Омедненная проволока для сварки
Обновлено: 04.10.2024
Компания Deka активно развивает одно из направлений компании – реализация сварочной проволоки высочайшего качества, которое мы готовы гарантировать своим клиентам.
Dia (mm)Пол-е сварки. Защитный газ. Тип тока. Типичный химический состав наплавленного металла (%)Типичные механические.
Данная проволока предназначена для сварки конструкционных сталей с пределом прочности до 500 МПа. Сварочные швы устойчивы к порообразованию.
Сварочная проволока Омедненная СВ08Г2С (ER70S-6) JULI (производство Китай) d 0,8 катушки 5кг(ряд)
Проволока - сварочная, стальная, аналог российской Св08Г2С (сварочная проволока для полуавтоматической сварки в среде углекислого газа), омедненная (на поверхности тонкий слой меди для улучшенного электрического контакта и чтобы не ржавела).
Сварочная проволока Омедненная СВ08Г2С (ER70S-6) JULI (производство Китай) d 1 катушки 5кг(ряд) Сварочная проволока ER-70S-6 JULI предназначена для механизированной дуговой сварки низколегированных и углеродистых сталей в среде защитных газов на постоянном токе.
Сварочная омедненная проволока FARINA ER70S-6 (аналог Св-08ГС-О, Св-08Г2С-О) используется для полуавтоматической сварки углеродистых и низколегированных сталей в среде защитных газов: CO2 или Ar/CO2.
Сварочная проволока Омедненная СВ08Г2С (ER70S-6) JULI (производство Китай) d 1.2 катушки 15кг(ряд)
Сварочная проволока омеднённая ER-70S-6 для сварки углеродистой низколегированной марок стали, в частности конструкционной, судостроительной стали, ёмкостей и сосудов испытывающих при работе высокое давление, котлов, трубопроводов, труб большого и малого диаметров.
проволока сварочная омедненная
Качество сварочных швов повышается, если плавящийся электрод покрыть медьсодержащими материалами. Технология, в основе которой заложен гальванический процесс, позволяет получить прочное покрытие сварочной проволоки медью.
Область применения, назначение
Омедненная проволока применяется для сварки низкоуглеродистых и низколегированных сталей. Изготавливается она из аналогичных же материалов. Способность легко деформироваться и получать требуемые типоразмеры — отличительные свойства этих металлов. Протяжкой (волочением) из катаных заготовок производится калиброванный по диаметру материал.

Проволока омедненная СВ-08Г2С-О КЕДР, кассета в 15 кг. Фото ВсеИнструменты.ру
Основным назначением, после покрытия медью, является использование его в работе сварочных полуавтоматов в качестве присадочной проволоки. Так как этот расходный материал не содержит компонентов для защиты сварочного шва, сварка производится в углекислом газе или смеси углекислого газа с аргоном. Поэтому омедненная проволока является популярным вариантом материала для аргонодуговой сварки.
Видео
Обозначение и маркировка
Отечественная омедненная сварочная проволока должна соответствовать ГОСТ 2246-70. Пример обозначения по этому документу: проволока 1,2 СВ08Г2С-О ГОСТ 2246-70, где знак «О» говорит о покрытии поверхности медью.

Проволока сварочная омедненная ER70S-6 (1 мм; 15 кг) ELKRAFT. Фото ВсеИнструменты.ру
Присадочные материалы, поставляемые зарубежными производителями должна соответствовать стандарту AWS (американское общество сварки). Пример: ER70S-6, соответствует СВ08Г2С-О.
Популярные марки
Справка. Марка проволоки ПАНЧ-11 (для чугуна) обеспечивает получение качественного результата при работе с материалом, плохо поддающимся сварке.
Различные зарубежные фирмы поставляют омедненную проволоку под обозначением ER70S-6.

Омедненная сварочная проволока для сварки под флюсом DEKA EM 12 (аналог Св08ГА-О) 4,0 мм. (25 кг). Фото DEKA
Характеристики
Химический состав омедненной сварочной проволоки Св-08Г2С-О следующий:
- углерод – 0,06%;
- марганец – 1,8%;
- кремний – 0,88%;
- сера – 0,012%;
- фосфор – 0,010.
Механические характеристики шва зависят от защитного газа, который применялся при сварке. Предел прочности в защитной среде из углекислого газа — 540 МПа, в смеси газов 80% Аргона и 20% углекислого — 550 МПа.
Для проволоки Св-08Г2С-О, применяемой в качестве присадочного материала, важен показатель коэффициента наплавки. Чем он выше, тем больше вариантов параметров применения присадочного материала в сварочных технологиях.
Отличительные особенности, достоинства и недостатки
Омедненная стальная сварочная проволока проявляет свои лучшие качества при использовании на полуавтоматах взамен непокрытой. Медь, обладая хорошей проводимостью, значительно улучшает токоподвод в зону сварки. Это стабилизирует горение дуги, расплавленные капли расходного материала имеют одинаковый размер по всей длине сварного шва. Разбрызгивание металла практически не происходит, тем самым снижается расход сварочной проволоки.

ESAB OK Autrod 12.64 — сплошная омедненная проволока, легированная 1,7%Mn, применяется для полуавтоматической сварки углеродистых и низколегированных сталей. Фото Сварочные Технологии
В полуавтоматах подача проволоки в зону сварки происходит через специальный наконечник. Обычная непокрытая проволока вместе с остатками технологической смазки на ее поверхности быстро изнашивает внутренний диаметр наконечника. Покрытая медью проволока значительно облегчает скольжение. Тем самым срок службы оборудования до проведения профилактических работ увеличивается. Равномерность подачи в рабочую зону дуги у омедненной проволоки значительно выше.
Покрытая медью проволока обладает большей стойкостью к коррозии, чем непокрытая, несмотря на мелкие трещины и поры в слое меди. Она дольше хранится, однако требования к влажности и температуре помещения должны соблюдаться.
Отсутствие дополнительного сопротивления подвода сварочного тока (для покрытой медью проволоки), позволяют сократить время обеспечения стабильного горения дуги от начала производства работ (касание проволокой свариваемых заготовок).
Справка. Обширным спектром отличительных характеристик обладают титановые проволоки, в частности наиболее «чистая» марка материалов ВТ1-00Св.
Наличие меди, особенно ее повышенное количество, может приводить к образованию трещин в сварочном шве и снижению значения ударной вязкости. В авиационной промышленности, например, где велика доля особо ответственных сварочных соединений, использование омедненной проволоки допускается только с разрешения главных технических специалистов. Общее содержание меди ограничивается ГОСТ 2246-70. Оно не должно превышать 0,25%. Это достигается при толщине слоя покрытия до 6 мкм.
Предъявляемые требования
На поверхности не должно быть никаких дефектов. Единственное, что допускается — это риски от волочения проволоки при ее изготовлении. При этом количество рисок ограничивается 5% от общей поверхности.

Сварочная омедненная проволока Fubag. Фото 220Вольт
Жесткие требования предъявляются к намотке. Рядность и плотность намотки в катушках является важным условием равномерной ее подачи при выполнении сварочных работ.
Сертификация, ГОСТ
Качество продаваемой на рынке омедненной сварочной проволоки должно подтверждаться наличием сертификата соответствия. Сертификат подтверждает наличие у товара свойств, обозначенных в технической документации, например, в ГОСТ 2246-70.
Рекомендации по использованию
Наличие у омедненной проволоки свойства быстрого повторного восстановления сварочной дуги, делают предпочтительным ее использование в механизированных способах сварки — полуавтоматической и автоматической (роботизированной).
Сортамент
На выбор режима сварки влияет типоразмер сварочной проволоки. Диаметры, наиболее часто используемые при проведении работ: 0,8 мм; 1,0 мм; 1,2 мм; 1,6 мм; 2,0 мм. В некоторых отраслях машиностроения применяются присадочные материалы до 6,0 мм.

Проволока сварочная стальная омедненная (1 кг; диаметр 0.8 мм) Elitech. Фото ВсеИнструменты.ру
Форма выпуска, расфасовка, упаковка
Применяется омедненная сварочная проволока в основном в кассетах и бухтах. Так проволока диаметра 0,8 мм выпускается в бухтах (вес 16 кг) и кассетах (вес 5 кг). Требования к упаковочным материалам прописаны ГОСТ 2246-70.
Производители
Шведская фирма ESAB в ассортименте выпускаемых расходных сварочных материалов имеет в наличии линейку типоразмеров омедненной проволоки: легированная OK Autrod 12.64; OK Autrod 12.51 и прочие. Отличается жесткими требованиями к геометрии и прочности медного покрытия. Медная стружка не скапливается в подающем наконечнике.
Китайские производители Прима, DEKA и Golden Bridge выпускают омедненную проволоку, соответствующую жестким требованиям европейских норм. Однако по сравнению с западными фирмами, их товар относится к экономически выгодному для широкого применения покупателями, поэтому сварщики приобретают и другие типы продукции, например, нержавеющая, алюминиевая и флюсовая (порошковая).
Где купить
Сварочные проволоки различных видов предлагает достаточно широкий перечень компаний. Некоторые производители и поставщики представлены в отдельном разделе нашего сайта. Специалисты предприятий предлагают также и омедненные присадочные материалы.
Омедненная сварочная проволока – особенности и применение
Сварочная проволока применяется в качестве расходного материала при полуавтоматической сварке. Современные производители выпускают ее в двух вариантах: с медным покрытием и без него. Чем и почему омедненная проволока отличается от обычной? Попробуем разобраться.
Изготовление омедненной проволоки
Для получения омедненной проволоки используется метод контактного нанесения покрытия. Для этого стальная заготовка погружается в раствор медного купороса. Здесь в результате разности электродных потенциалов происходит реакция замещения: железо переходит в раствор, а медь осаждается на поверхности проволоки. После этого проволока пропускается через волок, который уплотняет медное покрытие. В результате его поверхность становится глянцевой, приобретая характерный розовый оттенок.
Толщина конечного покрытия составляет 6 мкм. Общее содержание меди в стальной проволоке, согласно ГОСТу 2246-70, не должно превышать 0,25 %. Европейский стандарт DIN 8559 допускает увеличение этого показателя до 0,30 %. Если сварочная проволока содержит большее количество меди, то сформированные с ее помощью швы отличаются пониженными показателями стойкости к образованию трещин и ударной вязкости.
Всего российские предприятия выпускают 77 различных марок сварочной проволоки. Из них 41 марка предназначена для работы с цветными металлами, 30 – с углеродистыми сталями и 6 – с низколегированными.
Особенности омедненной проволоки
Омедненная проволока имеет эстетичный внешний вид, но ценится не за это. Одной из ее главных характеристик является низкое контактное сопротивление, а значит, лучший токоподвод. По этому показателю омедненная проволока отличается от стандартного аналога, покрытого технологической смазкой, примерно в 100 раз. Низкое контактное сопротивление, помимо стабильного горения дуги, обуславливает слабое разбрызгивание электродного металла во время сварки.
Состояние поверхности оказывает непосредственное влияние на равномерность подачи проволоки и необходимое для этого усилие. Например, для проволоки без медного покрытия характерна нестабильная подача, высокий абразивный износ токоподводящего наконечника и прихватывание к внутренней поверхности его канала. При этом технологическая смазка является причиной увеличения количества таких прихваток. Омедненная проволока требует меньшего усилия для проталкивания и не способствует быстрому износу канала наконечника. Она поставляется в катушках или кассетах и в форме упорядоченной и тугой порядовой намотки. Это обеспечивает непрерывность и равномерность ее подачи.
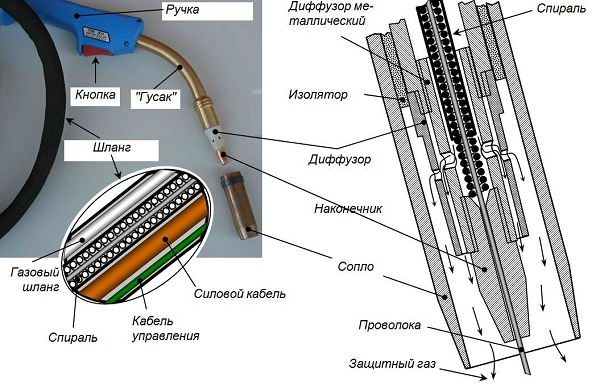
Горелка сварочного полуавтомата
Еще одно несомненное преимущество омедненной проволоки – минимальное количество вредных для сварочного шва примесей. Ее аналог без медного покрытия является активным поставщиком водорода. Виновник такой ситуации – все та же технологическая смазка. В ее состав входят жирные кислоты, щелочи и вода. Помимо этого, она способна адсорбировать влагу из воздуха. В результате ускоряется процесс коррозии проволоки, а в швы попадает водород, вызывая их пористость.
Омедненная проволока сокращает время от первого касания поверхности металла до стабильного горения дуги в 2-3 раза по сравнению с неомедненной. Она способствует образованию симметричных и одинаковых по размеру капель металла на торце электрода и их равномерному переносу в сварочную ванну. В результате улучшается качество швов, а разбрызгивание уменьшается ориентировочно на 40 %.
Дополнительно следует отметить, что благодаря медному покрытию удается улучшить характеристики сварных швов. Повышается их сопротивление разрыву или ударным нагрузкам, улучшается способность переносить перепады температур, уменьшается количество дефектов. Помимо этого, благодаря гладкому покрытию увеличивается скорость подачи проволоки и производительность труда.
Медь используется не только для сварки металлов. Ею покрывают хирургические скальпели. В данном случае медь обеспечивает подвод электричества для нагрева лезвия. В результате скальпели во время операций одновременно используются для прижигания.
Применение омедненной проволоки
Главным потребительским преимуществом омедненной проволоки является возможность получения бездефектных швов и улучшения их свойств. Она востребована при изготовлении изделий с высокими требованиями к качеству. Чаще всего такой расходный материал применяется для работы с низкоуглеродистыми и низколегированными сталями. Омедненная проволока используется при изготовлении трубопроводов и резервуаров, эксплуатирующихся под давлением, применяется в судо- и машиностроении, без нее не обходится производство грузовых и пассажирских железнодорожных вагонов.
На что обратить внимание при выборе омедненной проволоки
Первый показатель, на который следует обратить внимание, – стоимость. Если она существенно ниже средней по рынку, значит, при изготовлении проволоки был нарушен технологический процесс, что и позволило снизить цену. От приобретения такого расходного материала лучше сразу отказаться. Второй параметр, требующий внимания, – наличие сертификата качества. Этот документ, конечно, не является стопроцентной гарантией приобретения качественного изделия, но его отсутствие однозначно указывает на сомнительное происхождение предлагаемого товара.
У проволоки, намотанной в кассетах, есть несколько слабых мест, на которые тоже следует обращать внимание. Так, при некачественной намотке со слабиной витки могут образовывать «горку», на которую затем накладываются следующие слои. В результате проволока в этих местах деформируется и может застрять в калибрующих отверстиях сварочного аппарата. Еще одна проблема возникает при неплотной укладке рядов. В этом случае верхние ряды проволоки могут проваливаться между нижними и плотно застревать. Это нарушает равномерность и скорость подачи.

Катушка с омедненной проволокой
Особое внимание необходимо обращать на упаковку проволоки. Медное покрытие, несмотря на видимую сплошность, имеет микротрещины и поры, поэтому полностью защитить сталь от коррозии не может, хотя существенно замедляет ее воздействие. Для упаковки кассет часто используется водоотталкивающая бумага или ткань. Следует учитывать, что они способны пропускать влагу, а при перепадах температур вода конденсируется на поверхности проволоки. Единственная надежная защита – ингибиторная бумага. При длительном хранении омедненной проволоки она снижает скорость ее коррозии в 10 раз.
В заключение следует отметить, что приобретать подобные расходные материалы необходимо, конечно, в специализированных магазинах. Они не только самостоятельно контролируют качество проволоки, но и хранят ее в требуемых условиях. В таком случае определяющей будет репутация изготовителя и компании-продавца.
Сварочная проволока: что это такое, виды и применение

Сварочная или присадочная проволока поставляется в бобинах. Это удобна для промышленных линий: бобина устанавливается на подающем механизме и пруток в автоматическом режиме направляется в зону сварки. Альтернатива – это ручная подача материала, которая распространена вне серийного производства.
Сам присадочный пруток может быть разным: цельным, полым или со специальными вкраплениями. Металлы, из которых он изготавливается, тоже отличаются большим ассортиментом: алюминий, латунь и прочие. При выборе на этот параметр сварщики обращают внимание в первую очередь: присадка по своему составу должны быть идентична свариваемым металлам.
Виды сварочной проволоки
При проведении сварочных работ используются такие виды проволоки:
- порошковая. Востребована при работе с углеродистой сталью, которая впоследствии будет подвержена термической обработке;
- алюминиевая. Применяется при сварке заготовок, выполненных из такого же материала. Допускается содержание кремния, марганца, магния и других включений);
- нержавеющая. Подходит для работы с нержавеющими металлами: сталь с содержанием хрома или никеля;
- омедненная – для работы с высоко и среднелегированной сталью;
- стальные. Предназначены для сваривания стали средне- и низколегированной.
Проволока для нержавеющей стали
Такая присадочный материал используется в случаях, когда в инертной среде сваривается сталь с содержанием хрома или никеля. Основные достоинства:
- на выходе получается шов высокого качества;
- на поверхности сварного соединения нет трещин;
- шов устойчив к коррозии;
- небольшое количество брызг;
- стабильность дуги.
Нержавеющая сварочная проволока обладает важным достоинством: с ее помощью формируется шов с повышенным сроком службы. Она производится из высоколегированной стали, в которой содержание никеля, хрома и прочих аналогичных включений высоко. Они сводят к минимуму вероятность образования ржавчины или начала коррозионных процессов.
Проволока бывает сплошной и порошковой. Первая используется для работы в инертной среде или под флюсом. Защитные газы необходимы для того, чтобы исключить проникновение атмосферного кислорода, который сможет окислить нержавейку в процессе термического соединения. Безусловно, это отрицательно повлияет и на качество сварного шва.
Порошковые расходники представляют собой тонкостенную трубку, внутрь которой засыпается флюс и дополнительные элементы для газообразования. Их преимущество заключается в том, что не требуется инертная среда. Защитную оболочку такие присадочные материалы формирую сами. Их принято называть самозащитными.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Во время работы расходник проходит через токоподводящий наконечник. Из-за этого его диаметр может несколько уменьшиться, что в конечном итоге снижает качества сварного соединения. Поэтому проволоку принято делить на нормальную и повышенной точности. Диаметр варьируется в широком диапазоне значений: от 0,13 до 6 миллиметров. Ключевой параметр, влияющий на выбор присадочной проволоки для сваривания заготовок из нержавейки – соответствие материала деталей и расходных элементов.
Омедненная проволока
Материал обладает таким же набором достоинств, что и проволока для сваривания нержавеющей стали. Плюс ко всему он также способствует снижению расхода наконечников, независимо от марки сварочного аппарата. Основное предназначение – соединение высоколегированных и углеродистых сталей в защищенной среде.
На потребительский рынок расходник поставляется намотанным на пластиковую кассету. Благодаря удобству использования повышается результативность работы специалистов. Стандартная толщина омедненной проволоки составляет 0,6; 0,8 и 1 мм. Она упрощает повторный поджиг сварочной дуги и поддерживает стабильность ее горения на разных режимах.
Классический пример такого расходного материала – проволока СВ-08Г2С, имеющая в своем составе 1% кремния, 2% марганца и 0,8% углерода. Еще один вариант – это сварочная проволока марки esab, предназначенная для работы с большим ассортиментом сталей, включая инструментальную, судовую, штампованную; нержавейку, алюминий и даже чугун.
Стальная проволока
Применяется в большинстве направлений производственной деятельности человека. Характеризуется большим количеством показателей, основными из которых являются диаметр сечения, прочность и состав материала, использованного в изготовлении. Существует много разновидностей стальной проволоки: армированная, пружинная сварочная, колючая и другие. Маркировка материала, предназначенного для сварочных работ, содержит аббревиатуру «Св». Поставляется разных диаметров: от 0,3 мм до 12 мм.
Существует более полусотни разных марок продукции, которые можно разнести по трем группам:
- Для стали с низким содержанием углерода. В качестве примера: Св-10Г2, Св-08, Св-ЮГЛ.
- Для сваривания низко- и среднелегированных заготовок. Подойдет проволока марок Св-08Г2С, Св-18ХС, Св-08ГС и другая.
- Для соединения конструкций из высоколегированной стали: Св-12Х13, Св-08Х14ГНТ.
В некоторых случаях поверхность стальной проволоки покрывается тонким слоем меди. Делается это для защиты металла от окисления и улучшения его электропроводности.
Стальная проволока используется в работе с инертными газами или под флюсом. Это наиболее подходящий для аргонной сварки расходный материал. В качестве легирующих элементов при изготовлении используются хром, марганец, никель, титан, вольфрам или молибден. Благодаря трем первым компонентам есть возможность соединять нержавеющую сталь с высоким содержанием углерода.
Алюминиевая проволока
Используется в работе с алюминиевыми сплавами, в которых содержание кремния не превышает 3%, а меди – от 3 до 5%. Продукция, выпускаемая для полуавтоматических сварочных аппаратов, делается из алюминия, который положительно влияет на формирование шва:
- придает дополнительной прочности;
- в точности соответствует по цвету заготовкам;
- обладает такой же устойчивостью к коррозии, как и любой иной алюминиевый сплав.
Наиболее часто применяется в автомобильном производстве и судостроении. На третьем месте по востребованности находятся организации, где свариваемые конструкции взаимодействуют с водой. Характеризуется отличной пластичностью и небольшим весом; чаще всего применяется в газосварке. Пригоден для соединения других цветных металлов.
На практике нет металлических деталей или конструкций, которые бы состояли из чистого алюминия. всегда используются дополнительные включения, которые улучшают те или другие характеристики. Это утверждение справедливо и для самой сварочной проволоки, хотя нередко количество добавок измеряется не превышает одного процента. К примеру, всего 0,2% титана дают возможность специалисту положить мелкозернистый шов, что крайне необходимо при выполнении точных работ.
Тем не менее, по ГОСТу проволока из чистого алюминия определена в отдельную категорию. Помимо нее существуют сплавы с магнием, медью или кремнием. В дополнение к положениям государственного стандарта есть и технические условия, которые регламентируют выпуск других сплавов: с хромом, а также с кремнием и магнием.
Важным условием качественного соединения является соответствие состава заготовок и расходного материала. Как исключения может рассматриваться только магний, который активно испаряется при высокой температуре. Его состав в присадке может быть большим от номинального на 10-20%.
Порошковая сварочная проволока
Порошковая сварочная проволока востребована при работе с углеродистой, среднеуглеродистой и низколегированной сталью. Для качественного результата важно отсутствие газовой среды. Такая проволока называется еще флисовой. Обусловлено это тем, что присадка не полностью металлическая, а наполнена внутри порошком – флисом. Его содержание составляет примерно 15-40 процентов от общей массы. От конкретной величины зависит свойство материала.
Основным достоинством расходного материала является высокое качество сварного соединения, простота удаления шлака, высокая стабильного электрической дуги во время сварочного процесса. В зависимости от особенностей наполнителя принято делить порошковую проволоку на пять групп:
- рутил-флюоритная. Предназначена для низколегированной стали;
- органическая рутиловая отлично соединяет низкоуглеродистые металлы;
- рутиловая разработана для стали со средним количеством углерода;
- флюоритно-карбонатная применяется при работе с низколегированными и низкоуглеродистыми металлами, которые используются в создании ответственных конструкций;
- флюоритная является промежуточным звеном между предыдущим типом проволоки и рутил-флюоритной.
Довольно часто порошковую проволоку путают со стальной. К примеру, марку esab одни производители называют стальной, а другие – порошковой. Такая ситуация вводит покупателей в заблуждение. Было бы справедливо флюсовые присадки выделить в отдельную группу. И это было бы справедливо, поскольку флюс кратно увеличивает возможности полуавтомата. И еще один очень важный плюс заключается в том, что порошковый расходник является залогом более качественного сварного соединения по сравнению с обычной металлической проволокой.
Прочность сварного шва во многом зависит от правильности выбора расходного материала. Опытные сварщики часто рекомендуют новичкам остановить выбор на универсальных материалах. И эта рекомендация вполне справедлива, но не всегда. К примеру, без инертных газов результат будет посредственным.
Маркировка сварочной проволоки
Чтобы правильно выбрать присадку, нужно заблаговременно знать, какой вид работы планируется выполнять. Дело в том, что каждый вид проволоки рассчитан на определенную работу. Разрезать металл вряд ли получится с расходным материалом, предназначенным для сварки полуавтоматом.
Плюс к этому расходники отличаются диаметром, который подбирается в зависимости от толщины заготовки. Чем толще свариваемые детали – тем больше должен быть диаметр присадки. А варьируется он в широком диапазоне значений: от 0,8 до 12 мм. Чаще всего сварщикам требуется сравнительно тонкие прутки – около 3 миллиметров.
Планируя сварить две титановые заготовки, логично предположить, что специалист используется соответствующую проволоку для сварки титана. Важно знать и ее состав. Ведь в проволоку часто добавляют разные присадки; разной бывает и уровень легированности. Качество шва зависит от совместимости основного материала и присадки. Чем однороднее их состав, тем лучше для конечного результата.
Вся информация «зашита» в маркировке. Чтобы определить, что обозначает конкретный символ, достаточно рассмотреть несложный пример. Аббревиатурой «Св-06Х19Н9Т» обозначается один из наиболее популярных видов присадки. Две первые буквы «Св» говорят о том, что материал предназначен только для сварки – резки или иные виды работ с ним не выполнить. То есть, первые две буквы обозначают тип расходного материала. Помимо сварочной проволока бывает наплавочной («Нп») и порошковой («Пп»).
Следующие две цифры обозначают процентное содержание углерода. 06 – это шесть сотых процента (0,06%) от общей массы материала. Далее расположена информация о включения и их долях. Буква «Х» информирует о том, что в составе присадки есть хром, а его количество равно «19» - 19%. Никеля («Н») в присадке содержится 9%, а вот сколько титана («Т») – не указано. Дело в том, что если количество включения меньше 1%, то такие данные в маркировку не включаются. То есть, титана в проволоке меньше одного процента.
Осталось запомнить, что обозначают определенные символы, которые используются в маркировке проволоки:
- Г – марганец;
- Д – медь;
- М – молибден;
- С – кремний;
- Ц – цирконий;
- Ф – ванадий;
- Ю – алюминий.
Новичкам непросто разобраться в ассортименте существующих на рынке видов сварочных проволок. Ведь их общее число превышая 70 вариантов. Для начала неплохо будет знать хотя бы наиболее популярные, которые чаще всего используются и в профессиональной и любительской среде.
Одна из часто применяемых марок – Св-10Г1СН. Предназначена для работы в защитной среде с заготовками из низколегированной стали. Три следующие марки – Св-10ГА, Св08 и Св08А лучше всего подходят для аргонодуговой сварки при соединении низкоуглеродистых металлов. Перечисленные марки проволоки хорошо показали себя в газовой сварке. Особенно, если речь идет о соединении водопроводных труб.
Если присадочный материал обозначен аббревиатурами Св08ХН2М, Св08ХМФА и Св08ГС или Св-06Х19Н9Т, то его можно смело использовать для сваривания низколегированной стали. Несмотря на бюджетную стоимость, они выдают очень хороший конечный результат. Для работы с высоколегированной сталью специалисты чаще всего выбирают марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Читайте также: