Оэ 2 4 по способам с какой целью применяют осциллятор при сварке неплавящимся электродом
Обновлено: 14.05.2024
Сварку неплавящимся электродом в инертных газах рекомендуют для соединения высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов, алюминиевых, магниевых и титановых сплавов, как правило, небольшой толщины. Наиболее распространена аргонодуговая сварка свободной дугой.
Неплавящийся (точнее тугоплавкий) вольфрамовый электрод неподвижно крепят в сварочной горелке. Инертный газ защищает электрод и зону сварки от воздействия воздуха. Сварку ведут электродами диаметром 1. 8 мм на токе 50. 500 А при напряжении 10. 20 В.
Требования к источникам питания определяются родом сварочного тока (постоянный, переменный) и характером его модуляции (непрерывный, импульсный униполярный, импульсный разнополярный, высокочастотный), которые в свою очередь зависят от марки и толщины свариваемого металла.
Источник постоянного тока (рисунок 5.32) рекомендуется для сварки большинстваматериалов средних толщин за исключением алюминиевых сплавов.
Сварку выполняют, как правило, дугой прямой полярности («-» на электроде). В сравнении с дугой обратной полярности в данном случае более благоприятное распределение теплоты дуги, поскольку большая ее часть идет в анод (свариваемое изделие). Это позволяет увеличить токовую нагрузку на электрод и благодаря этому поднять производительность. Обычно источник питания представляет собой выпрямитель, состоящий из трансформатора и выпрямительного блока на диодах или тиристорах. Можно использовать и инверторный источник. Внешняя ΒΑΧ источника питания должна быть крутопадающей с напряжением холостого хода 50. 80 В, т.е. в 4-6 раз превышающим рабочее. При этом обеспечивается устойчивость процесса сварки и стабильность тока при колебаниях длины дуги, что особенно важно при малой толщине изделия.
Начальное зажигание дуги обычно выполняют бесконтактным способом с помощью высоковольтного высокочастотного генератора-осциллятора или возбудителя, поскольку при контактном способе зажигания наблюдается недопустимое загрязнение шва вольфрамом и повышенный расход электрода. Зажигание дуги коротким замыканием допустимо, если источник обеспечивает установку тока короткого замыкания ниже сварочного. Основной источник защищают от высокого напряжения высокочастотного генератора с помощью фильтра высоких частот.
Заварка кратера при механизированной сварке должна обеспечиваться благодаря плавному снижению тока с помощью специального устройства. Это же устройство иногда используют для плавного нарастания тока в начале сварки, что защищает электрод от разрушения. Поэтому регулирование тока должно быть плавным с очень высокой кратностью — не менее пяти. Обычно регулятор воздействует на тиристорный выпрямительный блок или обмотку управления трансформатора, в новейших конструкциях регулирование выполняют с помощью инвертора или полупроводникового коммутатора.
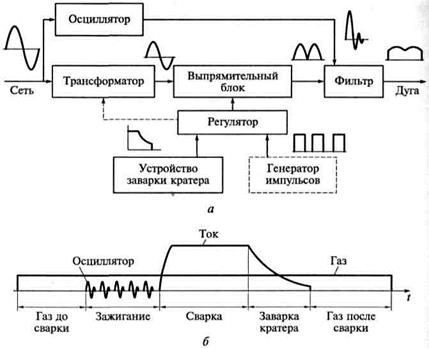
Рисунок 5.32 – Структурная схема (а) и циклограмма (б) источника постоянного тока
Программное управление последовательностью включения и выключения отдельных устройств источника (рисунок 5.32, б)обеспечивает следующий цикл работы: подачу газа перед сваркой включение 0,5. 3 с;
· включение осциллятора и зажигание дуги;
· сварку в течение длительного времени;
· заварку кратера в течение 3. 15 с;
· защиту шва газом в течение 3. 30 с после сварки.
Иногда в источнике питания заранее настраивают два (Iд1, Iд2) и более различных режимов по току, с тем чтобы в процессе сварки быстро перейти от одной ступени к другой.
Такая необходимость возникает при изготовлении изделий из заготовок различных толщин и при сварке в различных пространственных положениях.
Источник переменного тока (рисунок. 5.33) используют при сварке алюминиевых сплавов. На него распространяют все вышеизложенные требования к источнику постоянного тока. Специфические требования, вызванные особенностями дуги переменного тока, сформулируем на основе анализа осциллограмм тока и напряжения (рисунок. 5.33, б).При этом необходимо учитывать различие физических свойств тугоплавкого вольфрамового электрода и сравнительно легкоплавкого основного металла — алюминия. В полупериоде прямой полярности, когда катодом является нагретый выше 4 000 К вольфрамовый электрод, мощная термоэлектронная эмиссия обеспечивает значительный ток прямой полярности Iпр и интенсивное плавление основного металла.
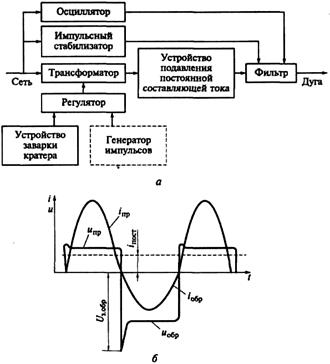
iпр, iобр – ток прямой и обратной полярности; iпост — постоянная составляющая тока; uпр, uобр — напряжение прямой и обратной полярности; uз.обр — напряжение зажигания дуги обратной полярности
Рисунок. 5.33 – Структурная схема (а)и осциллограмма (б)источника переменного тока
Напряжение зажигания дуги почти равно напряжению дуги прямой полярности uпр и при короткой дуге в аргоне может составлять 10 В. В полупериоде обратной полярности для зажигания дуги за счет механизма автоэлектронной эмиссии требуется очень большое напряжение Uз.обр — около 200 В, так как термоэлектронная эмиссия со сравнительно холодного алюминиевого катода ничтожно мала.
Велико и напряжение горения дуги обратной полярности uобр, оно превышает 20 В. Сила тока обратной полярности Iобр на 20. 50 % ниже Iпр, однако он вызывает интенсивное катодное распыление оксидной пленки Аl2O3 благодаря бомбардировке алюминиевой детали положительными ионами. Сварку алюминия на постоянном Iобр применяют ограниченно из-за сильного нагрева электрода, ее рекомендуют лишь при токе до 150 А. Удачная альтернатива — это сварка на переменном токе, но она предъявляет к источнику питания особые требования.
Надежное повторное зажигание дуги при переходе к полупериоду обратной полярности обеспечивают с помощью импульсного стабилизатора, генерирующего импульс, достигающий значений Uз.обр.
Еще одно требование связано с наличием постоянной составляющей сварочного тока. Действительно, поскольку iпр>iо6р, кривую сварочного тока можно представить как сумму симметричного переменного тока i и постоянной составляющей iпост.
Постоянная составляющая тока вызывает подмагничивание сердечника трансформатора, его перегрев, сильную вибрацию и повреждение изоляции обмоток. Подавление постоянной составляющей (ликвидация или уменьшение) выполняет специальное устройство. Следует заметить, что с технологической точки зрения постоянная составляющая тока полезна. Более того, ее иногда специально усиливают для увеличения проплавления основного металла большим током прямой полярности. Разумеется, сварка на асимметричном переменном токе допустима только при обеспечении безаварийной работы источника.
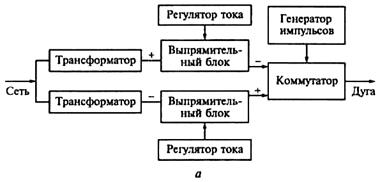
Iпp, Io6p — ток импульсов прямой и обратной полярности;
tnp, to6p — время импульса прямой и обратной полярности
Рисунок 5.34 – Структурная схема (а) и осциллограмма (б)источника разнополярных импульсов
Зачем сварщику нужен осциллятор, как он работает
В работе с электродуговой сваркой необходимо обладать определенным навыком. Он потребуется не только при формировании шва, но и уже на начальной стадии, когда происходит процесс розжига дуги. В классическом представлении дуга возникает в результате соприкосновения электрода с поверхностью металла. Чтобы 1 см воздуха стал проводником, необходимо приложить разность потенциалов примерно в 30 тысяч вольт. Естественно, такое напряжение слишком высоко даже для современных инверторов, поэтому единственной возможностью зажечь дугу является соприкосновение с постепенным удалением электрода.

Результат такой манипуляции напрямую зависит от мастерства сварщика, однако даже профессионалы не гарантируют того, что стабильная дуга образуется после первого соприкосновения.
Зачастую сварщик совершает колебательные движения держателем, выполняя при этом постукивания о поверхность детали с целью нарушения слоя окисла. Особенно явно такие сложности возникают при работе с цветными металлами. Если учесть то, что по регламенту сварка цветных металлов ведется малыми токами, то вероятность получить стабильную дугу резко снижается.

Избежать подобных проблем помогает устройство, более известное, как осциллятор для сварки. Он выступает в качестве дополнительного оборудования к источнику питания при ведении аргонодуговой сварки. Для его использования мастер обязан обладать достаточным объемом знаний, начиная от устройства и заканчивая способом подключения.
Принцип действия и назначение

Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота. Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц. Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?». Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.

Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.

Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.

Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.

При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной. Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время. Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа. Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
Осциллятор для сварки: характеристика и применение
Когда необходимо осуществить заваривание дефектных швов, или нужно сварить стальную конструкцию, мастера пользуются специальными электродами, инверторами с постоянным током. Вне зависимости от того, какой электрод или модель агрегата были выбраны, проблема со срочным розжигом дуги остается актуальной. Именно в подобных моментах возникает необходимость пользоваться сварочными осцилляторами.
Что это такое и для чего нужен?
Осциллятором для сварки принято считать вид генератора, который необходим для образования тока с высокой частотой – он способен связать окончание электрода и поверхность сварки без какого-либо контакта. Установку данного оборудования осуществляют на границе с держателем и сварочным аппаратом.
Устройство может быть независимым, а также входящим в состав корпуса сварочного агрегата.
Функционирование стабилизатора дуги может проводиться по нескольким схемам.
- Создание кратковременного импульса, который возбуждает дугу при отсутствии прикосновения к изделию. Визуально это имеет вид молниевого разряда, который подается от окончания электрода к обрабатываемой поверхности.
- Поддержание высокого напряжения на постоянной основе, которое может накладываться на ток сварки. Данная особенность способствует одновременной сварке и сохранению стабильного горения в дуге.
Характеристики данного вида оборудования способствуют тому, что оно широко используется во время работ с металлами цветной категории. При необходимости накладывания шва на лист алюминия, нержавейки либо меди осциллятор с высокой скоростью приводит в возбуждение дугу и начинает процедуру сваривания. Данный вид сварочного оборудования применяется для точности в начальной стадии шовного элемента.
Эта особенность способна снизить последующий процесс обработки изделия от последствий прикосновения электрода.
Внедрение таких аппаратов распространено в плазменной резке, так как он способствует быстроте начала разделки материала. Осциллятор практически незаменим при работе с тонким металлическим листом. Обычно инверторный ток в данном случае выставляют на значении минимума. При внедрении осциллятора в работу можно стабилизировать электросварку, которая работает с малым напряжением.
Внутреннее устройство
Благодаря особенностям изготовления обеспечивается правильная установка контактов и стабильность функционирования осциллятора. У многих приспособлений данного вида идентичная схема конструкции, в ней не обойтись без:
- выпрямителя усилий тока;
- блока накопительного заряда конденсаторов;
- основы зарядки;
- узла, что формирует импульс, имеющий колебательный контур, разрядник;
- блока по регулировке;
- вентиля газа;
- трансформатора с увеличивающей возможностью;
- датчика напряжений.
Основным предназначением осциллятора является модернизация входящего напряжения с увеличением частот и показателей напряжения, а также уменьшением интервала. Рассмотрим, как функционирует вышеописанная схема конструкции.
- При нажатии кнопки на горелке происходит запуск электрической цепи.
- На входе выпрямителю свойственно выравнивание тока, а также установка его однонаправленности.
- Накопление напряжения для заряда в конденсаторах.
- Направление тока на контур колебания после его высвобождения. Увеличение показателя напряжения.
- Руководство импульсным высвобождением схемы.
- Параллельное открытие газового клапана.
- Произведение разряда импульсом, что связывает по воздуху электродное окончание и изделие. С этой целью на изделие подсоединяют массовый кабель.
- Прекращение высокочастотного импульса по окончании прохождения по цепочке сварочных швов.
- Когда прекратится возгорание дуги, осциллятором обеспечивается продувка горелки с помощью аргона на протяжении 4-х секунд. В результате данного мероприятия происходит остужение электрода из вольфрама и окончания шва.


Разновидности
Согласно принципу действия осцилляторов известно 2 типа оборудования.
- Агрегат непрерывного функционирования. В данном случае происходит суммирование сварочного и высокочастотного тока. Дуга зажигается без контакта электрода с металлической поверхностью. В этом случае не происходит разбрызгиваний, а мастер не получает удара током. Этот принцип действия осциллятора способствует повышению эффективности использования агрегата. В данном случае не происходит энергетических потерь.
- Аппарат с импульсной работой характеризуется параллельностью подключения и использованием в случае, когда требуется работать с переменным видом тока. Сложностью данной процедуры можно назвать необходимость реагирования на смену полярности за короткое время.
Присутствие конденсатора в конструкции осциллятора обеспечивает хорошую функциональность устройства. А также в устройстве должна присутствовать обратная связь.


Правила эксплуатации
Самыми важными требованиями при функционировании осциллятора являются безопасность и надежность. Для того чтобы агрегат работал исправно, не стоит забывать о таких моментах, как:
- проверка работы блокировочного конденсатора, так как в случае его неисправности сварщика может поразить током;
- регулировка и настройка устройства исключительно в состоянии отключенном от сети;
- постоянное счищение нагара с электродов;
- отслеживание частоты импульсов, которая не должна превышать 40 мкс.
Практически все модели сварочных осцилляторов имеют инструкцию по эксплуатации, которой стоит руководствоваться при его использовании. Для того чтобы диагностировать поломку данного вида оборудования, стоит провести следующие мероприятия:
- визуально осмотреть все имеющиеся узлы;
- зачистить окисленные контакты с помощью растворителя и щетки;
- диагностировать возможные поломки путем подобного изучения инструкции;
- заменить нерабочие детали;
- осуществить пробный запуск.


Ремонт осциллятора можно сделать своими руками в следующих случаях:
- если неправильно выбран сварочный режим;
- если нарушено функционирование одного элемента конструкции;
- если в корпус или блок питания попала пыль, посторонние предметы.
Осциллятор можно назвать технологическим грамотным дополнением к сварочному оборудованию. Его возможно не только купить, но и сделать собственноручно.


Детальный обзор осциллятора для сварки в видео ниже.
Применение осциллятора для сварки
При необходимости заварить швы с дефектами или сварить металлоконструкции из стали сварщики используют электроды с покрытием и инвертор, выдающий постоянный ток. Также в сварке нержавеющей стали часто применяются вольфрамовые электроды. Вне зависимости от выбранного электрода или модели сварочника часто возникает проблема правильного и быстрого розжига дуги. Чтобы решить эту проблему достаточно подключить в цепочку оборудования сварочный осциллятор.

В этой статье мы расскажем, что такое осциллятор в сочетании с остальным сварочным оборудованием, каков принцип действия и как применять его в своей работе.
Общая информация
Сварочный осциллятор для сварки алюминия или любого другого металла — это прибор, генерирующий ток высокой частоты. Благодаря этому току электрод лучше взаимодействует с поверхностью металла. Чтобы использовать осциллятор нужен сварочный аппарат и держатель электродов. В данном случае осциллятор устанавливается между ними. Наиболее известные модели осцилляторов: ОССД 300 и ОССД 400, ОП 240, ОП 400.

В целом, такие приборы работают по следующему принципу: осциллятор генерирует кратковременный электрический импульс, зажигая дугу. Импульс исчезает сразу после розжига дуги. При этом нет необходимости в физическом контакте электрода и поверхности металла. Со стороны этот импульс выглядит, как маленький разряд молнии между концом электрода и свариваемой поверхностью. Кстати, осциллятор можно сделать своими руками.
Устройство
Большинство осцилляторов, представленных в магазинах, имеют схожее строение и состоят из выпрямителя, конденсаторов (накапливающих заряд), источника питания, отдельного узла (отвечающего за генерирование электрического импульса) с колебательным контуром и разрядником, блока управления, датчика напряжения и повышающего трансформатора. В моделях для работы с аргоном также есть газовый клапан.
Принцип работы
Прибор не просто генерирует электрический импульс, он изменяет входящее напряжение, повышая его частоту и вольтаж. Весь этот процесс занимает секунду. Давайте подробнее остановимся на принципе работы осциллятора.

Сначала запускается электрическая цепь путем нажатия на кнопку горелки. Выпрямитель выравнивает поступающий ток, переводя его в однонаправленное состояние. Затем ток накапливается в конденсаторах. Впоследствии ток высвобождается и попадает в колебательный контур. Именно здесь повышается вольтаж. Если прибор предназначен для сварки аргоном, то одновременно открывается газовый клапан.
Образуется тот самый импульс, с виду напоминающий молнию. Он связывает конец электрода и поверхность свариваемого металла. К металлу предварительно подсоединяют кабель массы. Вот и все! Сварочный аппарат, включенный в эту цепь, позволяет сварить детали. А осциллятор сварочный (например, модель ОССД 300 или ОП 240, ОП 400) обеспечивает стабильное горение дуги.
Особенности
Существует несколько типов осцилляторов и все они применяются для конкретных задач. Но мы начнем с характеристик, которые объединяют все типы осцилляторов. Итак, все приборы способны преобразовывать ток до 5000В и повышать частоту до 500 кГц.
Теперь о различиях. Существует осциллятор для сварки алюминия или любого другого металла, который работает непрерывно. Благодаря непрерывному действию обеспечивается стабильное горение дуги. К этому типу относится большинство современных приборов, продающихся в магазине. Такой осциллятор следует подключать последовательно, чтобы избежать повышенного напряжения, из-за которого вы можете пострадать. Не забывайте соблюдать технику безопасности на рабочем месте. С помощью таких приборов можно вести сварку с использованием малого значения тока и легко разжигать дугу. Зачастую такой осциллятор устанавливают на сварочный инвертор или трансформатор, для работы с электродами с покрытием.

Также есть осцилляторы для бесконтактного возбуждения дуги при сварке с использованием аргоновых аппаратов. Они отличаются тем, что имеют газовый клапан. Обычно сварку аргоном производят с помощью вольфрамовых электродов, которые могут часто тупиться при поджиге методом постукивания. Из-за этого шов получается неаккуратным и неровным, а дуга горит нестабильно. Вы, конечно, можете постоянно затачивать электрод, но мы все же рекомендуем использовать осциллятор.
Применение
Начинающие сварщики часто пытаются зажечь сварочную дугу методом постукивания или чирканья, даже если это требует массу времени и сил. Упростите себе задачу, ведь осциллятор сварочный специально разработан, чтобы без труда возбудить дугу и сварить цветные металлы. Вы без труда сделаете качественный и прочный шов на деталях из нержавеющей стали или алюминия. Также осцилляторы устанавливают на сварочный аппарат, предназначенный для плазменной резки.
Также прибор можно применять при сварке тонких металлов. Достаточно установить минимальное значение тока в инверторе и включить в цепь осциллятор. Дуга не будет прерываться даже на крайне маленьких значениях тока, что особенно удобно при сварке непрерывных длинных швов.
Вместо заключения
Сварка с осциллятором (например, с моделью ОССД 300 или ОП 240) упрощает и ускоряет сварочные работы, экономя расходники. Не нужно беспокоиться о стабильности горения дуги и о том, как быстро зажечь ее. Особые умельцы могут сделать осциллятор своими руками. Испробуйте осциллятор сварочный и поделитесь своим опытом в комментариях к нашей статье. Желаем удачи!
Сущность аргонодуговой сварки неплавящимся электродом и ее применение
Дуговая сварка в защитном газе. Сущность способа. Защитные газы.
3. Механизированная и автоматическая сварка в углекислом газе; сущность, преимущества, область применения, применяемое оборудование, материалы и инструмент.

1. Для защиты металла при ручной и автоматической сварке от воздействия кислорода и азота воздуха, кроме шлакового покрытия, применяют газовую защиту вокруг дуги и расплавленного металла. В качестве защитных газов применяют инертные и активные газы (водород, окись углерода или их смесь с азотом). Наибольшее промышленное применение имеют аргонодуговая сварка и сварка в углекислом газе.
Защитный газ может заполнять камеру, где ведут процесс сварки, но чаще всего его подают в дугу через мундштук 1 (рис. 69) в виде потока 2, который окутывает электрод 3,дугу 4 и сварочную ванну 5, защищая их от проникновения кислорода и азота. Рис. 69 Дуговая сварка в защитной среде
Сварка в защитных средах может проводиться как плавящимся, так и неплавящимся электродом с применением присадочного металла 6. В качестве неплавящихся электродов используют вольфрамовые, угольные или графитированные стержни. Расход вольфрамового электрода при токе до 300 А составляет примерно 0,5 г на 1 м шва. В качестве плавящегося электрода используется металлическая проволока того же состава, что и свариваемый металл. Процесс ведется с помощью полуавтоматических или автоматических устройств.
Источниками питания для дуги в защитных средах служат агрегаты постоянного тока или сварочные выпрямители. Кроме того, в комплект оборудования входит механизм подачи электродной проволоки, горелка и устройство для обеспечения дуги защитным газом. В полуавтоматах проволока подается по специальным шлангам в горелку. Диаметр проволоки берут в интервале 1,2-2 мм. Зажигание дуги в аргоне затруднено, потому что атомы аргона не образуют отрицательных ионов, вследствие чего необходима более высокая степень ионизации нейтральных частиц. Поэтому напряжение холостого хода источника питания повышают до 90-120 В.
Сварка в инертной среде используется для нержавеющих, жароупорных, алюминиевых и магниевых сплавов. При этом использование плавящихся электродов экономично для толщин не менее 2 мм. Меньшие толщины сваривают неплавящимся вольфрамовым электродом.
2. При аргонодуговой сварке неплавящимся электродом (рис. 70) через специальную горелку, в которой установлен вольфрамовый электрод, пропускают нейтральный газ – аргон (или гелий). Возбуждение дуги происходит между электродом и свариваемым изделием. Для заполнения разделки кромок в зону вводят присадочный пруток, химический состав которого близок к составу основного металла.
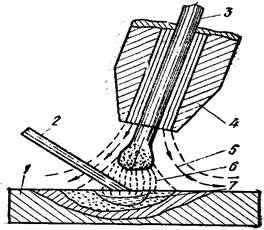
Рис. 70 Схема аргонодуговой сварки:
1 – изделие; 2 – присадочный пруток; 3 – вольфрамовый электрод; 4 – мундштук; 5 – защитная оболочка из инертного газа; 6 – электрическая дуга; 7 – расплавленный металл
Применяют электроды диаметром 2-6 мм. Аргон подается в горелку под давлением 0,3…0,5 ат.
Аргон – инертный газ, получаемый из воздуха, хранят и транспортируют его в специальных стальных баллонах под давлением 15 МН/м 2 (150 aт). Для сварки меди и малоответственных деталей из легированных сталей применяют технический аргон, содержащий до 17% примесей, а для сварки высоколегированных сталей, легких сплавов применяют чистый аргон (не более 0,3% примесей).
Аргонодуговую сварку осуществляют тремя способами:
1) ручной сваркой неплавящимся (вольфрамовым) электродом,
2) полуавтоматической и автоматической сваркой неплавящимся электродом,
3) полуавтоматической и автоматической сваркой плавящимся электродом.
Сварку неплавящимся электродом обычно осуществляют на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок.
В сварочных горелках для аргонно-дуговой сварки одновременно с подачей электродной проволоки в дугу и подводом сварочного тока к электроду осуществляется подача струи аргона.
Аргонодуговая сварка применяется для сварки легированных сталей, алюминия и его сплавов, титана, магниевых сплавов и дает хорошие результаты.
В ряде случаев сварка выполняется и плавящимся металлическим электродом, подаваемым через сопло горелки, обеспечивающей струйную защиту дуги и места сварки аргоном, гелием или их смесями.
Сварка в аргоне и гелии имеет преимущества перед сваркой покрытыми электродами и под флюсом: обеспечивается надежная защита расплавленного металла от кислорода и азота воздуха, что обусловливает высокие механические свойства и постоянство состава наплавленного металла; обеспечивается высокая производительность и хорошее формирование шва за счет устойчивости процесса и полной его механизации; можно сваривать металлы разнородные и малой толщины.
Недостатком сварки в среде аргона является дороговизна самого аргона, так как технология его производства очень трудоемка, а дли сварочного процесса требуется газ высокой чистоты.
3. Сварка в углекислом газе – наиболее дешевый способ по сравнению с другими видами сварки в защитных средах. В качестве заменителя аргона используют углекислый газ, несмотря на его окислительные способности. Углекислый газ дешев, негорюч, нетоксичен. Дуга горит между изделием и электродной проволокой, подаваемой через специальную газоэлектрическую горелку, и которую поступает из баллона углекислый газ, предварительно пропущенный через осушитель. Углекислый газ защищает дугу и расплавленный металл от воздуха. Сварку производят постоянным током обратной полярности для устранения пористости наплавленного металла. При этом достигается высокая производитель-ность (до 18 кг/ч). Расход углекислого газа составляет 8…20 л/мин.
Сварка в среде углекислого газа требует электродной проволоки специального состава с повышенным содержанием марганца и кремния и ведется на постоянном токе при больших плотностях сварочного тока (диаметр электродной проволоки 0,5-3 мм, плотность тока 80-100 А/мм 2 ), что требует источника питания с жесткой характеристикой. Рис.71 Схема сварки в среде углекислого газа
Наша промышленность выпускает разнообразные автоматы и полуавтоматы (типа ПДГ) для выполнения этого процесса. Технология сварки в среде углекислого газа проста: режим подбирается в зависимости от свариваемой толщины (1-30 мм), вида шва (стыковые, угловые, электрозаклепками и др.), положения шва в пространстве (нижнее, горизонтальное, вертикальное) и свариваемого материала (углеродистые, низколегированные, теплоустойчивые, высоколегированные хромоникелевые стали и др. сплавы).
Сварка в углекислом газе успешно применяется для изделий из малоуглеродистой стали, для заварки дефектов стальных отливок, для наплавки изношенных деталей и др.
Пластичность наплавленного металла при сварке в углекислом газе может быть несколько ниже, чем при сварке под флюсом.
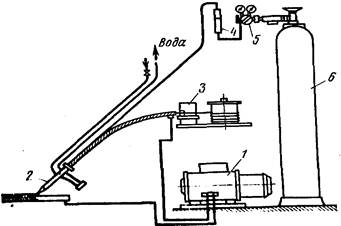
Схема сварки представлена на рис.71. Установка состоит из источника питания сварочного тока 1, газоэлектрической горелки 2, механизма подачи электродной проволоки 3, указателя расхода углекислого газа (ротаметра) 4, редуктора 5 (обычно после редуктора устанавливают осушитель влаги) и баллона 6 с углекислотой. Газоэлектрические горелки, предназначенные для малых токов (до 300 А), не имеют водяного охлаждения, а предназначенные для больших токов (более 300 А), оборудованы водяным охлаждением во избежанте сильного перегрева при сварке.
Особенностью сварки в среде углекислого газа является возможность в широких масштабах заменить ручную электродуговую сварку полуавтоматическойи автоматической. При этом можно использовать электродную проволоку диаметром 0,6…2,0 мм, что обеспечивает высокую устойчивость процесса сварки, небольшое разбрызгивание и высокое качество сварных соединений. Однако, следует учитывать, что при сварке некоторые элементы металла (С, Si, Мn, Тi, Мg, АI, V и др.) выгорают. Для компенсации окислительного действия углекислого газа повышают содержание раскисляющих элементов (Мn, Ni) в электродной проволоке.
Для получения плотного, беспористого металла шва и уменьшения разбрызгивания металла при сварке необходимо поддержать наиболее короткую дугу (1,5-4 мм).
Газоэлектрическая сварка в атмосфере углекислого газа наиболее эффективна для соединения тонких деталей. При сварке деталей малой толщины (до 2 мм) напряжение на дуге должно быть примерно 22 В, ток 60-150 А, расстояние от сопла горелки до металла 7-14 мм. Для сварки деталей средней толщины принимают ток 250-500 А, напряжение на дуге 26-34 В, расстояние от сопла горелки до металла 15-25 мм.
Сварку, как правило, осуществляют на постоянном токе обратной полярности. Расход углекислого газа, достаточный для защиты зоны сварки от воздуха, составляет 15-20 дм 3 /мин при рабочем давлении 50 кН/м 2 (0,5 атм).
На полуавтоматических и автоматических установках скорость сварки достигает 60 м/ч.
Недостатком сварки в атмосфере углекислого газа является то, что пластичность наплавленного металла может быть несколько ниже, чем при сварке под флюсом.
Дуговая сварка в атмосфере углекислого газа получила распространение в с/х машиностроении и ремонтном деле для соединения низкоуглеродистых и легированных сталей, сплавов алюминия, а также чугуна.
Читайте также: