Однопостовой источник сварочного тока
Обновлено: 18.05.2024
Переход к Содержанию документа осуществляется по ссылке
Глава 7.6
ОБЛАСТЬ ПРИМЕНЕНИЯ. ОПРЕДЕЛЕНИЯ
7.6.1. Настоящая глава Правил распространяется на оборудуемые и используемые в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные установки, предназначенные для выполнения электротехнологических процессов сварки, наплавки, напыления и резки (разделительной и поверхностной) плавлением и сварки с применением давления, в том числе:
дуговой и плазменной сварки, наплавки, напыления, резки;
лазерной сварки и резки (сварки и резки световым лучом),
сварки контактным разогревом;
контактной или диффузионной сварки, дугоконтактной сварки.
Требования настоящей главы относятся к электросварочным установкам при использовании в них плавящихся или неплавящихся электродов, при обработке (соединении, резке и др.) металлических или неметаллических материалов в воздушной среде или среде газа (аргона, гелия, углекислого газа, азота и др.) либо водяного пара при давлении атмосферном, повышенном или пониженном (в том числе в вакууме), а также под водой или под слоем флюса.
7.6.2. Электросварочные установки должны удовлетворять требованиям других глав Правил в той мере, в какой они не изменены настоящей главой.
7.6.3. Электросварочные установки представляют собой совокупность функционально связанных между собой специальных электросварочных и общего назначения электротехнических и механических элементов, а также кабельных линий, электропроводок, токопроводов для внешних соединений этих элементов. Все устройства, используемые для электросварочных установок, должны быть изготовлены согласно утвержденной в установленном порядке технической документации и соответствовать действующим стандартам.
Выполнение работ на электросварочных установках должно предусматриваться в соответствии с требованиями ГОСТ 12.3.003-86 "Работы сварочные. Требования безопасности" или правил технической эксплуатации электроустановок.
7.6.4. В зависимости от вида источника питания электроэнергией различают: автономные электросварочные установки, снабженные индивидуальными двигателями внутреннего сгорания (карбюраторными - бензиновыми или дизельными), и электросварочные установки, получающие питание от электрических сетей, в том числе присоединяемых к передвижным электростанциям.
7.6.5. Подача электрической энергии для обеспечения поступления необходимого количества теплоты в зону плавления или нагрева металла (или неметаллического материала) до пластического состояния для проведения указанных в 7.6.1 процессов осуществляется в электросварочных установках с использованием специальных электротехнических устройств, называемых источниками сварочного тока.
Электрические цепи электросварочных установок от выходных зажимов сварочных трансформаторов или преобразователей, предназначенные для прохождения сварочного тока, называются сварочными цепями.
7.6.6. Электросварочные установки по степени механизации на них технологических операций разделяются на установки, на которых эти операции выполняются вручную, установки полуавтоматические (когда автоматически поддерживается электрический режим сварки, а остальные операции выполняются вручную) и установки автоматические.
7.6.7. Комплекс оборудования, приспособлений для выполнения электротехнологических процессов, указанных в 7.6.1, и рабочего места сварщика называется сварочным постом.
В состав стационарного сварочного поста для ручной сварки входят сварочный стол с тисками и приспособлениями или манипулятор.
7.6.8. Источники сварочного тока могут питать один или несколько сварочных постов; соответственно они называются однопостовыми или многопостовыми источниками сварочного тока.
7.6.9. Оборудование электросварочных установок должно иметь исполнение, соответствующее условиям окружающей среды. Конструкция и расположение этого оборудования, ограждений и блокировок должны не допускать возможности его механического повреждения, а также случайных прикосновений к вращающимся или находящимся под напряжением частям. Исключение допускается для электрододержателей установок ручной дуговой сварки, резки и наплавки, а также для мундштуков, горелок для дуговой сварки и других деталей, находящихся под сварочным напряжением.
7.6.10. Размещение оборудования электросварочных установок, его узлов и механизмов, а также органов управления должно обеспечивать свободный, удобный и безопасный доступ к ним. Кроме того, расположение органов управления должно обеспечивать возможность быстрого отключения оборудования и остановки всех его механизмов.
7.6.11. Для электросварочных установок, оборудование которых требует оперативного обслуживания на высоте более 2 м, должны быть выполнены рабочие площадки, огражденные перилами, с постоянными лестницами. Площадки, ограждения и лестницы должны быть выполнены из несгораемых материалов, настил рабочей площадки должен иметь покрытие из диэлектрического материала, не распространяющего горение.
7.6.12. Все органы управления электросварочными установками, не имеющие фиксаторов положения, должны быть оборудованы ограждениями, исключающими случайное их включение или отключение.
7.6.13. В качестве источников сварочного тока должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи статические или двигатель-генераторные с электродвигателями или двигателями внутреннего сгорания. Питание сварочной дуги электрошлаковой ванны и контактной сварки непосредственно от силовой, осветительной или контактной электрической сети не допускается.
Агрегаты переносных или передвижных электросварочных установок допускается располагать на автомобильном или тракторном прицепе или тележке, которые должны быть оборудованы тормозами.
7.6.14. Схема включения нескольких источников сварочного тока при работе их на одну сварочную дугу, электрошлаковую ванну или сопротивление контактной сварки должна исключать возможность возникновения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
7.6.15. Электрическая нагрузка нескольких однофазных источников сварочного тока должна по возможности равномерно распределяться между фазами трехфазной сети.
7.6.16. Однопостовой источник сварочного тока, как правило, должен располагаться на расстоянии не далее 15 м от сварочного поста.
Тема 2.2 Источники питания сварочной дуги постоянного и переменного тока.
- по внешней вольтамперной характеристике (ВАХ): с падающей ВАХ (ручная сварка, автоматическая сварка под флюсом), с жесткой ВАХ (многопостовые источники питания), с возрастающей ВАХ (сварка в среде защитных газов, электрошлаковая сварка);
- по количеству одновременно подключаемых сварочных постов: однопостовые, многопостовые;
- по способу установки: стационарные, передвижные.
Маркировка источников питания
• Первая буква - вид источника питания: ПС – преобразователь сварочный, Т – трансформатор, В – выпрямитель;
• Вторая буква - вид сварки (Д - дуговая);
• Третья буква - способ сварки (Ф - под флюсом, Г - в защитных газах, отсутствие буквы - ручная сварка);

Рисунок 13 – Классификация источников питания по роду тока
• Четвертая буква - исполнение источника питания (Ж или П - жесткая или падающая внешняя характеристика, М или Э - с механическим или электрическим регулированием);
• Минимальный сварочный ток (через тире);
• Регистрационный номер или модификация;
• Условия применения: 1- на открытом воздухе; 2- защищенные от солнца и атмосферных осадков; 3- в закрытых помещениях; 4 - в отапливаемых и вентилируемых помещениях.
Сварочный агрегат – электрическая машина, которая преобразует механическую энергию двигателя внутреннего сгорания в электрическую напряжением и диапазоном токов, необходимым для сварки, в состав которой входит приводной двигатель (дизель) и сварочный электрический генератор.
Сварочный преобразователь – преобразует механическую энергию электродвигателя в электрическую напряжением и диапазоном токов, необходимыми для сварки; состоит из электродвигателя, питающегося от сети, и сварочного электрического генератора.
– однопостовые - например, ПСО-300, ПСО-500, ПСГ-500 (Грубое регулирование - переключением диапазонов, плавное – реостатом);
– многопостовые - например, ПСМ-1000, в комплекте - 9 балластных реостатов РБ-200, преобразующих жесткую характеристику источника питания в падающую на сварочном посту и позволяющих регулировать величину сварочного тока от 10 до 200 А (комбинацией рубильников);
Сварочный трансформатор питается от сети переменного тока, понижает напряжение до необходимого при сварке и имеет устройство для регулирования величины сварочного тока:
– с дросселем - регулируемым индуктивным сопротивлением (для получения падающей характеристики и регулирования тока);
– с развитым магнитным рассеянием - с подвижными обмотками - регулируется зазор (изменяется индуктивное сопротивление для получения падающей характеристики и регулирования тока).
Например, ТДМ-317 (сварочный ток – 300А, 17 – модификация), ТДФЖ-1002 (сварочный ток – 1000А, 2 – модификация).
Сварочный выпрямитель питается от силовой электрической сети, преобразует переменный ток промышленной частоты в постоянный напряжением и величиной, необходимыми для сварки, включает понижающий трансформатор и блок полупроводниковых (селеновых или кремниевых) выпрямителей, а также устройство регулирования внешней характеристики. Выпрямители характеризуются небольшой массой и стоимостью, бесшумностью, простотой обслуживания, однако чувствительны к длительным коротким замыканиям и резким колебаниям напряжения в сети.
Например, ВКСМ-1000 (выпрямитель кремниевый сварочный многопостовой), ВССМ -1000 (выпрямитель селеновый сварочный многопостовой), ВДУ-505.
Инверторный источник питания - новый тип источника питания с высокочастотным звеном, что позволяет снизить массу и габариты, повысить КПД, обеспечить широкие пределы регулирования, обеспечить сварочные технологические свойства.
Например, ВДУЧ-301, ВДЧИ-251.
Выбор источников питания производится с учетом следующих факторов:
• наличие силовой электрической сети - на достройке (где может отсутствовать силовая сеть) могут использоваться сварочные дизель-генераторы
• место выполнения сварки - на стапелях и при достройке могут использоваться передвижные источники питания: трансформаторы, преобразователи, генераторы. Менее чувствительны к атмосферным воздействиям выпрямители и трансформаторы.
• характеристика соединения (толщина, марка электрода). Например, электроды УОНИ13/45 предназначены только для сварки на постоянном токе обратной полярности.
• экономичность установки.
Область применения источников
• ручная дуговая сварка,
• автоматическая сварка под флюсом,
• ручная и автоматическая сварка вольфрамовым электродом легких сплавов в среде инертных газов;
• механизированная (полуавтоматом) и автоматическая сварка плавящимся электродом в среде защитных газов,
• ручная и автоматическая сварка вольфрамовымэлектродомлегированных сталей, меди и титана в среде инертных газов.
Технические характеристики некоторых источников питания приведены ниже.
Источники питания переменным током
Таблица 2 –Область применения сварочных трансформаторов
| Тип трансформатора | Назначение | Примечание |
| ТСК | Ручная дуговая сварка | Выше коэффициент мощности, чем у ТС |
| ТС | Ручная дуговая сварка | |
| ТСД | Автоматическая дуговая сварка |
Таблица 3 - Технические характеристики сварочных трансформаторов типов ТС, ТСК, ТСД
| Параметры | Технические характеристики | |||||||
| ТС-120 | ТС-300 | ТС-500 | ТСК-300 | ТСК-500 | ТСД-500 | ТСД-1000-3 | ТСД-2000-2 | |
| Номинальный сварочный ток, А | ||||||||
| Номинальное напряжение, В | ||||||||
| Номинальная мощность, кВА | ||||||||
| Напряжение холостого хода, В | 69-78 | 77-85 | ||||||
| Пределы регулирования сварочного тока, А | 50-160 | 110-385 | 165-650 | 110-385 | 165-650 | 200-600 | 400-1200 | 800-2200 |
| Напряжение питающей сети, В | 220 или 380 | 220 или 380 | 220, 380 или 500 | |||||
| Коэффициент полезного действия мощности (cosj) | 0,43 | 0,51 | 0,53 | 0,72 | 0,65 | 0,62 | 0,62 | 0,64 |
Источники питания постоянным током
Таблица 4 - Сварочные преобразователи и выпрямители
| Тип источника питания | Назначение | Примечание |
| Однопостовой сварочный преобразователь ПСО-120, ПСО-300 | Ручная дуговая сварка | |
| Однопостовой сварочный преобразователь ПСО-500, ПСО-800 | Ручная и автоматическая сварка | |
| Многопостовой сварочный преобразователь ПСМ-1000-1 | Ручная дуговая сварка (6 сварочных постов при максимальном токе для каждого поста 300 А) | В комплекте – 6 РБ-300, реостат Р-30-6 и 6 электрододержателей |
| Однопостовые сварочные преобразователи ПСГ | Полуавтоматическая и автоматическая сварка в среде защитных газов | Жесткая характеристика |
| Универсальный сварочный преобразователь ПСУ-300 | Автоматическая сварка в среде углекислого газа, ручная дуговая сварка и резка | |
| Однопостовые сварочные выпрямители ВСС | Ручная дуговая сварка | |
| Однопостовые сварочные выпрямители ВКС | Ручная и автоматическая сварка малоуглеродистой стали | Могут использоваться для нержавеющей стали неплавящимся электродом в среде защитных газов |
| Однопостовые сварочные выпрямители ВСУ | Ручная и автоматическая сварка в среде углекислого газа | |
| Многопостовые сварочные выпрямители ВКСМ | Ручная дуговая сварка (6-18 постов) |
Таблица 5 - Технические характеристики сварочных выпрямителей
| Параметры | Технические характеристики | |||||
| ВСС-120-3 | ВСС-300-2 | ВКС-120 | ВКС-300 | ВКС-500 | ВКСМ-1000 | ВКСМ-3000 |
| Номинальный сварочный ток, А | ||||||
| Номинальное напряжение, В | ||||||
| Напряжение холостого хода, В | - | - | - | Число св. постов-6 | Число св. постов-18 | |
| Пределы регулирования сварочного тока, А | 15-120 | 40-300 | 15-130 | 30-330 | 70-540 | |
| Напряжение питающей сети, В | 220 или 380 | |||||
| Коэффициент полезного действия мощности (cosj) | 0,60 | 0,58 | - 0,60 | - 0,58 | - 0,72 | Номинальный ток одного поста, А - 300 |
| Потери холостого хода, Вт | - | - | - |
Контрольные вопросы:
1. Объясните принцип работы (состав) сварочного преобразователя. Почему он называется «преобразователем»? Расшифруйте марки преобразователей, приведенные в таблице 4. Сравните область их применения (сопоставьте с маркировкой).
2. Объясните принцип работы (состав) сварочного трансформатора. Расшифруйте марки сварочных трансформаторов: ТДМ-317, ТДФЖ-1002. Сравните технические характеристики и область применение трансформаторов ТС-500, ТСК-500, ТСД-500 в таблицах 2 и 3. Чем они отличаются? Аналогично сравните марки: ТСД-500, ТСД-1000-3, ТСД-2000-2.
3. Объясните принцип работы (состав) сварочного выпрямителя. Расшифруйте марки сварочных выпрямителей: ВКСМ -1000, ВССМ -1000, ВДУ-505. С помощью таблицы 4 объясните, чем отличается область применения разных типов сварочных выпрямителей.
ТЕМА: ОДНОПОСТОВЫЕ И МНОГОПОСТОВЫЕ СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ.
В настоящее время в качестве источников питания сварочной дуги постоянного тока применяются сварочные выпрямители, источники постоянного тока со звеном высокой частоты и вращающиеся электромашинные преобразователи и агрегаты.
Сварочные однопостовые выпрямители - это статические преобразователи энергии трехфазной сети переменного тока в энергию выпрямленного тока, используемую для дуговой сварки. Они используются для питания дуги при ручной дуговой сварке штучными электродами, при механизированной сварке под флюсом и при сварке плавящимся электродом в среде углекислого газа.
Сварочные выпрямители можно разделить по способу регулирования и по количеству постов. Существуют следующие способы регулирования сварочного тока и напряжения: механическое и электронное.
1. Однопостовые сварочные выпрямители с механическим регулированием.
Для ручной дуговой сварки применяются выпрямители с механическим регулированием, которые завоевали широкую популярность благодаря простоте конструкции, надежности в работе, легкости в обслуживании, высоким сварочным качествам. Для получения падающих внешних характеристик и регулирования сварочного тока в данных источниках используются трансформаторы с повышенным магнитным рассеиванием, при этом используются две основные системы механического регулирования: подвижные магнитные шунты и подвижные катушки.
Трансформаторы с подвижными магнитными шунтами в трехфазном варианте широко применяются в сварочных выпрямителях за рубежом. Основное достоинство данной системы регулирования - возможность достижения достаточно широких пределов сварочного тока в одном диапазоне. Однако это возможно только при очень малых воздушных зазорах (0,5 мм) между подвижным шунтом и стержнями трансформатора. Обеспечение таких зазоров в условиях массового производства представляет большие технологические трудности.
Значительное распространение в выпрямителях для ручной дуговой сварки получили трансформаторы с подвижными катушками.
Для механизированной сварки в защитных газах, на жестких характеристиках, применяются выпрямители со ступенчатым и плавным регулированием выходного напряжения.
Выпрямители со ступенчатым регулированием выходного напряжения (рис. 1) относятся к категории наиболее простых источников питания, получивших значительное распространение, так как они обладают высокими сварочными свойствами.

Рис. 1. Выпрямитель со ступенчатым регулированием выходного напряжения
Они состоят из трехфазного понижающего трансформатора с секционированной первичной обмоткой и двух переключателей ступеней.
У сварочных выпрямителей с плавно-ступенчатым регулированием плавное регулирование сварочного тока и напряжения может производиться с помощью дросселя насыщения, включенного во вторичную цепь силового трансформатора. Регулирование дросселем насыщения привлекает простотой управления сварочным режимом и возможностью его стабилизации при колебаниях напряжения сети.
Ступенчатое регулирование производится путем изменения коэффициента трансформации силового трансформатора. Соединению фаз первичной обмотки треугольником с использованием отводов соответствует первая ступень регулирования рабочего напряжения (максимальное напряжение), соединению первичных обмоток треугольником (без отвода) - вторая ступень регулирования, соединению первичных обмоток звездой с использованием отводов - третья ступень регулирования.
Универсальные сварочные выпрямители с фазовым (тиристорным) регулированием применяются как для ручной дуговой сварки, так и для механизированной сварки в защитных газах. Сочетая в себе функции выпрямления и регулирования, тиристорный регулятор позволил простыми методами решить задачи разработки выпрямителей с жесткими и падающими внешними характеристиками, с дистанционным регулированием, стабилизацией режима сварки при колебаниях напряжения сети и программным управлением.
Тиристорные выпрямители представляют собой, как правило, замкнутую систему авторегулирования с обратными связями по току и напряжению.
1. Функциональные блок-схемы
Типовая функциональная блок-схема сварочного выпрямителя с механическим регулированием и падающими, а также жесткими внешними характеристиками приведена на рисунке 2.

Рис. 2. Сварочный выпрямитель с механическим регулированием: СТ - силовой трансформатор; СВБ - силовой выпрямительный блок; L – дроссель
Типовая блок-схема однопостового тиристорного выпрямителя с универсальными характеристиками приведена на рисунке 3.
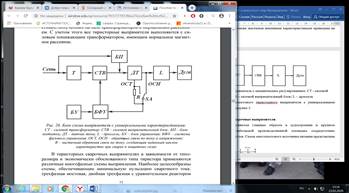
Рис. 3. Блок схема выпрямителя с универсальными характеристиками: СТ – силовой трансформатор; СТВ – силовой выпрямительный блок; БП – блок подпитки; ДТ – датчик тока; L – дроссель; БУ – блок управления; БФУ – система фазового управления; ОСТ, ОСН – обратные связи по току и напряжению; R – частичная обратная связь по току, создающая заданный наклон характеристик при сварке в защитных газах
1. Многофазные схемы выпрямления.
Многофазное выпрямление обеспечивает равномерную нагрузку питающей сети и лучшее использование вентилей, активных материалов трансформатора и дросселей, а также меньшую пульсацию выходного напряжения и тока. Различают следующие многофазные схемы выпрямления (рис. 4):
· Трехфазная мостовая схема выпрямления.
· Двойная трехфазная схема с уравнительным реактором.
· Простая шестифазная схема с нулевой точкой.
· Кольцевая схема выпрямления.

Рис. 4. Многофазные схемы выпрямления
Внешние характеристики трехфазной мостовой, двойной трехфазной с уравнительным реактором и кольцевой схемы одинаковы при равных значениях напряжения короткого замыкания трансформаторов.
1. Сварочный дроссель.
В однопостовых сварочных выпрямителях для сварки в среде защитных газов большое распространение получил способ ограничения тока короткого замыкания в результате включения в сварочную цепь дросселя с воздушным зазором, имеющего, как правило, две ступени индуктивности (рис. 5).

Рис. 5. Сварочный дроссель с двумя ступенями регулирования
Необходимая индуктивность в сварочной цепи и соответственно скорость нарастания тока короткого замыкания зависят от диаметра применяемой проволоки и режима сварки.
В выпрямителях со ступенчатым изменением индуктивности на токах 315, 500 и 630 А первая ступень (малая индуктивность) предназначена для сварки тонкой электродной проволокой во всех пространственных положениях, вторая ступень (большая индуктивность) - для сварки толстой электродной проволокой, а также для работы на падающих внешних характеристиках в универсальных выпрямителях.
В тиристорных сварочных выпрямителях дроссель в цепи выпрямленного тока необходим не только для ограничения пиков тока короткого замыкания при сварке в среде углекислого газа, но и при ручной дуговой сварке или сварке под флюсом, для сглаживания пульсаций выпрямленного тока, величина которых зависит от пределов регулирования.
В отдельных случаях в тиристорных сварочных выпрямителях переключение ступеней индуктивности может производиться дистанционно в зависимости от режима сварки (рис. 6). Для этого в основной дроссель с воздушным зазором введена дополнительная обмотка управления ОУ, магнитно-связанная с силовой обмоткой дросселя ОД.
Рис. 6. Двухступенчатый дроссель с дистанционным управлением
Кроме дросселей со ступенчатым регулированием индуктивности существует дроссель, обеспечивающий повышение стабильности сварочного процесса и бесступенчатое регулирование индуктивности в зависимости от режима сварки (рис. 7).

Рис. 7. Сварочный дроссель с плавно изменяемой индуктивностью
Применяются дроссели с двумя обмотками управления и диодами, обеспечивающие автоматическое изменение индуктивности при сварке. Значение индуктивности зависит от режима работы выпрямителя.
При сварке в режимах малых токов встречное напряжение дуги невелико, ток, непрерывно протекающий в обмотках II и III, при горении дуги становится больше, дроссель L1 имеет малую индуктивность. На больших режимах увеличивается запирающее рабочее напряжение дуги, ток во вспомогательных обмотках уменьшается, индуктивность дросселя увеличивается. Таким образом, осуществляется автоматическое изменение индуктивности при изменении режима сварки.
Изменение индуктивности дросселя особенно значительно в выпрямителях с тиристорным регулированием. В этом случае напряжение, наводимое в обмотках управления, и протекающий по ним ток зависят от угла открытия тиристоров и возрастают при сварке в режимах малых токов с ростом пульсации сварочного тока.
В выпрямителях с универсальными характеристиками вместо диодов устанавливаются тиристоры, которые при работе на падающих характеристиках запираются, и таким образом дроссель работает в неуправляемом режиме.
1. Многопостовые сварочные выпрямители.
Эти выпрямители применяются главным образом в судостроении и крупном машиностроении, когда на небольшой производственной площадке сосредоточено значительное число сварочных постов. Схема многопостового источника питания представлена на рисунке 2.
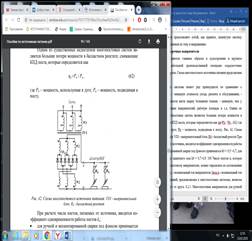
Рис. 2 Схема многопостового источника питания: VD1 - выпрямительный блок; Rб - балластный реостат
Подобные многопостовые системы имеют ряд преимуществ по сравнению с однопостовыми выпрямителями:
- меньшую стоимость ухода, ремонта и обслуживания;
- возможность в случае необходимости вести сварку большими токами;
- меньшую, чем у эквивалентного числа однопостовых выпрямителей, рабочую площадь и т.д.
Одним из существенных недостатков многопостовых систем являются большие потери мощности в балластном реостате, снижающие КПД поста, которые определяются как:
где Рд – мощность, используемая в дуге; Рп – мощность, подводимая к посту.
При расчете числа постов, питаемых от источника, вводится коэффициент одновременности работы постов kо:
для ручной и механизированной сварки под флюсом принимается kо = 0,5 –0,7;
для механизированной сварки в среде защитного газа kо = 0,7–0,9.
Число постов п, которое может быть подключено к многопостовому выпрямителю, можно определить из соотношения
где Iном. - номинальный ток выпрямителя;
Iном.п - номинальный ток поста.
Одним из основных требований, предъявляемых к многопостовым системам, является независимость работы постов друг от друга.
1. Многопостовые выпрямители для ручной дуговой сварки
Они предназначены в основном для создания многопостовых систем питания от общих цеховых магистральных шинопроводов. Для обеспечения независимости работы отдельных постов выпрямители имеют жесткую внешнюю вольтамперную характеристику. Напряжение на выходе многопостового выпрямителя при изменении нагрузки от 50 до 100 % номинальной изменяется не более чем на 4 В.
Каждый пост подключается к источнику питания (магистрали) последовательно через балластный реостат, обеспечивающий получение падающих внешних характеристик и регулирование сварочного тока. Ток сварочного поста Iп. = Iд. (Iд - ток дуги) при заданном напряжении дуги равен
где Uном - номинальное напряжение источника питания, В;
Rб - включенное балластное сопротивление реостата, Ом.
1. Многопостовые выпрямители для механизированной сварки в углекислом газе
предназначены для централизованной системы питания сварочных постов. Выпрямители имеют жесткую внешнюю характеристику. Регулирование напряжения на постах производится автономно при помощи балластных реостатов тин РБГ-302.
При наличии на цеховом шинопроводе одного неизменного напряжения применение балластных реостатов ограничивает диапазон регулирования и сварочные посты вынуждены работать в близких по току режимах. Для расширения диапазона регулирования система питания должна иметь в цехе распределительные шинопроводы низкого и повышенного напряжения. На каждый шинопровод в этом случае будут работать выпрямители со своим выходным напряжением. Рассмотренная система питания также имеет повышенный расход электроэнергии и невысокий КПД сварочного поста.
Наряду с многопостовыми системами питания, имеющими общий шинопровод и постовые балластные реостаты, существуют многопостовые сварочные выпрямители с тиристорным регулированием тока и напряжения на каждом посту. В этом случае выпрямительные установки могут размещаться на различных сварочных участках, образуя при необходимости местные системы многопостового питания. При сохранении всех преимуществ однопостовых выпрямителей снижаются масса и габариты установок, повышается КПД поста, улучшаются эксплуатационные возможности. Многопостовые источники питания с тиристорным регулированием имеют единый трансформатор питания и независимые тиристорные выпрямительные блоки с самостоятельными устройствами фазового управления.
Система с параллельно работающими тиристорными блоками налагает дополнительные требования к схеме выпрямления сварочного поста. В этом случае работающий тиристор одного выпрямительного блока не должен шунтировать тиристор другого. В связи с этим становится невозможным использование широко распространенной трехфазной мостовой схемы выпрямления с шестью управляемыми вентилями. Выпрямители могут быть выполнены по трем известным схемам: двойной трехфазной схеме с самостоятельными уравнительными реакторами в катодных цепях тиристоров каждого сварочного поста, трехфазной несимметричной мостовой схеме с тремя управляемыми вентилями катодной группы и простой шестифазной схеме выпрямления.
Выпрямитель имеет падающие и жесткие внешние характеристики. Падающие характеристики получаются в результате введения обратной связи по току, жесткие - при совместном действии обратной связи по напряжению и току. Таким образом, один и тот же источник питания может быть использован одновременно для сварки в среде углекислого газа и ручной дуговой сварки штучными электродами.
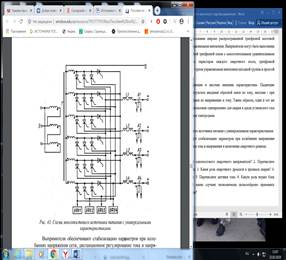
Рис. 3. Схема многопостового источника питания с универсальными
Выпрямители обеспечивают стабилизацию параметров при колебаниях напряжения сети, дистанционное регулирование тока и напряжения и включение сварочного режима.
Читайте также: