Общие сведения о сварочных аппаратах
Обновлено: 20.09.2024
Сварочный аппарат представляет собой электрическое устройство, с помощью которого осуществляется сварка. Этот процесс обеспечивает прочное и надежное крепление металлических деталей. Благодаря сварке выполняется множество работ в различных областях, от микроэлектроники до создания многотонных конструкций.
Среди основных преимуществ электросварки надежное и быстрое соединение материалов отличается минимальными затратами. При необходимости с помощью этого устройства можно даже резать металл. В последние десятилетия они создаются с использованием электронных компонентов. Благодаря этому их масса и габариты значительно снизились, что позволило расширить применение.
Сварочное оборудование характеризуется широким разнообразием, связанным с постоянным развитием сварочного производства, разработкой новых методов и приемов сварки. Исходя из конструктивных особенностей, в том числе принципа работы, можно выделить следующие виды аппаратов:
Сварочный выпрямитель.
Полупроводник снабжен блоком диодов, в результате чего ток переходит от переменного тока к постоянному. Основные преимущества- минимальное напыление, качественная сварка швов. Используется для сварки черных и цветных металлов, чугуна, алюминия, стали.

Сварочный трансформатор.
Работает благодаря переменному току. Существует несколько видов- увеличенное и стандартное магнитное рассеяние. Из-за большого веса с ним процесс сварки занимает очень много времени.
1. Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают с переменным током, сила которого регулируется изменением напряжения с помощью понижающего трансформатора. В результате обеспечивается надежная мощность сварочной дуги, температура которой может составлять несколько тысяч градусов.
Во многих конструкциях снижение напряжения до уровня, требуемого для поддержания стабильности сварочной дуги, достигается перемещением одной из обмоток вдоль магнитопровода–сердечника. Полученное рабочее напряжение, как правило, не превышает 80В при начальных уровнях 220– 380В. Индуктивное сопротивление обмоток изменяется, и таким образом регулируется величина сварочного тока.
Кроме того, используются также конструкции с подвижным магнитным шунтом или тиристором.
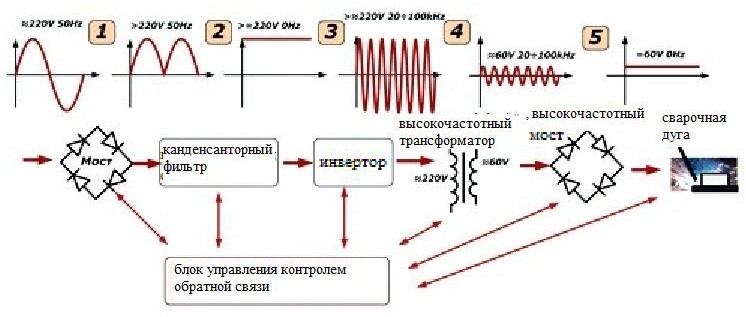
2. Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220 В) В значения, необходимые для формирования и поддержания сварочного электрода.
Схематично это происходит так:
Сначала переменный ток преобразуется в постоянный ток с помощью первичного выпрямителя. Для снижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток снова переменный, но высокочастотный, как и напряжение.
Полученное в трансформаторе высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований ток значительно увеличивается. После оптимизации напряжения высокочастотный переменный ток преобразуется во второй раз в постоянный. Далее его сила регулируется до необходимых величин.

Таким образом, в сварочном инверторе четко контролируется ток и напряжение. Это позволяет равномерно регулировать их уровни и выполнять широкий спектр сварочных работ для соединения деталей, даже огнеупорных металлов и сплавов.
Частично принцип работы сварочного автомата.
Колодки здесь не нужны. Потому что в сварочном полуавтомате используется специальная сварочная проволока, которая растворяется в газовой среде.


Чтобы было легче понять, что такое сварочный полуавтомат, достаточно знать, что это агрегат, в состав которого входит:
- источник питания, который может быть сварочным инвертором или сварочным выпрямителем;
- сварочная горелка;
- система управления;
- соединительные кабели и шланги.
Сварочная проволока поступает через специальное устройство в плоскую и правильную сварочную горелку. В место сварки также подается чистый углекислый газ или его аргоновая смесь.
Так, к вышеперечисленным компонентам агрегата логично подключить специальные емкости с газом, а также катушки с намотанной сварочной проволокой.
Надеемся, что информация о том, на чем основан принцип работы сварочного аппарата в зависимости от его типа, поможет лучше понять потребительские характеристики этого оборудования, которые необходимы в повседневной жизни, и сделать лучший выбор.

Сварочный аппарат.
Аппарат для аргонодуговой сварки.
Сварочное оборудование для плавки основного металла может выполнять следующие операции:
- Плавкая сварка
- Дуговая сварка и прокладка
- Газовая сварка.
- Электрошлаковая сварка и плавка.
- Электронно-лучевая сварка.
- Облицовка и резка.
- Специальные виды сварки.
По степени механизации сварочные аппараты могут быть:
- вручную
- полуавтоматические
- автоматическое.
Следующая классификация сварочных аппаратов следующая:
- Бытовые. Они отличаются меньшей производительностью, не приспособлены к длительной эксплуатации. Однако сфера их применения достаточно широка, такие агрегаты используются для сварки арок, котлов, труб и т.д.;
- Профессиональные. Они отличаются большим весом и габаритами, работают от сети 220 или 380 Вт. Большинство из этих моделей оснащены специальными колесами для облегчения движения. Они используются во многих отраслях строительства, в мастерских, при монтаже газопроводов, на заводах и т.д.
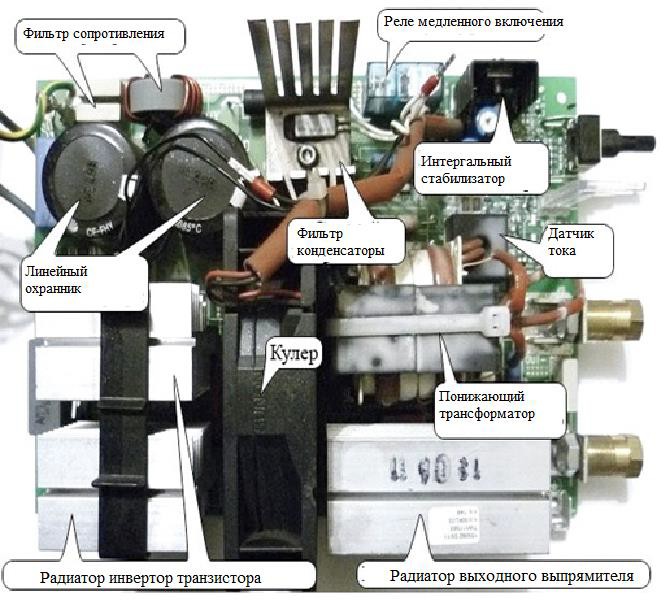
3. Сварочный аппарат устройство
Устройство каждой инверторной модели может иметь ряд особенностей,но большинство технических узлов дублируются. Панель приборов в основном включает в себя следующие элементы:
Каждый сварочный аппарат является преобразователем энергии. Устройство получает электрический ток от сети, а затем уменьшает его напряжение, увеличивая силу тока до необходимого значения. В этом случае частота тока изменяется, или постоянный ток возникает из переменного тока. Исключение составляют устройства, электрическая дуга которых генерируется энергией генераторов или батарей с двигателем внутреннего сгорания.
Сварочный полуавтомат имеет следующее устройство:

- Газовый баллон (аргон или углекислый газ)
- Шланг подачи газа
- Проводная кассета
- Механизм подачи проволоки
- Проволочная подающая труба
- Источник тока
- Нагреватель газа
- Газовая аппаратура
- Блок управления
- Схема управления.
Рассмотрим сварочный инвертор. Вся суть инверторной технологии заключается в корректировке переменного тока сети на постоянный сварочный ток с изменением промежуточной частоты.
Выпрямитель-это простой диодный мост. Этот блок получает переменный ток с промышленной частотой 50 Гц.
Фильтр выполнен из конденсатора и дроссельной заслонки. Выпрямленный ток подается в фильтр, где он сглаживается. В результате возникает постоянный ток, инвертор преобразует его в переменную с частотой 20-50кГц. В настоящее время существуют технологии получения тока частотой 100 кГц.
Силовой трансформатор обеспечивает снижение высокочастотного переменного напряжения до 25–40В. Кроме того, этот элемент увеличивает значение тока на ток, необходимый для сварки. Преобразуя высокочастотные токи, сварочный ток достигает необходимой силы. Благодаря многоступенчатому преобразованию тока можно использовать малогабаритный трансформатор. Так, для получения тока 160А в сварочном агрегате необходимо поставить медный трансформатор массой 18кг. В инвертор достаточно поставить трансформатор весом 0,25 кг.
Высокочастотный выпрямитель обеспечивает выравнивание переменного тока. Затем он передается на высокочастотный фильтр, что позволяет получить постоянный сварочный ток.
Указанные процессы преобразования энергии контролируются микропроцессорным блоком управления. Эта часть сварочных аппаратов является самым дорогим элементом.
Инверторные сварочные устройства сегодня выпускаются по двум различным полупроводниковым технологиям:
Основное их отличие-в транзисторах, которые отличаются током коммутации. Транзисторы MOSFET, если сравнивать с IGBT, отличаются большими размерами и весом, но имеют низкую стоимость. Кроме того, им понадобится больше, чтобы обеспечить одинаковую производительность.
Сварочный аппарат полуавтоматическим методом работает следующим образом:
- Защитный газ направляется в область электрической дуги, что позволяет защитить металл от окисления воздуха и азота. В этом случае защитный газ может быть инертным в виде углекислого газа или гелия и аргона. Работа с металлом в среде инертного газа называется MIG. Работа с металлом в активной газовой среде называется MAG.
- Через электродвигатель, редуктор, а также подающие ролики в зону сварки подается сварочная проволока.
- Неразъемное соединение получают плавлением электродного провода, поступающего в горелку под действием электрической дуги в газовой среде. Необходимые поверхности склеиваются с помощью расплавленного металла, созданного тепловой энергией. В результате получается прочный, долговечный шов.
Так называемый полуавтоматический способ сварки, так как проволока подается автоматически, а контроль подачи, а также процесс сварки выполняется сварщиком вручную. Наконечник действует как сварочный контакт, на который подается питание от основного блока. Ток подбирается в соответствии с характеристиками обрабатываемого материала. Скорость передачи устанавливается через редуктор или коробку передач.
4. Преимущества и недостатки сварочных аппаратов
Широко используется сварочный аппарат. Его часто используют в быту, а также в профессиональной деятельности. Без такого аппарата невозможно обойтись во многих отраслях производства, отраслях и специализированных мастерских, например, по ремонту автомобилей. Эти устройства используются для надежной сварки металлических каркасов и других важных конструкций в строительстве. Без применения профессионального сварочного оборудования установка нефтепроводов и газопроводов невозможна.
Общие сведения о сварочных аппаратах
В данной главе рассмотрены сварочные аппараты для механизированной и автоматической дуговой сварки и их отдельные узлы: подающие механизмы, сварочные горелки, флюсовая и газовая аппаратура. Аппарат для механизированной дуговой сварки, включающий сварочную горелку и механизм подачи электродной проволоки с ручным перемещением горелки, называют полуавтоматом. Аппарат для автоматической дуговой сварки, включающий сварочную головку, механизм для перемещения аппарата, подающий механизм с электродной проволокой и необходимые средства автоматизации, называют сварочным автоматом. Сварочные автоматы могут быть подвесными или тракторного типа. Сварочные автоматы устанавливаются на самоходных тележках, которые перемещаются вдоль свариваемых кромок по направляющим. Сварочные установки комплектуют из источника питания, сварочного аппарата или машины для сварки и механизмов относительного перемещения сварочной аппаратуры или изделия. Сварочные полуавтоматы и автоматы разрабатывают с использованием унифицированных
(взаимозаменяемых) узлов. Это позволяет с наименьшими затратами быстро настроить аппарат при изменении технологического процесса сварки, улучшить ремонтоспособность. Унифицированными узлами аппаратов являются подающие механизмы, прижимные и направляющие устройства, механизмы подъема и перемещения тележек, сварочные горелки и механизмы их перемещения, а также приводы механизмов подачи электродной проволоки и т. д. Развитие сварочных полуавтоматов и автоматов направлено на совершенствование унификации их узлов, снижение массы и расширение технологических возможностей с целью обеспечения высокого качества сварных изделий. Принята единая система обозначения аппаратов для дуговой сварки, состоящая из буквенно-цифровых индексов. Первые две буквы обозначают наименование изделия и способ сварки: ПД - полуавтомат для дуговой сварки; АД - автомат для дуговой сварки; УД - установка для дуговой сварки. Третья буква обозначает вид защиты сварочной дуги; Ф - флюсовый; Г - газовый; ФГ - флюсогазовый.
Так как полуавтоматы для дуговой сварки применяют в основном для сварки в среде защитных газов, то третья буква в их обозначении иногда опускается. Первая цифра, следующая за буквенными индексами, указывает сварочный ток в сотнях ампер. Вторая и третья цифры обозначают модификацию полуавтомата или автомата.
Буквенный индекс, следующий за третьей цифрой, указывает на климатическое исполнение. Последний цифровой индекс указывает на категорию размещения.
ПДГ-516УЗ - полуавтомат для дуговой сварки, газовая защита сварочной дуги, номинальный сварочный ток 500 А; шестнадцатая модификация (модель), эксплуатация в районах с умеренным климатом, в помещениях с естественной вентиляцией и отоплением; АДГФ-501УХЛ4
- автомат для дуговой сварки, защита сварочной дуги как флюсом, так и газом; номинальный сварочный ток 500 А первая модификация, эксплуатация в районах с умеренным и холодным климатом, в помещениях с принудительной вентиляцией и отоплением; УДГ-301УХЛ4
- установка для дуговой сварки на переменном токе, газовая защита сварочной дуги, сварочный номинальный ток 315 А; первая модификация, эксплуатация в районах с умеренным и холодным климатом, в помещениях с принудительной вентиляцией и отоплением. Сварочные аппараты для других видов электрической сварки плавлением имеют свою систему обозначения: А - аппарат; У - установка. Цифры показывают регистрационный номер изделия, например: У579 - установка для электронно-лучевой сварки; У875 - установка для электрошлаковой сварки; А1734 - аппарат (автомат) для электрошлаковой сварки плавящимся мундштуком.
Характеристика сварочного оборудования

Характеристика сварочного оборудования зависит от сферы его применения: для промышленных и бытовых аппаратов будут важны совершенно разные значения. Однако если брать в целом, то можно выделить следующие наиболее важные параметры: входное напряжение, ток сварки (переменный/постоянный), продолжительность цикла «работа/отдых».
Отталкиваясь от этих характеристик, можно подобрать сварочное оборудование для работы в цехах, домашнего или профессионального использования. Но существуют и другие параметры, на которые нужно обязательно обращать внимание. О том, что это за показатели, вы узнаете из нашего материала.
Описание сварочного оборудования
Оборудование для сварки выполняет функцию источника энергии при проведении сварочных работ при разных режимах. Процесс обработки предполагает воздействие на металл электрической дугой высокой мощности. В результате плавится поверхность материала заготовки и присадка, горячий металл перемешивается в сварочной ванне, формируя шов после завершения кристаллизации.

В качестве источника тепла используется смесь горючих технических газов. Их перевозят в специальных баллонах, оснащенных запорной арматурой и редуктором, позволяющим регулировать давление.
Сегодня специалисты применяют множество способов сварки, которые отличаются друг от друга этапами работы и требуют использования разного оборудования. Наиболее актуальными являются такие виды сварки:
- автоматическая;
- полуавтоматическая;
- аргоном;
- точечная;
- индукционная;
- термитная;
- плазменная;
- лазерная;
- контактная;
- трением;
- оплавлением.
Выбор конкретной технологии сварки зависит от металла или сплава, из которого состоят элементы соединяемой конструкции, не менее важно помнить о технических характеристиках сварочного оборудования. Также при выборе способа обработки необходимо учитывать размеры и толщину изделия.
Рекомендуем статьи по металлообработке
Сварка невозможна без дополнительных материалов – они условно делятся на две группы:
- Присадочные и вспомогательные. К данной категории относятся покрытые электроды для ручной сварки, проволока и прутки для аргонодуговой, флюс для автоматической сварки. Сюда же входят горючие и защитные технические газы. Последние не позволяют воздуху контактировать со сварочной ванной.
- Инструменты и приспособления. Речь идет о горелках, держателях электродов, клещах, газовых редукторах, ручных пистолетах, модулях охлаждения, пр.
При работе в ручном режиме используются трансформаторы, выпрямители и инверторы. Они позволяют соединять заготовки из большинства металлов и сплавов – от алюминия до нержавеющей стали.
Классификация сварочного оборудования
С точки зрения сферы использования сварочное оборудование бывает:
- Бытовое, где сила тока составляет 100–200 ампер. Такая техника лучше всего подходит для начинающих сварщиков.
- Профессиональное – с силой тока 200–300 ампер. Это оборудование используется в сфере ЖКХ, а также в мелких фирмах, цехах.
- Промышленное, предполагающее силу тока 250–500 ампер. Подобные агрегаты позволяют создать шов высокого качества, поэтому незаменимы в строительстве, при прокладке трубопроводов, которые должны выдерживать среднее и высокое давление в трубе.

Выбор сварочного оборудования с определенными характеристиками зависит от работ, которые должны выполняться с его помощью:
1. Сварка плавлением.
Данный способ формирования неразъемного соединения предполагает термическое воздействие на кромки заготовок. Расплавленный металл образует ванну, куда подается присадка для улучшения качества шва. Сам процесс работы напоминает литье.
Существуют такие разновидности сварки плавлением:
- Дуговая. Она применяется чаще всего. Для ручной дуговой сварки используют сварочное оборудование с различными характеристиками, в том числе инверторы для бытовых нужд – об их свойствах уже говорилось ранее.
Для сварки полуавтоматом применяют оборудование двух типов: рабочее и подающее. Первое является источником питания, а второе обеспечивает поступление присадки в область шва. Вся работа ведется в среде защитного газа. Для автоматической сварки под флюсом агрегаты выбирают с особой тщательностью, ведь оператор лишь задает программу, после чего автоматика подбирает оптимальные параметры на основе поставленной задачи.

Отдельно стоит сказать о характеристиках сварочного оборудования, применяемого для соединения изделий из полимеров, таких как полиэтилен, полипропилен, поливинилхлорид, пр. Подобные аппараты способны выполнять свои функции без расходных материалов. Трубы соединяются муфтами за счет нагрева поверхности до температуры плавления.
2. Давлением.
Существуют такие виды сварки давлением:
- Точечная. Является самой известной среди разновидностей контактной сварки. В качестве рабочей части оборудования используются стрежни из меди либо ее сплава. Площадь контакта зависит от диаметра электродов – они передают усилие от сварочного аппарата.
- Сопротивлением. В основе данного метода лежит закон Джоуля-Ленца, а именно тепловое воздействие электрического тока.
- Оплавлением. Эта технология создана в институте имени Патона и позволяет выполнять подводный монтаж труб большого диаметра. Сварка осуществляется в автоматическом режиме в сварочной камере, которая защищает место стыковки элементов конструкции от попадания воды.
- Трением. В данном случае используется привод и фиксирующий механизм, а нагрев происходит за счет вращения одной или двух стыкуемых заготовок.

Есть и иные способы сварки давлением, например, шовный, рельефный, ультразвуковой, термокомпрессионный, а также контактная микросварка. Но они применяются лишь в отдельных сферах промышленности.
3. Нанесение покрытий.
Благодаря дополнительным покрытиям удается улучшить характеристики металлических поверхностей. Наибольшее распространение получили такие методы:
- Газотермический. В пламя газовой горелки, работающей с кислородно-ацетиленовой или кислородно-пропановой смесью, подается присадка. Последняя может быть в виде проволоки, прутка или порошка. Покрытие на основе никелевого, медного, алюминиевого или железного сплава наносится под действием сжатого воздуха и защищает изделие от появления коррозии.

- Вакуумный. Обычно таким образом на массовых производствах обрабатывают детали небольшого размера. Главная характеристика подобного сварочного оборудования и самой технологии состоит в использовании низкой температуры. Это дает возможность обрабатывать как металлические, так и пластиковые, стеклянные, керамические изделия и любые заготовки, которые могут изменить свои свойства при нагреве. Немаловажно, что в результате достигаются значительно более высокие показатели устойчивости к механическим повреждениям, чем при гальваническом покрытии.
- Легирование. Для обработки этим способом применяется оборудование, которое может работать в ручном либо автоматическом режиме. Плазменно-искровые разряды контактируют с электродными стержнями из твердых сплавов на основе карбидов металла и оседают на обрабатываемой поверхности, повышая прочность изделий.
Основные характеристики сварочного оборудования
1. Показатель периодичности включения.
Данная характеристика сварочного оборудования показывает, какую часть рабочего цикла аппарат может беспрерывно функционировать и какой перерыв ему требуется после этого. Обычно рабочий цикл длится 5–10 минут в зависимости от производителя техники.

Допустим, при рабочем цикле в 10 минут и периодичности включения 30 % устройство может работать без остановки три минуты, а потом ему необходимо семь минут на остывание.
Сварочная техника оснащается системой защиты, в основе которой лежит данный параметр. Оборудование отключается при определенной нагрузке, чтобы не произошел перегрев.
2. Вид сварочного тока.
Для сварки применяют такие разновидности тока:
- переменный;
- постоянный;
- переменный/постоянный.
Переменный вид тока используется в бытовой электросети. Он характеризуется сменной полярностью, то есть «+» и «-» сменяют друг друга с частотой 50 Гц. Существуют сварочные аппараты, обеспечивающие большую частоту.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Обычно переменный ток применяют при обработке черных металлов. Он лишен полярности, поэтому нет вероятности ошибки при подключении оборудования. Среди минусов данного подхода к сварке стоит отметить сильное разбрызгивание горячего металла на фоне частой смены полярности. Данная особенность становится причиной невысокого качества сварных швов.
Постоянный вид тока имеет постоянную и неизменную направленность. С его помощью сокращается доля брызг и улучшаются характеристики шва в сравнении с результатом использования сварочного оборудования с переменным током. Правда, важно соблюдать полярность при подключении устройства.
Производство техники для сварки постоянным током гораздо дороже, что связано с включением выпрямителей. Обычно подобные аппараты применяют при обработке цветных металлов и нержавейки.
Устройства, в которых используется постоянный и переменный ток, имеют самую высокую цену. Зато они считаются универсальными, так как могут функционировать при любых условиях и позволяют варить разные металлы.
Данная характеристика сварочного оборудования позволяет понять, на какое напряжение источника питания рассчитан аппарат. Необходимо учитывать как само значение, так и способ подключения устройства.
Сегодня специалисты работают с таким оборудованием:
- Однофазным (одна пара контактов «0» – «фаза»). Используется напряжение 220 В, инструмент может быть подключен к бытовой розетке. Однако высокое потребление электроэнергии приводит к серьезным нагрузкам на сеть, из-за чего мощные аппараты рекомендуется подсоединять непосредственно к распределительному щитку.
- Трехфазным (три пары контактов «0» – «фаза»). Здесь идет работа с напряжением 380 В, поэтому в домашних условиях подобная техника не используется. Обычно ее можно увидеть на производствах, поскольку там обеспечивается подключение к необходимой сети. Такое оборудование незаменимо при проведении сложных работ, где важна высокая мощность.
- Однофазным/трехфазным. Применяется напряжение 220 В/380 В, причем одно из значений считается ключевым, а второе – дополнительным в зависимости от назначения устройства.
Дополнительные характеристики, которые нужно учитывать при выборе сварочного оборудования
- Потребляемая мощность. Данный параметр измеряется в кВт (киловаттах) и показывает предельную мощность, с которой может работать конкретная сварочная техника. Чем выше данный показатель, тем больший ток обеспечивается, что позволяет варить даже толстый металл.
- Напряжение холостого хода. Эта характеристика сварочного оборудования является показателем напряжения, выводимого на электроды. Значение колеблется в пределах 40–90 В и зависит от типа аппарата, вида сварки и самих электродов.
- Минимальный ток сварки. Речь идет о наименьшем значении тока, позволяющем формировать сварной шов. Данный параметр показывает, может ли использоваться устройство при обработке тонкого металла, который разрушается под действием избыточного тока.
- Максимальный ток сварки. Эта характеристика сварочного оборудования позволяет понять, подходит ли техника для соединения элементов из толстых металлов при помощи электродов большого диаметра. Проверить зависимость толщины материала от сварочного тока можно в соответствующих таблицах.
- Минимальный диаметр электрода. Данный показатель устанавливает минимальную величину электрода для конкретного аппарата.
- Максимальный диаметр электрода. Этот параметр является противоположностью предыдущего. Нужно понимать, что толщину электродов подбирают на основании предполагаемого вида сварки, особенностей металла, пр.
Сфера производства сварочного оборудования постоянно развивается, появляются все новые технологии. Немаловажно, что к современным аппаратам предъявляют высокие требования качества, а за соблюдением всех норм следят уполномоченные органы Росгостехнадзора.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как выбрать дуговую сварку

Выбрать дуговую сварку всегда сложно, как для частного хозяйства и применения сварочного аппарата в быту, так и для использования более сложного и дорогого оборудования в производственных процессах предприятий, занимающихся металлообработкой.
Существует множество параметров, определяющих выбор дуговой сварки: от производительности до типа и толщины свариваемого металла. В нашем материале мы подробно рассмотрим различные виды оборудования и их важные параметры.
Общие критерии выбора оборудования для дуговой сварки

Прежде чем рассказать о том, как выбрать дуговую сварку, остановимся немного подробнее на самом процессе.
Для соединения деталей используется специальное оборудование, вырабатывающее постоянный или переменный ток определенной силы. Сварочная аппаратура оснащена кабелями, один из которых подключен к обрабатываемой заготовке, а другой – к горелке, электроду. По кабелю ток передается от рабочего инструмента к зоне сварки.
Из-за силы тока между заготовкой и электродом разжигается электрическая дуга. Она локально выделяет большое количество тепла, за счет которого металл заготовки и электрода плавится.
Сварочная электрическая дуга имеет настолько высокую температуру, что вызывает плавление металлических деталей.
В сварочную зону, на которую воздействует дуга, подается присадочная проволока (металлический прут). Расплавленный металл заготовки и присадки соединяются друг с другом. После того как прекращается воздействие дуги на заготовку, металл кристаллизуется, образуя сварной шов, который соединяет детали между собой. Полученный шов такой же, а иногда и более прочный, чем основной материал заготовок.
Электросварка в большинстве случаев выполняется по единой схеме. Разница заключается в технологии розжига дуги, использовании присадок, условиях, необходимых для получения качественного сварного соединения.
Для того чтобы выбрать оборудование для дуговой сварки, следует ориентироваться на ряд критериев:

- Напряжение питания. Большая часть бытовой сварочной аппаратуры работает от обычной однофазной сети с напряжением 220 В (50 Гц). Использование более мощного оборудования возможно при подключении аппаратуры к трехфазной сети. Однако для выполнения бытовых сварочных работ такие мощности не требуются.
- Диапазон сварочного тока – критерий, от которого прямо зависят эксплуатационные характеристики оборудования для дуговой сварки. Для работы с более толстыми деталями нужно большее количество тепла.
Прежде чем выбрать оборудование для дуговой сварки, следует определиться с тем, какие заготовки планируется сваривать. Для бытовых нужд не стоит покупать дорогостоящие аппараты с высокими характеристиками сварочного тока, в них не возникнет необходимости, а значит, деньги будут потрачены зря. Верхняя граница силы тока в моделях, представленных на рынке, не менее 120 А. Она вполне позволяет сваривать металлы, толщина которых составляет 3-4 мм. Если выбрать оборудование с силой тока 160–180 А, можно работать с более толстыми заготовками.
ПВ или ПН указываются в технической документации к аппарату, обозначают эти характеристики в процентном отношении к общей продолжительности работы включенного сварочного оборудования.
У бытовых сварочных аппаратов ПВ равен примерно 40 %, т. е. их 10-минутная работа означает, что в течение 4 минут выполняется сварка, а 6 минут затрачивается на перерывы.
Параметр может быть:
- общим;
- зависимым от величины тока (оборудование не всегда эксплуатируется на полной мощности) и от температуры окружающей среды (влияет на охлаждение электронной составляющей аппаратуры).
Продолжительность включения указывается в паспорте прибора, также эта величина может быть указана на его корпусе.
Критерии выбора оборудования для дуговой сварки

Для того чтобы правильно выбрать аппаратуру для дуговой сварки, следует обратить внимание на следующее:
- Полезные функции оборудования, о которых поговорим далее.
- Наличие ступеней защиты от перегрева и короткого замыкания, а также системы охлаждения – встроенного вентилятора. Он может работать постоянно или включаться при нагревании оборудования до определенной температуры.
- Стоимость аппарата для дуговой сварки, комплектующих к нему и их качества.
- Зарекомендовавшую себя компанию-производителя, гарантийные обязательства, сервисное обслуживание.
Перечисленные параметры необходимы учитывать при выборе любого оборудования для электродуговой сварки. Ниже поговорим об особенностях отдельных типов аппаратов для электросварных работ в зависимости от применяемой технологии.
Выбор типа дуговой сварки
Ручная дуговая сварка – самая распространенная, простая и дешевая технология, при которой все действия выполняются вручную сварщиком. Детали соединяются друг с другом плавящимся электродом.

Прежде чем выбрать ручную дуговую сварку, следует помнить о недостатках технологии, то есть о необходимости замены электродов в процессе работы, а также о недостаточном качестве сварного соединения, вызванного окислением из-за контакта воздуха с металлом. Достоинства этого способа заключаются в возможности работать в любом положении и месте, независимо от его труднодоступности.
Если выбрать аргонодуговую сварку, то материал заготовки не будет контактировать с воздухом, поскольку сами работы проводятся в защитной газовой среде.
Так как химическая реакция между инертным газом и металлом электродов и заготовок отсутствует, для работы можно выбрать как плавящиеся, так и неплавящиеся электроды. При использовании вторых понадобится присадочная проволока, подающаяся в зону дуговой сварки.
Решив выбрать дуговую сварку в газовой среде, следует помнить о ее недостатках: необходимости создания защитной среды. Чаще всего технология применяется в автоматическом сварочном оборудовании.
В полуавтоматическом аппарате используется присадочная проволока, автоматически направляемая в зону сварки.
Горелка помогает создать защитную газовую среду. Можно выбрать дуговую сварку полуавтоматом для работы в разных условиях. Это универсальная технология, которая может различаться в зависимости от материала присадок, способа подачи проволоки, используемого инертного газа, конфигурации сварочных аппаратов.
При использовании дуговой сварки необходимо выбрать источник питания, который понизит напряжение электроэнергии, при этом увеличив силу тока до 100–200 А. Различное оборудование может работать на постоянном или переменном токе. Исключение составляют аппараты, работающие от аккумуляторов или генераторов с двигателями внутреннего сгорания. Оборудование, подключенное к сети, – преобразователь электроэнергии. Производятся различные виды аппаратов для дуговой сварки с разными техническими характеристиками, определенными плюсами и минусами.
Преимущества и недостатки инверторной дуговой сварки

Серийное производство инверторов – выпрямителей с транзисторным инвертором – началось в 80-х годах ХХ века. В этих аппаратах ток, проходя через полупроводник, выпрямляется, после чего сглаживается специальным фильтром. Происходит преобразование постоянного тока с частотой 50 Гц в более высокочастотный переменный. Затем он поступает в мини-трансформатор, снижающий напряжение и повышающий силу тока. После этого ток проходит через высокочастотный фильтр и выпрямитель. Электрическая дуга образуется за счет постоянного тока, подаваемого к электродам.
Помимо основного достоинства инверторных аппаратов – увеличения частоты тока, они обладают и другими преимуществами, такими как:
- Экономичность – при высоком КПД источника питания, достигающем 85–95 %, потери электроэнергии незначительны. Оборудование можно подключать к обычной бытовой розетке.
- Длительное время непрерывной работы.
- Широкий диапазон регулировки силы тока, что позволяет использовать различные электроды, включая сверхтонкие.
- Плавная регулировка силы тока и напряжения.
- Легкий розжиг и хорошая стабилизация дуги, контролируемая электроникой.
- Наличие защиты от перепадов напряжения.
- Получение качественного сварного соединения, возможность работать в различных положениях, минимальное разбрызгивание расплавленного металла.
- Возможность работы с различными материалами, в том числе плохо поддающимися сварке.
- Высокая электробезопасность.
Прежде чем выбрать дуговую сварку инверторами, стоит узнать и о недостатках оборудования:
- Такое оборудование стоит намного выше обычного трансформаторного. Если возникнет необходимость в ремонте, то он также обойдется весьма недешево. Так, за замену блока силовых транзисторов IGBT придется заплатить треть или половину стоимости нового оборудования.
- Все инверторы оснащены кулерами охлаждения. Во время работы аппарата в кулер затягивается пыль, частицы металла, что может стать причиной замыкания. Во избежание подобных проблем сварочное оборудование нуждается в частом продувании воздухом и очистке с помощью мягкой щетки. Такие меры особенно важны на производстве и строительных площадках.
- Электроника инверторных аппаратов для дуговой сварки обладает повышенной чувствительностью к воздействию влаги и низким температурам, поскольку они могут вызвать появление конденсата. По этой причине работать с инверторами зимой несколько затруднительно. Кроме того, хранить оборудование в зимний период нужно правильно (неотапливаемый гараж для хранения непригоден).
- Может стать причиной помех в основной электросети.
Начинающим сварщикам, решившим выбрать дуговую сварку инвертором, аппарат облегчит выполнение поставленной задачи. Для более опытных специалистов не составит труда быстро получить качественный сварной шов. Небольшой вес и размеры обеспечивают мобильность оборудования. Автоматизация, компактность, функциональность – достоинства инверторов, которые окупаются затраченными на их покупку деньгами.
Плюсы и минусы дуговой сварки трансформаторного типа

Тем, кто думает о недорогих, надежных, неприхотливых аппаратах, стоит выбрать дуговую сварку, выполняемую на оборудовании трансформаторного типа. Электрический ток в таких аппаратах преобразуется за счет трансформатора, работающего от стандартной сети (с частотой 50 Гц).
Подготовка к преобразованию осуществляется путем механической регулировки магнитного потока в составном сердечнике аппарата. От сети запитывается первичная обмотка, намагничивается сердечник, на вторичной обмотке напряжение тока снижается (с 220 до 50–90 В), а сила тока увеличивается (100–200 А) и разжигает дугу. Чем меньше витков на катушках вторичной обмотки, тем ниже будет напряжение, и, соответственно, тем выше сила тока.
Регулировка силы тока в таких аппаратах выполняется механически, за счет перемещения вторичной обмотки на сердечнике.
Достоинства такого оборудования для дуговой сварки заключаются в:
- невысокой стоимости аппаратуры;
- простоте конструкции, а также легкости ремонтных работ;
- надежности (поскольку отсутствует электроника, которая может выходить из строя).
Если выбрать дуговую сварку трансформаторного типа, стоит помнить о ее недостатках:
- большой вес и размеры трансформаторных сварочных аппаратов;
- переменный ток не способствует получению качественного сварного шва;
- при отсутствии опыта сложно удерживать постоянную электрическую дугу;
- максимальный КПД – 80 %, из-за большого потребления электроэнергии не подходит для использования в квартире с подключением к внутридомовой бытовой сети.
Невысокая стоимость обуславливает применение трансформаторов на производстве. На бытовом уровне нет высоких требований к качеству сварного соединения, не требуется мобильность аппаратуры, не нужно обслуживание, поэтому оборудование часто применяется для личных нужд.
Зачем покупать сварочные выпрямители

Сварочные выпрямители похожи на классические трансформаторы: частота тока в них не меняется, но напряжение уменьшается, а сила возрастает на обмотках силового преобразователя. В отличие от трансформаторных аппаратов, ток пропускается через кремниевые или селеновые выпрямители (полупроводниковые вентили, через которые ток проходит в одном направлении). К электродам поступает не переменный (как в трансформаторах), а постоянный ток, что способствует получению устойчивой электрической дуги.
Если выбрать дуговую сварку с помощью выпрямителей, следует иметь в виду, что конструктивно это более сложное оборудование, оснащенное вентиляторами. Также они могут дополняться приспособлениями для сглаживания и фильтрации тока – дросселями. В комплектацию могут входить защитные, измерительные, пускорегулирующие элементы. Поскольку температура и стабильность электричества имеют большое значение, аппараты могут оснащаться термостатами, ветровыми реле, автоматами, плавкими предохранителями. Наибольшим спросом пользуются трехфазные выпрямители, обеспечивающие наилучшие характеристики сварочного тока.
К достоинствам выпрямителей относятся:
- высококачественное сварное соединение;
- стабильная дуга, позволяющая без проблем работать начинающим сварщикам;
- минимальное разбрызгивание расплавленного металла присадки;
- глубина плавления;
- компактность и меньший вес в сравнении с трансформаторными аппаратами;
- возможность работы с чугуном, цветными металлами.
Если выбрать дуговую сварку выпрямителями, следует быть готовым к ряду недостатков:
- высокой стоимости;
- необходимости прочистки кулера;
- невозможности подключить выпрямитель к общедомовой электросети;
- меньшим КПД по сравнению с инвертором;
- сложной конструкции.
Стоит выбрать дуговую сварку современными аппаратами, поскольку многие из них имеют опции, облегчающие работу с дугой. Большинство инверторов изначально оснащается такими функциями, как «Горячий старт», «Форсирование дуги», «Антиприлипание на выключении», «Розжиг на подъеме». Поэтому переплачивать за них, как за дополнительные, точно не стоит.
Лучше выбрать аппарат для дуговой сварки, исходя из наличия индикаторов работы, функциональности, защиты от перегрузок, большого числа регулировок, качества, электробезопасности, комплектации, простоты выполнения ремонтных работ, эргономики. Приобретать стоит оборудование, которое выпущено зарекомендовавшим себя производителем, предоставляющим техническую документацию на русском языке, сертификаты на оборудование, имеющим сайт, сервисный центр и т. п.
Читайте также: