Операционный шов при сварке труб
Обновлено: 10.05.2024
Приветствую коллеги ! Не давно варил 57-ю трубу , от стены 3 см. пришлось сделать вскрытие , при сварке внутри металл кипел и порился , при запуске начало сыреть . ток 110 ам. электрод 3-ка ок 46 . Подскажите пожалуйста какую я ошибку допустил ,
Может быть это из-за грязи и ржавчины, ну или я что-то не правильно сделал. Мой знакомый-коллега, который по-опытней меня сказал, что ток надо больше мол ставить и грязь внутрях почистить .
А в прошлое лето проводили отопление в три гаража. Труба 57-я, в 4-х местах пришлось делать операцию, но это одна беда. Воду слили, но остатки в трубах остались. В одном самом месте, где стыковал к старой трубе остатки воды долго сходили и все ровно осталась + ещё нарост и и мусор в старой трубе. Варю, а там парит, кипит. Вода-то не вся сошла осталось малец, короче кое-как заварил, весь изплевался )).
что ток надо больше мол ставить и грязь внутрях почистить .
Никаких хитростей нет, просто повнимательней быть надо и особо обратить внимание на места где швы пересекаются, хорошо переплавляя. Внутри трубы лучше на раз (безотрывно) пройти, чтобы не маяться выколупывать шлак изнутри и тыкать после по шлаку.
Мне приходилось автомобильным компрессором воду в сторону от шва сдувать и тряпки в трубу запихивать в общем делать все чтобы дно сухим было,а проварив низ верх проварить не проблема,и еще я на таких швах стараюсь зазор делать максимальный(зависит от толщины труб)в этот зазор и скидываю все что мешается.
Хороший ответ )).И что, мне и резак с собой таскать?И так инструментов вагон )).
Мне приходилось автомобильным компрессором воду в сторону от шва сдувать и тряпки в трубу запихивать в общем делать все чтобы дно сухим было,а проварив низ верх проварить не проблема,и еще я на таких швах стараюсь зазор делать максимальный(зависит от толщины труб)в этот зазор и скидываю все что мешается.
не надо злиться ты сам совет просишь
Да я не злюсь , с резаком понятно, что вариант, но не в моем случае ). Я тоже тряпки засовывал и бывало, что тряпку внутри оставлял по запарке )). Самое противное, что когда варишь, а там парит и не фига не видать. Порится стык .
я тоже тоже тряпки засовывал и бывало что тряпку внутри оставлял по запарке )) . Самое противное что когда варишь а там парит и не фига не видать . Порится стык .
Ну такая уж у нас профессия.
Я уже гдето писал ,что не выдержал всего этого и ушел в частный бизнес.
Сейчас просто работаю в свое удовольствие.
Кстати, завтра первого мая-ровно год как я открыл ворота гаража
Кстати,завтра первого мая-ровно год, как я открыл ворота гаража .
Не ошибается тот, кто ничего не делает
Привет, Руслан ).
3 см от стены это не криминал, можно загнуть электрод и 'на мацок' заварить, если стояк. Если лежак и остатки воды, то тут сложнее. Очень много зависит от конкретного случая, если в углу возле пола, то тут только операционка и с наибольшим актуальным зазором (как выше упоминалось). Силу тока (убедился на своём опыте) указывать бесполезно - выставляй по визуальным ощущениям от сварочной ванны, а не по тому, что показывает крутилка (ж.к. экран) на аппарате. Если водичка течет потихоньку, то тут только "мацок" и высокий ампер тебе помогут, но я бы сделал с зазором в 1 мм и запредельный ток для беглого безотрывного прохода на короткой дуге, с таким наклоном электрода, чтоб дугой воду отталкивало (испаряло). Должен заметить, что операционку нужно готовить имея ввиду этот проход шва (т.е. козырек (крышку) вырезать на той стороне шва, куда уклон, а для лучшего обзора можно проварить видимую часть шва, чтоб затем вырезать козырёк вместе со швом так, чтоб шов оставался по центру козырька) да и не всегда так можно надурить судьбу. Бывало, в таких щелях приходилось работать, что слесарь просто умоляюще смотрел на меня с немой просьбой не загонять его больше туда. Операция вообще случай для тех мест, где по-другому никак, если есть вариант через зеркало или вообще что взбредёт в голову, то стараюсь обойтись без операции. А так слышал, как один сварной мучился с операционкой (слегка подтекала вода), потом его переклинило и он сахарной ватой трубу натрамбовал, благо рядом продавали ))).
Операционный сварочный шов
Операционный сварочный шов применяется в труднодоступном месте, через техническое окно. В основном используют при сварке труб. Бывает что нужно отремонтировать трубу или прокладываете новую а то и вовсе к старой привариваете новую, делаете врезку. Обо всех ситуациях поподробней. Допустим труба идет вдоль стены впритык к полу и не подлезть от стены и не отогнешь. Определенный участок сгнил до ужаса. Естественно ее вырезам и в замен готовим другую. Узнать необходимо направление движения воды в трубе. Если слева на право то крышечку под окно вырезаем со стороны левой части трубы. Поясню для подробности на картинке.
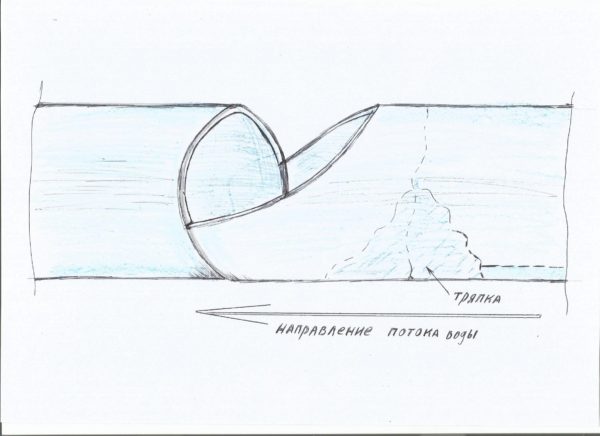
Естественно если справа на лева то с правой стороны. Для чего это необходимо? Во время проваривания операционного шва заткнуть временно саму трубу изнутри что бы вода не попала на сварочный шов.
Формы крышки операционной делают разной формы. Что то в виде квадрата, другие треугольником. Правильней будет треугольником. На то есть резкие причины. Пользуясь ГОСТом 16037-80 сварка труб я нашел подобные стыки под №8, №10. На рисунке я укажу их преимущество.
Как видим есть дополнительные срезы по двум краям в кружечке, Цифрами на двух вариантах указал количество замков которых нужно будет сделать. В зависимости от диаметра трубы необходимо вырезать правильно окошечко для сварки изнутри. Для свободного доступа движению электрода по внутренней части для прохождения коренного шва. По наружной части у стены и пола должен быть доступ чтобы можно было проварить замки как минимум по 2см с каждой стороны.
По возможности зачистить место будущего шва, особенно если это оцинкованная труба. Желательно использовать рутиловые электроды. Они способны выводить ржавчину из сварочной ванны. Ток выставляем на нижнее положение как указано на упаковке паспорта электрода. По зазору в стыке можно оставить для лучшего проваривания 2mm с допуском +0,5-1mm. Если под трубой грязь вода ржавая прямо под стыком то придется чем нибудь обезопасить сварочный стык. При закипании воды пар будет сильно влиять на сварочную ванну.
Дугу зажигаем внутри трубы рядышком со швом будущим и переводим на стык. Ведем электродом от себя углом вперед от центра. Варить лучше с отрывом. Легким движением руки делаю стежек пытаясь проварить металл как можно глубже. Потом отрываю электрод и заново делаю следующий, накладываю каждый друг на друга. Перед выходом как можно лучше сплавляю кромки подготовленного среза. Как закончил с одной частью шва приступаю к следующему . Стартую с центра и делаю замок по шву. перекрываю начало первого шва примерно на 1,5-2см при этом электрод веду в сторону себя. Получается углом назад. Небольшими стежкам поднимаюсь на верх и сплавляю металл. Как и в первом случае на выходе так же сплавляю хорошо кромки стыка.
Далее нужно приварить крышку. К ней сверху привариваем временно пруток от электрода. Это будет наша ручка. Держать же надо как то. Ставлю ее на законное место свое и прихватываю не по замкам. Приступаю к обвариванию крышки. От стены где я проваривал кромки чиркаю электрод, слегка прогреваю и начинаю формировать шов поверх внутреннего шва. Дохожу сперва до центра трубы по основному стыку. В этом случае уже углом назад. С низу от пола начинаю формировать следующий перекрываю сразу внутренний шов. Тут углом назад иду до центра на встречу другому. Обязательно сверху сделать замок внахлест на 2см. Потом перехожу уже к двум косым резам. Начинать желательно от основного шва варить в сторону угла. В начале так же прогреваю электрод а потом уже плавлю основной металл шва для хорошего замка. Главное не перегреть и проварить хорошо перед выходом на стык. На таких переходах часто бывают непровары. Потом так же с отрывом углом назад делаю шов чуть дальше угла с заходом на основной металл. Оставшиеся стык как и в первом случае начинаю с основного а в конце уже завожу его на предыдущий шов. Замок готов и проварен во всех слабых местах. Общий вид на фото.

Допустим что приходится врезаться в труднодоступном месте. Труба большого диаметра или равнозначная. Рассмотрим два варианта. Расположение одной трубы вертикальное другой горизонтальное. Приходится ставить табурет чтобы приварить под потолком. На рисунке покажу как это выглядит.
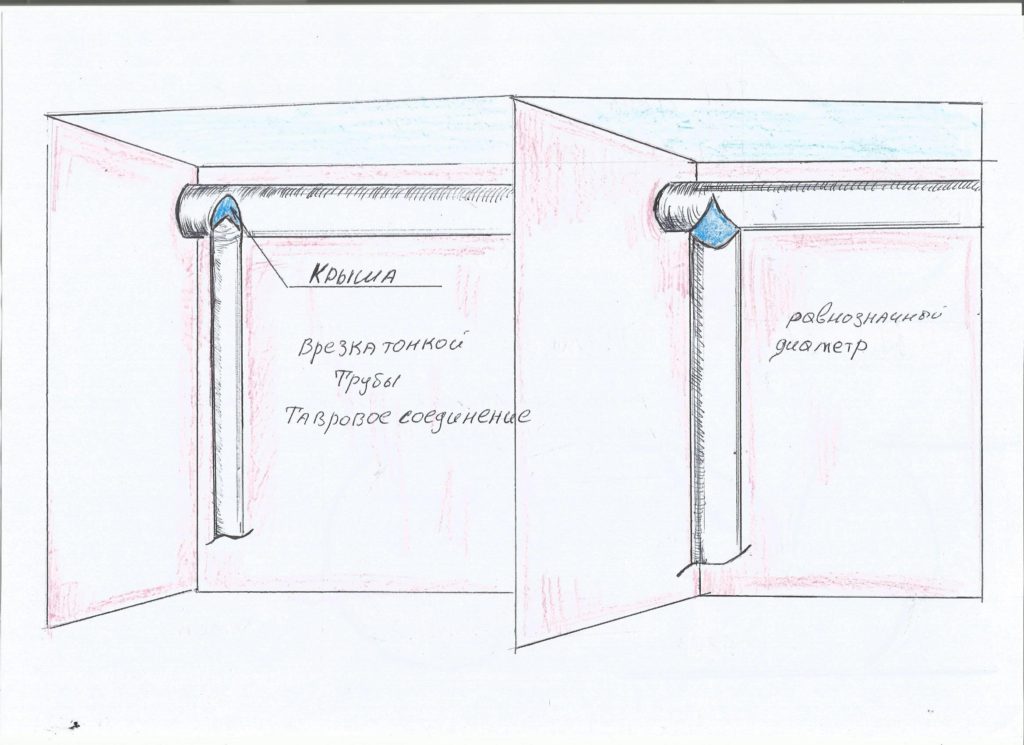
Желательно вырезать окошечко для операционного шва на трубе большего диаметра для лучшего маневра электродом. При сварке двух равнозначных труб в тавровое соединение с врезкой, уже нужно делать в нижней части как показано на картинке. В таком случае видеть сам процесс сварки намного лучше. В целом вся процедура ни чем не отличается от описанной выше. Если скос кромок не вышло сделать то можно внутренний сварочный шов по его завершению выводить наружу немного. И в начале вырезаем под трубу а после крышку. Иначе потратите больше времени на сварку и подгонку. Всем удачи кто дочитал до конца.
Как сварить трубу в неудобном положении

В сегодняшней статье обсудим такой полезный вид сварочно-слесарных работ, как «операционный шов». Этот вид работ применяется в большинстве случаем при замене труб водоснабжения и его должен уметь выполнять каждый сварщик.
Бывают такие случаи, когда труба смонтирована слишком низко или впритык к полу и к ней никак не подлезть, чтобы заварить снизу — в этом случае и прибегают к «операционному шву».
Я подготовил два куска 89-й трубы, чтобы на ней показать все тонкости и нюансы. Левый кусок трубы неподвижный, а правый нам нужно приварить к левому, не имея доступа к нижней части.
Этот вид шва мне когда-то показал опытный сварщик, когда я работал в городской «Теплосети». С тех пор мне приходилось периодически его выполнять и он всегда получался надёжным и выручал в таких сложных ситуациях. Настало время поделиться опытом и с Вами! Поехали!
1. Подготовка
Первое, что нужно сделать это ровно состыковать обе трубы, снять фаски и почистить околошовную зону. В моём случае задача немного сложнее, потому что труба мало чего тонкостенная (3 мм), так ещё и оцинкованная (горит, как фольга), поэтому фаски я снимал совсем немного, оставив побольше притупление кромок, а также зазор делал совсем небольшой — 1 мм.
После стыковки и чистки — рисуем на трубе, которую будем стыковать треугольник или квадрат. Через такое «вскрытие» и будет проходить наша «операция».
Далее привариваем к треугольнику огарок электрода (или что-то другое) и вырезаем болгаркой наш намеченный треугольник:
«Вскрытие» прошло успешноЗатем стыкуем наши трубы с необходимым зазором и делаем прихватки с торцов нашего среза. *Если Ваша труба имеет толщину стенки свыше 4 мм — выставляйте зазор по диаметру стержня электрода.
Теперь наш стык готов к «операции»!
2. Сварка и зачистка
Сварку можно производить двумя методами — с отрывом дуги и без отрыва. Тут все зависит от обстоятельств, Вашего личного предпочтения или навыков. *Я покажу оба варианта: одну половину работы выполню без отрыва электродами с основным покрытием, а другую с отрывом рутиловыми электродами.
Важно: на этом моменте, обычно, ещё немного сбегает вода из нашей неподвижной трубы, что может мешать выполнению швов. Чтобы на время её сдержать — закупориваем трубу любой ветошью, выполняем швы и не забываем её от туда достать!
Сварку начинаем полумесяцем, чуть выше нижней точки трубы и заканчиваем в месте нашей прихватки. Свариваем до полного сплавления кромок!
Начинаем чуть выше нижней точки (указано слева) и свариваем углом вперед до места прихватки, затем удаляем шлак. Здесь я использовал сварку без отрыва и основной электрод. Ток — 70 Ампер.
Далее такой же шов выполняем с другой стороны. Здесь крайне важно перекрыть замком наш первый шов в нижней точке, поэтому проплавляйте замок подольше!
Начало сварки (слева), там проплавляем наш замок очень тщательно и подымаемся к верху. Тут я сваривал с отрывом (кроме замка, его лучше сплошным) рутиловым электродом. Ток — 90 Ампер.
Теперь подготавливаем нашу треугольную крышку и зону, куда будем её возвращать на место: снимаем фаску и чистим околошовную зону. Затем устанавливаем нашу крышку на место и делаем прихватки.
Теперь необходимо выполнить зачистку прихваток и зоны начала сварки. Именно это зона является самой важной!
Сверху зачистка прихваток. Снизу зачистка зоны начала сварки. Красным кругом отмечено место (чуть ниже места очистки) откуда будем начинать поднимать наш шов.
Теперь свариваем первый шов: от начала указанного места и по диагонали до вершины нашего треугольника:
Перед началом второго шва нужно опять точно также зачистить зону начала сварки (очень важно!):
Чистим начало места сварки («заезд») и свариваем наш второй шов, заканчивая его на середине верхней части трубы.
С обратной стороны производим все те же самые действия по очереди:
Те же действия с обратной стороны. Здесь сваривал с отрывом дуги рутиловым электродом. Так же обязательно зачищаем замки!
«Операционный шов» закончен!
Если заглянуть во внутрь трубы, то очень хорошо видны наши проплавленные замки — все важные места, где мы соединяли наши швы:
Теперь Вы знаете все нюансы правильного «операционного шва» и сможете герметично соединять трубы в сложных местах!
Сварка операционного шва на тонкой трубе
В этом видео расскажу как сварить операционный шов на трубе диаметром 25 мм. Или дюймовая труба. Это самый малый диаметр трубы, на котором я рекомендую варить операционный шов. Если труба более малого диаметра, то сварка операционного шва уже не рентабельна. В трубе остается определенное количество шлака, и сам сварочный шов заужает и без того тонкий проход.
За всю свою практику, я даже не припомню такой ситуации, когда была необходимость варить операционный шов на совсем малых диаметрах. Но дюймовую трубу можно и нужно при необходимости зарезать и варить, когда нет других вариантов.
Постарался озвучить все тонкости процесса, что бы начинающим коллегам было все максимально понятно.
Коллеги, всем приятного просмотра.

637 постов 4.2K подписчиков
Правила сообщества
— Посты только по тематике
А почему разрез не в треугольном формате? Особенно если протяженность швов при прямоугольном формате возрастает?
На картинке нарисован наружный диаметр 25 мм. Это получается полдюймовая труба. Наружный диаметр дюймовой трубы от 32 до 35 мм. Размером трубы считается условный проход, а не наружный диаметр
А фасочку? А глубина провара какая? А опрессовать?
Шлак пылесосом собрать;)
Спасибо) было очень интересно) сам работаю сварщиком уже почти 10 лет, но я работаю на полуавтомате. Успел поварить металл от 1 мм до 100 мм, и под герметичность и под УЗД, но вот электродом почти не варил и соответственно с операционными швами не сталкивался) Спасибо, было интересно)
Уважаемый автор, а вариант с отрезом проблемного участка, нарезанием резьбы, и американками насколько более времязатратен? В сравнении с операционным швом, имею в виду.
Подскажите, плиз, что за вид сварки в данном видео? Сварной
А почему снаружи не сварить?
Не нужен никакой монитор. Ноутбук подключи к камере и сведись вручную, элементарно же все. Можно хоть к телевизору.

Простите, а как вы внешнюю трубу заварите у стены, в углу? Или вы предлагает надвижную трубу просто поприхватывать там где возможно подлезть? Да и опять таки, каким образом пропаяете трубу в недоступном месте у стены, я конечно понимаю что припой растечется и всё такое, но 100% уверенности не будет что всё герметично
ТБшник по нему плачет. Как он пилит. У меня аж волосы сжались в венах
Стыковое соединение трубопроводов диаметром до 25 мм включительно запрещено.
Я в этой области вообще ни капли не разбираюсь, но, я сделал бы проще:
1. Предварительно надеваем на трубу отрезок другой трубы, чтобы внешний диаметр первой был равен внутреннему диаметру второй.
1.1 Если нет подходящей внешней трубы, то просто режем лист подходящего металла и сворачиваем в трубочку.
2. Основную трубу паяем.
3. Надвигаем внешнюю трубу на стык, либо же наворачиваем лист металла.
4. Свариваем внешнюю и внутреннюю трубы
Если припой не растечется в процессе сварки, то внутреннее пространство будет чистым от шлака.
В трубе


Полуавтоматчик
Всем привет)
Ещё одна мини фигурка, теперь сварщик полуавтоматчик)
Маска закрывается и открывается.
Прикольно клацает)
В предыдущем посте дали совет сделать миньона. Сделал)
Сварка аргонодуговая и болгарка.
Приятного просмотра)






Фото с работы










Верховный сварщик

Frau Warum. Длинное и низкое, ч.3
Что-то длинное и низкое. Продолжение продолжения.
8 часов. Всего лишь 8 часов на всю работу по изготовлению, покраске и сборке. Конечно, здесь не учитывается время на поиски деталек и всякие раздумья в созерцаниях, но кто вообще это учитывает? И вот всего за 8 часов пыхтения, сопения и потуг, я родил себе красоту между ног, готовую мчать меня в дальнюю даль!))
Это было лирическое отступление, просто я горжу себя тем, что это самый быстрый мой проект.
Собрав воедино ещё пахнувшую краской раму с прочими томившимися в ожидании детальками, в ночь-полночь, дрожа от нетерпения, как перед первым сексом, не меньше, чем с Синди Кроуфорд, я вытащил мою прекрасную конструкцию во двор.
И первая моя поездка на длинном и низком велосипеде получилась как этот самый первый секс, а именно, было больно и непонятно. Больно взбрыкивало седло по моим булкам во время того, как в непонятно какой момент шатуны втыкались в кочки на асфальте. Пружинная вилка и чёткий, пацанский, экстремально низкий клиренс проделывали все эти вибрации с моим организмом нещадно и в беспорядочной последовательности! Остановился. Глубоко вдохнул дозу ночного городского кислорода. Пришёл в себя. Залюбовался, как изящно, без применения всяких там подножек, велосипед с лёгким игривым наклоном бедра и поворотом руля уверенно стоял сам по себе! Красота! Благоговейно выдохнув и в уме прикинув формулу траектории взаимодействия кривошипных систем с нелинейными поверхностями, минут через десять я уже вполне сносно катился, почти не задевая волгоградский асфальт, качество которого оставалось неизменным со времён бомбардировок сорок второго.
Но я ехал! Ехал на собственном педал-скрепере и это был чистый восторг! Почти такой же, как секс с Синди Кроуфорд, только лучше, потому как она там, в своих голливудах, а это вот всё тут и происходит со мной сейчас!
Желая предварить ваш немой вопрос, скажу пару слов о том, как это оно, ехать на лопате в качестве седла? И-зу-ми-тель-но! Ну, не совсем изумительно, если разом отмахать подряд километров сорок, тут требуются-таки короткие остановки для разгона лимфы в тренированных больших ягодичных мышцах, но всё же весьма и весьма *+%ительно. И кромки ничего не режут, ибо они предварительно загнуты и отшлифованы, и булкам драгоценным тепло и румяно. Это просто, почти как сидеть и немного ёрзать на слегка подрагивающем, для массажного эффекта, деревянном табурете. Вы же можете долго сидеть и немного ёрзать на деревянном табурете? Ну вот и не спрашивайте больше.
Очень удачная оказалась лопата, я эту модель применял на других своих проектах, но об этом в следующих историях.
Прокатался я до утра, одной рукой держа руль, а другой рукой утирая слёзы счастья, попутно получив от немногочисленных свидетелей моего ночного экстаза идею имени для велосипеда.
Имя я решил дать простое, пролетарское. Фрау Варум (Frau Warum). Произошло это потому, что во-первых, я имею некоторое количество немецких корней в своём генеалогическом древе и во-вторых, немногочисленные свидетели моего ночного экстаза задавали мне единодушный вопрос: "-Почему?" Были варианты: Почему такой длинный, почему такой низкий, почему такой странный и почему ты ещё не упал с него? "Почему", по-немецки и будет "Warum". Ну а фрау..
Собственную фрау помимо жены мечтает иметь каждый мужик, не так ли?) Хе-хе ещё раз..)
А почему она едет так здорово и вальяжно, распугивая своим великолепием тьму городских улиц, даже не задумывался, потому что в этот момент получил передозировку эндорфином и просто выпал из реальности.
В то утро я, на своей прекрасной вороной кобыле, въезжал в манящий, неизвестный и прекрасный мир кастомайзинга.
Сварка труб поворотным способом

При монтаже трубопровода нередко используется сварка труб поворотным способом. Это обусловлено тем, что при таком способе стыковки большее количество швов сделано в нижнем положении, а это, в свою очередь, считается наиболее оптимальным, так как растет темп и качество сборки.
В нашей статье мы расскажем о том, как осуществляется сварка трубы поворотным способом, что нужно сделать на этапе подготовки, а также разберем основные требования, которые выдвигаются к сборке и такой сварке трубопроводов.
Подготовка труб к сварке поворотным способом
Прежде чем приступать к сборке и сварке труб поворотным способом, необходимо убедиться в их соответствии требованиям проекта и техническим условиям. Речь идет о таких основных характеристиках, как наличие сертификата на металлопрокат, отсутствие эллипсности и разностенности труб, соответствие металла изделия нормам технических условий или ГОСТов по химическому составу и механическим свойствам.
Обязательным этапом подготовки стыков к дальнейшей сварке является проверка перпендикулярности плоскости реза трубы к ее оси. Кроме того, оценивают угол раскрытия шва, который по нормативам должен быть не более 60–70 градусов, и величину притупления в пределах 2–2,5 мм. С торцов труб механическим способом снимают фаски, например, при помощи газовой резки. Главное, чтобы способ позволял задать необходимую форму, размеры и обеспечивал хорошее качество кромок.

Такие показатели, как разница в толщине стенок двух труб и смещение их кромок, не должны быть более 10 % от толщины стенки или 3 мм. Мастер должен сформировать одинаковый зазор между соединяемыми кромками элементов, составляющий 2-3 мм.
Перед сваркой труб поворотным способом стыкуемые кромки и прилегающие к ним внутренние и наружные поверхности обрабатывают на протяжении 15–20 мм, чтобы удалить масло, окалину, ржавчину и просто грязь.
Прихватки, являющиеся обязательной составляющей сварного шва, должны делать те же сварщики, что собираются варить стыки, при этом используются одни и те же электроды.
Если производится соединение труб диаметром до 300 мм, то необходимы четыре прихватки на равном расстоянии друг от друга высотой 3-4 мм и длиной по 50 мм. Для эффективной работы с изделиями диаметром более 300 мм прихватки располагают по всему стыку, оставляя между ними по 250–300 мм.
Рекомендуем статьи по металлообработке
Во время монтажа трубопроводов рекомендуется проводить сварку максимального количества стыков поворотным способом. Трубы с толщиной стенки 12 мм сваривают в три слоя. При помощи первого слоя обеспечивается местный провар в корне шва и надежное сплавление кромок. Важно, чтобы наплавленный металл формировал на всем протяжении окружности узкий ниточный валик высотой 1–1,5 мм.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Избежать сосулек и грата можно за счет возвратно-поступательного движения электрода с короткой задержкой на сварочной ванне. Также необходимо незначительное поперечное колебание электрода между кромками и образование отверстия в вершине угла скоса кромок. Стоит пояснить, что отверстие появляется из-за проплавления основного металла дугой, и его размер должен быть всего на 1-2 мм больше зазора между трубами.
Основные способы поворотной сварки труб

Для сварки труб поворотным способом стык зрительно делят на четыре участка примерно одинаковой длины. В первую очередь работают с первым и вторым отрезком, после чего трубу поворачивают на 180°и заваривают два оставшихся сектора.
Когда готов первый слой, трубу снова разворачивают на 90°, чтобы сварить пятый и шестой участки. Далее необходимо повернуть будущий трубопровод на 180° и завершить работу на седьмом и восьмом фрагментах.
Аналогично описанному выше принципу стык делят на четыре участка. Начинают работу с первого и второго отрезков, после чего поворачивают трубу на 90° и сваривают третий и четвертый участки.
После завершения первого слоя шва трубу поворачивают на 90° и переходят к пятому и шестому секторам, далее необходимо развернуть ее на 90°, чтобы сварить седьмой и восьмой участки.
Этот подход используется при работе с трубами, диаметр которых превышает 500 мм. Стык условно делят на несколько участков протяженностью 150–300 мм – конкретная цифра зависит от диаметра трубопровода. Сварка ведется обратно-ступенчатым способом.
Третий слой шва при любом используемом варианте наложения первых слоев выполняют в одном направлении, постоянно поворачивая трубу.
- Сварка труб диаметром до 200 мм поворотным способом.
При небольшом диаметре трубопровода стык необязательно делить на части – его соединяют единым швом.
Второй и третий слой накладывают по той же схеме, что и первый, но при переходе на новый слой обязательно меняют направление работы на противоположное. Также каждый предыдущий слой перекрывают последующим на 10–15мм.
Стыковые швы используются при сварке кольцевых стыков труб по ГОСТу и обозначаются как С1–С53. Их выполняют одно- и двухсторонними, с прямолинейным и закругленным скосом кромок, с расточкой. В односторонних швах иногда предусматривают съемную либо остающуюся подкладку и расплавляемую вставку.
Соединения секторов на повороте трубопровода выполняются со скосом кромок и обозначаются С54-С55. Для сварки фланца и трубопровода принято использовать шифр С56. Угловые швы маркируют У5–У21, нахлесточные – Н1–Н4.
«Операционный» шов при поворотной сварке труб
Иногда труба смонтирована слишком низко либо между ней и полом остается совсем небольшое расстояние, из-за чего невозможно подобраться снизу. Тогда используют «операционный шов» для сварки труб поворотным способом.
Изначально очень важно ровно состыковать трубы, снять фаски и обработать зону, расположенную около шва. Сварщику приходится столкнуться с более серьезной задачей, если работа ведется с тонкостенной (3 мм) оцинкованной трубой, ведь она горит как фольга. В таком случае фаски снимают совсем немного, оставляют побольше притупление кромок и зазор всего в 1 мм.
После стыковки и чистки на трубе рисуют треугольник или квадрат. Именно такое «вскрытие» требуется для проведения запланированной операции.
К треугольнику необходимо приварить огарок электрода (или что-то другое) и вырезать намеченную фигуру при помощи болгарки.
Затем трубы стыкуются с необходимым зазором. Далее можно делать прихватки с торцов среза. Но помните, если толщина стенки трубы более 4 мм, зазор должен соответствовать диаметру стержня электрода.
Для сварки труб поворотным способом в данном случае подходят два метода: с отрывом или без отрыва дуги. Выбор зависит от обстоятельств, пожеланий и опыта специалиста.
Сварку начинают полумесяцем чуть выше нижней точки трубы и заканчивают в месте прихватки. Очень важно, что работа ведется до полного сплавления кромок.
Далее аналогичный шов накладывается с другой стороны. Первый шов обязательно перекрывается замком в нижней точке, поэтому мастера рекомендуют проплавлять замок подольше.
Теперь нужно подготовить треугольную крышку и зону, с которой она была вырезана. В первую очередь снимают фаску и обрабатывают зону, прилежащую к шву. Необходимо установить крышку на место и сделать прихватки, после чего зачистить прихватки и место начала работы – при сварке труб поворотным способом по этому методу данная зона считается наиболее важной.
Можно переходить к наложению первого шва от начала указанного места и по диагонали до вершины треугольника. Приступая ко второму шву необходимо снова зачистить зону начала сварки.
С другой стороны все операции производятся в таком же порядке. И вот шов готов.
Требования к сборке и сварке труб поворотным способом
При сборке электросварных труб с толщиной стенки 10 мм и более максимальное допустимое смещение наружных кромок составляет 20 % от нормативной толщины стенки. При этом данный показатель не может превышать 3 мм. Для труб со стенками толщиной менее 10 мм допускается смещение наружных кромок до 40 % нормативной толщины стенки, но оно не должно быть более 2 мм. Измерение интересующего нас показателя производится шаблоном по внешней поверхности труб.
Для сварки бесшовных труб поворотным способом при толщине стенки от 10 мм установлен максимальный показатель смещения внутренних кромок в 2 мм. Возможны местные внутренние смещения до 3 мм на участке 100 мм и менее.
Если толщина стенки составляет до 10 мм, допускается смещение внутренних кромок в пределах 2 мм. При этом данный показатель нельзя превышать даже на отдельных участках. Для сборки бесшовных труб нормативные акты не устанавливают возможное смещение. Но нужно понимать, что во время наложения облицовочного слоя шва от него должен формироваться плавный переход к основному металлу конструкции.
Размер зазора и требования к прихваткам при сварке труб поворотным способом устанавливается в соответствии с выбранным методом формирования первого (корневого) слоя шва. Не менее важную роль в данном случае играют диаметры сварочных материалов, регламенты технологических карт и инструкций. Однако при любых значениях зазор может быть не более 4 мм. Не допускается укладка в разделку любых закладных предметов, таких как электроды, арматура, крепежные изделия, пр.
При сборке трубопровода заводские продольные и спиральные швы смещают относительно друг друга минимум на 75 мм, если ведется работа с трубами диаметром до 530 мм. Смещение производится на 100 мм при большем диаметре труб. Если по техническим причинам данные требования оказываются невыполнимы – из-за захлестов, приварки кривых холодного гнутья, пр. – сварка может проводиться только после соответствующего разрешения представителя службы строительного контроля заказчика.
Трубы диаметром 426 мм и более свариваются при помощи внутреннего центратора. Но последний не должен приводить к появлению дефектов на внутренней поверхности трубы.
Внутренний центратор можно удалить, только когда закончены работы по всему периметру корневого слоя шва – данное правило действует практически при всех способах сварки. Исключение составляет только использование электродов с целлюлозным покрытием – тогда центратор смещают после наложения корневого слоя шва и горячего прохода.
Если для сварки труб поворотным способом используется наружный центратор, его разрешается удалить после завершения работы над всеми доступными для сварки фрагментами стыка. Важно, чтобы участки корневого слоя шва равномерно располагались по периметру стыка.
Наружные центраторы (чаще всего гидравлические) могут использоваться во время выполнения захлестов, в том числе путем вварки катушки, стыков между трубой и соединительной деталью, трубой и запорной арматурой, а также если применение внутренних центраторов представляется технически невозможным.
В процессе сборки не допускается ударная правка концов труб.
Для предварительного подогрева стыков труб при толщине стенки до 22 мм используются:
- установки индукционного нагрева;
- радиационный нагрев способом электросопротивления;
- кольцевые пропановые горелки.
Если предполагается обработка труб с толщиной стенки от 22 мм, предварительный прогрев стыков производится только установками индукционного нагрева.
Нужно понимать, что необходимо добиться равномерного нагревания торцов по периметру стыка, а также прилегающих к нему участков шириной 150 ± 75 мм в обе стороны от стыка.
В процессе такой подготовительной работы изоляция не должна утратить свою целостность. При применении газопламенного нагрева необходимо использовать термоизолирующие пояса, боковые ограничители пламени.
Режимы предварительного подогрева, требования относительно сохранения температуры между сварочными слоями содержатся в технологических картах. Для получения более точных результатов замер температуры проводят минимум в четырех точках по периметру стыка, отступив 10–15 мм от торца.
Немаловажно, что автоматическая стыковая контактная сварка не предполагает этапа предварительного подогрева кромок труб.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: