Обратная полярность при сварке инвертором нержавейки электродом
Обновлено: 09.05.2024
В промышленном производстве довольно часто приходится сваривать нержавеющую сталь. Для этого существует специальная аппаратура с применением аргона, а сам процесс осуществляется дорогостоящими электродными материалами. Такое оборудование отсутствует у домашних специалистов, и тогда на помощь приходит сварка нержавейки инвертором. Здесь существуют свои особенности, требующие специальных теоретических познаний и практических навыков. Тем не менее, при желании, научиться соединять заготовки из нержавеющей стали сможет любой, даже начинающий специалист.
Особенности инверторного аппарата
Для того чтобы сгенерировать требуемый сварочный ток на обычной аппаратуре, необходима очень высокая мощность. Этот фактор является серьезным препятствием использованию подобной сварки в бытовых условиях. Прежде всего, ограничения накладываются из-за слабых электрических сетей, рассчитанных на силу тока, не превышающую 30 ампер.
При выполнении сварочных работ платы аппаратуры достаточно сильно нагреваются, что вызывает естественные потери мощности и снижение фактического КПД до 85-90%. Сам инвертор тоже сильно нагревается, поэтому работы проводятся в течение короткого времени. Этот параметр определяется как продолжительность включения, устанавливаемая индивидуально для каждой модели. Допустимый период непрерывной работы того или иного аппарата отражается в технической документации. По этим же показателям рабочие контуры устройства обеспечиваются максимально эффективной вентиляцией.

Чтобы сварка нержавейки инвертором была максимально качественной, прибор должен обязательно иметь установленный набор функций:
- Форсажный режим. Предназначен для кратковременного снижения рабочего напряжения на электрической дуге с одновременным ростом тока, при котором непосредственно выполняется сварка.
- Продолжительность включения составляет не ниже 40-45%.
- Кабельно-проводниковые соединения не должны превышать установленные размеры в 5-6 метров. Чрезмерное превышение этого показателя вызовет к существенные потери мощности непроизводительного характера и как следствие – перегрев кабеля.
- Показатели рабочего напряжения на входе используются в самом широком диапазоне. Благодаря этой функции, обеспечивается стабильная инверторная сварка нержавеющих стальных конструкций.
Еще до покупки оборудования рекомендуется внимательно изучить техническую документацию. Отсутствие нужных функций сделает невозможной качественную сварку, а некоторые модели вообще не способны соединять заготовки из нержавеющей стали.
Какие факторы учитываются при обработке нержавейки
При соединении заготовок из нержавеющей стали необходимо соблюдать определенные правила и быть знакомым с основными приемами работы с данным металлом. Это позволит избежать наиболее часто встречающихся дефектов и обеспечить высокое качество свариваемым соединениям.

Среди множества правил и требований, следует выделить три, которые нужно обязательно учитывать при выполнении работ:
- Физические свойства легированных сталей. Эти материалы активно взаимодействуют с окружающей средой и чутко реагируют на все изменения. Расплавленный металл, соприкасаясь с кислородом, вызывает реакцию с выделением углерода и последующим образованием по шву крупных пор. В связи с этим, жидкий металл требуется защитить от соприкосновения с внешними газами. Поэтому для работы применяются электроды, покрытые обмазкой, создающей в местах сваривания облако газа, выполняющее функции изоляции. Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны.
- Перегрев участка. Это случается при больших объемах работ или при длительной фиксации дуги в одной точке. Под действием высоких температур легирующие элементы выгорают и на металле, при попадании на него влаги, появляется ржавчина. Коррозия постепенно разрушает этот участок, и через некоторое время здесь может появиться течь. Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
- Нержавеющая легированная сталь отличается более высокими показателями линейного расширения по отношению к обыкновенным черным металлам. В случаях нарушения каких-то правил, внутри нержавейки могут активно происходить многие негативные процессы, незаметные со стороны. Температура электрической дуги приводит к образованию расширенных размеров детали в конкретном месте сварки, а в процессе снижения температуры металл постепенно возвращается на свое место. В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
Как варить нержавейку инвертором
Большинство домашних умельцев, впервые столкнувшись с инверторным аппаратом, пытаются понять, можно ли сваривать с его помощью нержавеющую сталь в непроизводственных условиях, и на что, при этом, обратить особое внимание.
Что касается непосредственного соединения деталей, то сам рабочий процесс рекомендуется начинать с зачистки и обработки соединяемой поверхности и подготовки ее к сварке. При использовании рассматриваемого материала, она проводится так же, как и перед операциями с обычными низкоуглеродистыми сталями.

Прежде всего нужно сделать следующее:
- С поверхности детали удаляются все видимые загрязнения.
- Далее с помощью растворителей обрабатываются кромки и поверхности. Таким образом, производится обезжиривание, после которого электрическая дуга становится более стабильной.
- Налипание брызг предотвращается путем обильного нанесения на стальную заготовку специального вещества.
В шовном стыке нужно заранее предусмотреть некоторый зазор, обеспечивающий в дальнейшем максимально приемлемую усадку стального материала. Сварка нержавеющих деталей осуществляется током, подключенным с обратной полярностью. Выполняя операцию по соединению, нужно внимательно следить, чтобы проплавление шва было как можно меньше.
Электроды, применяемые для этой процедуры, выбираются малого или среднего диаметра. Толстые электроды применяются лишь при стыковке массивных заготовок. Неправильный выбор нарушит герметичность сварного шва, приведет к появлению в нем раковин, микроскопических трещины и других дефектов.
Качество соединения напрямую связано с силой тока, величина которого должна быть на 20% меньше показателя, применяемого при сваривании стандартных стальных деталей. Дома будет вполне достаточно диапазона от 60 до 160 ампер. Функция плавной регулировки дает возможность максимально точно выставить наиболее подходящий показатель сварочного тока, в зависимости от толщины соединяемых деталей.

По завершении сварочного шва, рекомендуется дать ему некоторое время для остывания, после которого нержавеющей стали будут не страшны любые коррозийные воздействия. Для охлаждения используются медные прокладки, а отдельные марки металлов допускается охлаждать обыкновенной водой.
Какими инверторами сваривать нержавейку
Выбирая инверторное устройство для сваривания нержавеющих деталей, следует обратить особое внимание на следующие показатели:
- Рабочий температурный диапазон. Имеет большое значение, поскольку некоторые модели не могут в полном объеме выполнять свои функции, и не в состоянии сварить нержавейку при слишком холодной погоде за пределами помещения.
- Сила тока и величина мощности устройства. Для соединений нержавеющих деталей в бытовых условиях, рекомендуется воспользоваться оборудованием с выходным током 180 ампер. Более высокие показатели характерны для моделей сварочной аппаратуры, используемой в профессиональной сфере.
- Качество работ не должно снижаться, если номинальное сетевое напряжение отклоняется в пределах 20%.
- Дополнительные функции присутствуют в максимальном количестве.
Правильный выбор параметров оказывает прямое влияние на качество сварных соединений. Тем не менее, одних технических характеристик будет недостаточно без электродов, наиболее подходящих для выполнения конкретной работы. Здесь также имеется ряд факторов, которые необходимо учитывать при выборе этого расходного материала, перед тем как сварить детали.
Выбор расходных материалов – электродов
Для того чтобы варить нержавейку инвертором в домашних условиях, обыкновенные электроды совершенно не годятся. Для таких случаев предусмотрены специфические электроды с рутиловым покрытием. Они эффективно удерживают жидкий металл от разбрызгивания за пределы зоны, образуемой сварочным швом. Кроме высококачественной работы, эти материалы обеспечивают безопасность специалиста.

Подобные электроды обладают следующими преимуществами:
- Когда выполняется сварка нержавейки электродом с низкой продолжительностью включения, понижается теплоотдача в массив заготовки.
- Происходит снижение мощности, необходимой для выполнения сварки.
- Экономичное расходование материалов, снижение трудоемкости при зачистке сварных швов.
- Снижается глубина и протяженность зоны, подвергшейся термическим изменениям. Это особенно важно при сваривании массивных и толстых деталей и заготовок.
Для выбора наиболее подходящих электродов применяются таблицы, в которых учитывается толщина заготовок.
Полярность при сварке инвертором
Выбираем электроды для сварки инвертором
Как варить инвертором: советы новичкам

Контактная сварка из инвертора
Сварка чугуна электродом в домашних условиях

Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Полярность при сварке инвертором
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
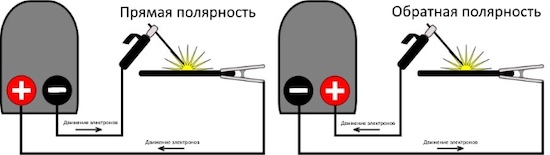
Существует два вида полярности, настраиваемые перед выполнением работы:
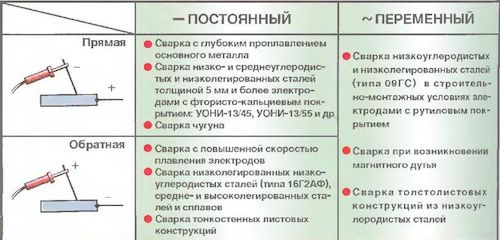
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.

Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Прямая и обратная полярность при сварке
От выбора полярности зависит процесс сварки, качество шва, расход электрода. Рассмотрим, чем отличается прямая и обратная полярность при сварке.
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения "прямая и обратная полярность". От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой "скачке" с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим "крокодил" крепится к изделию.
Если держатель установить в разъем "-", а кабель массы подключить к "+", получится прямая полярность. При подключении наоборот (держатель к "+", а массу к "-") полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где "+", там температура будет выше.
При сварке на прямой полярности "+" на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает "плюс" на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно "повести" при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с "плюсом" на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает "скакать" и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с "минусом" на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности "классическим" способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Функция "Форсаж дуги" тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении ("+" на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Сварка нержавейки электродом
Сталь, легированная хромом и никелем, называется нержавеющей, поскольку успешно противостоит коррозии. За счет этого металл активно используется для емкостей и трубопроводов с жидкостями. Из нержавейки выпускают защитные дуги бамперов внедорожников и подножки, рассчитанные на влажную среду. Если требуется заварить трещину или выполнить стык, можно воспользоваться инвертором ММА, но существуют и другие варианты. Рассмотрим все возможности и более детально поговорим о РДС сварке нержавейки.
Технология сварки нержавеющей стали электродом
Нержавеющая сталь сваривается электродом при помощи горящей электрической дуги. Она возбуждается благодаря замыканию двух полюсов от источника тока. Один полюс подключается через кабель и зажим к изделию, а второй — к горелке или держателю. Выдерживая зазор в 3-5 мм между концом электрода и изделием, получается добиться стабильного горения дуги.
От ее температуры металл плавится и образуется жидкая ванна. Она заполняет стык, создавая единое сварное соединение. Для увеличения высоты и ширины шва используется присадочный металл (способ подачи присадочного металла зависит от метода сварки).
Способы сварки нержавейки
Электродная сварка легированной стали возможна одним из трех способов, что определяет производительность, себестоимость и качество соединения.
Ручная электродом (ММА, РДС)
Проводится при помощи источника постоянного тока (инвертор, выпрямитель, сварочный генератор). Сварщик орудует держателем с плавящимся электродом. Стержень электрода выступает присадочным материалом, а его обмазка защищает сварочную ванну от внешней среды.
Это самый бюджетный вариант, не требующий дорогого сварочного оборудования. Расходники к нему тоже доступные. Но качество швов далеко от идеала, хотя соединения могут быть и герметичными.
Ручная аргоном с вольфрамовым электродом (TIG)

Выполняется при помощи источника постоянного тока, к которому подключено два кабеля. Один — масса, а второй ведет к горелке. В сопле горелки имеется вольфрамовый электрод. Он не плавится, поэтому не укорачивается. Сварщику легче держать стабильную высоту дуги, шов получается ровнее, более узким, гладким. Присадочный металл подается дополнительно второй рукой сварщика. Сварочную ванну защищает инертный газ, выходящий из сопла горелки.
Швы при TIG сварке нержавейки более качественные, но процесс медленный. Расходники (вольфрамовые электроды, газ) дорогие. Оборудование тоже отличается по цене от ММА в большую сторону.
Полуавтоматическая сварка проволокой (MIG)
При полуавтоматической сварке используется оборудование с постоянным током и механизм подачи. Он толкает проволоку, выступающую плавящимся электродом. Но длина вылета проволоки из сопла горелки сохраняется постоянной, поэтому легче контролировать высоту дуги. Для защиты сварочной ванны используется газ, подающийся от баллона с редуктором через клапан в сварочном аппарате.
Полуавтоматическая сварка нержавейки является наиболее производительной, но уступает по качеству шва методу TIG. Расходники для такого способа сварки стоят дороже, чем для РДС.
Особенности сварки нержавеющей стали
При сварке нержавейки электродами есть определенные сложности, которые приводят к дефектам шва, если не выполнить процесс с нужными расходными материалами и на правильном режиме. Одна из проблем — повышенное линейное расширение легированной стали при нагреве. После остывания в шве возможны трещины. Чтобы это предотвратить, важно использовать электроды, в состав которых входят эластичные добавки, повышающие пластичность соединения и выносливость перед динамическими нагрузками.
Повышенное линейное расширение влечет деформации от нагрева, поэтому длинные швы лучше выполнять в шахматном порядке. Если это сплошные швы на большой емкости, то их накладывают последовательно, начиная с конца линии соединения. Сварку ведут сегментами по 10 см длиной. Каждый новый шов заканчивается на начале предыдущего. Тогда плоскость меньше поведет.
Другая сложность — выгорание легированных элементов. При воздействии сварочной дугой хром и никель выгорают из основного металла, поэтому швы на нержавейке начинают покрываться коричневыми точками, протекать. Для борьбы с этим в присадочном металле должно быть еще больше легирующих элементов, компенсирующих выгоревшие. Тогда швы получатся с таким же составом, что и основной металл.
Сложность представляет и взаимодействие углерода из стали с кислородом, проникшим в сварочную ванну. Их реакция вызывает бурление, трудно контролировать дугу, а в шве возможны застывшие открытые и закрытые поры. Такой стык будет не герметичным. Чтобы предотвратить реакцию между углеродом и кислородом, сварочная ванна должна быть хорошо защищена газами от плавящейся обмазки электродов или защитными газами из горелки.

Область применения РДС нержавеющей стали
Поскольку РДС сварка нержавейки сильно проигрывает методам MIG, TIG по качеству шва, она подходит только для неответственных соединений. В силу дешевизны оборудования ММА для сварки нержавейки, такой метод применяют в бытовых условиях (на даче, в гараже, дома). Сварка легированной стали РДС подходит для прокладки швов в нижнем положении и вертикальном. Но ввиду повышенной текучести с последним вариантом справятся не все.
На предприятии РДС сварка подойдет для мелкосерийного производства. С ее помощью можно вести прихватку деталей, сборку конструкций. Применяется метод для накладки коротких швов 5-10 см. Если вал из нержавеющей стали изношен и появился люфт в подшипнике, под сальником, покрытыми электродами получится наплавить металл под проточку на токарном станке. Если в швах изделия есть поры, трещины, РДС метод подходит для ремонта и устранения дефектов. Электродами можно заварить герметичный кольцевой стык на трубе из нержавейки, но используют метод ММА только для небольших объемов работы.
Ставим точку в вопросах прямой и обратной полярности в сварке

Чтобы варить качественно, нужно знать многие тонкости сварки постоянным током. Одна из них, это обратная полярность, когда к электроду подсоединён плюс инвертора, а не минус.
Многие почему-то забывают о том, что ток течёт от плюса к минусу. Да, здесь есть множество противоречий, но следует знать, что ток может перетекать сразу в двух направлениях.
При отрицательном заряде ток течёт от минуса к плюсу, а при положительном заряде, наоборот, от плюса к минусу. Что касается ручной дуговой сварки инвертором, то при подключении электрододержателя к плюсу аппарата, мы получим обратную полярность.
Ставим точку в вопросе прямой и обратной полярности в сварке
Поэтому если вы постоянно путаете, где обратная, а где прямая полярность при сварке инвертором, просто запомните, что ток течёт от плюса к минусу. Таким образом, подсоединив к держаку плюс, сварка будет сильнее разогревать электрод, а не свариваемый металл.

Ну и наоборот, если к электроду подвести минус, а к металлу плюс от инвертора, то мы получим прямую полярность. В таком случае метал, будет нагреваться сильнее, и мы сможем больше углубить корневой шов. На самом деле все очень просто, от плюса к минусу.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.

Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.

Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.

Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Читайте также: