонту.
Классификация сварных конструкций
Единых способов деления полученных методом сварки элементов на категории не существует. Однако можно классифицировать конструкции по технологии формирования, назначению, рабочим качествам.
По способу изготовления заготовок
При соединении стальных деталей получают такие виды конструкций:
- литоштампованные или литосварные;
- листовые;
- штампосварные;
- кованосварные.
По назначению
С учетом сферы применения конструкции бывают:
- машиностроительными;
- судовыми;
- авиационными;
- строительными;
- вагонными;
- иными.

По особенностям использования
На основании условий эксплуатации конструкции делятся:
- На балки – детали, работающие на поперечный изгиб. Путем жесткого соединения таких элементов получают рамы.
- Колонны – детали, подвергающиеся сжатию и продольному сгибанию.
- Решетчатые элементы, которые состоят из прутов, объединяемых в узлы. Они испытывают как растяжение, так и сжатие. Категория подразделяется на арматурные каркасы, фермы, мачты.
- Конструкции, подвергающиеся повышенному давлению. При их изготовлении нужно соблюдать требования к герметичности швов. К этой категории относятся емкости и резервуары, трубопроводы.
- Транспортные корпусные конструкции. Такие виды испытывают воздействие динамических нагрузок. К их жесткости предъявляются повышенные требования. Конструкции должны иметь достаточную прочность при небольшом весе. К транспортной категории относятся автомобильные кузова, корпусы вагонов.
Материалы изготовления элементов сварочных конструкций
При создании сварных деталей используют:
- Конструкционные стали. Применяются в узлах автомобилей, инженерных коммуникаций и приборов, подвергающихся высоким нагрузкам. Такие материалы выдерживают средние температуры, они чувствительны к влиянию агрессивных веществ.
- Инструментальные стали. Применяются при производстве пил, ножей, скальпелей и иных режущих приспособлений. Металл должен быть твердым, износо- и теплостойким.
- Котельные стали. Используются при производстве отопительного оборудования. Элементы должны выдерживать нагрев до +450 °С, умеренные механические нагрузки.
- Специальные стали. Обладающие особыми свойствами сплавы применяют в химическом машиностроении и других подобных отраслях.
- Электротехнические стали. Применяются при создании магнитопроводов разного назначения.
- Медные сплавы. Характеризуются устойчивостью к высокому давлению, коррозии, трению. К этой категории относятся латунь, бронза, смесь меди и никеля.
- Магниевые и алюминиевые сплавы. Характеризуются небольшим весом, устойчивостью к коррозии, прочностью. Сплавы этого типа используются в авиастроении. Они бывают литейными или деформируемыми.
- Титановые сплавы. Характеризуются высокой прочностью при средней плотности, устойчивостью к окислению и агрессивным веществам.
Соединения, применяемые при сварке конструкций
Самыми распространенными считаются следующие виды швов:
- Стыковые, отличающиеся устойчивостью к статическим и динамическим нагрузкам. При формировании соединений можно использовать практически все технологии сварки.
- Угловые, выполняющие связующие функции. Соединения не способны передавать рабочие нагрузки. Для формирования швов используют любые способы сварки.
- Нахлесточные, применяемые для соединения листовых элементов. От стыковых отличаются меньшей прочностью.
- Тавровые, используемые при работе с пространственными конструкциями.
Менее распространенными считаются прорезные, торцевые и иные соединения.
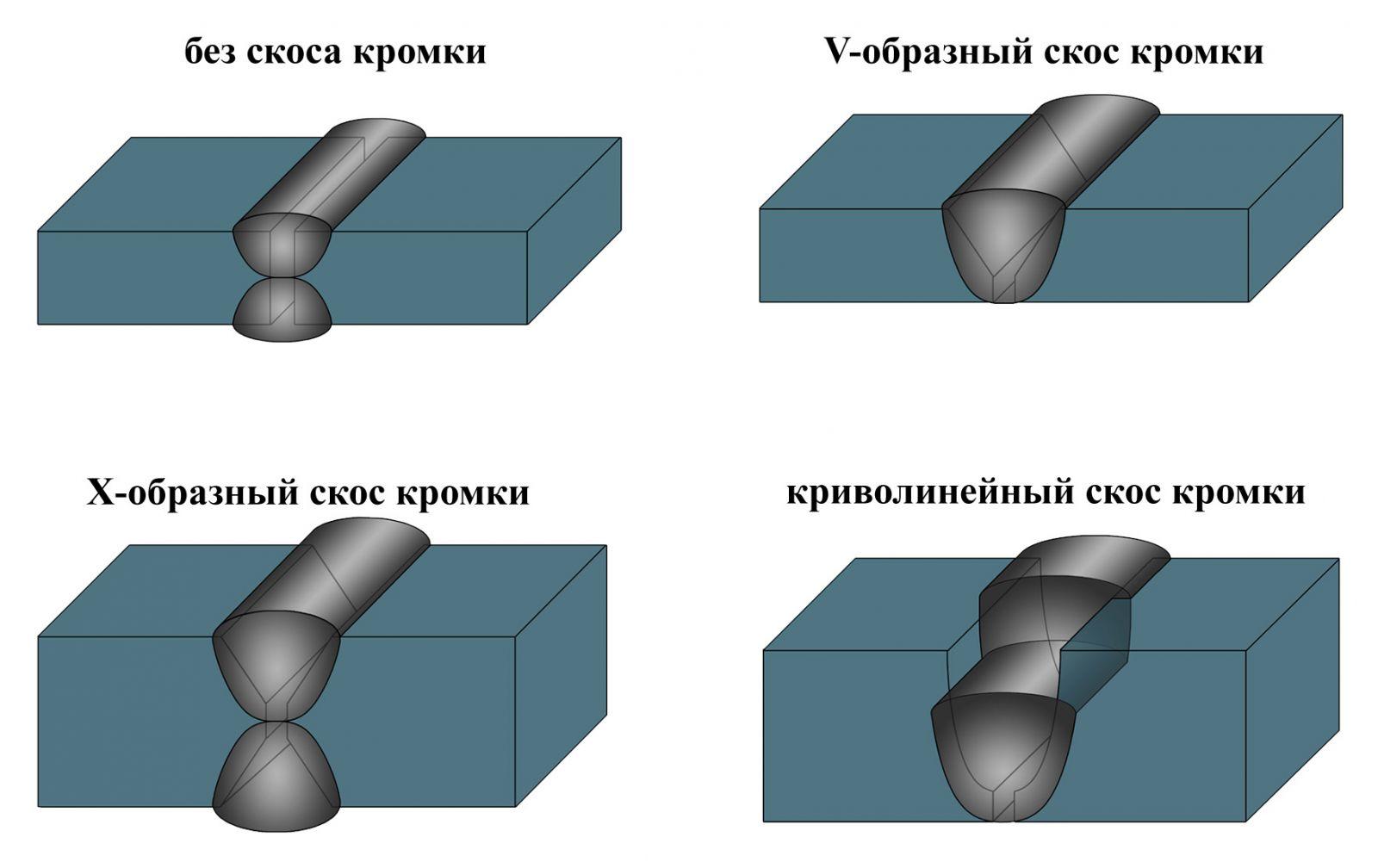
Стыковые сварочные соединения.
Особенности создания сварных конструкций
При формировании объектов учитывают, что:
- Несмотря на видимую целостность, конструкция все же состоит из отдельных деталей, которые соединяются тем или иным способом сварки. При проектировании учитывают жесткость, предполагаемые нагрузки, прочность сборного объекта. Однако нужно помнить, что со временем швы ослабевают.
- При расчетах рекомендуется применять компьютерные программы. Они правильно выбирают типы швов, вычисляют допустимые нагрузки, создают трехмерные макеты.
Стандарты и нормативы
Требования к рабочим качествам сварных металлоконструкций, используемых в строительстве, прописаны в ГОСТе 27772. К важной нормативной документации можно отнести и СНИП II 23-81.
Прописанные в этих актах требования относятся к работе профессионалов. Однако ознакомиться с ними нужно и перед выполнением сварки в домашней мастерской.
При использовании ручного аппарата учитывают требования ГОСТа 5264-80. Стандарт 14771-76 дает описание особенностей сварки в защитной газовой среде. Нормативная документация регулирует и процесс подготовки соединяемых деталей.
Дефекты сварочных швов
Недостатки бывают внутренними или наружными. К первому типу относятся:
- Горячие или холодные трещины. Первые появляются в период нагрева, вторые – остывания.
- Поры, представляющие собой заполненные газом полости. Появляются при слишком быстром ведении электрода.
- Посторонние включения, состоящие из вольфрама, оксидов или шлака. Возникают из-за разрушения газового облака, защищающего сварочную ванну. При появлении таких дефектов требуется повторная разделка кромок с последующей сваркой.
К внешним дефектам относятся:
- Несплавления или непровары. При многослойной сварке шов в некоторых местах не формируется. Это снижает прочность конструкции.
- Прожоги, образующиеся при сквозном проплавлении кромок. Появлению дефекта способствует медленное ведение электрода при высокой силе тока.
- Наплывы, являющиеся результатом попадания расплава на основную поверхность.
- Кратеры, образующиеся в местах отрыва дуги. Отверстия появляются при выполнении работ начинающими сварщиками.
- Оксидные пленки или окалины, появляющиеся при взаимодействии шва с воздухом.
- Свищи, образующиеся при неправильной подготовке деталей.
Контроль качества соединений исключает подобные проблемы. Увидеть некоторые дефекты, например, прожоги или наплывы, можно на этапе первичного осмотра.
Знаменитые сварные конструкции
Самыми популярными объектами данного типа являются:
- Эйфелева башня. Она привлекает внимание туристов необычным строением.
- Сиднейский театр. Основой здания являются сваи. Крыша сделана из гибкого и прочного металла.
- «Небесное дерево» (Япония). Телевизионная башня создана на основе связанных между собой металлоконструкций. Здание высотой 68 м выдерживает интенсивные подземные толчки. Внешняя часть башни выполнена из стальных труб.
- «Бурдж-Халифа» (Дубай). Здание имеет сварной металлический каркас.
Дополнительная информация
Каждый тип сварных конструкций соединяется своим способом. Рекомендованные технологии указываются в чертежах и проектах. После завершения сварки объект должен приобретать требуемую прочность. Это накладывает на сварщика ответственность за соблюдение норм и правил ведения процесса. Особые требования предъявляются к металлоконструкциям, испытывающим высокие нагрузки. От качества сварки зависит срок эксплуатации всего объекта. После завершения работ конструкции подвергаются тщательной проверке.
Читайте также: