Обработка швов нержавейки после сварки
Обновлено: 02.05.2024
Поверхность нержавейки имеет защитный слой, который может быть нарушен в результате воздействия сварки. Для его восстановления и для того чтобы защитить поверхность нержавеющей стали, в том числе сварные швы, от разрушения из-за воздействия коррозии и ржавления, применяется специальная обработка – пассивация. Как итог образуется слой, стойкий к внешнему воздействию. Если качество пассивации сварных швов нержавеющей стали высокое, то получается ровный защитный слой, демонстрирующий одинаковую плотность на различных участках.
Цели пассивации сварных швов нержавеющей стали
Для пассивации нержавейки и швов, образующихся на ней после сварки, применяют растворы различных металлов. В результате происходит создание фазовых слоёв, обладающих новыми свойствами. Слои являются более стойкими к процессам окисления и позволяют защитить сталь от разрушающего воздействия коррозии. Применение такой обработки позволяет достичь следующих целей:
- Прекращаются процессы разрушения верхнего слоя металла;
- Равномерно сглаживается внешний слой детали, происходит удаление царапин и заусенцев;
- Созданные сварные соединения защищаются таким образом от потери прочности;
- В некоторых случаях после обработки металл становится более эластичным, снижается его хрупкость;
- Создание защитной плёнки позволяет в дальнейшем не опасаться разрушительного действия коррозии;
- Осуществляется нанесение слоя, который улучшает декоративные свойства предмета и улучшает его потребительские качества;
- Существенно повышается срок службы изделий.
Проведение пассивации сварных швов особенно важно для трудносвариваемых металлов: эта процедура позволяет обеспечить герметичность соединений. Использование пассивирования важно, поскольку даже воздух может рассматриваться в качестве агрессивной среды.
Особенно часто пассивирование нержавеющей стали применяется для защиты трубных конструкций, деталей крепления, элементов конструкций, которые должны постоянно соприкасаться с морской водой.
Однако при выполнении пассивации нужно учитывать, что она желательна не во всех случаях. Иногда она отрицательно воздействует на прочность стали. Поэтому, принимая решение о проведении пассивации, нужно учитывать все особенности обрабатываемого материала и применяемого метода пассивации.
Химическая пассивация сварных швов нержавеющей стали
При сварке нарушается верхний слой нержавеющей стали в местах соединения. Это делает нержавейку особенно уязвимой к коррозии. Проведение пассивации позволяет надёжно защитить сварочные соединения. При процедуре химической пассивации происходит использование ионов солей, имеющих отрицательный заряд. Они притягиваются к атомам металла, образуя новое химическое соединение (хим пас), обладающее повышенной устойчивостью к коррозии.
Технология химической пассивации швов нержавейки
Процедуре пассивации сварных швов нержавеющей стали предшествуют очистка (обезжиривание) швов и их травление.
Небольшие швы обрабатываются точечно, то есть средство наносят на то место, где требуется зачистка. Иногда для достижения хорошего результата деталь опускают в раствор полностью и оставляют на несколько часов - используется метод погружения. Время рассчитывается индивидуально для каждой отдельной детали и марки стали.
Перед началом процедуры химической пассивации швов (хим пас покрытие нержавейки) необходимо тщательно очистить швы: могут, например, остаться следы химических загрязнений, такие как масляная плёнка и другие вещества. Их нужно тщательно «отмыть»: процедура называется «обезжиривание». Если остались твёрдые загрязнения, для их удаления потребуется проведение механической обработки. «Металл Клинер» рекомендует использовать обезжириватель для всех видов металлов SteelGuard MultiClean.
Следующим шагом является травление. После сварки происходит обеднение защитного слоя металла и образуется слой, цвет которого вследствие термических процессов отличается от общего цвета поверхности стали. Этот повреждённый слой удаляют, однако, если это сделать механическим путём, то возникнут абразивные частицы, которые снизят качество дальнейшей обработки. Поэтому предпочтительным является использование травильных растворов фтористо-водородной или азотной кислоты. Они удаляют не только обеднённый слой, но и различные загрязняющие вещества, в том числе, мелкие частицы железа или масляные плёнки.
Подробнее применяемые методы травления нержавеющей стали описаны в статье "Травление и пассивация нержавеющей стали".
Примеры средств для травления:
При проведении травления важно тщательно соблюдать температурный режим работы. Если действия производятся при пониженной температуре, то это увеличивает продолжительность обработки. При невозможности естественным путём обеспечить наличие нужной температуры, применяют циркуляционный подогрев раствора. Однако, в то время как большие поверхности металла обычно травят с использованием жидких растворов, то конкретно для химического травления сварных швов нержавейки используют специальные пасты с нанесением кислотостойкой кистью для травления и пассивации – происходит так называемая местная обработка.
Далее необходимо нейтрализовать химическое действие используемого раствора. Для этого производят промывку специальными веществами. Обычно для этой цели используют трёхпроцентный раствор аммиака с добавкой олеиновой кислоты и гидроксида натрия. Если не нейтрализовать травильный раствор и на нержавейке останутся его пятна, то качество полученной защитной плёнки снизится. После этого нужно полностью высушить изделие. Это делают в специальных камерах, где происходит обдувание прогретым воздухом.
Убедиться в качестве проделанной работы можно несколькими способами, однако одним из наиболее распространённых является обработка защитного слоя при помощи раствора ферроцианида калия в азотной кислоте. В тех местах, где защитный слой недостаточно надёжный, после обработки поверхность примет характерный синий цвет. Этот вид проверки химического пассивирования швов нержавеющей стали считается достаточно надёжным и применяется в большинстве случаев. Проведение такой обработки позволяет быстро получить результаты. Однако для этой цели можно применить более простой способ. Если поместить деталь в воду и продержать в течение определённого времени, то на плохо обработанных участках появятся пятна ржавчины.
После подготовительной работы можно, наконец, приступить к процедуре пассивации сварных швов нержавейки. Ее выполняют после травления для восстановления легирующего слоя на поверхности. Именно этот пассивный слой служит основной причиной коррозионной стойкости нержавеющей стали.
Пассивирование подразумевает применение химических средств, задача которых состоит в образовании защитной пленки на месте соединения. После пассивации поверхность приобретает антикоррозийные свойства, и, как следствие, увеличивается надежность готового изделия.
Средства для химической пассивации сварных швов нержавейки
Химическая пассивация швов нержавеющей стали – это процесс регенерации исходных характеристик нержавеющей стали в отношении коррозионной стойкости. Химический состав подбирается в зависимости от особенностей стали, и требуется подобрать наиболее эффективное вещество, так называемый пассиватор для нержавеющей стали.
Пассивацию можно выполнить тремя различными способами:
- Нанесением кистью гелей/паст;
- Распылением с помощью соответствующего насоса (Пассиватор для нержавеющей стали SteelGuard InoxPass Spray);
- Погружением в ванну (Средство для восстановления пассивного слоя нержавеющей стали SteelGuard InoxPass).
В качестве средств для пассивации нержавейки часто используются растворы солей различных металлов. Также популярностью пользуется пассивация сварных швов нержавейки кислотами. В качестве пассивирующих кислот могут использоваться азотная, серная, ортофосфорная и лимонная кислоты. Чтобы повысить эффективность, применяются различные добавки. Иногда раствор дополнительно содержит небольшое количество бихромата натрия.
Электрохимическая пассивация швов нержавейки
Одним из способов пассивации сварных швов нержавеющей стали является электрохимический метод. Согласно технологии, происходит воздействие на околошовную зону с помощью электрического тока и специально разработанных электролитов для очистки, травления, пассивации и полировки нержавеющей стали. Когда ток протекает через раствор, происходят изменения химического состава участвующих в реакции веществ.
При удалении цветов побежалости со швов нержавейки поверхность не портится, это значит, что если вы используете «зеркальную» сталь, то после обработки вы не увидите в околошовной зоне матовых, тусклых пятен, какие могут оставаться при использовании азотосодержащих травильных паст. Также при электрохимической пассивации сварных швов нержавеющей стали ничего не происходит и с матовой, и со шлифованной поверхностью. При этом после обработки швов с помощью этой технологии полностью восстанавливается легирующий (пассивный) слой нержавеющей стали, который при дальнейшей эксплуатации защищает поверхность стали от коррозии.
Аппарат для пассивации сварных швов
Сварные швы нержавеющей стали можно очистить и запассивировать при помощи специального оборудования, одним из примеров которого являются аппараты для сварных швов серии SteelGuard. Данные установки предназначены для выполнения очистки сварных швов нержавеющей стали, включая финальные функции пассивации и полировки швов нержавейки.
Такое оборудование, как аппарат для электрохимической очистки швов SteelGuard 685, позволяют контролировать необходимую силу тока, благодаря чему можно эффективно работать на любом типе поверхности, не опасаясь повредить металл при прикосновении голого электрода, что раньше оставляло непоправимый след и портило поверхность нержавеющей стали.

Кейс нашей компании по замене химического метода пассивации сварных швов на электрохимический на пищевом производстве можно увидеть в статье
"Аппарат для пассивации сварных швов на пищевом производстве ПТК НИКА".
Сравнение химической и электрохимической пассивации: выводы
По сравнению с химической пассивацией сварных швов нержавейки, при использовании электрохимического способа время обработки относительно невелико, а качество полученного защитного слоя выше. Метод более затратен в финансовом плане, однако предпочтителен при достаточных объемах – например, на производствах любых масштабов. Приобретение аппарата для электрохимической очистки швов может стать серьезным улучшением производственного процесса.
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Чем варить нержавеющую сталь в домашних условиях
При монтажных, ремонтных работах часто нужна сварка нержавейки. Использование стойких к коррозии легированных стальных сплавов давно приобрело массовый характер. Сварить нержавейку можно несколькими способами, используя бытовое оборудование. Для некоторых необходимы дорогие промышленные автоматы. В небольшом обзоре кратко представлены все виды горячего соединения легированных сталей.

Особенности сварки деталей из нержавеющей стали
Сначала о том, можно ли варить легированный металл как черный. Да, ММА, TIG MIG – все эти способы актуальны. Но при сварке нержавеющей стали нужно учитывать некоторые особенности сплавов:
- высокий коэффициент термического расширения, складывать детали из нержавеющей стали нужно с зазором;
- высокая теплопроводность нержавейки, чтобы не создавать большую температуру в рабочей зоне, заготовки с содержанием углерода меньше 0,2%, предварительно прогревают, сварочный ток снижают на 20%;
- высокое сопротивление нержавеющих сталей, металл быстро нагревается, поэтому для сварочных работ подбирают специальные электроды длиной 35 см;
- при нагреве хромоникелевой нержавейки образуются термостойкие пленки оксидов легирующих элементов, процесс сварки из-за этого затрудняется, рабочую зону необходимо охлаждать.
Варить нержавейку в домашних условиях нужно, учитывая особенностей стали, иначе соединение получится некачественным.
Подготовительные работы
Чтобы правильно сварить нержавейку, перед проведением работ требуется провести ряд работ:
- заготовки предварительно очищают от грязи, пыли, снимают с поверхности оксидный слой до металлического блеска щеткой, мелким напильником или наждачной бумагой;
- кромки толще 4 мм разделывают болгаркой или спиливают под углом;
- нержавейку толще 7 мм подвергают предварительному нагреву, температура зависит от марки стали;
- детали укладывают с зазором, его размер определяют по справочнику.
Перед проваркой шва стык прихватывают в нескольких местах, чтобы детали не смещались во время работы.
Распространенные способы сварки нержавеющей стали
Любые способы горячего соединения высокоуглеродистых сплавов подходят для сварки нержавейки в домашних условиях, но прочность соединения будет разной. Наплавочные электродуговые швы надежны, но не рассчитаны на разнонаправленную нагрузку. Тонколистовую нержавейку лучше варить аргоном, для них наплавка не нужна, главное уберечь металл от прожогов. Полуавтоматическая с использованием инвертора – универсальная, подходит для многих марок нержавейки, работы с деталями разной толщины. Каждый из способов стоит рассмотреть подробнее.
Сварка покрытыми электродами
Электродуговой метод ММА чаще всего используют для нержавейки, если к соединениям не предъявляют особых требований. При выборе электродов руководствуются ГОСТ 10052−75. В стандарте указано, чем варят нержавейку, легированную хромом, никелем, железом, тугоплавкими металлами. Электроды делятся на две группы. Стержни с основным видом обмазки, в состав которой входят карбонаты кальция, магния, ими варят легированный металл на обратной полярности, подключают их «+». Рутиловая обмазка содержит оксид титана, такие стержни применяют при токе любой полярности, подключают к «+» и «-» контактам. Они меньше разбрызгиваются, реже залипают.
Полуавтоматом
Качественно заварить нержавейку, используя присадочную проволоку, поможет технология MIG с подачей углекислого газа в область расплава. Полуавтомат обеспечивает равномерную подачу присадки в рабочую зону. Проволока подбирается под вид сплава – основной легирующий компонент. Выпускают омедненную присадку, порошковую с каналом, заполненным флюсом, алюминиевую. В качестве источника тока используют выпрямитель или инвертор. Дуга создается примерно так же, как в электродуговой сварке. Контакт «+» подводится к горелке, по ней попадает на подающий проволоку мундштук. Одновременно с проволокой подается газовая смесь, образующая защитную атмосферу.
Полуавтоматом варят детали:
- до 4 мм (короткой дугой);
- толще 4 мм, используя метод струйного переноса.
Импульсная сварка с минимальным разбрызгиванием ванны расплава применима для нержавеющей стали любой толщины.
Ручная и полуавтоматическая в среде аргона
Технология TIG (ручной) и MIG (полуавтоматической) применяется для работы с тонкой нержавейкой, предусматривает использование вольфрамовых тугоплавких электродов для создания электродуги. Подачу аргона начинают до розжига дуги, заканчивают через 20 секунд после угасания.
Другие способы сварки нержавейки
На производстве используют другие методы соединения легированных деталей. Для соединения заготовок на промышленном оборудовании не применяется наплавочный материал, нержавеющий сплав расправляется ограниченно, на большую глубину.
Холодная сварка под большим давлением
Технология основана на способности сплавов преобразовывать кинетическую энергию в тепловую. При сдавливании внутренняя структура стали изменяется с выделением энергии, нержавейка становится пластичной. Один слой вдавливается в другой с образованием диффузного слоя. Сварка нержавеющей стали производится односторонним или двухсторонним давлением. На прессы устанавливают специальные штампы. Получаются очень аккуратные точечные или линейные соединения без окалины, трещин, внутренних напряжений в рабочей зоне.
Контактная сварка нержавейки
Ток подается на два неплавящихся электрода из цветных сплавов, заготовки помещаются между ними. При подаче тока электроды с усилием сжимают. Варят нержавеющую сталь только в зоне контакта, дуга прошивает детали насквозь, расплавляет. Ручные сварочные клещи используют для сварки тонкой нержавейки до 2 мм. Заготовки потолще соединяют аппаратами с усилителями, чтобы можно было продавить зону контакта. Образуется точка размером с площадь электрода.
Лазерным лучом
Для нержавеющей стали применяют технику точечного и шовного метода. Приварить детали можно только встык. При соединении заготовок внахлест в рабочей зоне создаются остаточные напряжения. Ванна расплава ограничена за счет молниеносного воздействия луча. Нержавейка разогревается мгновенно, шов образуется прочным, мелкозернистым. Расплав полностью заполняет стык. В быту лазерная сварка используется редко из-за высокой стоимости оборудования.
Плазменная сварка
Принцип основан на ионизации газа под действием дуги в специальной камере – плазмотроне. Электрическое поле создается с использованием тугоплавкого вольфрамового электрода. Направленный поток плазмы быстро расплавляет заготовки в месте соединения до высокой температуры. Оборудование бывает двух типов:
- ручное, вторым контактом для образования дуги становится металлическая деталь;
- автоматическое, дуга создается между электродом и стенкой камеры.
Ручной плазмой сваривают тонкие заготовки до 3 мм, автоматами – толщиной до 160 мм. Кромки предварительно разделывают, но проваривается шов сразу, за одну проходку.
Завершающий этап
Качество соединения проверяют до зачистки нержавейки после сварки. Если нет трещин, приступают к удалению окалины, сажи, чтобы на металле образовался оксидный слой. Это делают двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
После обработки рабочей зоны на шов накладывают пассивирующий слой.
Самостоятельный монтаж или ремонт металлоизделий из нержавейки требует определенной квалификации от сварщика. Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Как обработать швы нержавейки после сварки

Зачем необходима обработка
Нержавейка не просто так получила свое название. В нем отражено основное свойство этой стали — она устойчива к ржавчине, то есть коррозии. Поэтому нержавейка часто применяется там, где предполагается регулярное соприкосновение с водой и другими агрессивными средами. Такая сталь с течением времени не только останется целой, но и сохранит внешний вид почти в неизменном состоянии.
Но место сварки, несмотря на крепость крепления — это всегда слабая зона, которая даже здесь подвержена не только коррозии (из-за оксидной пленки), но и риску механического разрушения. Именно поэтому нужно делать обработку сварных швов нержавейки. Ведь только благодаря этому самые слабые места конструкции, то есть места крепления деталей, станут настолько защищенными, насколько это возможно.
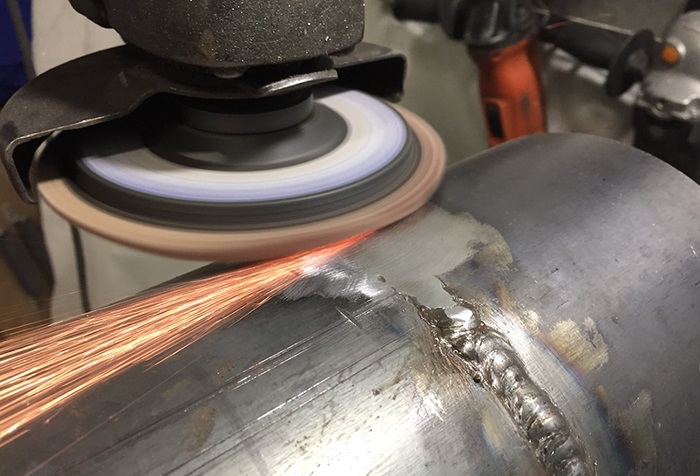
Шлифовка
Шлифовка — основной метод обработки сварного шва нержавейки. Для него из инструментов вам потребуются болгарка и шлифовальные круги для нее с разной степенью зернистости, так как вся обработка делается последовательно в несколько заходов.
Процесс будет таким:
- Сначала убираются все наплавы наиболее жестким материалом. Если сильных наплавов нет, можно сразу переходить к более мелкозернистым материалам.
- Часть, которая будет шлифоваться, ограничивается клейкой алюминиевой лентой. Она прикрепляется к поверхности в несколько слоев, чтобы граница была заметнее.
- Незаклеенная поверхность обрабатывается аккуратно, давить на инструмент не нужно.
- Лента снимается, ею заклеивается обработанная часть, чтобы ограничить уже другую, для зачистки следующей зоны.
После каждой шлифовки поверхность промывается водой и вытирается насухо. Так продолжается, пока все круги, вплоть до самого мелкозернистого, не будут использованы. Обычно хватает трех кругов, с зернистостью 180, потом 320 и 600. Все заканчивается войлочным кругом, потом начинается процедура полировки.
Будьте осторожны!
В процессе обработки швов после сварки нержавейки будет летать пыль, поэтому глаза и органы дыхания нужно защитить.
Иногда для шлифования используются шлифовальные листы. Но здесь тоже нужно подобрать зернистость на черновых деталях. Для обработки могут применяться и токарные станки с особыми кругами для шлифования. Такие можно установить даже на самых простых моделях, которые устанавливаются в домашних мастерских.
Полировка
Многие выбирают нержавейку не только из-за ее свойств, но и из-за внешнего вида. Ведь она имеет характерный металлический блеск, который с годами не исчезает даже без регулярного ухода.
Но после сварки в местах скрепления появляются мутные заметные швы, а блеск — исчезает. Чтобы вернуть его, и тем самым еще больше укрепить материал, выровняв его поверхность, используется полировка. Она может быть:
- ручной;
- машинной;
- ультразвуковой.
Чтобы отполировать шов на нержавейке после сварки в домашних условиях, потребуется провести несколько обработок. Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Травление
Оксидный слой и цветовые пятна можно устранить, используя кислоту для нержавейки после сварки. Процесс, при котором применяются кислоты, называется травлением, и обычно для него приобретаются серная или соляная кислота. Но можно использовать и аналоги, к примеру, кислоту азотную.
Для травления можно применить и щелочь. Тогда для правильной обработки, после сварки деталь из нержавейки помещается в расплав каустической соды. Она хорошо убирает оксидную пленку, не разрушая саму структуру стали.
Для того, чтобы их было удобно применять, средства для травления швов нержавейки после сварки, выпускаются в виде специальных паст или гелей, а также аэрозолей (для больших деталей). Используются эти материалы по следующему алгоритму:
- Металлической щеткой удаляются все окалины после сварки.
- Шов должен остыть до 50 °C.
- Деталь покрывается пастой для обработки сварных швов нержавейки или помещается в емкость с кислотным составом, если он жидкий.
- После все промывается большим количеством воды. Если используется паста, то процедура длиться от 10 минут до часа.
В зависимости от производителя состава для травления к этому алгоритму могут добавляться еще шаги, поэтому изучите инструкцию по применению.
Иногда травление требует сначала обработки сернокислым раствором, а потом смесью с азотной кислотой.
Важно не забыть, что при соприкосновении металла с кислотами начнут выделяться опасные для органов дыхания и слизистых пары.
Поэтому нужно быть в респираторе и желательно надеть специальные очки. А чтобы защитить руки, рекомендуется надеть резиновые перчатки. Но если кислота или состав с ней все же попадет на кожу, нужно экстренно начать промывать место водой, чем больше, тем лучше. А потом обратиться к врачу.
Иногда очистку сварочных швов нержавейки делают электрохимическим травлением. Для этого от источника тока проводят два провода, что нужно поместить прямо в кислоту. К плюсу подсоединяется деталь из нержавеющей стали, минус просто помещается в емкость с кислотой. Из-за замыкания окислы быстро отделяются от поверхности, и перенасыщение водорода не происходит. На всю процедуру уходит не более 10 минут.
Термообработка
Термическая обработка шва нержавейки после сварки бывает разной, ведь у этого процесса есть несколько разновидностей:
- Отжиг — предполагает нагревание металла и медленное охлаждение.
- Закалка, при которой нержавеющая сталь нагревается до максимума, а потом резко охлаждается.
- Нормализация — напоминает отжиг, но охлаждение происходит не в печи, а на открытом воздухе.
Термообработку сложно провести в домашних условиях, так как нагреть сталь до необходимой температуры трудно без необходимого оборудования. Также дома не получится сделать хромирование, так как требуются инструменты, навыки и правильные расходные материалы.
Благодаря такому количеству методов обработки сварочных швов нержавеющей стали, с зачисткой проблем точно не должно возникнуть. И пусть это длительный процесс, требующий внимательности и аккуратности, результат легко превзойдет любые ожидания. А оценивать его качество можно будет годами.
Чем обработать сварные швы
Сварка — давно известный метод скрепления металлических конструкций. У него много преимуществ, но есть и недостатки, причем такие, что могут легко испортить всю проделанную ранее работу. Чтобы свести влияние этих недостатков к минимуму, используются разные методы защиты металлических конструкций. Среди них — обработка сварного шва. О ней и рассказывается далее.
В чем необходимость обработки?
Сварка влияет на скрепляемые металлические конструкции, больше, чем кажется. В этот момент у деталей появляется большое внутреннее напряжение. А из-за него те могут деформироваться и становиться более хрупкими, что приводит к быстрому разрушению.
Также сварка влияет на химические, физические и механические свойства металлов, так как неравномерный нагрев деталей в процессе скрепления приводит к нарушению кристаллической решетки материала.
Чтобы вернуть деталям потерянные свойства, делается обработка в местах скрепления. Зачистка помогает не только укрепить конструкцию, увеличить ее пластичность, но также защитить сварные швы от коррозии и ржавчины.
Способы обработки сварных швов
Зачистка сварных участков — процесс непростой, требующий от человека навыков, а иногда и сложного оборудования. Первое, что необходимо делать при каждой обработке сварных зон — выбрать способ. Основных всего три:
- Механический. Предполагает, что участки будут зачищаться инструментами вручную. Эффективно убирает окалину.
- Термический. Здесь нужно нагревание и охлаждение по схеме, подбираемой по материалу детали. Она нагревается либо полностью, либо только в области зачистки.
- Химический. На участок наносится состав, который укрепляет его, защищает от коррозии. Обычно этот способ применяется на тех деталях, которые используются в активных средах.
Нельзя сказать, какой метод зачистки сварных швов после сварки лучший, так как каждый будет чем-то полезен.
Нередки ситуации, когда последовательно применяют все три способа на один и тот же шов.
Термическая обработка
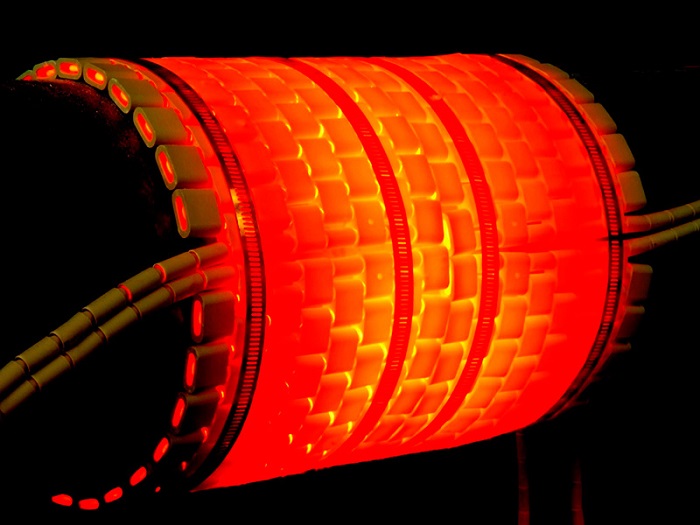
Чаще всего термическая зачистка подходит для конструкций с тонкими стенками, например, трубопроводов, корпусов реакторов, сосудов давления и т. д.
Сама технология термической зачистки швов предполагает, что сначала деталь будет нагреваться, а потом охлаждаться с соблюдением правильного температурного режима.
Процесс термообработки предполагает, что сначала область вокруг шва и он сам нагреваются. В этом состоянии деталь находится в течение времени (зависит от метода обработки), а потом охлаждается.
Так как температура нагрева будет зависеть от толщины сварного участка, а также вида самой конструкции, предполагаются разные способы термической зачистки.
Оборудование
Для металлических деталей небольших размеров обычно используются муфельные печи, но чаще все же пользуются индукционным, газовым или радиационным методом.
Так, для индукционной обработки нужен генератор переменного тока (высокочастотный). На деталь, которую нужно нагреть, наматывается нагревающаяся катушка индуктивности.

При радиационном методе нагревание будет производиться нихромовой проволокой инфракрасного излучения, через которую проходит ток.
Так как технология термической зачистки швов предполагает нагревание детали до определенной температуры, дополнительно потребуется оборудование, которое будет эту температуру контролировать. Надежнее всего использовать пирометры и тепловизоры, что могут работать на расстоянии. Также применяются термокарандаши и термокраски, след которых меняет цвет в зависимости от изменений температуры. За этим нужно будет непрерывно следить и ждать появления нужного оттенка.
Виды термообработки
Термообработка потребует выбора оборудования и определения подходящего вида нагрева. Сначала нужен предварительный нагрев. Такая обработка применяется перед сваркой конструкций и предполагает нагревание — до 150-200 °C. Далее применяется один из методов:
- Высокий отпуск — это нагревание от 650 до 750 °C в зависимости от стали, а потом поддержка этой температуры в течение 5 часов.
- При нормализации потребуется температура от 950 °C, в основном эта обработка применяется для углеродистой стали. После того как сварные участки будут выдержаны, они остужаются в естественных условиях.
- Аустенизация предполагает температуры от 1050 °C, под которыми шов держится час, а потом остужается охлаждающими средствами. Часто этот вид температурной обработки используется для конструкций из аустенитных сталей.
- Стабилизация похожа на аустенизацию, только применяются меньшие температуры.
Останется только термический отдых, когда металл прогревается до температуры в 250-300 °C, что снимает напряжение со сварного участка, снижая содержание диффузного водорода.
Механическая обработка — зачистка
Зачистка сварных швов после сварки механическим путем тоже предполагает несколько видов. Но они зависят не от типа металла, а от оборудования, используемого для зачистки сварных участков.
Если заняться механической зачисткой, придется шлифовать деталь болгаркой или шлифовальным устройством. При обработке болгаркой дополнительно потребуется выбрать насадку — лепестковую или абразивную.
Болгарка используется чаще, поэтому перед тем, как говорить о том, чем зачистить сварочный шов, стоит упомянуть о правилах выбора насадок:
- Важно определить нужный материал шлифовального круга. Для зачистки сварных деталей обычно берут круги из цирконата алюминия.
- Размеры зерен тоже важны, более того, лучше всего зачищать швы несколькими насадками. Крупные зерна уберут крупные окалины, а самые мелкие зерна подойдут для заключительной шлифовки.
- Лучше брать круги с тканевыми лепестками.
- Иногда для шлифовальной машины могут потребоваться борфрезы, чтобы зачищать труднодоступные участки.

Механическая обработка сварных швов наиболее часто встречается на автомобилях, когда нужно устранить окалины, оксидную пленку, заусенцы и другие дефекты, которые могут повлиять на прочность корпуса.
Также большинство деталей, которым потребуется дополнительная окраска, должны пройти обработку механическим путем.
Химическая обработка
Здесь зачистка сварных участков будет проводиться только путем травления или пассивацией.
Травление швов проводится перед механической шлифовкой. Для этого используют химические составы, которые создают на местах соединения антикоррозийное покрытие. С помощью травления можно устранить с металлических конструкций окисленные никель и хром, которые вызовут ржавчину, если их оставить.
То, как будут использоваться средства для травления, зависит от величины участков, которые нужно защитить, а также типа металла. Это повлияет на время обработки и то, будет ли деталь полностью помещаться в травильный раствор или им будет покрываться нужная небольшая часть.

Другим методом очистки сварных участков будет пассивация. Здесь используемые составы, оксиданты, будут мягко снимать свободный металл с поверхности, а после образуют устойчивую к коррозии пленку.
Однако, при обработке пассивацией используются сильные реагенты. Поэтому после их остатки нужно смыть с металлической детали, а воду, в которой проводилось промывание, правильно утилизировать.
Сам раствор, которым проводилась пассивация, будет содержать кислоты. Его нужно нейтрализовать щелочью, после профильтровать, а потом утилизировать по нормам.
Техника безопасности
Делать зачистку сварных швов можно только в спецформе, с соблюдением всех правил техники безопасности. Так, при работе с химией защищают руки, органы дыхания, глаза.
Обратите внимание!
Проводит такие работы специалист с образованием и навыками, старше 18 лет.
Сварные участки защищаются, так как это одни из самых хрупких мест любой металлической конструкции. И если их можно укрепить, стоит приложить максимум усилий для того, чтобы свариваемая конструкция прожила как можно дольше. Для этого и существуют способы зачистки сварных швов, описанные в этом материале.
Обработка швов нержавейки
Нержавеющие стали активно используются в промышленности для изготовления емкостей и трубопроводов под агрессивные жидкости. В быту из этого металла изготавливают кухонные принадлежности и красивые полотенцесушители. Зеркальная поверхность имеет привлекательный вид, а изделие способно служить очень долго. Но чтобы добиться такого эффекта на готовой конструкции требуется правильно обработать сварные швы нержавейки. Если этого не сделать, то места сварки будут иметь желтый и черный цвет, или они могут даже поржаветь. Почему это происходит? Какие существуют механические и химические способы обработки?

Причины обработки
При изготовлении разнообразных конструкций из нержавеющей стали применяются методы сваривания металлов электрической дугой в среде инертных газов. Для этого используют вольфрамовый неплавящийся электрод и подачу чистого аргона для защиты сварочной ванны от взаимодействия с окружающей средой. Создавать шов можно и полуавтоматами, где дуга горит между кончиком проволоки и изделием. Из сопла горелки подается смесь аргона и углекислоты. Проволоку толкает специальный механизм, скорость которого регулируется в зависимости от толщины металла и силы тока.
Хоты швы получаются крепкими и ровными, они имеют непривлекательный вид, и поэтому их необходимо обрабатывать. Само место соединения может быть синевато-зеркального оттенка. Околошовная зона часто желтого цвета. При чешуйчатом рисунке в бороздках могут прослеживаться черные риски. А со временем, такие места даже ржавеют.
Все это происходит из-за перегрева в зоне сварки. Высокие температуры от электрической дуги содействуют выгоранию легирующих элементов и обедняют данный участок. Вследствие чего он меняет цвет и становится более уязвимым для внешнего воздействия. Образовавшаяся на поверхности пленка имеет малую сопротивляемость к агрессивной среде, поэтому, при соприкосновении с рабочими жидкостями на химических предприятиях, становится слабым местом, и покрывается коррозией.
Полотенцесушители иногда ржавеют в местах сварки из-за наличия небольшого электрического напряжения в трубах, которое взаимодействует с материалом изделия, и продолжает ослаблять сварочный шов. Еще такое случается из-за неверного выбора нержавеющей стали под конкретный вид продукции. Например, вместо марки 304, которая богата хромом, производители применяют нержавейку 201, стоящую дешевле, но в чьем составе хром заменен марганцем. Их сложно отличить визуально, но при длительной работе в контакте с жидкостями, это проявится рыжими пятнами. Поэтому правильный выбор марки стали и последующая обработка нержавейки — залог долгого привлекательного вида изделия.
Механическая шлифовка
Хорошие коррозийные свойства нержавеющей стали способствуют ее активному применению в среде, где используются жидкости. Такие изделия служат дольше, чем малоуглеродистая сталь. А блеск и зеркальный вид поверхности позволяют устанавливать конструкции на видных местах, улучшая общий дизайн помещения или фасада. Из нержавейки производят наружные перила и пандус, парковочные стойки, разнообразные полотенцесушители. Несмотря на соприкосновение с водой, и проведение сварочных работ на изделиях, все эти элементы сохраняют красивый вид. Достигается это за счет нескольких видов обработки.
Одним из них является механическая шлифовка, при которой убирается верхний оксидный слой на сварке, являющийся слабым местом конструкции, а также устраняются цветовые переходы и неровности в сварочном соединении. Этот процесс происходит в следующей последовательности:
- При помощи болгарки и толстого шлифовального круга стираются волны металлического шва и его выпуклости, выступающие за общую плоскость поверхности. Так можно быстро сравнять шов, но после болгарки остаются грубые борозды от абразива, и перегретые участки с темными пятнами.
- Чтобы снять эти дефекты более бережно, можно применить лепестковые круги для болгарки. Процесс будет длиться немного дольше, и потратится больше расходных материалов, при крупном объеме работ, но риски останутся мельче.
- Далее используются шлифовальную машину, называемую Rebir . Он имеет прямую форму, электромотор и рукоятку для удержания. На конец надеваются лепестковые круги (КШЛ), но их расположение отличается от кругов на болгарке. Благодаря широкой структуре кусочков наждачной бумаги можно производить больший нажим на обрабатываемое изделие, и захватывать широкую площадь. КШЛ бывают разного калибра по величине применяемого абразива. Для обработки нержавейки после сварки применяют сначала «40-ку», а затем «нулевку». Так устраняются все борозды от предыдущих инструментов. Покрытие становится одноцветным и матовым.
Работы следует проводить в респираторе, поскольку пыль от абразива и частицы снятого металла парят в воздухе. Шлифовщик должен защищать и глаза, для чего надеваются прозрачные очки. Нержавейка нагревается от трения шлифовальными кругами, поэтому на руках рабочего должны быть перчатки для избежания ожогов. В качестве аналога ручного шлифования применяются пескоструйные установки, где под даванием воздуха подаются гранулы песка, счищающие верхний оксид с металла. Это используется на предприятиях с большим оборотом продукции. В домашних условиях устанавливать такое оборудование нецелесообразно.
Следующим этапом обработки нержавеющей стали является полировка сварочного участка, и всего изделия, для придания окончательного блеска. Это еще больше зачищает поверхность, делая ее ровной и цельной, что мешает воздействию агрессивных жидкостей извне.
Вначале, сварочные швы обрабатываются диском с вулканитом. Это резиноподобный материал, круг которого насаживается на дрель. Вулканитом возможно придать шву нужную глубину и форму, «запилить» его создав вогнутую структуру. Материал действует мягко на сталь. После этого, на уже отшлифованную поверхность, наносится паста для полировки. Это может иметь алмазный состав. Подойдет обычная паста ГОИ. На дрель одевается войлочный круг и производятся продольные движения по всей поверхности. Чтобы хорошо отполировать места сварки используются маленькие круги, которыми удобно доставать участки в угловых соединениях. Работа ведется до получения зеркальной поверхности и отсутствия матовых пятен.
Кислоты и гели
Чтобы удалить все цветовые переходы после сварки, и устранить оксидный слой содействующий коррозии, используют травление нержавеющей стали. Это относится к кислотному виду обработки материала. Можно использовать серную или соляную кислоту. Подойдут и аналоги, такие как: плавиковая или азотная. Они выпускаются в виде гелей и паст. Существуют и специальные аэрозоли. Процедура происходит так:
- После сварки с поверхности удаляются окалины и мусор. Для этого используется металлическая щетка.
- Изделию дают время остыть до температуры 50 градусов.
- Состав наносится сверху или конструкция погружается в емкость с кислотным средством.
- После 30 минут кислоту смывают большим количеством воды.
Рабочему важно быть в респираторе, поскольку в воздухе будет большое количество паров, опасных для органов дыхания. Защищать требуется и кожу на руках, для чего надеваются резиновые перчатки. При попадании кислоты на открытый участок кожи необходимо быстро и тщательно промыть место большим количеством воды.
Еще одним способом обработки является электрохимическое травление. Для этого используют емкость с кислотой. От источника тока исходит два провода, которые через сопротивление помещаются в жидкость. К «плюсу», который состоит из свинцовой пластины, крепится изделие. «Минус» свинцовой пластины свободно опускается в кислоту. Замыкание напряжения в составе содействует отделению окислов с поверхности нержавейки, но предотвращает перенасыщением водорода. Процедура длится до 8 минут.
Благодаря разнообразным способам обрабатывания нержавеющей стали можно получить красивый вид в месте ведения сварки. Это кропотливый процесс, требующий усердия и настойчивости, но благодаря таким мерам создается зеркальная поверхность изделия, которая не будет ржаветь в будущем из-за слабого оксидного слоя.
Читайте также: