Опасные и вредные производственные факторы при сварочных работах
Обновлено: 18.05.2024
В процессе своей трудовой деятельности электросварщик подвергается воздействию целого комплекса опасных и вредных производственных факторов физической и химической природы: ультрафиолетовое и тепловое излучения, сварочный аэрозоль, искры и брызги металла и шлака и другие. Именно эти факторы вызывают профессиональные заболевания и травматические повреждения. К основным, чаще всего развивающимся профзаболеваниям сварщиков, относятся:
В группу риска возникновения этих заболеваний попадает каждый сварщик со стажем работы более 10 лет, даже если сварщик работает в условиях допустимой концентрации вредных веществ.
Спектр излучения сварочной дуги включает в себя участок инфракрасных волн, видимый участок и ультрафиолетовый участок. При этом доля инфракрасных лучей составляет от 30-70 % всей энергии излучения дуги. Именно инфракрасные лучи способны вызвать профессиональную катаракту. Наибольшее значение имеет ультрафиолетовая часть спектра, увеличивающая риск возникновения онкологических заболеваний. Даже кратковременное воздействие ультрафиолетовых лучей на незащищенный глаз способно вызвать ожог роговой оболочки – электроофтальмию, а воздействуя на открытые участки кожи, вызывает ожоги. Ожоги от сварочной дуги могут быть гораздо сильнее и опаснее, чем от солнца. Чем выше сила тока при сварке, тем сильнее излучение сварочной дуги. Опасность возрастает при сварке ржавой, загрязненной, замасленной или окрашенной поверхности, а также при использовании загрязненного флюса.
Сварочный аэрозоль представляет собой совокупность мельчайших частиц, образовавшихся в результате конденсации паров расплавленного металла, шлака и покрытия электродов. К наиболее вредным выделениям относятся окислы марганца, вызывающие органические заболевания нервной системы, легких, печени и крови; соединения кремния, вызывающие в результате вдыхания их силикоз; соединения хрома, способные накапливаться в организме, вызывая головные боли, заболевания пищеварительных органов, малокровие; окись титана, вызывающая заболевания легких. Кроме того, на организм неблагоприятно воздействуют соединения алюминия, вольфрама, железа, ванадия, цинка, меди, никеля и других элементов. Вредные газообразные вещества, попадая в организм через дыхательные пути и пищеварительный тракт, вызывают иногда тяжелые поражения всего организма. К наиболее вредным газам, выделяющимся при сварке и резке, относятся:
· окись углерода, накапливаясь в помещении, приводит к раздражению дыхательных путей, вызывает потерю сознания, одышку, судороги и поражение нервной системы;
· озон образуется при сварке в инертных газах, быстро вызывает раздражение глаз, сухость во рту и боли в груди;
· фтористый водород действует на дыхательные пути и даже в небольших концентрациях вызывает раздражение слизистых оболочек.
При сварке в среде защитных газов торированными вольфрамовыми электродами в воздух выделяются окислы тория и продукты его распада, которые представляют радиационную опасность.
Другие элементы сварочного аэрозоля, а также так называемые сварочные газы, обладая сильным раздражающим действием, способны вызвать хронический бронхит. Установлено, что многие компоненты сварочного аэрозоля при длительном воздействии увеличивают риск возникновения сердечно-сосудистых и онкологических заболеваний и уменьшают продолжительность жизни.
Чтобы избежать описанного неблагоприятного воздействия производственных факторов, характерных для электросварки, необходимо не допускать облучения сварочной дугой глаз и открытых участков кожи, защищать их от попадания искр и брызг металла и шлака и, наконец, препятствовать попаданию в органы дыхания сварочного аэрозоля. При всех способах дуговой, электрошлаковой, контактной и газовой сварки, плазменных технологиях это легче всего сделать с помощью средств индивидуальной защиты – сварочных щитков с блоком фильтрации и подачи воздуха в совокупности с правильно подобранной специальной защитной одеждой, устойчивой к излучению дуги, огнестойкой и прочной, а также с перчатками или рукавицами, обладающими необходимыми защитными свойствами, что позволяет гарантировать полную защиту электросварщика от описанных выше опасных и вредных производственных факторов.
Практика показывает, что вентиляция в совокупности с комплексом мероприятий технологического и организационного характера позволяет снизить концентрации вредных веществ до предельно допустимых и способствует значительному оздоровлению условий труда работающих в сварочных цехах.
Грамотный подбор и применение комплексных средств индивидуальной защиты позволит свести к минимуму риск профессиональных заболеваний и сохранить здоровье сварщика.
· Защита временем (исключение чрезмерно длительного стажа работы со сварочными аэрозолями и пылью и исключение сверхурочных работ),
· Наличие и регулярное использование дополнительных к обеденному, оплачиваемых перерывов для посещения ингалятория,
Вредные факторы при сварке и резке
Сварка и термическая резка сварки относятся к процессам повышенной опасности. Сегодня на планете с применением сварки производится более 84% всей продукции, поэтому так важно обращать внимание на все вредные факторы, которые сопровождают эти процессы, чтобы знать, как с ними бороться. На прошедшей 26 мая онлайн-конференции «Сварка — 2021: мифы, реальность, перспективы», организованной Ассоциацией «СИЗ», Юрий Подкопаев, президент Московского межотраслевого альянса главных сварщиков (ММАС), подробно рассказал, как это сделать.


С 1 января 2021 года вступили в силу Правила по охране труда при выполнении электросварочных и газосварочных работ, утвержденные Приказом Минтруда РФ от 11.12.2020 № 884н. Рассмотрим основные изменения нового документа.
Пять главных изменений в ПОТ при выполнении электросварочных и газосварочных работ
Отменены прежние ПОТ № 1101н от 23 декабря 2014 года, которые содержали указание, что они не распространяются на работодателей-физлиц, не являющихся индивидуальными предпринимателями. Теперь Правила такое освобождение для работодателей, нанимающих по трудовому договору работников для ведения личного хозяйства и домашней работы, отменили.
Правила поменяли формулировки отдельных производственных факторов, потенциально воздействующих на рабочих. Например, убрали ссылку на т.н. «дежурного электрика». Теперь, если сломалась аппаратура, обращаться нужно к непосредственному руководителю, а не искать дежурного, которого в принципе может быть не предусмотрено в организации.
ВАЖНО: в этой ситуации специалистам по охране труда придется внести изменения в инструкции по охране труда, и указать факторы в новой трактовке.
Риск-ориентированный подход в действии. Теперь в Правилах указана необходимость проведения оценки профессиональных рисков, что характерно для всех 40 новых правил. Документ содержит указание, что работодатель, проведя оценку рисков на рабочих местах своих сварщиков и газорезчиков, может применять и дополнительные меры безопасности.
Например, если в Правилах указано, что нужно установить 4-часовое наблюдение над очагом возгорания, работодатель может в своем локальном акте уточнить, что наблюдение должно длиться 5 и более часов. Главное — это не противоречит Правилам и доведено до работника. Такой подход улучшает условия труда работников, поскольку снижает риск отравления продуктами горения и гибели при пожаре.
Из Правил удалены целые абзацы требований со ссылками на нормативные правовые акты. Сделано это для двух целей:
- чтобы не дублировать требования других правил по охране труда;
- чтобы подготовить почву для отмены прежних нормативных актов.
Произошла замена нормативной базы, и в Правилах теперь не указаны документы, время действия которых истекло или истекает. Специалист по охране труда должен учитывать этот момент.
Правила не сохранили запрет на самостоятельное выполнение электрошлаковой сварки помощником сварщика. Сделано это не потому, что подняли статус помощника, а потому, что есть профстандарт от 28 ноября 2013 года № 701н и профессия рабочего «Сварщик частично механизированной сварки плавлением» №64. Краткосрочные курсы не учитываются, рабочий должен получить полноценную профессию №64 с соответствующим обучением.
ВАЖНО: Что делать специалисту по охране труда в связи с вступлением новых Правил? Проверить, а соответствует ли уровень подготовки сварщиков профстандарту. Если профессия указана в приказе Минобрнауки России от 02.07.2013 N 513 (ред. от 25.04.2019) «Об утверждении Перечня профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение», без корочки о присвоении профессии на прием на работу запрещайте.
Правила сделали более современными. На ледяных скользких поверхностях теперь можно применять не только песок, но и противогололедное средство. На все средства борьбы с гололедицей необходимо получать сертификат. Если работник, который занимается электросварочными работами, упадет и сломает шею, работодатель сможет доказать, что применял эффективное средство от падения только при наличии сертификата.
Также из Правил убрали оценочные суждения. Вместо фразы «надежно укрепляться» указано однозначно — «исключать случайное падение».
Организация и контроль за выполнением требований действующих Правил возлагаются на работодателя (в соответствии со статьей 212 в редакции ФЗ от 30.06.2006 №90-ФЗ).
Основные опасности при сварке и резке
Теперь рассмотрим подробнее опасности, с которыми сталкиваются сварщики в своей работе.
- электрический удар;
- пожар;
- сварочные брызги;
- шум;
- ожоги.
- твердые и газообразные токсические вещества в составе сварочного аэрозоля;
- интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое инфракрасное);
- интенсивное тепловое (инфракрасное) излучение свариваемых изделий и сварочной ванны;
- искры, брызги и выбросы расплавленного металла и шлака;
- электромагнитные полы, ультразвук, шум, статическая нагрузка и т.д.
При невозможности снижения уровней опасных и вредных факторов до предельно допустимых значений по условиям технологии, запрещается производить сварку, наплавку и резку металлов без оснащения работника соответствующими средствами коллективной и индивидуальной защиты, обеспечивающими безопасность.
Воздействие на здоровье сварщиков твердых составляющих аэрозоля в сварочных дымах
Твердые вещества в составе сварочного аэрозоля таких элементов, как соединение марганца, хрома, титана, алюминия, вольфрама, железа, ванадия, цинка, меди, никеля, кремния и других элементов вызывают наиболее частые профессиональные заболевания сварщиков:
- пылевой бронхит;
- пневнокониоз;
- бронхиальная астма;
- профессиональная экзема;
- нейротоксикоз (интоксикация марганцем);
- силикоз.
Воздействие на здоровье сварщиков газовых составляющих аэрозоля в сварочных дымах
- азот диоксид вызывает отек легких, изменение состава крови (уменьшает содержание в крови гемоглобина);
- углерод оксида вызывает сильную головную боль, слабость, головокружение, туман перед глазами, тошноту и рвоту, мышечную слабость, потерю сознания;
- озон – опаснейший токсичный газ, раздражает слизистую оболочку глаз и дыхательных путей, приводит к не свертыванию крови, к кровоизлияниям в легких;
- фтористый водород разъедает стенки дыхательных путей.
Воздействие инфракрасных, световых и ультрафиолетовых лучей при сварке на органы зрения
- Ультрафиолетовые лучи – вызывают заболевания слизистой и роговой оболочки глаз (электроофтальмия), и ожоги открытой кожи сварщика.
- Инфракрасные лучи вызывают повреждения глаз – катаракту хрустаклика, что приводит к частичной или полной потере зрения.
- Высокая световая интенсивность дуги при сварке приводит к слепящей яркости, которая в сочетании с инфракрасным излучением вызывает фотохимическое повреждение сетчатки, приводящей к частичной или полной потере зрения.
Опасность термического воздействия при сварке
- Брызги металлов и искры опасны для всего тела. Они могут вызывать ожоги, особенно при попадании в глаза. При попадании на горючие материалы вещества могут вызывать пожары. От этого защищают современные костюмы, маски, обувь, поэтому на экипировку сварщиков нужно обращать особое внимание: использовать современные СИЗ, быстроснимаемые ботинки и удобные противопожарные костюмы.
- Горячие части свариваемых деталей, сварочных инструментов, разогретых частей электродов могут вызвать ожоги.
Другие негативные воздействия при сварке
- Статическая нагрузка на верхние конечности при ручных и полуавтоматических методах сварки, наплавки и резки металлов может вызвать заболевания нервно-мышечного аппарата плечевого пояса.
- Нарушения электрической изоляции электрических проводов и нарушения правил эксплуатации электрооборудования может вызвать поражения электрическим током.
- При работе на высоте могут быть травмы, связанные с падением.
- Возможность механических травм ног и других частей тела при ручной разделительной резке.
Виды ответственности юридических и физических лиц за нарушения требований охраны труда
Работодатель должен помнить о том, что за нарушение требований охраны труда предусмотрены разные степени наказаний.
- дисциплинарная (ст. 192 ТК РФ);
- административная (ст. 5.27.1 КоАП РФ);
- уголовная (ст. 143 УК РФ).
Размеры штрафов за нарушения для юридических лиц могут варьироваться от 50 тысяч рублей до 150 тысяч рублей. За повторные нарушения — размер взысканий достигает 200 тысяч рублей. Существуют примеры, когда малые и средние предприятия становились банкротами, потому что штраф составлял несколько миллионов рублей. Поэтому гораздо разумнее работодателю знать о возможных опасностях и устранять причины, которые могут привести к травмам и трагедиям.
Мероприятия по предупреждению воздействия на сварщиков вредных производственных факторов
В строительной отрасли профессия сварщика одна из наиболее востребованных. В процессе своей трудовой деятельности электросварщик подвергается воздействию целого комплекса опасных и вредных производственных факторов физической и химической природы, которые могут вызывать травматические повреждения и профессиональные заболевания. В связи с чем, важным является рассмотрение вопросов профилактики и оздоровления условий труда сварщиков.
На сварщика могут воздействовать: излучение электрической дуги, сварочный аэрозоль, искры и брызги расплавленного металла, шум, электромагнитные поля, образование аэроионов и пр.
Наиболее значимыми из них являются излучение дуги и сварочный аэрозоль, т.к. они могут приводить к серьезным нарушениям здоровья с необратимыми последствиями и частичной или полной потерей трудоспособности. К примеру, при достижении стажа 15 лет часто возникают профессиональные заболевания. Если учесть, что начинают работать сварщиком в 25-30 лет, то в 40-45 лет сварщик может оказаться нетрудоспособным. Это происходит по ряду причин: из-за несовершенства сварочного оборудования, неэффективных средств индивидуальной защиты, недооценки вредного воздействия.
Однако при неукоснительном соблюдении требований по охране труда сварщиков этот риск минимизируется.
Особенности технологических процессов сварки
При газовой сварке и резке кислород или воздух и газ подаются в горелку, в которой они смешиваются перед сгоранием. Газовую горелку обычно держат в руках. Пламя расплавляет поверхности свариваемых деталей, соединяя их посредством пластического течения металла. Часто добавляется присадочный сплав, имеющий, как правило, более низкую точку плавления, чем соединяемые детали. В этом случае детали не нагреваются до температуры плавления (пайка твердым, мягким припоем). Используется и химический флюс для предотвращения окисления и улучшения соединения.
При дуговой сварке между электродом и деталями возникает дуга. Электрод подключается к источнику переменного или постоянного тока. Обрабатываемые детали сплавляются при температуре, достигающей примерно 4000 0 С. В место соединения необходимо добавлять металл, расплавляя либо электрод (процесс расходуемого электрода), либо - присадочный пруток, через который не пропускается электрический ток (процесс не расходуемого электрода). Чаще всего обычная дуговая сварка проводится вручную с помощью закрепленного в переносном электрододержателе расходуемого электрода с покрытием. Сварка проводится также в полуавтоматическом или автоматическом режимах (например, сварка сопротивлением или с непрерывной подачей электрода).
Во избежание окисления и загрязнения зона сварки должна быть экранирована от атмосферы. Существуют два приема: шлакообразующее покрытие и защита в среде инертного газа. При дуговой сварке со шлаковой защитой расходуемый электрод состоит из металлического стержня, покрытого флюсом, представляющим собой сложную смесь минеральных и других компонентов. В ходе сварки флюс расплавляется, покрывая металл, обволакивая зону сварки защитной газовой (например, диоксид углерода) средой. По завершении операции необходимо удалить шлак, часто это делается с помощью зубила.
При дуговой сварке в среде защитного газа зона плавления металла предохранена от окисления и загрязнения. Применяют следующие инертные газы: аргон, гелий, азот или диоксид углерода. Выбор газа зависит от характера свариваемых материалов. Двумя наиболее распространенными типами сварки в среде защитного газа являются дуговая сварка металлическим плавящимся электродом и вольфрамовым электродом.
Сварка сопротивлением основана на выделении теплоты при электрическом сопротивлении прохождению большого тока с низким напряжением через свариваемые детали. Теплота, образуемая в стыке между ними, доводит их до температуры сварки.
Влияние факторов производственной среды на здоровье работника
Излучение электрической дуги вызывает:
- ожоги роговой оболочки глаз (электроофтальмия);
- профессиональная катаракта (помутнение хрусталика);
- ожоги открытых участков кожи.
Сварочный аэрозоль вызывает:
Искры и брызги расплавленного металла и шлака вызывают:
Воздействие на организм излучения электрической дуги
Спектр излучения сварочной дуги включает в себя инфракрасные волны (3430 – 760 нм), видимый спектр (760 – 400 нм) и ультрафиолетовые волны (400 -180 нм). При этом доля инфракрасных лучей составляет от 30 до 70% всей энергии излучения дуги. Именно инфракрасные лучи за счет теплового эффекта способны вызвать профессиональную катаракту.
Наибольшее значение с точки зрения охраны труда имеет ультрафиолетовая часть спектра. Даже кратковременное воздействие ультрафиолетовых лучей на незащищенный глаз способно вызвать ожог роговой оболочки – электроофтальмию. Неопытные сварщики чаще других страдают этим заболеванием из-за трудности своевременно устанавливать в нужное положение щиток с пассивным светофильтром в момент возбуждения сварочной дуги. Когда глаза не защищены, ультрафиолетовые лучи, образующиеся в процессе электросварки, попадают на передний отдел глаза и вызывают воспалительные явления, которые развиваются после скрытого периода, продолжающегося 4-10 ч, поэтому нередко больные обращаются за помощью к окулисту в ночное время. Симптомами электроофтальмии являются светобоязнь, слезотечение, покраснение конъюнктивы.
Воздействуя на незащищенные участки кожи излучение электрической дуги вызывает ожоги. Ожоги от сварочной дуги могут быть гораздо сильнее и опаснее, чем от солнца. Чем выше сила тока при сварке, тем сильнее излучение сварочной дуги. Опасность возрастает при сварке ржавой, загрязненной, замасленной или окрашенной поверхности, а также при использовании загрязненного сварочного флюса.
Воздействие на организм работника сварочного аэрозоля
Сварочный аэрозоль представляет собой совокупность мельчайших частиц, образовавшихся в результате конденсации паров расплавленного металла, шлака и покрытия электродов. К наиболее вредным выделениям относятся окислы марганца, вызывающие органические заболевания нервной системы, легких, печени и крови; соединения кремния, вызывающие в результате их вдыхания силикоз; соединения хрома, способные накапливаться в организме, вызывая головные боли, заболевания пищеварительных органов, анемию; окись титана, вызывающая заболевания легких. Кроме того, на организм неблагоприятно воздействуют соединения алюминия, вольфрама, железа, ванадия, цинка, меди, никеля и других элементов.
Вредные газообразные вещества, попадая в организм через дыхательные пути и пищеварительный тракт, вызывают иногда тяжелые поражения всего организма. К наиболее вредным газам, выделяющимся при сварке и резке, относятся окислы азота, вызывающие заболевания легких и органов кровообращения; окись углерода, накапливаясь в помещении, приводит к раздражению дыхательных путей, вызывает потерю сознания, одышку, судороги и поражение нервной системы; озон образуется при сварке в инертных газах, быстро вызывает раздражение глаз, сухость во рту и боли в груди; фтористый водород действует на дыхательные пути и даже в небольших концентрациях вызывает раздражение слизистых оболочек.
Легочные заболевания – пневмокониоз, профессиональный бронхит, гиперчувствительный пневмонит, бронхиальная астма – наиболее частые профессиональные заболевания сварщиков. В группу риска возникновения этих заболеваний попадает каждый сварщик со стажем работы более 10 лет. Даже если сварщик работает в пределах допустимой концентрации, каждый год он вдыхает 13 граммов оксида железа. Сварочные газы, обладая сильным раздражающим действием, способны вызвать хронический бронхит.
Основная опасность пневмокониоза состоит в том, что на начальной стадии непосредственное обследование нередко не обнаруживает патологии и имеет симптомы неопределенного характера: одышка при физической нагрузке, боль в груди неопределенного характера, редкий сухой кашель.
Иногда у сварщиков может возникать гиперчувствительный пневмонит – относительно новое заболевание сварщиков. Его причина – цветные металлы в составе сварочного аэрозоля (Ni, Cr). Характеризуется пневмонит развитием повышенной температуры, одышкой, недомоганием, тошнотой, рвотой, ломотой во всём теле, хрипами в легких, постоянным кашлем, снижением массы тела.
Установлено, что многие компоненты сварочного аэрозоля при длительном воздействии увеличивают риск возникновения сердечно-сосудистых и онкологических заболеваний.
Если сварочный аэрозоль содержит значительное количество марганца, а так бывает при сварке легированных и нержавеющих сталей качественными электродами, то, распространяясь с кровью по организму, этот чрезвычайно токсичный элемент вызывает тяжелое заболевание: марганцевую интоксикацию. Изменения в организме при марганцевой интоксикации необратимы и поддаются лечению только на первой стадии развития заболевания.
В начальной стадии наблюдаются сильная утомляемость, слабость, сонливость, тупые головные боли в лобно-височных областях, тянущие боли в пояснице, конечностях, понижение аппетита. В нервной системе превалируют процессы торможения. Сварщиками эти симптомы воспринимаются как общее недомогание неясной этиологии, и упускается наиболее благоприятный момент для лечения.
Во второй стадии появляются медлительность движений, расстройство походки, половая слабость, бессонница, подавленное настроение, слезливость. Сильная скованность движений, больные утрачивают способность широко шагать.
В третьей стадии ("марганцевый паркинсонизм") развиваются глубокие органические изменения в нервной системе, которые приводят к полной потере трудоспособности и затруднению всех функций организма.
Охрана труда и профилактика по предупреждению воздействия на варщиков вредных производственных факторов
Опасные и вредные производственные факторы, которые могут возникнуть при выполнении сварочных работ
Мероприятия по предупреждению воздействия на сварщиков вредных производственных факторов
Ожог кожи и глаз при сварке
Применение средств индивидуальной защиты (далее – СИЗ)
Поражение электрическим током
Использование исправного электроинструмента, удлинителей, квалификационное обслуживание и своевременная проверка. Отсутствие повышенного напряжения в электроцепи. Работа с исправным сварочным кабелем. Наличие исправного заземления сварочного аппарата.
Исключение прокладки кабелей и проводов по металлическим конструкциям. Подвешивание кабелей и проводов на установленной высоте.
Падение с высоты
Применение СИЗ (монтажный пояс) с огнестойкой страховочной фалой и средств коллективной защиты (инвентарные ограждения); в лифтовых шахтах устраивать промежуточные площадки, закрывать монтажные отверстия и ограждать проемы, применение инвентарных средств подмащивания.
Возможность непосредственного удара по голове падающим предметом или при падении самого человека
Применение каски застегнутой под подбородочный ремень.
Неблагоприятные погодные условия.
В зимний период посыпка проходов к рабочим местам и рабочих мест песком, очистка рабочих мест от снега и наледи. Прекращение производства работ при неблагоприятных метеоусловиях.
Необученный персонал, допуск к работе не по профессии
Предварительное обучение, инструктаж, стажировка, проверка знаний и допуск к самостоятельной работе.
Справочно: гигиенические требования к организации процессов механической обработки металлов, включая плавку, сварку, наплавку, пайку изделий сплавами, содержащими свинец, работу с технологическими средами и пр. отражены в Санитарных нормах, правилах и гигиенических нормативах «Гигиенические требования к организации процессов механической обработки металлов», утвержденные постановлением Минздрава РБ от 02.08.2010 № 103.
Справочно: сварочное оборудование, предназначенное для автоматической сварки под флюсом на стационарных сварочных постах, должно иметь приспособление для механизированной засыпки флюса в сварочную ванну.
Справочно: при сварке изделий полуавтоматами и сварочными тракторами очистка шва вручную металлическими щетками-скребками производится только с аспирацией образующейся пыли.
Спрвочно: стационарные посты установок автоматической сварки под флюсом должны быть оборудованы удлиненными (не менее 300 мм) местными отсосами с равномерным всасыванием воздуха.
Внимание! Включить и отключить сварочные агрегаты, а также ремонтировать их должны только электромонтеры. Запрещаются эти операции выполнять сварщиком. Исправность электросварочных агрегатов необходимо регулярно проверять и следить за тем, нет ли напряжения в корпусе.
Справочно: при необходимости производства работ на высоте (ближе 2 м от не огражденных перепадов по высоте 1,3 м и более), необходимо закрепляться предохранительным поясом с огнестойкими страховочными фалами к надежным конструкциям здания (сооружения).
Справочно: при производстве сварочных работ на высоте более 5м должны устраиваться леса (площадки) из несгораемых материалов. При отсутствии лесов электросварщики должны пользоваться предохранительными поясами и огнестойкими страховочными фалами с карабином. Рабочие должны пользоваться специальными сумками для инструмента и сбора огарков электродов.
Внимание! Запрещается производить сварочные работы на трубопроводе, в резервуарах и других сосудах, находящихся под давлением.
Средства индивидуальной защиты для сварщиков
При всех способах дуговой, электрошлаковой, контактной и газовой сварки плазменных технологиях сварщики должны использовать следующие СИЗ:
- комплексное средство для защиты лица и глаз: сварочный щиток с автоматически затемняющимся светофильтром на жидких кристаллах (АСФ), в сочетании с блоком фильтрации и подачи воздуха (для защиты органов дыхания) (таблица 3);
- противогазы шланговые; автономные противогазы; фильтрующие СИЗ органов дыхания газопылезащитные;
- специальной огнестойкой защитной одежды, устойчивой к излучению дуги;
- защитных перчаток или рукавиц.
Для защиты кожи рук работников на процессах сварки металлов под флюсом от воздействия раздражающих и сенсибилизирующих веществ должны применяться гидрофильные защитные мази и пасты.
Смена и стирка рабочей одежды должна осуществляться не реже 1 раза в неделю. Стирка рабочей одежды для работников, занятых пайкой, производится в специализированных механических прачечных отдельно от рабочей одежды работников других производственных подразделений.
Наталья Бацукова, к.м.н., доцент, заведующая кафедрой общей гигиены Белорусского государственного медицинского университета.
1.3. Опасные и вредные производственные факторы
Опасности. Ситуации, в которых возможно возникновение явлений или процессов, способных поражать людей, наносить материальный ущерб, разрушительно действовать на окружающую человека среду называют опасностями. Для опасностей характерны следующие признаки: угроза жизни, ущерб здоровью, затруднение функционирования органов человека.
Опасность заключена во всех системах, имеющих энергию, химически или биологически активные компоненты, а также иные характеристики, не соответствующие условиям жизнедеятельности человека.
Различают опасности потенциальные (скрытые) и реальные. Для того, чтобы потенциальная опасность реализовалась, нужны условия, которые называют причинами. Такими причинами могут быть как конструктивные недостатки оборудования, непродуманная или нарушенная технология, так и повышенный уровень шума, вибрации, излучений, плохое самочувствие человека и многие другие факторы.
Научная дисциплина, изучающая опасности, средства и методы защиты от них, называется «Безопасность жизнедеятельности» (БЖД). «Охрана труда» исследует опасности, действующие в условиях производства, и разрабатывает методы защиты работающих.
Классификация производственных факторов. Производственный травматизм характеризуется травмами и несчастными случаями на производстве в результате воздействия на работающего опасного производственного фактора при выполнении им трудовых обязанностей. Классификация опасных и вредных производственных факторов приведена в ГОСТ 12.0.003.
Опасный производственный фактор — производственный фактор, воздействие которого на работающего в определенных условиях приводит к травме, острому отравлению или к другому внезапному резкому ухудшению здоровья или смерти.
Вредный производственный фактор — производственный фактор, воздействие которого на работающего в определенных условиях может привести к заболеванию, снижению работоспособности и (или) отрицательному влиянию на здоровье потомства.
В зависимости от количественной характеристики (например, продолжительности воздействия, уровня, концентрации и др.) вредный производственный фактор может стать опасным.
Опасные и вредные производственные факторы подразделяются по природе действия на следующие группы: физические, химические, биологические и психофизиологические.
Группа физических опасных и вредных производственных факторов подразделяется на подгруппы по следующим признакам:
? движущиеся машины и механизмы;
? незащищенные подвижные элементы производственного оборудования;
? перемещаемые изделия, заготовки, материалы;
? повышенная запыленность воздуха рабочей зоны;
? повышенная или пониженная температура поверхностей оборудования и материалов;
? повышенная или пониженная температура воздуха рабочей зоны;
? повышенный уровень шума на рабочем месте;
? повышенный уровень вибрации;
? повышенный уровень инфра- или ультразвука;
? повышенное или пониженное барометрическое давление в рабочей зоне и его резкое изменение;
? повышенная или пониженная влажность воздуха;
? повышенная или пониженная подвижность воздуха;
? повышенная или пониженная ионизация воздуха;
? повышенный уровень ионизирующих излучений в рабочей зоне;
? опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
? повышенный уровень статического электричества;
? повышенный уровень электромагнитного излучения;
? повышенная напряженность электрического или магнитного поля;
? отсутствие или недостаточное количество естественного света;
? недостаточная освещенность рабочей зоны;
? повышенная яркость света;
? прямая и отраженная блесткость;
? повышенная пульсация светового потока;
? повышенный уровень ультрафиолетовой или инфракрасной радиации;
? опасные факторы пожара (открытый огонь и искры, повышенная температура воздуха и предметов, взрыв, обрушение и повреждение зданий, сооружений и установок).
Группа химических опасных и вредных производственных факторов подразделяется на подгруппы по следующим признакам:
? по характеру воздействия (общетоксичные, раздражающие, сенсибилизирующие, канцерогенные, мутагенные и влияющие на репродуктивную функцию);
? по способу проникания в организм (через дыхательные пути, пищеварительную систему, кожный покров).
Группа биологических опасных и вредных производственных факторов включает в себя биологические объекты, воздействие которых на работающих вызывает травмы или заболевания:
? микроорганизмы (бактерии, вирусы, риккетсии, спирохеты, грибы и простейшие);
? макроорганизмы (растения и животные).
Среди психофизиологических опасных и вредных производственных факторов в соответствии с характером воздействия можно выделить:
? физические перегрузки (статические и динамические);
? нервно-психические перегрузки (умственное перенапряжение, перенапряжение анализаторов, монотонность труда и эмоциональные перегрузки);
? гиподинамию (малая физическая активность).
Опасные и вредные факторы при выполнении сварочных работ. Сварка относится к работам повышенной опасности, что обусловливает неукоснительное выполнение ряда требований по ее организации и проведению.
При производстве сварочных работ возникают опасные и вредные производственные факторы, которые отрицательно воздействуют на организм человека и могут привести к травме или профессиональным заболеваниям.
Основные опасные и вредные производственные факторы при выполнении сварочных работ (сварка, наплавка, резка, напыление, пайка) представлены в табл. 1.1–1.3.
Наиболее характерным вредным фактором практически для всех способов дуговой, электрошлаковой, контактной и газовой сварки, плазменных технологий и пайки является обра]ование и поступление в воздух рабочей зоны сварочных аэрозолей содержащих токсичные вещества. Длительное воздействие на организм сварщиков этих аэрозолей может привести к возникновению таких профессиональных заболеваний, как пневмокониоз, хронический бронхит, интоксикация металлами и газами. У сварщиков с патологией дыхательной системы высока также распространенность сопутствующих заболеваний центральной нервной системы, желудка и поджелудочной железы, миокарда, а также артериальной гипертензии.
Дуговая сварка, за исключением сварки под флюсом, сопровождается оптическим излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимое глазом человека. Интенсивность оптического излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов, защитных и плазмообразующих газов. При отсутствии средств индивидуальной защиты возможны поражения органов зрения (электроофтальмия, конъюктивит, а также катаракта – помутнение хрусталика) и кожных покровов (ожоги и т. п.).
Таблица 1.1. Опасные производственные факторы при дуговой, электронной и контактной сварке
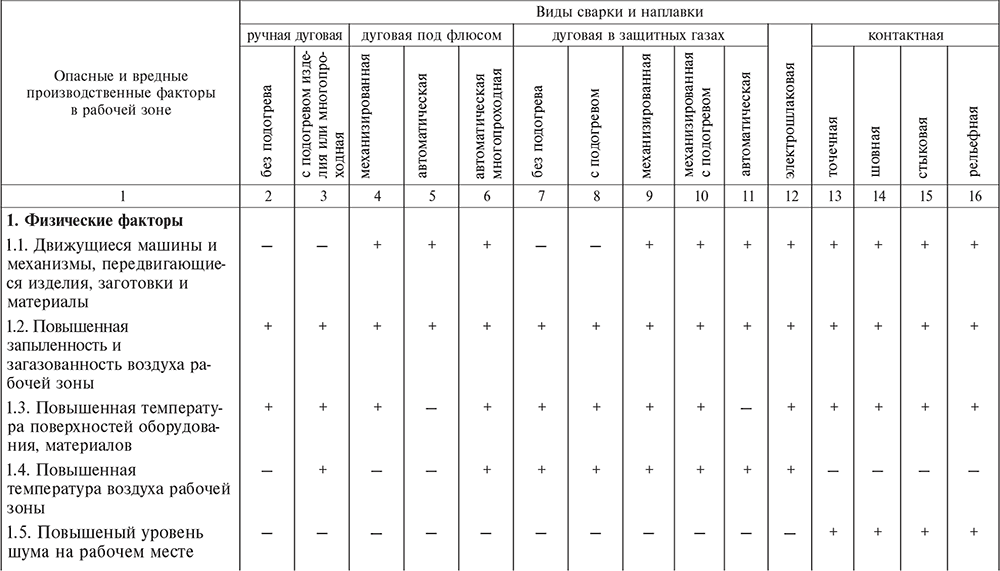
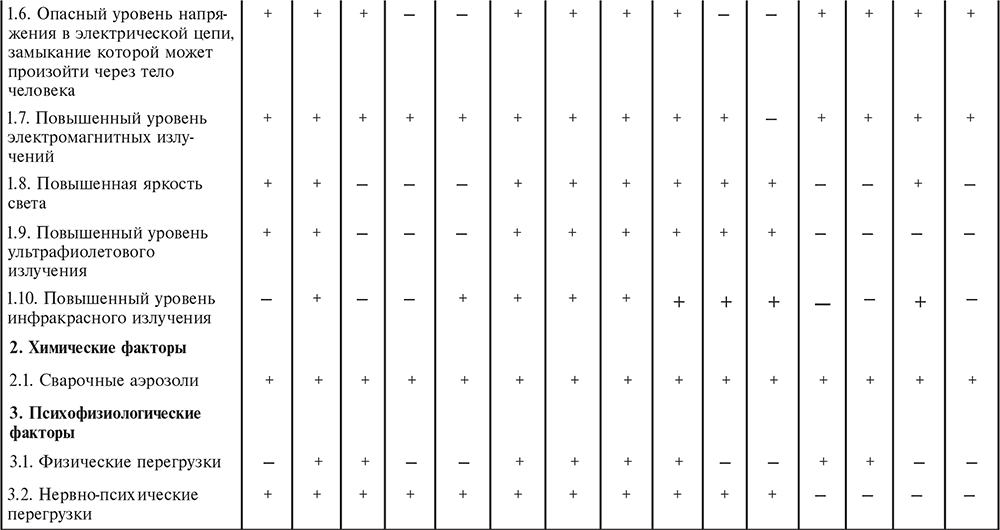
Примечание. Знак «+» означает наличие фактора; знак «—» означает отсутствие фактора.
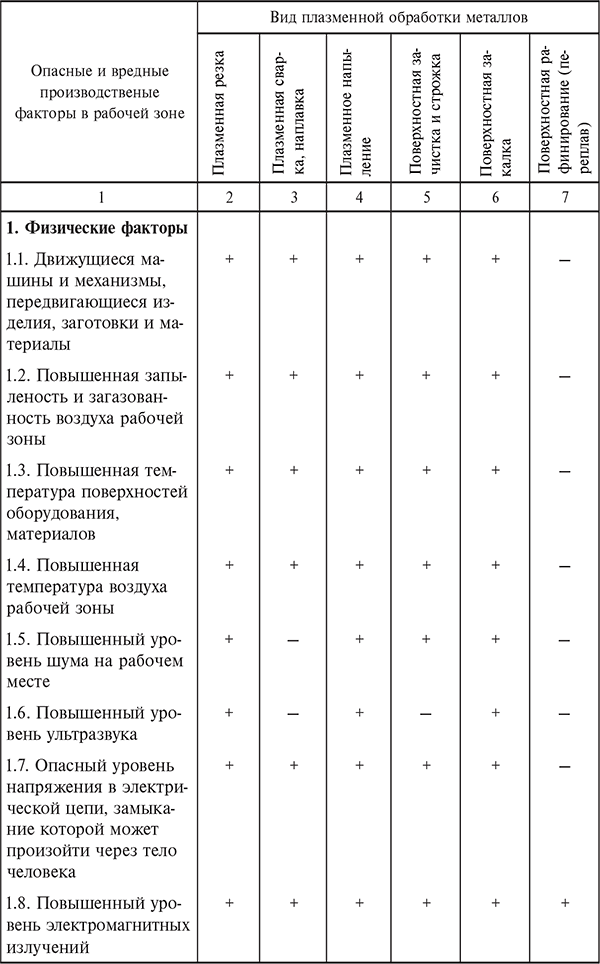
Таблица 1.2. Опасные и вредные производственные факторы при плазменной обработке металлов

Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения интенсивностью, превышающей допустимые уровни, может привести к нарушениям терморегуляции, тепловому удару. Контакт с нагретым металлом может вызвать ожоги.
Напряженность электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер ее влияния на организм определяется уровнем и длительностью воздействия.
Шум на рабочих местах при дуговой сварке является фактором умеренной интенсивности. Источники шума – сварочная дуга, источники питания, плазмотроны, пневмоприводы. Уровень шума от сварочной дуги определяют стабильностью ее горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы – стабилизаторы дуги, уровень шума не превышает допустимые уровни звукового давления.
Таблица 1.3. Опасные и вредные производственные факторы при газоплазменной обработке металлов
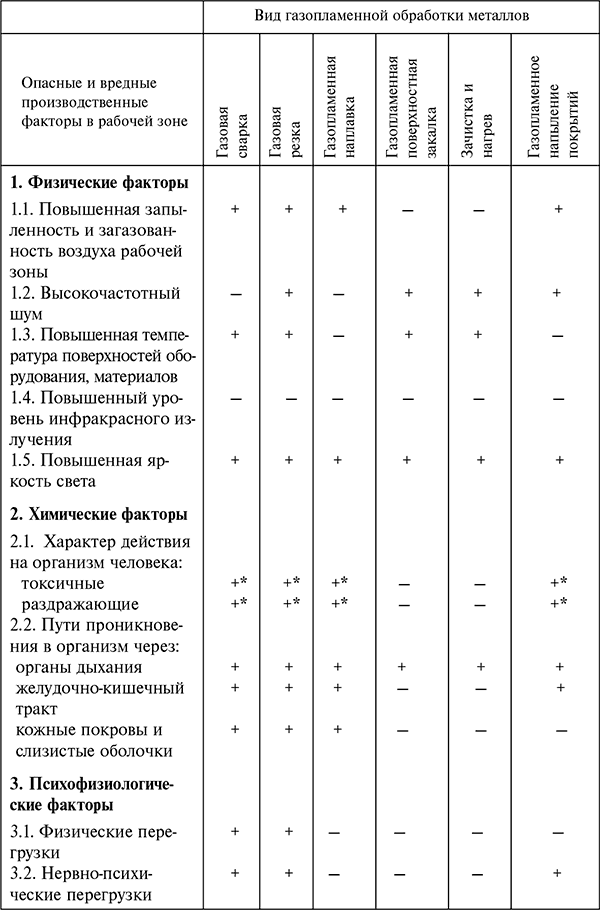
*При газопламенной обработке материалов, содержащих цинк, медь и др.
При сварке в углекислом газе, особенно проволокой сплошного сечения, которая не отличается высокой стабильностью горения дуги, уровни звукового давления в зависимости от режима сварки могут быть больше допустимых значений.
При использовании плазменных технологий и контактной сварки уровни шума существенно превышают допустимые. Кроме того, плазмотроны, применяемые в оборудовании для сварки, резки и металлизации, являются источниками повышенного уровня ультравука.
Наиболее эффективной мерой борьбы с шумом является уменьшение шума в его источнике. Однако в сборочно-сварочных цехах чаще стремятся уменьшить шум на пути его распространения, применяя для этого звукопоглощение и звукоизоляцию.
Разбрызгивание металла при сварке – также следствие нестабильного горения дуги: при сварке в углекислом газе проволокой сплошного сечения оно достигает 15 %, существенно меньше при использовании покрытых электродов и порошковых проволок и отсутствует совсем при сварке под флюсом. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты являются причиной ожогов кожных покровов, травмирования органов зрения, а также повышают опасность возникновения пожаров.
Опасным для жизни человека считают напряжение более 42 В переменного и 110 В постоянного токов для помещений сварочных цехов и 12 В для особо опасных условий (сырые помещения, замкнутые металлические объемы и т. п.). Однако эти значения напряжения являются довольно условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резко снижает электрическое сопротивление тела человека. Мокрая или потная кожа имеет во много раз большую электропроводность, повышая тем самым опасность поражения током.
Статические и динамические физические нагрузки у сварщиков при ручной и механизированной сварке вызывают напряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (электрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов, длительности непрерывной работы и поддержания рабочей позы (стоя, сидя, полусидя, стоя на коленях, лежа на спине). Наибольшие физические нагрузки ощущаются при сварке в потолочном положении, полусидя или стоя, а также при работе в труднодоступных местах лежа на спине (рис. 1.1).
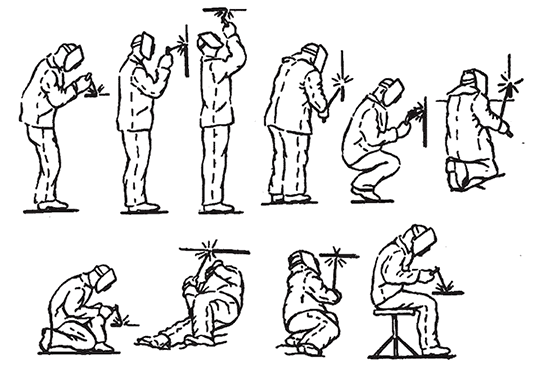
Рис. 1.1. Рабочие позы сварщиков
Рабочая поза — положение тела человека и его отдельных частей, необходимое для выполнения трудовых операций. Поддержание требуемой рабочей позы обеспечивается постоянной активностью нервно-мышечной системы. Рациональную организацию рабочего места при выполнении работ сидя определяет ГОСТ 12.2.032, стоя – ГОСТ 12.2.033.
Динамическое перенапряжение связано с выполнением тяжелых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъем и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки приводят к утомляемости сварщиков и ухудшению качества сварных швов.
Следует отметить, что кроме указанных в таблице опасных и вредных факторов, при электродуговых процессах отмечается ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате электродугового процесса, а также воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на самочувствие и здоровье работающих.
При дуговой сварке в защитных газах, при газовой сварке и резке дополнительно появляются опасные факторы (системы, находящиеся под давлением – баллоны с кислородом, ацетиленом, горючими газами, ацетиленовые генераторы и т. п.), которые могут быть причиной взрывов и пожаров.
Анализ вредных и опасных факторов при проведении электрогазосварочных работ
Данная статья посвящена определению вредных химических факторов воздействующих на организм электрогазосварщика.
Ключевые слова
Текст научной работы
Вследствие своих отличительных черт сварочный процесс сопровождается насыщенными пылевыделениями, приводящими к большой запыленности производственного помещения токсичной мелкодисперсной пылью, газовыделениями, действующими негативно на весь организм работающего.
Повышенная температура сварочной дуги способствует насыщенному окислению и испарению металла, флюса, защитного газа, легирующих частей. Окисляясь кислородом воздуха, данные пары образуют мелкодисперсную пыль, а образующиеся при сварке и тепловой резке конвективные потоки уносят газы и пыль в верхние слои помещения, приводя к большой запыленности и загазованности рабочее место электрогазосварщика.
Главными составляющими пыли при сварке и резке сталей являются оксиды железа, марганца и кремния (в пределах 41, 18 и 6% соответственно).
Наиболее вредные пылевыделения:
- Оксиды железа, механическое раздражение легочной ткани, хроническое отравление, дерматоз, поражение ЦНС;
- Оксиды марганца, вызывающие заболевания нервной системы, легких, печени и крови;
- Соединения кремния, оказывают разрушающее действие на легкие, что приводит к постоянной одышке, боли в груди, сухому кашлю;
- Соединения хрома, способны накапливаться в организме человека, вызывая головные боли, воспаление ЖКТ, общую слабость;
- Соединения алюминия, механическое раздражение легочной ткани, снижение гемоглобина.
Так же на организм работника неблагоприятно воздействуют соединения вольфрама, ванадия, цинка, меди, никеля и других элементов. При попадании в организм работника через дыхательные пути и пищеварительный тракт вредные газообразные вещества вызывают поражения всего организма.
Наиболее опасные газы выделяющиеся при сварке:
- Оксиды азота (особенно двуокись азота), попадая в организм приводит к поражению легких и органов кровообращения;
- Оксид углерода (удушающий газ) — бесцветный газ, способен накапливаться в помещении вытесняя при этом кислород, при концентрации свыше 1% приводит к раздражению дыхательных путей, вызывает потерю сознания, одышку, судороги и поражение нервной системы;
- Озон, в больших концентрациях его запах напоминает запах хлора, образуется при сварке в инертных газах, вызывает раздражение глаз, сухость во рту и боли в груди;
- Фтористый водород — бесцветный газ с резким запахом, действует на дыхательные пути и даже в небольших концентрациях вызывает раздражение слизистых оболочек.[1].
В соответствии с ГН 2.2.5.1313-03 «ПРЕДЕЛЬНО ДОПУСТИМЫЕ КОНЦЕНТРАЦИИ (ПДК) ВРЕДНЫХ ВЕЩЕСТВ В ВОЗДУХЕ РАБОЧЕЙ ЗОНЫ» выделяют следующие ПДК вредных веществ на рабочем месте электрогазосварщика.
Величина ПДК, мг/м 3
Преимущественное агрегатное состояние в воздухе в условиях производства
Особенности действия на организм
Примечание: * При продолжительности работы в атмосфере, содержащей оксид углерода, до 1 ч. ПДК оксида углерода разрешается до 50 мг/м, при длительности работы до 30 мин — 100 мг/м, до 15 мин — 200 мг/м. Повторные работы при повышенном содержании оксида углерода разрешается проводить только через 2ч. после перерыва.
В графе 5 указано агрегатное состояние вещества в воздухе рабочей зоны (пар, аэрозоль)
В соответствии с классификацией ГОСТ 12.1.007-76. "ССБТ. Вредные вещества. Классификация и общие требования безопасности" вещества разделены на четыре класса опасности /графа 6/: 1 класс — чрезвычайно опасные; 2 класс — высокоопасные; 3 класс — опасные; 4 класс — умеренно опасные.
В графе 7 "Особенности действия на организм" специальными символами указаны вещества с остронаправленным механизмом действия, требующие строго контроля за их содержанием в воздухе, канцерогены, аллергены и аэрозоли, преимущественно фиброгенного действия. Были использованы следующие обозначения: О — вещества с остронаправленным механизмом действия, требующие автоматического контроля за их содержанием в воздухе, К — канцерогены, Ф — аэрозоли преимущественно фиброгенного действия. [2]
Так же на организм работающих в сварочных цехах помимо аэрозолей и газов негативное воздействие оказывают ряд других факторов, которые не возможно устранить при помощи вентиляции, но так же ухудшающих условия труда. Сюда относится: лучистая энергия сварочной дуги, ультрафиолетовая и инфракрасная радиация, их действие приводит в ожогам открытых частей тела и перегреву организма (в особенности в летний период года); шум в сочетании с ультразвуковыми колебаниями вызывает стойкое снижение слуха у работающих. Не считая шумов, создаваемых сваркой, огромным шумом будут сопровождаться заготовительные операции (рихтовка, правка, сборка) и особенно плазменно-дуговая резка. Создают шум и плохо установленные вентиляционные установки (либо смонтированные без виброоснований) [1,8].
Для дальнейшего рассмотрения средств защиты газоэлектросварщика от вредного и опасного воздействия фактором, была рассмотрена защита от воздействия химических веществ. Так как наиболее опасное влияние на весь организм оказывают химические факторы.
Средства защиты
В настоящее время на рынке были предложены следующие средства индивидуальной защиты:
Турбоблок «Муссон» очищает воздух от пыли, сварочных дымов, аэрозолей и подаёт его к лицевой части. Из-за конструкции лицевой части, которая оборудована воздуховодом и лицевым уплотнением, «Муссон» способен обеспечивать комплексную защиту глаз, лица и органов дыхания.
Воздух под маской в 50 раз чище, чем воздух рабочей зоны.
Турбоблок выполнен из ударопрочного, устойчивого к внешним воздействиям корпуса, аккумулятор выдерживает более 1000 перезарядок, все это должно обеспечить долгий срок службы. Турбоблок крепится сзади или сбоку на поясе и не мешает работе. Легкий вес и компактная форма блока обеспечивают его применение даже в стесненных условиях. Две скорости работы микро-вентилятора позволяют выбрать наиболее оптимальный режим подачи воздуха от 140 до 200 л/мин.
Для фильтрации воздуха используется сменный аэрозольный фильтр повышенной емкости типа Р3. Замена фильтра осуществляется не чаще 1-го раза в месяц. [3]

Рисунок 1. Полумаска 3М 9925 с противоаэрозольным фильтром с угольным слоем, обеспечивающим защиту от газов с небольшой концентрацией
Отличительной чертой респиратора 3м 9925 является то, что он имеет внутри слой активированного угля для более эффективной защиты при сварочных работах. Удобная система респиратора гарантирует повышенный комфорт и невысокое сопротивление дыханию при высоких защитных показателях; Низкопрофильная форма респиратора дает возможность использовать его под щитком сварщика. Наружная оболочка благодаря особой пропитке хорошо устойчива к возгоранию. Имеет продолжительный срок службы. Использование респиратора 3м понижает риск возникновения профзаболеваний на 90-95%. Работу в данном респираторе возможно производить при температуре от -30°C до 70°C. Вторая степень защиты (FFP2), позволяет использовать респиратор до 12 ПДК вещества в воздухе рабочей зоны.
Нормативно-техническая документация: ГОСТ 12.4.191-99; EN149-2001 [4].
Так же для удаления вредных веществ из рабочего места сварщика применяется система вентиляции.
Производится установка местной и общеобменной вытяжной вентиляции. Местные отсосы должны устанавливаться к каждому оборудованию и рабочему месту, где есть выделения вредных веществ. Так же необходимо оборудовать вытяжную систему вентиляции фильтрами для очистки воздуха от сварочных аэрозолей. Выброс воздуха производится либо в цех либо в атмосферу, подачу же приточного воздуха осуществлять следующим образом: рассредоточено — при сварке в среде защитных газов; сосредоточено — в верхнюю зону помещения во всех остальных случаях. Если производится работа с газоплазменной обработкой металлов сжиженными газами, то 2/3 объема воздуха удаляется с нижней зоны помещения, 1/3 — с верхней. Воздух из сварочных цехов разрешается выбрасывать в атмосферу при условии, что концентрация загрязнений в атмосфере населенных пунктов не превысит предельно допустимых концентраций, регламентируемых СНиП 2.04-05.91. [5,7]

Рисунок 2. Местная вентиляция

Рисунок 3. Общеобменная вентиляция
Так же возможна установка передвижного механического фильтровентиляционного агрегата.

Рисунок 4. ПМФС-1
Передвижной механический самоочищающийся фильтр является одним из уникальных высокоэффективный фильтров, созданный для использования на мобильных рабочих местах. Разработан для удаления и очистки воздуха, загрязненного разного рода сухой пылью, сварочным аэрозолем.
Благодаря своей конструкции кассеты фильтра очищается автоматически, без остановки процесса фильтрации. Это позволяет повысить срок службы кассеты и снизить сложность технического обслуживания до минимума.
ПМФС-1 рассчитан на работу в следующих условиях:
- температура воздуха от 10 С до 45 С;
- относительная влажность 80% при 25 С;
- окружающая среда и очищаемый воздух не должны быть взрывоопасными [6].
Причин профессиональных заболеваний электрогазосварщиков много. Знание гигиенических особенностей сварочных работ поспособствует успешному созданию благоприятных условий труда, требуемой частоты воздуха на рабочем месте электрогазосварщика путем эффективной разработке систем местной и общеобменной вентиляции и применения СИЗ. Правильно подобранные средства индивидуальной защиты органов дыхания и система вентиляции позволят не только сохранить здоровье работников, создать для них более комфортные условия, но и увеличить производительность труда.
Читайте также: