Оформление документации по контролю качества сварки
Обновлено: 26.04.2024
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Внимание! Этот документ можно скачать в КонсультантПлюс.
- Бланк и образец
- Онлайн просмотр
- Бесплатная загрузка
- Безопасно
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
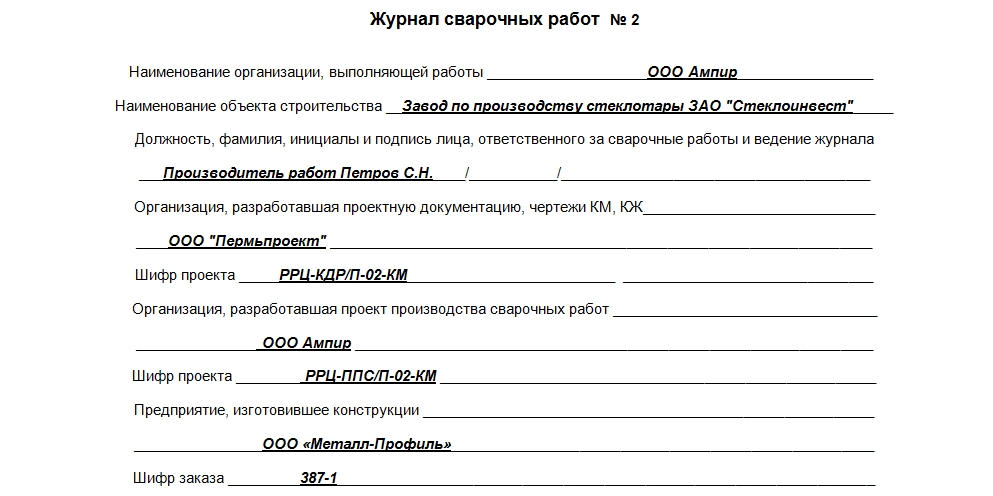
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
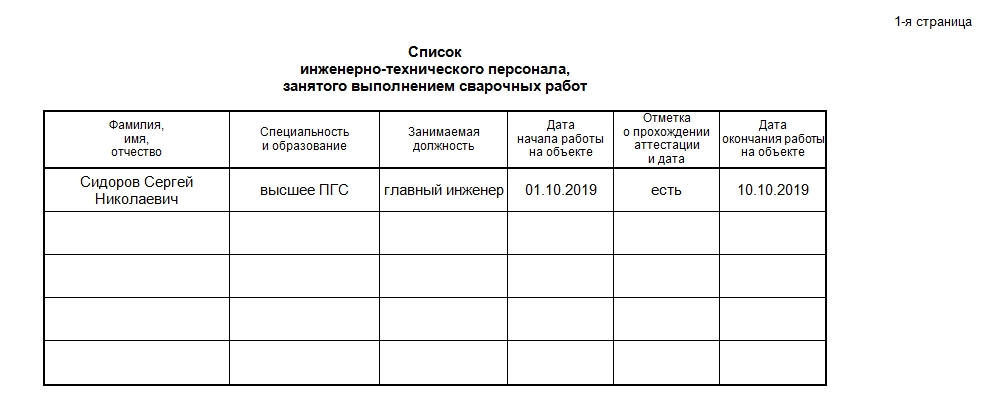
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
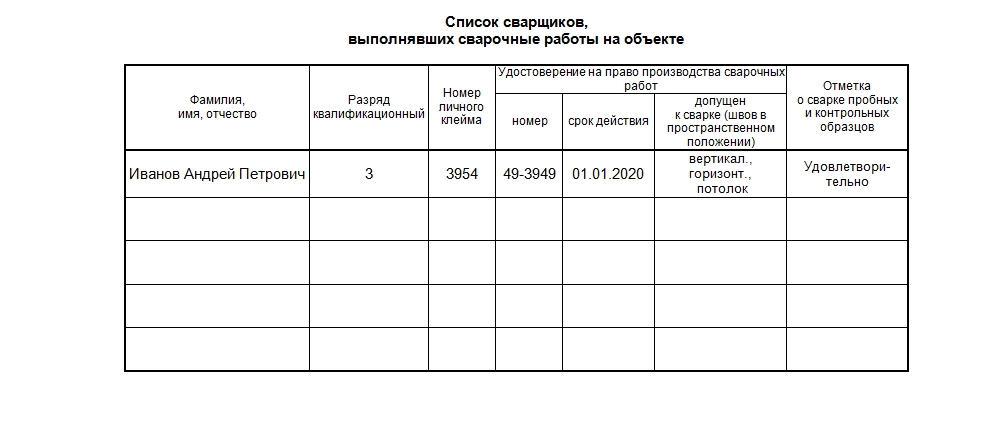
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
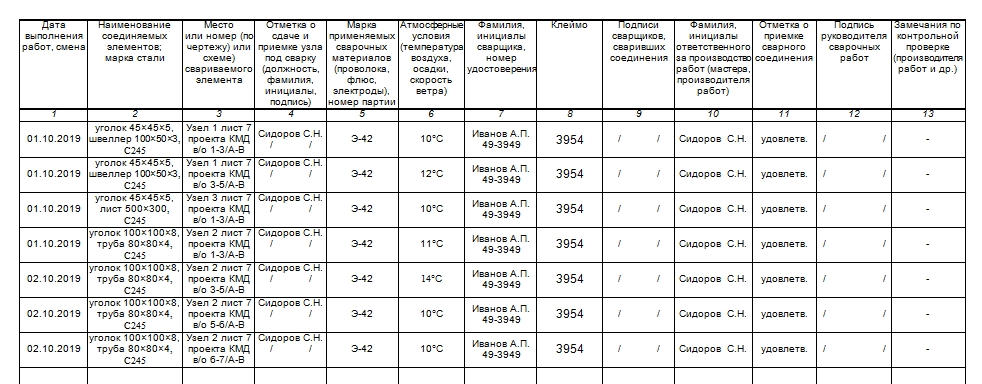
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Оформление документации по контролю качества сварки
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
УТВЕРЖДЕН Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.
Разработчик ОАО "Оргэнергострой"
Составители: С.С.Якобсон, канд. техн. наук; Н.Д.Курносова, канд. техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
Утвержден заместителем министра топлива и энергетики Российской Федерации Ю.В.Корсуном 14.03.96 г. и заместителем министра строительства Российской Федерации С.И.Полтавцевым 20.05.96 г.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34 15 132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям "Правил аттестации сварщиков", утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в "Правилах аттестации сварщиков".
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с "Правилами аттестации сварщиков", к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с "Правилами аттестации специалистов неразрушающего контроля", утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
"Правил технической эксплуатации электроустановок потребителей";
"Правил техники безопасности при эксплуатации электроустановок потребителей";
"Санитарных правил при проведении рентгеновской дефектоскопии", N 2191-80;
"Санитарных правил при радиоизотопной дефектоскопии", N 1171-74*;
* На территории Российской Федерации документ не действует. Действуют СП 2.6.1.3241-14. - Примечание изготовителя базы данных.
* На территории Российской Федерации документ не действует. Следует руководствоваться Правилами противопожарного режима в Российской Федерации. - Примечание изготовителя базы данных.
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл.1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм, при 250 А - 25 мм, при 300 А - 50 мм. Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Инструкция по контролю сварочных материалов
и материалов для дефектоскопии
Дата введения 1995-01-03
Главный инженер АООТ "Энергомонтажпроеткт" Д.И. Кривошеин, 1994
Директор ИЦ "Сварка", ГИ "Оргэнергстрой" Г.С. Зислин, 1994
Начальник Департамента "Энергореновация" РАО "ЕЭС России" В.А. Стенин, 1994
Заместитель начальника Управления по котонадзору и надзору за грузоподъемными сооружениями Госгортехнадзора России Н.А. Хапонен, 20.12.1994
Заместитель Министра топлива и энергетики Ю.Н. Корсун, 1994
1. РАЗРАБОТАНА Акционерным обществом открытого типа "Энергомонтажпроект", ГИ "Оргэнергострой" и РАО "ЕЭС России".
Кривошеин Д.И., Белкин С.А., Ротштейн А.В. (руководитель разработки), Феоктистов В.А., Утенкова Л.Д., Белкин А.С., Захарова Л.П. (АО "Энергомонтажпроект"), Зислин Г.С., Якобсон С.С., Курносова Н.Д., Новичкова Т.И. (ИЦ "Сварка" ГИ "Оргэнергострой"), Стенин В.А., Гусев Ю.И. (РАО "ЕЭС России")
2. УТВЕРЖДЕНА И ВВЕДЕНА В ДЕЙСТВИЕ 03.01.95.
4. ВВЕДЕНА ВПЕРВЫЕ.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ.
Номер
или обозначение
Нефтепродукты. Метод определения кинематической и расчет динамической вязкости.
ЕСКД. Правила внесения изменений.
Проволока стальная сварочная. Технические условия.
Ацетилен растворенный и газообразный технический. Технические условия.
Кислород газообразный технический и медицинский. Технические условия.
Нефть, нефтепродукты, присадки. Метод определения механических примесей.
Методы определения механических свойств. Сварные соединения.
Двуокись углерода газообразная и жидкая. Технические условия.
Материалы лакокрасочные. Методы определения условной вязкости.
Флюсы сварочные плавленные.
Электроды покрытые для ручной дуговой сварки сталей и наплавки. Классификация и общие технические требования.
Аргон газообразный и жидкий. Технические условия.
ССБТ. Организация обучения безопасности труда. Общие положения.
ССБТ. Пожарная безопасность. Общие требования.
ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
ССБТ. Вредные вещества. Классификация и общие требования безопасности.
ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты.
ССБТ. Процессы производственные. Общие требования безопасности.
ССБТ. Работы электросварочные. Требования безопасности.
Контроль неразрушающий. Капиллярные методы. Общие требования.
Каолин обогащенный. Метод определения влаги.
Контроль неразрушающий. Магнитопорошковый метод.
Правила, технические условия и руководящие документы.
Правила устройства и безопасной эксплуатации грузоподъемных кранов.
Технологическое оборудование и технологические трубопроводы.
Несущие и ограждающие конструкции.
Правила пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства.
Санитарные правила при проведении рентгеновской дефектоскопии.
Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1С-93).
Унифицированная методика стилоскопирования деталей и сварных швов энергетических установок.
Инструкция по подготовке и хранению сварочных материалов.
Инструктивные материалы по технике безопасности при производстве сварочных работ и работ по термической резке в условиях монтажа оборудования энергетических объектов Минэнерго СССР, 1981 г.
Заменен на СНиП 42-01-02. - Примечание изготовителя базы данных.
Настоящая инструкция устанавливает требования к контролю качества сварочных материалов и материалов для дефектоскопии, применяемых при монтаже, ремонте и изготовлении котлов, трубопроводов, листовых конструкций и других изделий энергетических установок тепловых и электрических станций, отопительных котельных и теплотрасс.
Инструкция входит в комплект документации по организации производства и выполнению сварочных работ и работ по контролю качества. Инструкция является неотъемлемой частью "Системы контроля и обеспечения качества сварочных работ". Внесение изменений в инструкцию осуществляется разработчиком в порядке, установленном ГОСТ 2.503.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая инструкция разработана на основании требований нормативно-технических документов, в том числе Правил Госгортехнадзора РФ, СНиП и РД 34 15.027-93* "Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций" (РТМ-1с-93) и действует совместно с ними.
* Действует РД 153-34.1-003-01, здесь и далее по тексту. - Примечание изготовителя базы данных.
1.2 Инструкция предназначена для предприятий, монтажных и ремонтных организаций, выполняющих работы по изготовлению, монтажу, ремонту, реконструкции и модернизации объектов тепловой энергетики, газопроводов, тепловых сетей и технологических трубопроводов промышленных предприятий.
Примечание - Инструкция распространяется на газопроводы (трубопроводы горючего газа), находящиеся на территории объекта тепловой энергетики (от газораспределительной станции до потребителя), транспортирующие газ давлением не более 1,2 МПа (12 кгс/см).
1.3 Инструкция регламентирует требования, организацию и проведение контроля сварочных материалов (покрытых электродов для дуговой сварки, сварочной проволоки сплошного сечения, порошковой проволоки, сварочных флюсов, вольфрамовых электродов, защитных газов) и материалов для дефектоскопии (радиографической пленки, порошков, пенетрантов, реактивов и др.).
1.4 Проверка сварочных материалов и материалов для дефектоскопии выполняется работниками предприятия-производителя работ, назначенными приказом руководителя предприятия. В приказе должны быть указаны лица, отвечающие за конкретные виды работ при проверке материалов. При этом необходимо учитывать следующее:
1) проверку состояния упаковки и наличия сопроводительной документации должен производить экспедитор и кладовщик при приемке материалов (поступлении материалов на склад); при необходимости для проверки приглашаются лица, ответственные за контроль материалов;
2) проверка сведений, приведенных в сопроводительной документации, и их соответствие требованиям нормативно-технической документации (далее по тексту - НТД) должна быть поручена специалисту службы сварки или службы контроля (по принадлежности материалов);
3) контроль качества (пригодности) материалов должны выполнять специалисты (инженерно-технические работники, сварщики, дефектоскописты, лаборанты); при этом к контролю материалов для дефектоскопии допускаются специалисты не ниже II уровня квалификации по соответствующему виду контроля;
4) лица, допущенные к контролю сварочных материалов и материалов для дефектоскопии, должны пройти соответствующую подготовку с учетом требований настоящей инструкции с последующей проверкой теоретических знаний, что фиксируется в протоколе (приложение А).
Разрешается подготовку и аттестацию персонала, занятого на работах по контролю сварочных материалов и материалов для дефектоскопии, производить на централизованных курсах подготовки при учебно-аттестационных центрах, имеющих право на выполнение данных работ.
- состояния упаковки и самих материалов;
- наличия сопроводительной документации;
- содержания (полноты данных) сопроводительной документации;
- качества (пригодности) материалов;
1.6 Контроль качества материалов для сварки и дефектоскопии производится в следующих случаях:
1) при поступлении материала с завода-изготовителя на склад предприятия (монтажной или ремонтной организации) до их передачи в производство для выполнения сварочных и контрольных работ;
2) по истечении срока годности материала;
3) в случае нарушения условий хранения сварочных материалов и материалов для дефектоскопии (материалы хранились в условиях, отличных от рекомендуемых в стандартах и технических условиях на материал, руководящем документе РД 34 15.027-93 и/или "Инструкции по подготовке и хранению сварочных материалов" РД 34 15.124-94).
Решение о необходимости проверки качества материала при истечении срока годности или нарушения условий хранения принимает руководитель сварочных работ или работ по контролю качества (по принадлежности материала).
Примечание - Контроль качества материала может не проводиться, если он был проведен для данной партии материала другой организацией в соответствии с настоящей Инструкцией, а результаты контроля оформлены документально и переданы предприятию, использующему материал при производстве работ.
1.7 Контроль сварочных материалов следует производить на специализированном участке, оснащенном необходимым оборудованием, оснасткой, контрольно-измерительным оборудованием и инструментом.
Контроль материалов для дефектоскопии должен выполняться в помещениях лаборатории (отдела, группы) контроля с использованием имеющегося на предприятии оборудования.
Акт визуального осмотра сварных швов
Контроль за сварными швами является необходимой частью допуска различных конструкций до эксплуатации. Способы и результаты проверочных действий отражаются в специальном акте.
Как производится проверка сварных швов
На самом деле для исследования сварных швов могут применяться самые разные методы, например, ультразвуковой, магнитный, химический, капиллярный и другие высокотехнологичные способы. Однако классический, по сей день актуальный и востребованный – обычный визуальный осмотр. Его цель: убедиться в том, что шов качественный, хорошо проварен, не имеет подрезов, наплывов, прожогов, чрезмерной чешуйчатости и других изъянов. Преимущества этого вида исследования вполне очевидны: он не требует больших затрат, при этом доступен и достаточно информативен, но наряду с этим существуют и свои минусы: субъективность обследования, невысокая достоверность, возможность исследовать только видимую часть шва.
Визуальный осмотр может проводиться как невооруженным глазом (обычно, если речь идет о крупных, хорошо просматриваемых швах), так и при помощи различных приспособлений, таких как линзы, микроскопы, эндоскопы, дефектоскопы и т.д.
Они используются для выявления мельчайших скрытых дефектов, которые сложно обнаружить при простом осмотре внешней стороны сварного шва (например, микроскопических трещин, забоин, расслоения, изломов и т.д.). При этом существуют приборы, которые предназначены только лишь для использования в лабораториях и те, которые можно применять «в полях». Последние способны выдержать любые температурные и погодные условия (в том числе такие, которые имеют повышенный коэффициент радиационной, химической, бактериологической и т.п. опасности для человека).
Зачем нужна проверка сварного шва
Цель такого глубокого обследования вполне очевидна: как правило, любые конструкции, при которых используется сварка, предназначены для выдерживания определенной, достаточно серьезной нагрузки (особенно это касается строительных сооружений). И любое отклонение от технических норм, произошедшее при их изготовлении грозит тем, что конструкция не выдержит и сломается, что в свою очередь может привести не только к финансовым потерям, но и к угрозе жизни и здоровью людей.
Зачастую сварные швы проверяются не только после изготовления конструкции, но и в процессе ее эксплуатации – это связано с тем, что они могут подвергаться коррозии и другим неблагоприятным воздействиям. Также регулярные проверки необходимы при наплавке нескольких слоев на изношенную конструкцию, при этом контролируется каждый выполненный слой, измеряется длина шва, толщина основного металла, и эти данные сопоставляются с установленным нормативом для этого участка с учетом его нагрузки.
Периодичность проверок определяется нормами законодательства, а также внутренними нормативно-правовыми актами компании.
Своевременные и качественные визуальные осмотры дают возможность обнаружить разрушение шва как можно раньше, а также понять причины и найти способ для их устранения.
Кто осуществляет осмотр и составляет акт
Первоначальную проверку качества шва делает сам сварщик, который его выполнил. Дальнейший контроль осуществляется другими работниками: например, начальником участка, инженером и т.д. Важно, чтобы данные лица обладали нужными знаниями по технике визуальной проверки сварных швов, а также были снабжены необходимыми приборами и приспособлениями. Также они должны иметь представление о том, как сформировать акт визуального осмотра сварных швов.
Формат акта
Сегодня единый стандарт акта отсутствует, что обозначает, что делать его можно в произвольном виде. Однако, если внутри организации есть свой шаблон документа, который разработан и утвержден руководством, то использовать следует именно его. Хорошо, если формат акта будет указан в учетной политике предприятия.
Особенности оформления акта визуального осмотра сварных швов
В отношении оформления акта также никаких требований не выдвигается, то есть его можно писать от руки или набирать на компьютере, для него подойдет бланк с фирменным логотипом и реквизитами и обыкновенный листок бумаги. Единственное: если был сделан электронный бланк, то его следует распечатать для простановки в нем подписей ответственных лиц. Акт делается в одном оригинальном экземпляре, которому обязательно присваивается номер.
Сведения об акте обязательно должны быть внесены в специальный журнал учета, в котором достаточно сделать отметку о его номере и дате создания. Период хранения готового акта определяется администрацией предприятия индивидуально, исходя из норм, установленных законодательством, а также внутренних потребностей компании.
Акт должен храниться в отдельной папке либо в структурном подразделении, в котором он был сформирован, либо в архиве организации.
Образец акта визуального осмотра сварных швов
Если вам понадобилось составить акт осмотра сварных швов, который вы ранее никогда не делали, воспользуйтесь приведенным ниже образцом и прочитайте комментарии к нему – они помогут вам сделать требуемый документ без ошибок и неясностей.
Читайте также: