Обозначение пайки и сварки на чертеже
Обновлено: 18.05.2024
Текст ГОСТ 29297-92 Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 29297-92 (ИСО 4063-90)
СВАРКА, ВЫСОКОТЕМПЕРАТУРНАЯ И НИЗКОТЕМПЕРАТУРНАЯ ПАЙКА, ПАЙКОСВАРКА МЕТАЛЛОВ
ПЕРЕЧЕНЬ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ПРОЦЕССОВ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА, ВЫСОКОТЕМПЕРАТУРНАЯ И НИЗКОТЕМПЕРАТУРНАЯ ПАЙКА, ПАЙКОСВАРКА
МЕТАЛЛОВ
Перечень и условные обозначения процессов
Welding, brazing, soldering and braze welding of metals. Nomenclature and reference number of processes
MKC 01.080.30 25.160.40 25.160.50 ОКСТУ 0072
Дата введения 01.01.93
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает перечень и условные обозначения процессов сварки, высокотемпературной и низкотемпературной пайки и пайкосварки.
Каждый процесс имеет свое условное цифровое обозначение (индекс). Этот индекс используют в условных обозначениях сварных швов на чертежах и в другой технической документации.
Определения основных процессов сварки содержатся в ГОСТ 2601, основных процессов пайки — в ГОСТ 17325.
Дополнения, отражающие потребности народного хозяйства, набраны курсивом.
2. ССЫЛКИ
ГОСТ 2601—84 Сварка металлов. Термины и определения основных понятий
ГОСТ 17325—79 Пайка и лужение. Основные термины и определения
3. ПЕРЕЧЕНЬ
Термины с указанием USA употребляются в
Дуговая сварка плавящимся электродом
Дуговая сварка плавящимся электродом без газовой защиты
Metal-arc welding without gas protection
Дуговая сварка плавящимся покрытым электродом
Metal-arc welding with covered electrode; (manuel metal-arc welding); shielded metal-arc welding (USA)
Сварка наклонным электродом
Gravity arc welding with covered electrode
Дуговая сварка голой проволокой (без дополнительной защиты)
Bare wire metal arc welding; bare metal-arc welding (USA)
Дуговая сварка порошковой проволокой без газовой защиты
Flux-cored wire metal-arc welding without gas shield; flux-cored arc welding (without gas shield) (USA)
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1992 © ИПК Издательство стандартов, 2004
Дуговая сварка электродной проволокой с покрытием
Coated wire metal-arc welding
Сварка лежачим электродом
Дуговая сварка под флюсом
Submerged arc welding
Дуговая сварка под флюсом проволочным электродом
Submerged arc welding with wire electrode
Дуговая сварка под флюсом ленточным электродом
Submerged arc welding with strip electrode
Дуговая сварка в защитном газе плавящимся электродом
Gas-shielded metal-arc welding; gas metal-arc welding (USA)
Дуговая сварка в инертном газе плавящимся электродом
Metal-arc inert gas welding; MIG welding
Дуговая сварка в активном газе плавящимся электродом
Metal-arc active gas welding; MAG welding
Дуговая сварка в активном газе порошковой проволокой
Flux cored wire metal-arc welding with active gas shield; flux-cored arc welding (with active gas shield) (USA)
Дуговая сварка в инертном газе порошковой проволокой
Flux-cored wire metal-arc welding with inert gas shield; flux-cored arc welding (with inert gas shield) (USA)
Дуговая сварка в защитном газе неплавящим-ся электродом
Gas-shielded welding with non-consumable electrode
Дуговая сварка в инертном газе вольфрамовым электродом
Tungsten inert gas arc welding; TIG welding; gas tungsten arc welding (USA)
Plasma arc welding
Плазменная сварка в инертном газе
Plasma MIG welding
Прочие процессы дуговой сварки
Other arc welding processes
Дуговая сварка угольным электродом
Сварка дугой, приводимой в движение магнитным полем
Magnetically impelled arc butt welding
Точечная контактная сварка
Spot welding; resistance spot welding (USA)
Шовная контактная сварка
Seam welding; resistance seam welding (USA)
Шовная сварка внахлестку
Lap seam welding
Шовная сварка с раздавливанием кромок
Mash seam welding
Шовная сварка с накладками
Seam welding with strip
Resistance projection welding; projection welding (USA)
Стыковая сварка оплавлением
Стыковая сварка сопротивлением
Resistance butt welding; upset welding (USA)
Прочие процессы контактной сварки
Other resistance welding processes
High-frequency resistance welding;
HF resistance welding; high-frequency seam welding (USA); high-frequency upset welding (USA)
Gas welding; fuel gas welding (USA)
Oxy-fuel gas welding
Air-fuel gas welding
Сварка с применением мощных источников механической энергии
Welding by high mechanical energy
Explosive welding; explosion welding (USA)
Gas pressure welding; pressure gas welding (USA)
Cold pressure welding; cold welding (USA)
Прочие процессы сварки
Other welding processes
Alumino-thermic welding; thermic welding (USA)
Дуговая сварка с принудительным формированием и газовой защитой
Light radiation welding
Laser beam welding
Сварка световым излучением дуги
Arc image welding
Сварка инфракрасным излучением
Electron beam welding
Приварка шпилек (стержней)
Дуговая приварка шпилек
Arc stud welding; stud arc welding (USA)
Контактная приварка шпилек
Resistance stud welding
Высокотемпературная и низкотемпературная пайка и пайкосварка
Brazing, soldering and braze welding
Высокотемпературная пайка инфракрасным излучением
Высокотемпературная газопламенная пайка
Flame brazing; torch brazing (USA)
Высокотемпературная пайка в печи
Высокотемпературная пайка погружением в расплавленный припой
Высокотемпературная пайка погружением в расплавленную соль
Salt-bath brazing; molten chemical-bath dip brazing (USA)
Высокотемпературная индукционная пайка
Высокотемпературная ультразвуковая пайка
Высокотемпературная пайка электросопротивлением
Высокотемпературная диффузионная пайка
Высокотемпературная пайка трением
Высокотемпературная пайка в вакууме
Прочие процессы высокотемпературной пайки
Other brazing processes
Низкотемпературная пайка инфракрасным излучением
Низкотемпературная газопламенная пайка
Flame soldering; torch soldering (USA)
Низкотемпературная пайка в печи
Низкотемпературная пайка погружением в расплавленный припой
Низкотемпературная пайка погружением в расплавленную соль
Низкотемпературная индукционная пайка
Низкотемпературная ультразвуковая пайка
Низкотемпературная пайка электросопротивлением
Низкотемпературная диффузионная пайка
Низкотемпературная пайка волной припоя
Soldering with soldering iron
Низкотемпературная пайка трением
Низкотемпературная пайка в вакууме
Низкотемпературная пайка протягиванием через расплавленный припой
Прочие процессы низкотемпературной пайки
Other soldering processes
Gas braze welding
Arc braze welding
Атомно-водородная сварка Ацетилено-воздушная сварка Ацетилено-кислородная сварка Водородно-кислородная сварка Высокотемпературная газопламенная пайка Высокотемпературная диффузионная пайка Высокотемпературная индукционная пайка
Дуговая сварка в активном газе плавящимся электродом Дуговая сварка в активном газе порошковой проволокой Дуговая сварка в защитном газе неплавящимся электродом Дуговая сварка в защитном газе плавящимся электродом Дуговая сварка в инертном газе вольфрамовым электродом Дуговая сварка в инертном газе плавящимся электродом Дуговая сварка в инертном газе порошковой проволокой Дуговая сварка голой проволокой (без дополнительной защиты) Дуговая сварка плавящимся покрытым электродом Дуговая сварка плавящимся электродом Дуговая сварка плавящимся электродом без газовой защиты Дуговая сварка под флюсом
Дуговая сварка под флюсом ленточным электродом Дуговая сварка под флюсом проволочным электродом Дуговая сварка порошковой проволокой без газовой защиты Дуговая сварка с принудительным формированием и газовой защитой
Неразъемные соединения
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
Введение
Неразъемными соединениями называются такие, повторная сборка и разборка которых невозможна без повреждения деталей. К ним относятся соединения сварные, паяные, соединения, получаемые склеиванием, соединения заклепками и т.д.
6.1 Соединения сварные
Сварка — один из наиболее прогрессивных способов соединения составных частей изделия. Сварка — это процесс получения неразъемного соединения путем сплавления металлов деталей и сварочного электрода. При сплавлении образуется сварной шов.
Существует много видов сварки и способов их осуществления, например:
Сварные соединения (швы) делятся на следующие виды:
- стыковое, обозначаемое буквой С (Рисунок 6.1, а-е);
- угловое, обозначаемое буквой У (Рисунок 6.1, ж);
- тавровое, обозначаемое буквой Т (Рисунок 6.1, з, и);
- нахлесточное, обозначаемое буквой Н (Рисунок 6.1, к, л);
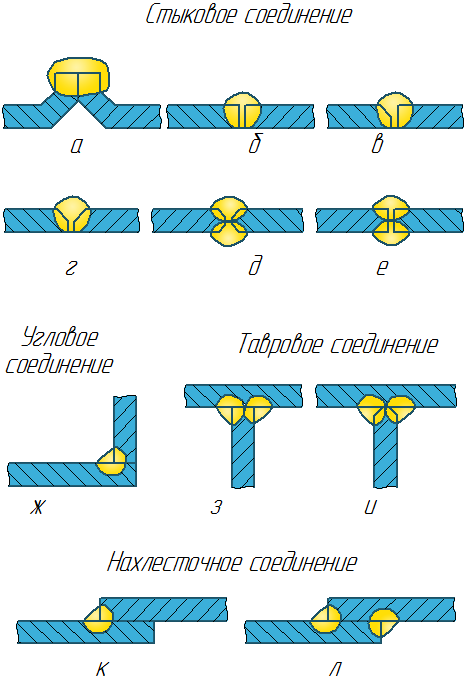
Рисунок 6.1 — Виды сварных швов
Кромки свариваемых деталей могут быть подготовлены: с отбортовкой (Рисунок 6.1, а), без скосов (Рисунок 6.1, б, е, ж, к), со скосом одной кромки (Рисунок 6.1, в), со скосом обеих кромок (Рисунок 6.1, г), с двумя симметричными скосами одной кромки (Рисунок 6.1, д, и) и др.
Шов может быть односторонний (Рисунок 6.1, а, б, в, г, ж, к) и двусторонний (Рисунок 6.1, д, е, з, и, л).
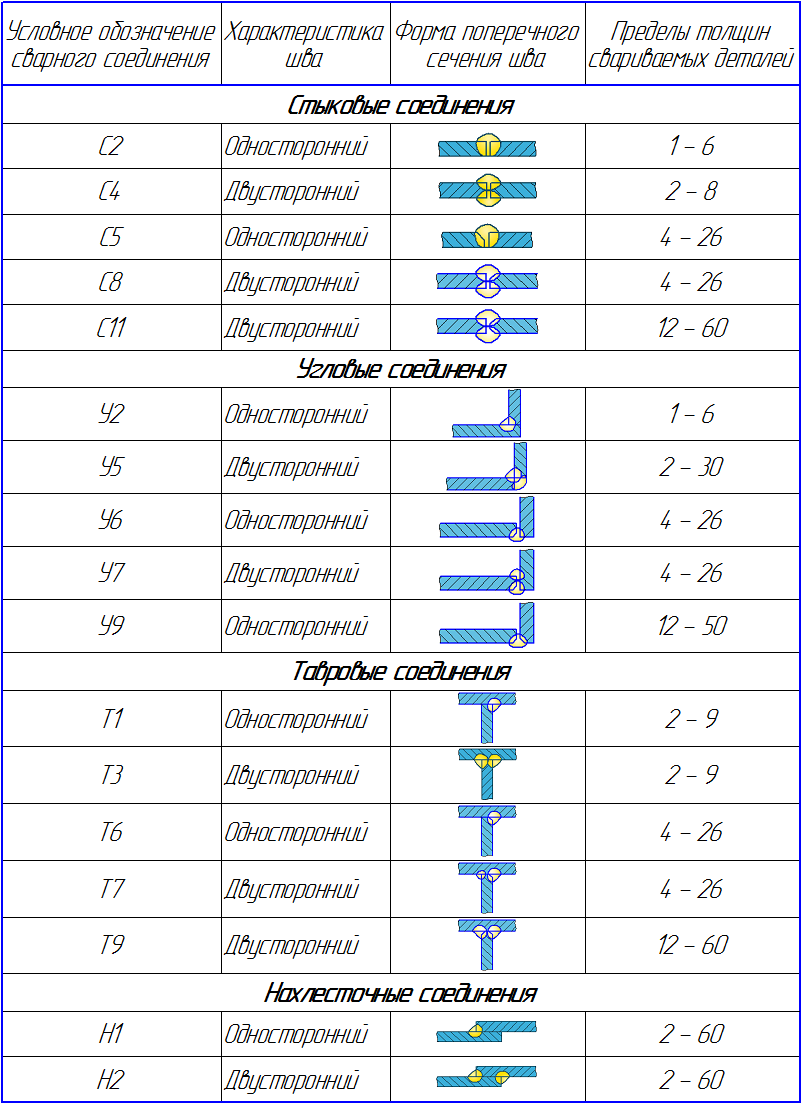
На чертежах к буквенному обозначению сварного шва добавляют цифровое, которое характеризует всю совокупность конструктивных элементов сварного шва, т.е. вид подготовки кромок, толщину свариваемых деталей и т.д.
Например, стыковое соединение, односторонний шов без скосов обеих кромок для деталей толщиной S = 1…6 мм — обозначается С2; тавровое соединение, шов двусторонний с двумя скосами одной кромки, толщина деталей S = 12…100 мм — обозначается Т9, см. таблицу ниже, на которой представлены некоторые обозначения типов сварных швов.
Шов характеризуется размером катета поперечного сечения шва (в нахлесточном, угловом и тавровом соединениях). Шов может быть непрерывным (Рисунок 6.2, а), прерывистым с цепным расположением свариваемых участков (Рисунок 6.2, б) и непрерывным с шахматным расположением свариваемых участков (Рисунок 6.2, в).
| а | б | в |
Рисунок 6.2 — Расположение сварочных швов
Выступающую часть шва над поверхностью основного металла называется выпуклостью или усилением шва (Рисунок 6.3). Шов может выполняться по замкнутой (Рисунок 6.4, а) или незамкнутой линии (Рисунок 6.4, б).
| а | б |
Рисунок 6.3 — Усиление шва
| а | б |
Рисунок 6.4 — Замкнутая (а) и незамкнутая (б) линии шва
Согласно ГОСТ 2.312-72, шов сварного соединения независимо от способа сварки условно изображают сплошной основной (видимый шов) или штриховой (невидимый шов) линией (Рисунок 6.5, а). Одиночные сварные точки изображают знаком «+» высотой и шириной 5…10 мм, толщина линий S (Рисунок 6.5, б). Невидимые сварные точки не изображают.
На Рисунке 6.5, а показаны примеры условных обозначений сварных швов:
- верхний шов (изображен штриховой линией) нахлесточного соединения, выполнен ручной электродуговой сваркой при монтаже изделия, по незамкнутой линии, катет шва 5 мм, шов прерывистый с цепным расположением провариваемых участков, l-50 мм и t-100 мм;
- нижний шов таврового соединения выполнен при монтаже изделия ручной электродуговой сваркой, шов прерывистый цепной, l-50 мм, t-100 мм, катет шва 5 мм, шов выполняется при монтаже изделия.
Рисунок 6.5 — Пример изображения и обозначения сварного шва на чертеже
Условное обозначение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (Рисунок 6.6, а) или под полкой линии-выноски, проводимой от оборотной стороны (Рисунок 6.6, б).
Линию-выноску начинают односторонней стрелкой.
| а | б |
Рисунок 6.6 — Схема нанесения условного обозначения сварного шва
В условном обозначении шва могут быть применены знаки, представленные в таблице 6.1.
Таблица 6.1- Условные обозначения типа сварного шва
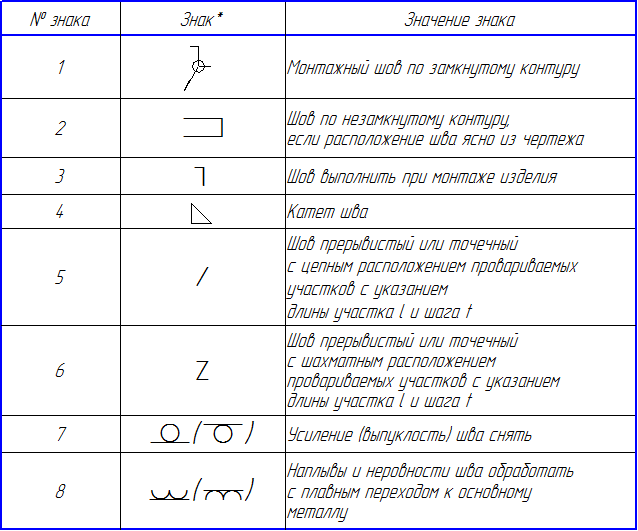
В скобках приведено изображение знаков при обозначении шва с оборотной стороны, т.е. при записи условного обозначения шва под полкой линии-выноски.
Все знаки выполняют тонкими линиями. Высота знаков должна быть одинаковой с высотой цифр, входящих в обозначение шва.
На Рисунке 6.7 приведено полное условное обозначение стандартного шва или одиночной сварной точки по ГОСТ 2.312-72.
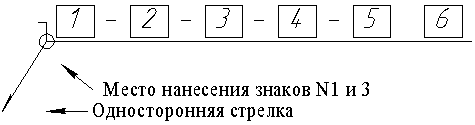
Рисунок 6.7 — Условное обозначение сварного шва
1 — Обозначение стандарта на типы и конструктивные элементы швов
2 — Буквенно-цифровое обозначение шва
3 — Условное обозначение способа сварки (допускается не указывать)
4 — Знак 4 (табл.6.1) и размер катета
5 — Размер:
— для прерывистого шва — длины привариваемого участка
— для одиночной сварной точки, или контактной точечной сварки — расчетного диаметра точки
— для контактной шовной сварки — расчетной ширины шва
— для прерывистого шва контактной шовной сварки — расчетной ширины шва, знак умножения, размер длины привариваемого участка, знак / и размер шва
6 — Вспомогательные знаки
При наличии одинаковых швов обозначение наносят у одного изображения, а у остальных проводят линии-выноски с полками для указания номера шва (Рисунок 6.8, а, б) или без полок, если все швы одинаковые (Рисунок 6.8, в).
| а | б | в |
Если все сварные швы, изображенные на чертеже изделия, хотя и разных типов, выполняют по одному и тому же стандарту, например, ГОСТ 5264-80, его обозначение на полке не указывают, а дают ссылку в технических требованиях.
6.2 Соединения паяные
В паяных соединениях детали соединяются путем схватывания металлов припоя и деталей. Пайку применяют для получения герметичности, образования покрытия от коррозии (лужения), при соединении деталей, и т.д. В ряде случаев способ соединения пайкой имеет преимущество перед сваркой, его широко применяют в радиотехнике, электронике, приборостроении.
Существует большое число способов пайки, простейшим из которых является пайка паяльником.
Способ пайки указывают в технической документации.
- по температуре расплавления на:
- особолегкоплавкие (до 145° С),
- легкоплавкие (до 450° С),
- среднеплавкие (до 1100° С),
- высокоплавкие (до 1850° С) и
- тугоплавкие (свыше 1850° С);
- по основному компоненту на:
- оловянные (ПО),
- оловянно-свинцовые (ПОС),
- цинковые (ПП),
- медно-цинковые (латунные, ПМЦ),
- серебряные (ПСр) и др.
Наиболее широко применяются оловянно-свинцовые припои. Выпускают припои в виде проволоки (Прв), прутков (Пт), лент (Л) и др.
Марку припоя записывают в технических требованиях по типу:
ПОС 40 ГОСТ (без указания сортамента) или
Припой Прв КР2 ПОС 40 ГОСТ 21931-76 1931-76 (с указанием сортамента),
где Прв КР2 — проволока круглого сечения диаметром 2 мм. Число 40 указывает содержание олова в процентах (остальное — свинец); припой ПСр 70 ГОСТ 19733-74* — 70% серебра, 26% меди и 4% цинка; припой ПОС 40 — мягкий, ПСр 70 твердый.
При соединении получается паяный шов (ГОСТ 19249-73 — Соединения паяные. Основные типы и параметры).
Как и сварные, паяные швы (П) подразделяют (рис. 6.9) на: нахлесточные (ПН-1, ПН-2,…); телескопические (ПН-5, ПН-6); стыковые (ПВ-1,ПВ-2,…); косостыковые (ПВ-3, ПВ-4); тавровые (ПТ-1,ПТ-2,…); угловые (ПУ-1,ПУ-2,…); соприкасающиеся (ПС-1,ПС-2,…).
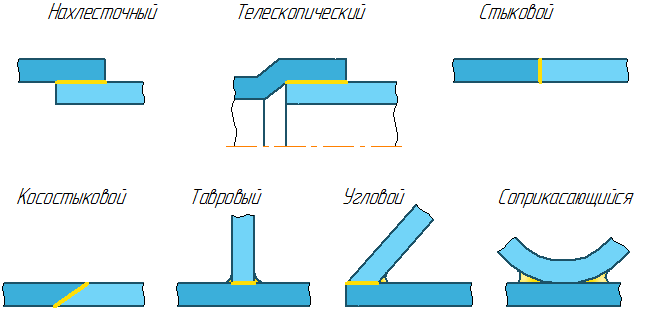
Рисунок 6.9 — Типы паяного шва
Согласно ГОСТ 19249-73*, тип шва указывают на полке линии-выноски (Рисунок 6.10).
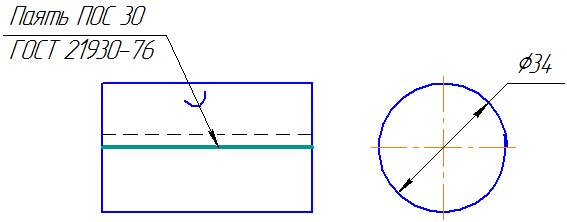
Рисунок 6.10 — Пример обозначения паяного шва на чертеже
6.3 Соединение заклепками
Такие соединения применяют для деталей из несвариваемых, а также не допускающих нагрева материалов в самых различных областях техники – металлоконструкциях, котлах, судо- и самолетостроении.
Заклепки изготавливают из достаточно пластичных для образования головок материалов: сталей марок Ст2, Ст3, Стали 10, латуни, меди и др. Материал заклепок должен быть однородным с материалом соединяемых металлических деталей.
Наиболее широко применяют заклепки с полукруглой, потайной, полупотайной, плоской головкой, классов точности В и С, с покрытием и без него.

Рисунок 6.11 — Заклепки
Обозначение: Заклепка С8х20.38.МЗ.136 ГОСТ …, где — С — класс точности, 8 — диаметр, 20 — длина, 38 — обозначение группы материала, М3 — марка материала (медь), 136 — обозначение вида и толщины покрытия.
Отверстия под заклепки пробивают или сверлят немного больше размера (на 0,5 …1 мм) диаметра заклепки.
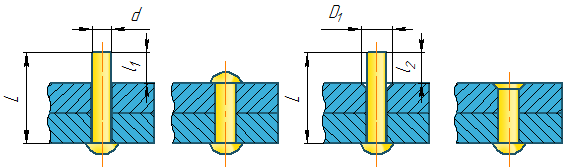
Свободный конец должен иметь длину, необходимую для изготовления замыкающей головки (Рисунок 6.12) и выбираемую по ГОСТ 14802-85 — «ЗАКЛЕПКИ (ПОВЫШЕННОЙ ТОЧНОСТИ) Диаметры отверстий под заклепки, размеры замыкающих головок и подбор длин заклепок», размеры гнезд регламентированы ГОСТ 12876-67 — «Поверхности опорные под крепежные детали. Размеры».
.
Рисунок 6.12 — Расчет длины заклепки
По назначению заклепочные швы делят на прочные, плотные, обеспечивающие герметичность, и плотно-прочные. По конструктивным признакам заклепочные швы бывают одно-, двух-, трехрядные и т.д. с листами, расположенными встык с одной или двумя накладками, с цепным или шахматным расположением заклепок (Рисунок 6.13).
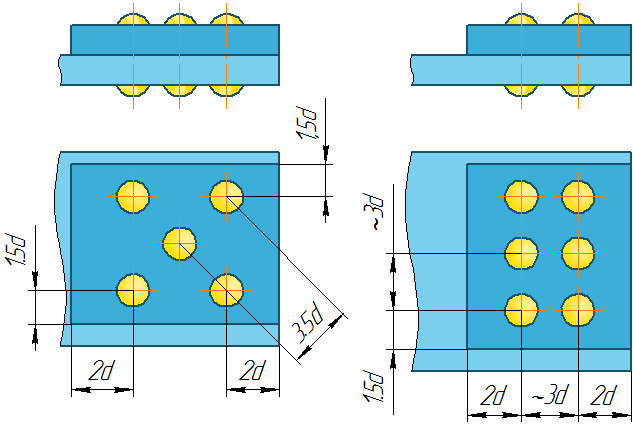
Рисунок 6.13 — Варианты расположения заклепок
Если шов содержит заклепки одного типа и с одинаковыми размерами, то на чертеже согласно ГОСТ их обозначают одним из условных знаков в одном-двух местах каждого соединения, а в остальных — центровыми или осевыми линиями (Рисунок 6.14). На чертеже наносят размеры расстояний между заклепками в ряду, между рядами и от кромок листов.
Рисунок 6.14 — Условные изображения заклепок различного типа на чертеже
Рисунок 6.15 — формирование замыкающей головки
Рисунок 6.16 — Изображение заклепки с полукруглой головкой
| Диаметр стержня d | Диаметр головки D | Высота головки H | Радиус под головкой r, не более | Радиус сферы головки R | Расстояние oт основания головки до места измерения диаметра, l |
|---|---|---|---|---|---|
| 1 | 1,8 | 0,6 | 0,2 | 1 | 1,5 |
| 1,2 | 2,1 | 0,7 | 1,2 | ||
| (1,4) | 2,5 | 0,8 | 1,4 | ||
| 1,6 | 2,9 | 1,0 | 1,6 | ||
| 2 | 3,5 | 1,2 | 1,9 | ||
| 2,5 | 4,4 | 1,5 | 2,4 | 3 | |
| 3 | 5,3 | 1,8 | 2,9 | ||
| (3,5) | 6,3 | 2,1 | 0,4 | 3,4 | |
| 4 | 7,1 | 2,4 | 3,8 | ||
| 5 | 8,8 | 3,0 | 4,7 | 4 | |
| 6 | 11 | 3,6 | 0,5 | 6 | |
| 8 | 14 | 4,8 | 7,5 | ||
| 10 | 16 | 6,0 | 0,6 | 8,3 | 6 |
| 12 | 19 | 7,2 | 0,8 | 9,8 | |
| (14) | 22 | 8,4 | 11,4 | ||
| 16 | 25 | 9,5 | 1,0 | 13 | |
| (18) | 27 | 11 | 13,8 | 8 | |
| 20 | 30 | 12 | 15,4 | ||
| (22) | 35 | 13 | 18,3 | ||
| 24 | 37 | 16 | 1,2 | 18,7 | |
| 30 | 45 | 20 | 22,7 | 10 | |
| 36 | 55 | 24 | 1,6 | 27,8 |
Длина заклепок выбирается из следующего ряда: 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100 мм и т.д..
| Диаметр заклепки | 1 | 1,2 | 1,6 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 13 | 16 | 19 | 22 | 25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Точная сборка 1-я | 1,1 | 1,3 | 1,7 | 2,1 | 3,1 | 4,1 | 5,2 | 6,2 | 8,2 | 10,5 | 13,5 | 16,5 | 20 | 23 | 26 |
| Точная сборка 2-я | 1,2 | 1,4 | 1,8 | 2,2 | 3,3 | 4,2 | 5,5 | 6,5 | 8,5 | 11,0 | 13,5 | 16,5 | 21 | 23 | 26 |
| Грубая сборка | — | — | — | 2,3 | 3,5 | 4,5 | 5,8 | 6,8 | 8,8 | 11,0 | 14,0 | 17,0 | 21 | 24 | 27 |
6.4 Соединения, получаемые склеиванием
Способ соединения деревянных, пластмассовых и металлических деталей и конструкций путем склеивания, находит широкое применение в промышленности.
Правила изображения полностью совпадают с изложенными выше для паяных соединений, отличается лишь знак (Рисунок 6.17) (ГОСТ ГОСТ 2.313-82).
Обозначение: Клей БФ-10Т ГОСТ 22345-77*, обозначение приводят в технических требованиях, в простейших случаях — на полке линии-выноски.
Рисунок 6.17
Обозначение пайки и сварки на чертеже
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка и родственные процессы
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ НА ЧЕРТЕЖАХ
Welding and allied processes. Symbolic representation on drawings. Welded joints
Дата введения 2022-09-01
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт идентичен международному стандарту ИСО 2553:2019* "Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения" (ISO 2553:2019 "Welding and allied processes - Symbolic representation on drawings - Welded joints", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Международный стандарт разработан Техническим комитетом ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 7 "Обозначения и термины".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
1 Область применения
Настоящий стандарт устанавливает правила обозначения сварных соединений на технических чертежах. Они могут включать информацию о геометрии, производстве, качестве и испытаниях сварных швов. Положения настоящего стандарта могут применять и к соединениям, полученным пайкой твердым или мягким припоем.
На мировом рынке существуют два различных способа обозначения на чертежах стороны указанной стрелкой и обратной стороны. В настоящем стандарте:
- пункты, таблицы и рисунки с буквой "A" применимы только к системе условного обозначения, основанной на двойной линии полки;
- пункты, таблицы и рисунки с буквой "B" применимы только к системе условного обозначения, основанной на одинарной линии полки;
- пункты, таблицы и рисунки, не имеющие букв "A" или "B" применимы к обеим системам.
Обозначения, определяемые настоящим стандартом, допускается комбинировать с другими обозначениями, применяемыми на технических чертежах, например с обозначениями требований к чистовой обработке поверхности.
Представлен также альтернативный метод условного обозначения, который допускается применять для обозначения сварных соединений на чертежах, указав необходимую информацию о конструкции, такую как размеры сварного шва, уровни качества и т.д. Подготовка соединения и процесс(ы) сварки определяются производственным подразделением для соответствия установленным требованиям.
Примечание - Приведенные в настоящем стандарте примеры, включая размеры, являются поясняющими и предназначены для демонстрации применения положений.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для недатированных ссылок применяют последнее издание ссылочного стандарта (включая все изменения)]:
ISO 128 (all parts), Technical drawings - General principles of presentation (Технические чертежи. Основные положения)
ISO 129-1, Technical product documentation (TPD) - Presentation of dimensions and tolerances - Part 1: General principles (Техническая документация на продукцию. Указание размеров и допусков. Часть 1. Основные положения)
ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов)
ISO/TR 25901 (all parts), Welding and related processes - Vocabulary (Сварка и родственные процессы. Словарь)
3 Термины и определения
В настоящем стандарте применены термины в соответствии с ISO/TR 25901 (все части), а также следующие термины с соответствующими определениями.
ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
3.1 условное обозначение сварного соединения (welding symbol): Обозначение, состоящее из линии стрелки (3.3) и линии полки (3.4), которое может включать начальные обозначения (3.8) и вспомогательные обозначения (3.9), размеры и/или "хвост", применяемые на технических чертежах.
Примечание - См. раздел 4.
3.2 основное условное обозначение сварного соединения (basic welding symbol): Обозначение, состоящее из линии стрелки (3.3), линии полки (3.4) и "хвоста", применяемое тогда, когда сварное соединение точно не определено, а только указано, что оно должно быть выполнено.
Примечание 1 - См. 4.2.
3.3 линия стрелки (arrow line): Выносная линия, применяемая для указания соединения, которое должно быть выполнено, обычно вычерчиваемая под углом 135° к линии полки (3.4).
Примечание 1 - См. 4.6.
3.4 линия полки (reference line): Часть условного обозначения сварного соединения (3.1), представляющая линию, на которой расположены начальные обозначения (3.8), обычно вычерчиваемая параллельно нижнему краю чертежа.
Примечание 1 - См. 4.7.
3.5 "хвост" (tail): V-образный элемент, добавляемый на конце линии полки (3.4) противоположном линии стрелки (3.3).
Примечание 1 - См. 4.8.
3.6 сторона, указанная стрелкой (arrow side): Сторона соединения, на которую указывает линия стрелки (3.3).
Примечание 1 - См. 4.7.2.1.
3.7 обратная сторона (other side): Сторона соединения, противоположная стороне, указанной линией стрелки (3.6).
3.8 начальное обозначение (elementary symbol): Обозначение, образующее часть условного обозначения сварного соединения (3.1) и расположенное на линии полки (3.4) для указания типа сварного шва и подготовки соединения.
Примечание 1 - См. 4.4.
3.9 вспомогательное обозначение (supplementary symbol): Обозначение, применяемое в сочетании с начальными обозначениями (3.8) для указания добавочной информации о соединении.
Примечание 1 - См. 4.5.
3.10 дополнительная информация (complementary information): Информация, не содержащая обозначения и относящаяся к выполнению сварных швов, которая может быть включена в "хвост" (3.5) условного обозначения сварного соединения (3.1).
3.11 прерывистый шов (intermittent weld): Ряд участков сварного шва, выполненных с промежутками по длине соединения.
[ISO/TR 25901-1:2016, 2.1.6.15]
Примечание 1 - См. 5.3.2.
3.11.1 цепной прерывистый шов (chain intermittent weld): Двусторонний прерывистый шов (3.11), у которого заваренные участки с обеих сторон расположены друг против друга вдоль соединения.
Примечание 1 - Как правило, это угловые швы в тавровых и нахлесточных соединениях.
Примечание 2 - См. 5.3.2.2.
[ISO/TR 25901-1:2016, 2.1.6.17, изменено - примечание 2 адаптировано]
3.11.2 шахматный прерывистый шов (staggered intermittent weld): Двусторонний прерывистый шов (3.11), у которого заваренные с одной стороны участки находятся напротив незаваренных участков с обратной стороны (3.7) вдоль соединения.
Примечание 2 - См. 5.3.2.3.
[ISO/TR 25901-1:2016, 2.1.6.16, изменено - примечание 2 адаптировано]
3.12 смещение (offset): Расстояние между началом сварки на лицевой стороне шахматного прерывистого шва (3.11.2) и началом сварки на обратной стороне (3.7).
Примечание 1 - См. 5.3.2.3, C.2.3, таблицу C.1, N 3, C.3.3 и таблицу C.2, N 3.
3.13 подварочный валик (Нрк. уплотняющий валик) (back run): Последний валик, наплавляемый со стороны корня сварного шва.
[ISO/TR 25901-1:2016, 2.1.8.21]
3.14 подварочный шов (backing weld): Подварка в виде сварного шва.
3.15 номинальная длина сварного шва (nominal weld length): Расчетная длина сварного шва.
Примечание 1 - Номинальная длина сварного шва - это длина, на которой сварной шов имеет номинальный размер.
3.15.1 номинальная длина участков сварного шва (nominal length of weld elements): Номинальная длина каждого участка сварного шва (для прерывистых швов).
3.16 номинальная толщина углового шва a (nominal throat thickness): Расчетное значение высоты наибольшего равнобедренного треугольника, который можно вписать в сечение углового шва.
Примечание 1 - Если указаны другие номинальные толщины углового шва, например угловые швы с различными катетами шва (см. таблицу 6, N 2.3), их необходимо четко указывать. В таких случаях обозначение a не используют.
[ISO/TR 25901-1:2016, 2.1.7.8, изменено - добавлено обозначение a. Примечание 1 изменено]
3.17 катет углового шва z (leg length): Расстояние от фактического или предполагаемого пересечения расплавляемых поверхностей до границы углового шва на расплавляемой поверхности.
[ISO/TR 25901-1:2016, 2.1.7.5, изменено - добавлено обозначение z]
3.18 толщина проплавления (Нрк. толщина сваренного металла) (penetration depth, deposit thickness): Толщина металла шва, исключая любую выпуклость.

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
Единая система конструкторской документации
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Unified system for design documentation. Symbolic designations and representations of welds and welded joints
Дата введения 1973-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. N 935 дата введения установлена с 01.01.73
ИЗДАНИЕ (июль 2010 г.) с Изменением N 1, утвержденным в июле 1991 г. (ИУС 10-91)
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый - сплошной основной линией (черт.1а, в);
невидимый - штриховой линией (черт.1г).

Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком "+" (черт. 1б), который выполняют сплошными линиями (черт.2).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт.1). Линию-выноску предпочтительно проводить от изображения видимого шва.
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт.3).
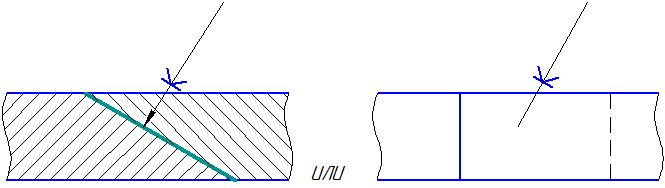
1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт.4).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Значение вспомогательного знака
Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва
с лицевой стороны
с оборотной стороны
Усиление шва снять
Наплывы и неровности шва обработать с плавным переходом к основному металлу
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения
Разбираемся в чертежах сварочных швов по ГОСТу

Виды сварки
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.

Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Читайте также: