Орбитальная сварка труб малого диаметра оборудование
Обновлено: 18.05.2024
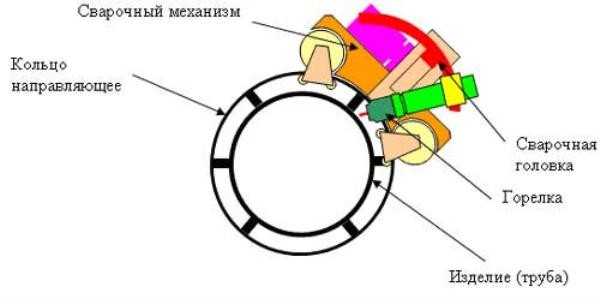
Для монтажа трубопроводов в полевых условиях используется орбитальная сварка. Это автоматизированный процесс соединения бесповоротных стыков. Труба проваривается головкой, закрепленной на вращающемся устройстве. Специальный зажим плотно фиксирует аппарат в рабочей зоне. Для работы необходимы навыки оператора. Сварщик выбирает необходимый режим в зависимости от размера, толщины стенки, химического состава сплава. В процессе работы следит за параметрами.

Особенности орбитальной сварки
Дуга в автоматическом режиме проворачивается по всей окружности, труба равномерно проваривается со всех сторон. Стыковая сварка труб орбитальными аппаратами незаменима в труднодоступных местах, где сложно проварить неподвижную заготовку.
Сварочный автоматизированный процесс представляет собой ручную или аргонодуговую электросварку с использованием тугоплавкого вольфрамового электрода и наплавочной проволоки. При зажигании дуги кромки оплавляются, создается ванна расплава. Присадка образует на месте стыка аккуратный валик. Головка проходит по всей окружности (орбите). Заготовки при работе не вращаются, остаются неподвижными.
Область применения
Автоматы для орбитального соединения трубных стыков используют:
- для линейного монтажа трубопроводов; ;
- соединения отрезков трубного проката с отводами, тройниками, другой трубной арматурой;
- сварки трубной доски теплообменников.
Орбитальная сварка труб минимизирует процент брака, увеличивается скорость монтажа трубопроводов, сборки котлов и теплообменников. Упрощается ремонт ТЭС, ТЭЦ, обслуживание нефтепроводов, газовых магистралей, инженерных коммуникаций.
Преимущества и недостатки
Стыковая сварка орбитальными автоматами обеспечивает герметичность трубопроводов за счет качественных швов. Металл проваривается по всей окружности равномерно. Преимущества орбитальной сварки труб:
- снижается риск дефектов шовного валика;
- регулирование дуги снижает область разбрызгивания ванны расплава;
- соединение частей трубопровода, трубных досок можно производить в любом пространсвенном положении;
- широкий диапазон свариваемых сплавов: углеродистых и легированных сталей, цветного металла;
- возможность работать с присадкой и без нее;
- отсутствие окалины на шве;
- процесс протекает без образования дыма.
- высокая стоимость аппаратов;
- сложность ремонта и обслуживания оборудования;
- низкая скорость тонких трубопроводов (головка медленно движется по небольшой орбите).
Оборудование для орбитальной сварки труб
У аппарата для сварки трубопроводов имеется:
- источник электропитания – инвертор, выдающий от 30 до 400 А, подключаемый к однофазной сети напряжением 220 В или трехфазной 380 В, с ним просто контролировать силу рабочего тока;
- вольфрамовый электрод;
- соединительная головка, образующая шов;
- клещевая система крепления, фиксирующая головку на трубе;
- система подачи газа с регулируемым соплом для проволоки;
- блок управления, регулируется:
- частота вращения головки;
- скорость подачи прутка;
- расход инертного газа (объем впрыскивания);
- угол наклона электрода.
Некоторые модели оснащены печатающим устройством, информацию о режиме работы можно вывести на бумагу.
Оборудование для орбитальной сварки применяется при монтаже труб с наружным диаметром от 17 до 170 мм. Выпускают аппараты для аргонодуговой и ручной дуговой сварки в защитной атмосфере трех основных типоразмеров (величина свариваемых труб указана в мм): 17–50; 33–90; 60–170. По согласованию с заказчиком некоторые производители делают фиксирующие клещи другого размера. Верхний предел увеличивают до 275 мм. Разработаны модели для тонкого трубного проката, минимальный наружный размер – 1,6 мм.
Виды орбитальных головок, удерживающих горелку на фиксированном расстоянии от свариваемого металла:
- Закрытого типа рассчитана на соединение труб небольшого диаметра. Стык располагается в камере, заполненной защитным газом. Такие головки считаются самыми надежными, они образуют герметичный шов, не содержащий окислов.
- Открыто типа, аргон или другой инертный газ или специальная смесь поступает в рабочую зону под давлением. Такие головки используют на толстостенных трубах, где стык заваривается за несколько циклов. Горелка для удобства наклоняется под нужным углом до 45°.
Для трубных досок, головки созданы для ремонта теплообменников, регулировка процесса происходит в автоматическом режиме, оператору достаточно установить клещевое крепление.
Предусмотрена система предварительного прогрева электрода и свариваемого металла до необходимой температуры, имеется система охлаждения, по замкнутому контуру циркулирует вода.
Технология сварки
Для выравнивания концов применяют отрезные станки, обеспечивающие вертикальную ровную кромку. Толстостенные трубы подготавливают к работе в заводских условиях: производят разделку кромок, срезают под углом 30°. Тонкостенный прокат заплавляют без присадки.
До орбитальной сварки труб проводятся подготовительные работы. Производится очистка концов от заусенцев, загрязнений. Подготовленные отрезки центруют, укладывают на установленном расстоянии друг от друга. Для орбитальной сварки труб малого диаметра достаточно приобрести съемную головку. Она крепится на универсальных зажимных системах. Поверхность стыка делят на сектора, для каждого задаются индивидуальные режимы с учетом давления собственного веса заготовки в нижней части. Расплавленный металл не должен провисать сверху. Параметры рабочего тока, скорость подачи присадочного прутка устанавливает оператор в зависимости от марки стали, формы заготовки. Орбитальный аппарат крепится в области стыка.
Сваривание металла производится автоматически. После заделки всех секторов оборудование отключается самостоятельно.
Орбитальные аппараты узкоспециальные. Их приобретают для монтажа трубопроводов большой протяженностью, для ремонта теплообменников и котлов. Это наиболее перспективный метод монтажа трубного проката. В быту подобное оборудование применять нецелесообразно из-за длительного периода окупаемости.
Сварка нержавеющих труб: аргонодуговая, орбитальная
Трубопроводы из нержавеющей стали, благодаря уникальным свойствам материала, широко применяются во многих отраслях промышленности и коммунальном хозяйстве. Для получения надежных соединений сварку труб из нержавеющей стали делают по специальным технологиям. Это усложняет монтаж, но в ряде случаев необходимо для выполнения требований нормативных документов. Например, в международных актах указывается, что орбитальную сварку нержавеющих труб нужно применять обязательно, если они контактируют с пищевыми продуктами.

Особенности сварки нержавейки
Чтобы без изъянов сварить трубы из нержавейки, особенно тонкостенные, нужно учитывать ее отличия от обычного металла. Теплопроводность нержавеющей стали на 70% меньше, поэтому металл на стыке перегревается. В результате повышается вероятность прожига. Для устранения этого недостатка значение сварочного тока устанавливают на 20% меньше чем для черного металла.
Из-за большого коэффициента температурного расширения зона стыка может деформироваться и потрескаться. Для устранения последствий этого явления оставляется зазор между свариваемыми трубами. Нагретому металлу есть куда расширяться, поэтому деформация сводится к нулю.
Если соединение выполняется высоколегированными электродами, они будут перегреваться, так как у нержавеющей стали высокое электрическое сопротивление. Поэтому скорость плавления электродов возрастет, а качество шва снизится. Если иной способ сварки невозможен, их нужно укоротить до минимума.
Подготовительные работы
Перед сваркой труб из нержавеющей стали проводится подготовка места стыка. Чтобы шов был качественный, необходимо:
- Зачистить кромки напильником, наждачной бумагой или абразивным инструментом.
- Участки нержавеющих труб возле стыка обезжирить ацетоном. Этот растворитель также помогает поддерживать электрическую дугу на стабильном уровне, что положительно сказывается на качестве соединения.
- Стыкуя трубы не забывать о зазоре между ними, чтобы не было деформации.
- Закрыть теплостойким материалом поверхности возле стыка, чтобы на них не попадали капли расплавленного металла.
Способы сварки труб из нержавеющей стали
В заводских условиях заготовки из нержавеющей стали соединяют лазерной, плазменной и высокочастотной сваркой. Домашним мастерам доступны следующие методы:
- Ручную дуговую сварку выполняют короткой дугой, не двигая электрод поперек шва. Чтобы повысить коррозионную стойкость шва и избежать горячего растрескивания в составе его обмазки должен содержаться феррит. Работа с такими электродами проводится постоянным током обратной полярности. Иначе дуга будет неустойчива. При наложении швов по вертикали и на потолке величина тока снижается на 30%. Электроды перед работой прокаливают, чтобы исключить образование пор водородом.
- Сваркой под флюсом соединяют трубы из нержавеющей стали со стенками толщиной 3 — 50 мм. За счет плавного перехода между основным металлом и швом достигается высокая коррозионная стойкость. Этот способ менее трудоемкий, чем предыдущий, так как кромки обрабатываются при толщине стенок больше 12мм, а не от 4 как при ручном дуговом способе. Работа производится электродом с вылетом в 2 раза меньшим стандартного значения. Флюс предварительно прокаливается.
- При сварке в среде углекислого газа образуется много брызг и оксидная пленка поверх шва. Поэтому коррозийная стойкость соединения невысока. Для ее повышения применяются специальные эмульсии.
- Для сварки в среде инертного газа характерна стабильность дуги и меньшее выгорание легирующих добавок. Работа выполняется постоянным током прямой полярности плавящимися и вольфрамовыми электродами.
Технология аргонодуговой сварки труб из нержавеющей стали
Соединение заготовок из нержавеющей стали этим способом ведут неплавящимся электродом из вольфрама, закрепленного в центре сопла горелки. Через него аргон поступает к стыку, создавая защищенную зону. Шов создается в результате плавления присадочной проволоки, подаваемой вручную или автоматически.
При наложении шва нельзя делать поперечных движений горелкой с электродом и присадочной проволокой. При их выходе за пределы защищенной зоны качество соединения снизится. Сварку рекомендуется проводить с поддувом аргона на обе стороны. Нельзя касаться поверхности заготовок электродом даже для розжига дуги. Опытные сварщики используют для этого пластины из графита или угля, перенося затем дугу на стык. После завершения работы зона стыка в течение 10 — 15 секунд должно находиться в аргоновой среде. Это ускорит остывание шва, и предотвратит окисление электрода.
При сварке труб из нержавейки необходимо обдувать место соединения аргоном как снаружи, так и изнутри. Проблема решается просто:
- в торец одной из труб забивают пробку из любого подручного материала;
- на стык наматывают скотч или изоляционную ленту;
- через торец другой трубы с помощью горелки закачивается аргон;
- после заполнения газом всего объема забивают вторую пробку;
- снимают скотч или изоляционную ленту, начинают сваривание.
Орбитальная сварка нержавеющих труб
В основу этого способа заложен аргонодуговой метод, но сварочная головка движется по окружности трубы, вдоль стыка, создавая непрерывный шов. Отсюда и название. Процесс полностью автоматизирован и контролируется процессором. Длину дуги выставляют путем крепления головки на направляющих в нужном положении.
Программа, заложенная в процессор, изменяет параметры процесса в зависимости от положения головки во время ее движения по орбите. Для этого стык по длине делится на горизонтальные, вертикальные и участки под углом. При прохождении головки по любому из них автоматически изменяются значения параметров:
- скорость движения головки;
- величина сварочного тока;
- скорость подачи присадочной проволоки;
- расход аргона.
Поскольку на всех участках орбиты условия сварки оптимальны, формируется однородный шов высокого качества. Для соединения труб диаметром 8 — 275 мм используется головка открытого типа. На трубопроводах большего сечения, предварительно заполненных инертным газом, применяется закрытая конструкция. Стыковка труб из нержавеющей стали с толстыми стенками проводится в несколько проходов с изменением угла наклона головки. Длительность процесса увеличивается, поэтому в комплект оборудования включается блок ее принудительного охлаждения.
Не важно, каким способом свариваются трубы из нержавеющей стали. Главное качество шва, от которого зависит надежность и срок эксплуатации трубопроводов. Можно и вручную добиться хороших результатов, но лучше обзавестись полуавтоматом для аргонодуговой сварки (TIG). Он универсален и позволяет качественно сваривать различные металлы толщиной от 1 мм.
Орбитальная сварка

Орбитальная сварка применяется при соединении труб большого и малого диаметра в различных промышленных и хозяйственных сферах. Сваривание происходит в автоматическом режиме, для этого используется специальное навесное оборудование. Мастер только задает параметры и контролирует процесс.
По сравнению с ручным способом сварного соединения орбитальная сварка позволяет свести процент брака к минимуму, ускорить выполнение работ, добиться максимального качества исполнения. О том, какое оборудование используется для орбитальной сварки, как проходит сам процесс, вы узнаете из нашего материала.
Отличия ручной и орбитальной сварки труб
Бесповоротный стыковой тип шва является самым сложным видом сварного соединения труб любого диаметра. Для простого соединения двух труб достаточно обладать навыками сварки в любом пространственном положении, которыми чаще всего обладают только мастера высшей квалификации. Многим начинающим сварщикам при формировании верхней части шва кажется, что остальная его часть будет такой же простой, как и начало. На самом деле это не всегда так.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
После верха производится сваривание боковых вертикальных стыков, что уже намного сложнее. А заканчивается процесс выполнением потолочного шва на нижней части трубы. Такая операция для новичков, имеющих недостаточный опыт, – нелегкая задача.

Основные отличия автоматической орбитальной сварки от ручной заключаются в следующем:
- орбитальную головку можно повернуть вокруг обрабатываемой заготовки на угол до 360°;
- технологическая оснащенность процесса современными системами числового управления позволяет свести к минимуму задействование ручного труда оператора;
- чаще всего (в 9 случаях из 10) используются вольфрамовые электроды.
Эффективность орбитальной сварки в большей степени зависит от чистоты применяемого аргона. К примеру, для сварных работ в обычных заводских условиях используется газ чистотой до 99,95 %, а для соединения нержавеющих труб способом орбитальной сварки в некоторых случаях необходим аргон ультравысокой чистоты, значение которой может достигать 99,9998 %.
Сферы применения орбитальной сварки
Оснащенность специальным оборудованием позволяет выполнять всю работу в автоматическом режиме, задача сварщика заключается только в выставлении необходимых настроек и наблюдении за ходом процесса. Кроме этого, подача защитного газа и присадочной проволоки в сварочную зону также осуществляется автоматически. Говоря простым языком, метод орбитальной сварки очень схож со сваркой полуавтоматом, только специалисту отводится не первостепенная роль в процессе, а движение горелки может осуществляться по круговой траектории.
Автоматы орбитальной сварки трубных стыков используются при следующих технологиях:
- ведение работ по линейному монтажу трубопроводов;
- крепление фланцевых соединений;
- соединение отводов, тройников и другой трубной арматуры с отрезками трубного проката;
- сваривание теплообменников из трубы.
Использование установок орбитальной сварки трубопроводов приводит к минимизации брака, увеличению производительности при прокладке трубопроводов, сборке котлов и установке теплообменников. Кроме этого, значительно упрощается обслуживание и ремонт ТЭС, инженерных коммуникаций, газовых магистралей нефтепроводов.
Выполнить технологию орбитальной сварки достаточно просто. Для этого сначала надо установить деталь во вращатель, который предназначается не только для ее фиксации, но и для перемещения, когда в этом возникает необходимость. Помимо этого, в процессе сварного соединения частей труб применяются центраторы. Такое оборудование оснащается сварочной головкой для орбитальной сварки, предназначенной для формирования шва при помощи электрической дуги во время ее перемещения по линии стыка. Здесь не используются какие-либо специфические функции, которые бы удивили сварщика с большим опытом.
Преимущества и недостатки орбитальной сварки
Сегодня популярность использования установок орбитальной сварки с каждым годом увеличивается. Причина этого, безусловно, заключается в наличии ряда следующих особых преимуществ:
- Технология позволяет достичь высокой производительности без снижения эффективности и качества.
- Процесс сваривания можно выполнить как с помощью присадочных материалов, так и без них.
- Орбитальный способ сварки почти исключает шлак и вредные для человеческого организма испарения. Благодаря этому негативное воздействие на сварщика сводится к минимуму.
- Параметры сварки контролируются автоматически. Иначе говоря, сварщик-оператор только задает необходимые настроечные параметры, а рабочий режим поддерживается посредством оборудования.
- Правильный выбор модели сварочной каретки в сочетании с комплексом позволит без особых проблем соединять любые металлы, включая стали и даже титан. Обладая определенными навыками и опытом, сварщик сможет выполнить сварку латунных или бронзовых заготовок.
- Процесс нанесения шва выполним из любого пространственного положения.
- Технологичность процесса позволяет обеспечивать достаточно низкий процент брака. Так как обработку детали производят по заданному алгоритму, а человеческий фактор при этом сведен к нулю, то в итоге получают высококачественные сварные соединения.

У орбитального способа сварки, как и у любого другого метода соединения деталей, имеются свои недостатки, среди которых можно выделить:
- Достаточно большую стоимость оборудования.
- Сложное техническое обслуживание и ремонт оборудования.
- Довольно низкая скорость обработки тонкостенных трубопроводов (зависит от вида применяемой орбитальной головки).
Еще один плюс скрытого характера заключается в том, что сваривание труб одного диаметра дает возможность организовать серийное производство. Надо всего один раз установить оптимальные настройки, и линия запустится до окончания всей партии деталей. А отсутствие человеческого фактора окажет существенное влияние на повышение качества сварного соединения.
Компоненты оборудования для орбитальной сварки
Аппарат орбитальной сварки представляет собой объединение трех крупных узлов: системы подачи газа, источника сварочного тока, кроме этого, используются сварочные «головки». Система подачи газа применяется такая же, как и в любом полуавтоматическом оборудовании. А об источнике тока и сварочной головке стоит сказать немного больше.
Источником тока служит инвертор, способный выдать от 30 до 400 ампер, недалеко от которого размещают газовый баллон. Инвертор имеет программируемую панель управления. Помимо этого, есть модели, оснащенные дистанционным управлением. В корпусе предусматривается установка принтера, который выдает распечатку на бланке с техническими результатами выполненных работ.

Чтобы выполнить настройку оборудования орбитальной сварки, необходимо задать следующие параметры: толщину стенок и диаметр трубы, необходимый объем газа, угол наклона и скорость перемещения электрода, скорость подачи присадочной проволоки, силу сварочного тока и его напряжение.
Существует несколько типов сварочных головок, с помощью которых можно сваривать металлы толщиной до 170 мм. Они, в свою очередь, подразделяются на три основные группы:
- Открытого исполнения. Такой тип головок для орбитальной сварки используют при соединении толстостенных труб, когда необходимо выполнить многократные повторы цикла. Их преимуществом является возможность оператора контролировать длину дуги на протяжении всего процесса.
- Закрытого типа. Процесс орбитальной сварки происходит в камерах закрытого типа, которые заполняются для полной защиты всех элементов инертным газом. Высокий уровень надежности является их основным достоинством. Даже от частичной разгерметизации стыка качество сварного соединения не ухудшится, так как кислород не сможет проникнуть внутрь.
- Для трубных досок. Такая разновидность орбитальной сварки используется для реставрации теплообменников, состоящих из множества элементов. Процесс позволяет значительно упростить соединение деталей, одновременно снижая воздействие человеческого фактора.
Для сварки труб определенного диаметра должны использоваться соответствующие типы головок. Например, для сваривания металла диаметром в диапазонах от10 до 170, от 33 до 90 и от 17 до 50 мм должен использоваться инструмент типа РКВ и РКС.
Орбитальная сварка труб малых диаметров является высокоскоростной, не требующей дополнительного оборудования. В то время как для соединения трубного проката больших размеров потребуются специальные кронштейны, необходимые для передвижения по ним сварочной головки для орбитальной сварки. Траектория перемещения головки также программируется, коррекцию всех настроек можно делать в процессе работы, в том числе и с помощью дистанционного управления. Для достижения максимального качества шва при сваривании труб большого диаметра можно дополнительно менять положение электрода.
Требования к орбитальной сварке и настройка оборудования
При подготовке поверхностей к свариванию выравнивание торцевых поверхностей выполняют на отрезных станках, которые позволяют обеспечить ровную вертикальную кромку. Обработка толстостенных труб производится в заводских условиях: после разделки кромок делается фаска под углом 30°. Прокат с тонкими стенками следует заплавлять без использования присадки.
Рекомендуем статьи
Не существует определенного ГОСТа, в котором была бы полностью описана вся технология орбитальной сварки. Но положения следующих документов можно частично использовать на практике:
- ГОСТ 10157-79. Аргон газообразный и жидкий. Перечислены технические условия применения.
- ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Излагается описание сварочных процессов и приводятся основные определения и термины.
- ГОСТ 6996-66. Сварные соединения. В нем представлены данные о методах определения механических параметров.
- ГОСТ 16037-80. Сварные соединения стальных трубопроводов. Содержит информацию об основных типах, конструктивных элементах и размерах.

Перед проведением орбитальной сварки труб необходимо выполнить подготовку поверхностей. Сначала зачищают концы от загрязнений и заусенцев. После этого следует отцентровать подготовленные заготовки и разместить, выдержав между ними необходимый зазор.
Чтобы выполнить орбитальную сварку труб малого диаметра, достаточно иметь съемную головку, закрепив ее на универсальных приспособлениях зажимного типа. Стыковую поверхность следует разделить на секторы, для каждого задать индивидуальные параметры, учитывая давление собственной массы заготовки в нижней области. Нельзя допускать провисание сверху расплавленного металла.
Выбор параметров скорости подачи присадочного прутка, рабочей силы тока оператор-сварщик производит самостоятельно, опираясь на марку обрабатываемой стали и геометрическую форму детали. Аппарат орбитальной сварки прикрепляется в области стыковой части соединения.
Процесс орбитальной сварки нержавеющих труб выполняется оператором в следующей последовательности:
- настройка орбитальной системы;
- выбор и установка подходящего типа орбитальной головки;
- закрепление аппарата вдоль линии планируемого сварочного шва;
- включение сварочного оборудования.
Если установка выполнена правильно, то сварочный аппарат сам выполнит следующие действия:
- выйдет на режим с помощью прогревания электрода;
- создаст участок шва в первом секторе свариваемых заготовок;
- продолжит соединение труб из нержавеющей стали в оставшихся секторах.
Процесс орбитальной сварки металла выполняется в автоматическом режиме. Когда все секторы будут заделаны, то аппарат отключится самостоятельно.
Орбитальный тип оборудования является узкоспециализированным. Оно используется для ремонта котлов и теплообменников, а также для соединения трубопроводных магистралей большой протяженности. Технология орбитальной сварки нержавеющих труб как метод монтажа трубного проката является одним из наиболее перспективных. В быту использование такого устройства является нецелесообразным по причине большого срока окупаемости.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Комплекс для орбитальной сварки труб малого диаметра из титана и нержавеющей стали
Основной задачей заказчика являлось снижение трудоемкости и ускорение процесса сварки труб диаметрами от 6 до 36 мм с толщиной стенки от 0,5 до 1,5 мм.
Специалисты «ДельтаСвар» предложили для этих целей использовать в производстве закрытые сварочные головки, имеющие минимальные габариты, – OW 38S и OW 12. В результате применения этих головок небольших размеров уменьшается время их переустановки на изделие, а благодаря жидкостному охлаждению достигается высокая продолжительность включения.

Известно, что при орбитальной сварке важнейшую роль играет подготовка труб.
Идеальным решением для торцевания труб малого диаметра является машина RPG 1.5, которая была предложена заказчику в аккумуляторной версии для обеспечения еще большего удобства в обращении.
Для отрезки и торцевания труб большего диаметра был предложен станок GFX 3.0.
Для выполнения поставленной задачи клиента специалисты ООО «ДельтаСвар» произвели расчет себестоимости изделия при ручной работе и расчет трудоемкости процесса на основании количества операций и их продолжительности.
Комплект поставки оборудования включает:
- Новейший источник тока ORBIMAT 180 SW
- Тележка ORBICAR W с встроенным жидкостным охлаждением
- Закрытая головка OW 38S
- Микроголовка OW 12
- Торцеватель RPG 1.5, аккумуляторная версия
- Станок для резки труб GFX 3.0
- Устройство регулирования давления BUP Control BOX
- Пакет программного обеспечения Connectivity IOT/4.0
- Устройство смещения электродов для сварки отводов
Пакет программного обеспечения Connectivity IOT/4.0 позволяет интеллектуальному источнику тока объединить орбитальный сварочный процесс с современнейшей информационной и коммуникационной технологией, обеспечивая наилучшие результаты сварки, высокую рентабельность и стабильное управления качеством.
С помощью уникальной технологии подачи газа «FLOW-FORCE» мы сократили продолжительность циклов сварки и соответственно повысили производительность.
В результате проделанной работы клиент получил полностью автоматизированный процесс орбитальной сварки и подготовки труб малого диаметра с минимальными затратами.



Данный проект может быть реализован в таких отраслях промышленности, как авиационно-космическая отрасль, пищевая, молочная промышленность и производство напитков, фармацевтическая и химическая промышленность, производство трубопроводов.

Поставка комплекта орбитальной сварки для производства теплообменного оборудования
Производство теплообменного оборудования на сегодняшний день является очень перспективным направлением. Оно востребовано на рынке, производимые изделия являются технически сложными, однако и конкуренция остается на достаточно высоком уровне. Не секрет, что именно конкуренция заставляет постоянно повышать качество выпускаемой продукции и оптимизировать все этапы производства. Стабильное качество изделий, минимизация брака и высокая скорость производства — эти три основных аспекта позволяют выго.

Поставка комплекта орбитальной сварки для предприятия пищевой промышленности
Орбитальная сварка является одним из самых востребованных и эффективных способов сварки труб. Особенную популярность она завоевала в фармацевтической и пищевой отраслях промышленности. В компанию «ДельтаСвар» обратилось руководство завода, специализирующегося на проектировании и изготовлении емкостного технологического оборудования для предприятий пищевой промышленности, а также на производстве оборудования для фармацевтических и косметологических производств. .

Поставка комплекса для орбитальной сварки и подготовки труб диаметрами 3-115 мм
В связи с увеличением выпуска продукции руководство одного из крупнейших заводов-производителей, специализирующегося на разработке, производстве, испытаниях, ремонте и обслуживании авиационной техники, обратилось в компанию «ДельтаСвар» с задачей по автоматизации сварки труб. Требовалось сваривать трубы диаметрами от 4 до 80 мм из нержавеющей стали и титана. .

Автоматизация процесса сварки труб в трубную доску
Современное производство стремится максимально механизировать или автоматизировать сварку труб, особенно при их последующем использовании в составе ответственных изделий. В компанию «ДельтаСвар» обратилось предприятие, которое занимается изготовлением и обслуживанием оборудования для нефтехимических производств. Большое количество времени уходит на ручную сварку трубной доски, именно поэтому задачей было автоматизировать этот процесс. .

Поставка оборудования для орбитальной сварки труб диаметром от 3 до 77 мм из нержавеющей стали
Предприятия-производители с каждым годом ставят все более амбициозные цели по улучшению качества продукции и стремятся по максимуму механизировать и автоматизировать свое сварочное производство. Особенно это касается предприятий фармацевтической отрасли, ввиду повышенных требований к качеству сварных швов и высокой конкуренции. .
Высокотехнологичные решения в прецизионной орбитальной сварке труб от компании «ДельтаСвар»
Орбитальная сварка находит применение во многих отраслях промышленности – атомной, нефтехимической, пищевой промышленности, в аэрокосмической отрасли, в судостроении и энергетическом машиностроении. Орбитальные сварочные головки необходимы в тех случаях, когда отсутствует возможность поворота самого свариваемого изделия во время сварки: при сварке неповоротных стыков трубопроводов, приварке фланцев и отводов к трубам, при сварке труб к трубным доскам. Из-за сложности самой технологии орбитальной сварки, создание оборудования под силу только крупным компаниям, специализирующимся на разработках именно в этой области.

Компания «ДельтаСвар» предлагает Вам комплексные решения по подготовке и орбитальной сварке труб большого и малого диаметра от ведущего немецкого производителя систем орбитальной сварки Orbitalum Tools GmbH.
Компания Orbitalum Tools разрабатывает и производит переносные пилы, подрезные станки, устройства для подготовки торцов труб, источники питания для орбитальной сварки с компьютерным управлением, а также открытые и закрытые головки для сварки. Продукция Orbitalum лидирует по эффективности, простоте эксплуатации и безопасной передвижной конструкции, отвечающей требованиям новейших стандартов безопасности.
Предлагаем Вашему вниманию краткий обзор основных устройств орбитальной сварки.
Первым этапом на пути получения качественного сварного соединения является подготовка свариваемых кромок. Прямые резы без деформаций и заусенцев и воспроизводимая подготовка торцов трубы обязательны для процессов орбитальной сварки. Для этого этапа компания Orbitalum разработала целый спектр устройств, позволяющих с высокой точностью и скоростью получить качественный рез, торцовку и разделку кромок трубы.

ORBIMAT C Advanced - компактный источник питания для орбитальной сварки

Орбитальные источники сварочного тока серии ORBIMAT CA оснащены уникальной концепцией управления. Они обеспечивают простоту и удобство эксплуатации благодаря многофункциональному джойстику и 10-и дюймовому цветному графическому дисплею с меню навигации на русском языке.
Автоматизированное программирование генерирует параметры сварки на основе введенных значений диаметра трубы, толщины стенок, материала и сварочного газа. Все модели ORBIMAT CA обладают эксклюзивной новой разработкой - "FLOW FORCE" для сокращения времени подачи газа в закрытых сварочных головках. Функция контроля напряжения (AVC) автоматически вычисляет и программирует длину дуги в "мм" от текущих характеристик напряжения. Это позволяет избежать расчетов необходимого напряжения дуги каждый раз при изменении мощности. Во время осцилляции (OSC), время задержки на каждой из кромок могут быть синхронизированы с настройками высокоимпульсного режима. Встроенный принтер, слот для подключения карты памяти и простое перекодирование протоколов в форматы WORD и EXCEL обеспечивает простое протоколирование процесса сварки.
ORBIWELD S - полностью закрытые, сверхтонкие головки для орбитальной сварки труб с внешним диаметром от 3 до 115 мм

Вследствие исключительно малых размеров закрытые сварочные головки серии ORBIWELD S являются превосходным решением для применения в ограниченном пространстве, которое может иметь место в частности в фармацевтической промышленности и др. Сверхкомпактный дизайн сварочной головки данной серии позволяет фиксировать и сваривать фитинги и отрезки труб с ограниченной длиной и протяженностью.
Для обеспечения легкости в управлении в рукоятку головки встроена панель дистанционного управления, которая позволяет управлять основными операциями прямо с места сварки.
ORBIWELD TP - открытые головки для орбитальной сварки труб с внешним диаметром от 20 до 275 мм

Сварочные головки открытого типа ORBIWELD TP предназначены как для стандартного, так и специального применения. Данные головки прекрасно подходят для использования в цеху и на строительной площадке.
Серия ORBIWELD TP имеет уникальную конструкцию и функциональность. Сверхкомпактная конструкция была получена в результате размещения приводного двигателя в корпус сварочной головки. В исполнении с устройством подачи присадочной проволоки блок подачи расположен достаточно близко к горелке, что обеспечивает точную подачу проволоки, синхронно с импульсами сварочного тока. В условиях производства компактное устройство подачи проволоки более удобно, чем отдельное громоздкое устройство.
Зажимной механизм и зажимы двигаются параллельно относительно друг друга, обеспечивают уверенную фиксацию сварочной головки с большой площадью захвата. Диапазон захвата зажима может регулироваться в зависимости от диаметра трубы поворотом лишь одного винта. Поворот сварочной горелки позволяет производить сварки фланцев. Сварочные головки ORBIWELD TP имеют возможность комплектации функциями AVC и OSC.
Компания «ДельтаСвар» является официальным дистрибьютором Orbitalum Tools GmbH и располагает прекрасно оснащенным залом для демонстрации оборудования орбитальной сварки труб. Вы можете в любое удобное для Вас время договориться о демонстрационных работах, предварительно обсудив с нашими специалистами все необходимые детали для решения Вашей задачи.
Мы подберем для Вас необходимое оборудование для орбитальной сварки, в том числе оборудование для подготовки труб, дополнительные принадлежности, расходные материалы. Мы берем на себя поставку, монтаж техники и пуско-наладочные работы. Гарантия качества поставляемой продукции является одним из неотъемлемых атрибутов нашей деятельности. Высокий профессиональный уровень наших специалистов, накопленный опыт работы в области сварочных технологий позволяют предоставлять клиенту оптимальное решение технической задачи.

Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи. .

Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования. .

Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург! .

Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах. .

Новая линейка оборудования EWM XQ – квинтэссенция инноваций
Тысячи сварочных аппаратов от компании EWM AG успешно выполняют свою задачу на предприятиях России самых разных отраслей, начиная с энергетики и пищевой промышленности, заканчивая – военной и авиационной. Время – объективный критерий. Именно время позволяет оценить качество оборудования, которое выполняет свои задачи каждый трудовой день. Согласно статистике наших клиентов, 10 лет – не возраст для сварочных аппаратов, на корпусе которых гордо расположены три буквы – EWM. .
Читайте также: