Организация сварочных работ в монтажных условиях
Обновлено: 04.10.2024
Сварочно-монтажные работы выполняют для соединения отдельных труб в непрерывную нитку магистрального трубопровода. При производстве сварочно-монтажных работ приняты две основные схемы их организации:
1) сварка отдельных труб длиной 6 и 12м на трубосварочной базе в трубные секции длиной 24 или 36 м с последующей их доставкой на трассу сооружаемого участка;
2) вывоз отдельных труб непосредственно на трассу, где их и сваривают.
При строительстве магистральных трубопроводов применяют, в основном, электродуговую сварку.В этом случае к трубе и к электроду подведены разноименные электрические заряды. При приближении электрода к трубе на определенное расстояние возникает непрерывный электрический разряд, называемый дугой.От тепла электрической дуги металл свариваемых деталей и электрода плавится. При этом металл электрода формирует сварочный шов, упрочняющий место сварки.
В полевых условиях сварку труб магистральных трубопроводов производят с использованием сварочных генераторов- источников постоянного тока. Сварочные генераторы работают от дизельных или карбюраторных двигателей внутреннего сгорания. Для удобства перемещения вдоль трассы строящегося трубопровода сварочный генератор устанавливают на тележку с автомобильными колесами. Широко используют также самоходные сварочные агрегаты, представляющие собой сварочный генератор, установленный на гусеничном тракторе; при этом приводом генератора является двигатель трактора.
Различают ручную и автоматическую электродуговую сварку.
Сварочный пост для ручной электродуговой сваркиоборудуют источником питания электрической дуги (сварочным генератором) и двумя электрическими кабелями с прочной изоляцией, на конце одного из которых находится электрододержатель клещевого типа. Электрододержатель предназначен для крепления и подвода тока к электроду. Второй кабель от источника сварочного тока присоединяют к свариваемой трубе с помощью специального зажима. Рабочий-сварщик перемещает электрододержатель с закрепленным в нем электродом вдоль линии соприкосновения труб и формирует сварочный шов. Каждый электрод состоит из стального стержня диаметром 3. 5 мм, изготовленного из малоуглеродистой проволоки, и специального покрытия на поверхности стержня. Покрытие электродов предназначено для достижения сразу нескольких целей: а) для защиты металла сварного шва от проникновения в него из воздуха азота и кислорода, что значительно повысило бы хрупкость шва; б) для обеспечения стабильного горения дуги; в) для легирования металла сварного шва и т.д. В связи с этим электродные покрытия имеют достаточно сложный состав.
Достоинствами ручной электродуговой сварки является возможность сварки неповоротных стыков трубопровода (т.е. отсутствует необходимость вращения труб) и менее жесткие требования к подготовке труб к сварке, чем при ее выполнении другими способами.
Автоматическая электродуговая сваркабыла разработана в нашей стране в 30-е годы и применяется при сооружении магистральных трубопроводов с 1948 г.
При автоматической сварке применяют не отдельные электроды, а сварочную проволоку диаметром 2. 4 мм, которая подается к месту сварки из бухты. Никакого покрытия проволока не имеет. Вместо этого к месту сварки из бункера сварочной головки непрерывно поступает и укладывается слоем толщиной 40. 50 мм специально приготовленный зернистый материал - флюс. Слой флюса играет ту же роль, что и покрытие электродов.
Сварка закрытой дугой под флюсом обеспечивает хорошее качество сварного шва, несмотря на высокую скорость ее выполнения - 60. 100 м/ч. Однако автоматическую сварку под флюсом можно выполнять только в нижнем положении, что достигается вращением труб - то есть на трубосварочных базах. Однако и здесь автоматическую сварку применяют только после того как трубы будут «прихвачены» друг к другу, т.е. когда ручной сваркой выполнен самый первый (корневой) шов.
До начала сварочных работ проводят подготовку кромок труб: их зачистку и разделку кромок. Зачистканеобходима во избежание образования большого числа пор в сварном шве. Заключается зачистка в том, что торцовую часть каждой трубы на длине около 1 м очищают от грязи, наледи и снега. Кроме того, на расстоянии 10. 20 мм от торца трубы наружную и внутреннюю поверхности труб, а также их кромки очищают от окалины, ржавчины и грязи до металлического блеска стальными щетками или портативными шлифовальными машинками с абразивными кругами. Разделка кромокзаключается в снятии фаски различной формы с торцов труб с целью обеспечения их полного провара. Разделка может быть односторонней, выполняемой с внешней поверхности трубы (ее делают на заводах по производству труб), и двусторонней, выполняемой снаружи и изнутри.
При сборке стыков труб необходимо обеспечить их соосность, совпадение внутренних кромок и сохранение необходимых зазоров. Для этого при проведении сборочно-центровочных операций применяют специальные устройства - внутренние или наружные центраторы. Наиболее качественную сборку стыков обеспечивает применение внутренних центраторов(рис. 19.10). Они снабжены специальным распорным механизмом, выравнивающим кромки труб. Достоинством внутренних центраторов является то, что стык открыт снаружи и поэтому можно вести сварку без предварительной прихватки. Если центратор достаточно мощный, то с его помощью можно даже устранить овальность концов труб. Внутри труб внутренний центратор перемещают вручную с помощью длинной штанги, либо с использованием электродвигателя.
Наружные центраторы(рис. 19.11) применяются в тех случаях, когда невозможно применение внутренних (например, при сварке захлестов). Они представляют собой многозвенную конструкцию, охватывающую торцы обеих труб снаружи. Стыки, собранные с помощью наружных звенных центраторов, фиксируют с помощью коротких швов длиной 60. 80 мм, называемых прихватками, после чего наружный центратор снимают со стыка и накладывают сплошной шов.
С 1952 г. на строительстве магистральных трубопроводов применяется электроконтактная стыковая сварка оплавлением.Она предусматривает нагрев торцов труб до высокой температуры и их последующее соединение под воздействием осевого сдавливания. Преимуществом электроконтактной сварки является ее высокая производительность, поскольку сварное соединение в данном случае образуется сразу по всему периметру стыка в течение 5. 10 мин. При электродуговой же сварке сварное соединение формируется последовательным наложением нескольких слоев шва по периметру трубы.
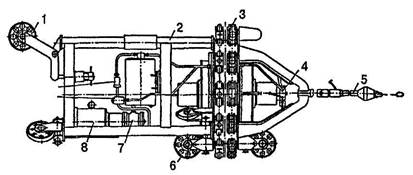
Рис. 1910. Общий вид внутреннего центратора ЦВ-102:
1 - рамки; 2 - рама; 3 - центрирующий механизм; 4 - гидрораспределитель; 5 - штанга; 6 - опорные колеса; 7 - поршневой насос; 8 - электродвигатель постоянного тока; 9 - обратный клапан; 10 - предохранительный клапан
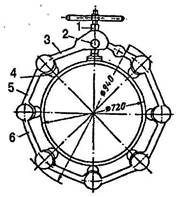
Рис. 9.11. Наружный многозвенный центратор:
1 - натяжной винт; 2 - крестовина; 3 - накидной замок; 4 - рамки; 5,6- звенья
Основой установки для электроконтактной сварки являются кольцевые трансформаторы, устанавливаемые на торцы свариваемых труб. Кроме того, в состав установки входят механизмы центровки труб, равномерного подвода тока, перемещения труб в процессе оплавления, а также снятия частиц затвердевшего металла (грата) с внутренней и наружной поверхности труб. Все перечисленные операции выполняют передвижные комплексы «Север».
Недостатком электроконтактной сварки являются более жесткие требования к торцам труб (меньшие допуски по овальности, разностенно-сти и др.), чем при электродуговой и автоматической сварке.
К перспективным методам сварки труб относятся сварка лазером, трением, взрывом и т.д.
Организация сварочных работ в монтажных условиях
Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА И ОРГАНИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА МОНТАЖНЫХ И СТРОИТЕЛЬНЫХ ПРЕДПРИЯТИЙ
Дата введения 1991-07-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом N 242 от 14.05.91
2. Срок первой проверки - 1995 г.
периодичность проверки - 1 раз в 5 лет.
3. ВЗАМЕН ОСТ 95 930-82 и ОСТ 95 944-82
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, перечисления, приложения
СНиП IV-5-84 (сборник 9, 16, 22, 24, 25)
Нормативы трудоемкости и планово-расчетные цены сварочных работ на 10 кг наплавленного металла
Сборник нормативов трудоемкости, себестоимости и планово-расчетных цен на сварочные работы
Настоящий руководящий документ устанавливает требования по проведению технологической подготовки сварочного производства и организации выполнения сварочных работ строительно-монтажных предприятий.
Руководящий документ предназначается для монтажных (механо-монтажных, электромонтажных) и строительных предприятий (трестов, управлений), включая входящие в их состав промышленные предприятия, выполняющих сварочные работы.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Руководящий документ разработан с учетом Закона о предприятиях в СССР и предусматривает дальнейшее совершенствование единой системы технологической подготовки сварочного производства и организации выполнения сварочных работ, включающей взаиморасчеты между сварочными и строительно-монтажными подразделениями.
1.2. Технологическая подготовка сварочного производства должна обеспечить:
повышение эффективности сварочного производства;
сокращение сроков и затрат на подготовку сварочного производства;
повышение производительности труда при выполнении сварочных работ;
экономию материальных и трудовых ресурсов;
повышение качества сварочных работ.
1.3. Организация выполнения сварочных работ основывается на:
хозрасчетных методах организации труда;
технологической подготовке производства;
создании специализированных бригад;
оперативном изменении расстановки сварщиков в зависимости от изменяющегося фронта работ.
2. ФУНКЦИИ И ЗАДАЧИ СВАРОЧНОЙ СЛУЖБЫ ПРЕДПРИЯТИЯ
2.1. Сварочная служба является структурным подразделением предприятия и в своей деятельности руководствуется Законом о предприятиях в СССР*, приказами руководства, рекомендациями головного предприятия по сварке и нормативно-технической документацией (НТД).
* На территории Российской Федерации документ не действует. Утратил силу на основании Закона СССР от 7 марта 1991 года N 2015-1, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.2. Каждое предприятие на основании данного руководящего документа разрабатывает конкретное положение о сварочной службе с учетом специфики производства.
2.3. Типовые положения о сварочных службах предприятий (механо-монтажных, электромонтажных, строительных) приведены в приложении 1.
2.4. Количественный и качественный состав сварочной службы предприятия и распределение специалистов по подразделениям определяются на каждом предприятии Главным сварщиком в зависимости от объемов и характера выполняемых работ.
2.5. Типовые должностные инструкции на специалистов сварочной службы приведены в приложении 2.
В должностных инструкциях установлены основные права и обязанности специалистов сварочной службы.
2.6. Основные функции сварочной службы предприятия
2.6.1. Основными функциями сварочной службы предприятия по технологической подготовке производства являются:
организация и управление процессом технологической подготовки сварочного производства;
разработка технологических процессов на сварку;
организация приобретения сварочного оборудования и его ремонта;
организация приобретения сварочных материалов;
организация проектирования и изготовления средств технологического оснащения сварочного производства;
обеспечение технологичности сварных конструкций.
2.6.2. Основные функции сварочной службы предприятия по организации выполнения сварочных работ включают:
эффективное и качественное обеспечение производства сварочных работ в установленные сроки;
учет трудовых и материальных ресурсов.
2.7. Основные задачи сварочной службы предприятия
2.7.1. Основными задачами сварочной службы предприятия по проведению технологической подготовки сварочного производства являются:
участие в разработке конструкторской документации деталировочных чертежей конструкций металлических (КМД), деталировочных чертежей технологических трубопроводов (КТД) и чертежей других конструкций с целью обеспечения технологичности, которое заключается в выдаче рекомендаций по подготовке кромок под сварку и вариантов укрупнения конструкций, а при разработке указанной документации другими предприятиями - ее согласовании;
разработка технологических процессов и другой технической документации на производство сварочных работ;
разработка проектов производства работ (ППР) и составление сетевых графиков в составе общих ППР на монтаж;
разработка технических заданий на проектирование средств технологического оснащения, в случае невозможности применение стандартной переналаживаемой технологической оснастки, предусмотренной Р 50-54-11;
сварка образцов для проведения испытаний и входного контроля сварочных материалов;
подготовка сварочного оборудования;
обеспечение проведения обучения, аттестации и паспортизации сварщиков;
освоение и внедрение новой сварочной техники и технологии;
контроль за выполнением этапов технологической подготовки сварочного производства.
2.7.2. Основными задачами сварочной службы предприятия по организации выполнения сварочных работ являются:
обеспечение качества сварочных работ в соответствии с требованиями НТД на изделия (объекты);
оперативное выполнение сварочных работ;
повышение производительности труда в сварочном производстве и снижение себестоимости сварочных работ на основе их технического и организационного совершенствования, в том числе применения прогрессивной технологии и повышения уровня механизации работ;
повышение культуры производства и улучшение условий труда.
3. ПОРЯДОК ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ СВАРОЧНОГО ПРОИЗВОДСТВА
3.1. Порядок разработки технологических процессов на производство сварочных работ
3.1.1. Технологический процесс на производство сварочных работ при изготовлении сварных конструкций на промышленных предприятиях должен быть разработан и оформлен в соответствии с требованиями стандартов Единой системы технологической документации (ЕСТД).
3.1.2. Технологический процесс на производство сварочных работ при монтаже конструкций разрабатывается на формах технологической документации с учетом требований стандартов ЕСТД на основе типовых технологических процессов.
3.1.3. Технологический процесс на производство сварочных работ разрабатывается в виде самостоятельного документа или входит составной частью в общий технологический процесс сборки и монтажа конструкций.
3.1.4. Технологический процесс должен содержать:
требования к сборке под сварку;
требования к сварочным материалам;
требования к квалификации рабочих-сварщиков и инженерно-технических работников (ИТР);
требования к сварке и ориентировочные режимы сварки;
вид сварочного оборудования и технологическую оснастку;
режимы термообработки (при необходимости);
вид оборудования для термообработки;
трудовые и материальные нормативы;
массу наплавленного металла;
методы и объемы контроля качества сварных соединений.
3.1.5. При разработке технологических процессов должно учитываться обеспечение сварочного производства необходимыми материальными ресурсами на стадии подготовки и проведения сварочных работ.
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
от 11 декабря 2020 года N 519
(с изменениями на 25 июля 2022 года)
Документ с изменениями, внесенными:
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 марта 2023 г.
(Пункт в редакции, введенной в действие со 2 сентября 2022 года приказом Ростехнадзора от 25 июля 2022 года N 238. - См. предыдущую редакцию)
в Министерстве юстиции
30 декабря 2020 года,
регистрационный N 61964
УТВЕРЖДЕНЫ
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 11 декабря 2020 года N 519
Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах"
I. Общие положения
1. Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588; 2018, N 31, ст.4860) (далее - Федеральный закон N 116-ФЗ), Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденным постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст.3348; 2020, N 27, ст.4248).
2. ФНП устанавливают требования к организации и производству сварочных работ, выполняемых на опасных производственных объектах (далее - ОПО), технических устройствах и сооружениях ОПО, поднадзорных Ростехнадзору и его территориальным органам или иным федеральным органам исполнительной власти в области промышленной безопасности и иным органам (далее - федеральные органы исполнительной власти в области промышленной безопасности), полномочия и права которых в области промышленной безопасности определены в соответствии с положениями статьи 5 Федерального закона N 116-ФЗ.
3. Требования ФНП при изготовлении технических устройств, конструкций и изделий, предназначенных для эксплуатации на ОПО, применяются в части, не противоречащей требованиям технических регламентов, разработанных в соответствии с Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" (Собрание законодательства Российской Федерации, 2002, N 52, ст.5140; 2018, N 49, ст.7521) и технических регламентов Евразийского экономического союза.
4. Требования ФНП обязательны для исполнения юридическими лицами, индивидуальными предпринимателями, их работниками из числа персонала сварочного производства, осуществляющими производство работ по сварке, пайке, наплавке и прихватке (далее - сварка) применяемых и (или) эксплуатируемых на ОПО сооружений и технических устройств, других конструкций и изделий, в том числе сборочных единиц, деталей, полуфабрикатов и заготовок (далее также - объект сварки) при осуществлении деятельности в области промышленной безопасности.
5. К указанным в пункте 2 ФНП сварочным работам относится производственная деятельность, осуществляемая персоналом сварочного производства с применением сварочных и родственных процессов, сварочных материалов и оборудования с соблюдением норм, правил, методик и условий для получения сварных соединений (наплавок) с качеством, соответствующим нормативным требованиям.
II. Требования к юридическим лицам, индивидуальным предпринимателям и персоналу сварочного производства
6. Персонал сварочного производства (сварщики, операторы, специалисты сварочного производства, контролеры сварочных работ, выполняющие операции сварочного производства, влияющие на качество сварной продукции) юридического лица, его филиала (обособленного подразделения) (далее - организация), индивидуального предпринимателя, осуществляющих сварочные работы, определяется такой организацией или индивидуальным предпринимателем и должен обеспечивать:
техническую и технологическую подготовку и выполнение сварочных работ с соблюдением требований ФНП и предусмотренных проектной (конструкторской) документацией нормативных документов по сварке и неразрушающему контролю сварного соединения;
безопасную эксплуатацию, обслуживание и ремонт сварочного оборудования;
соблюдение технологий сварки;
контроль качества сварных соединений.
7. Количество и квалификация сварщиков и специалистов сварочного производства, количество и сварочно-технологические характеристики сварочного оборудования и сварочных материалов, применяемые аттестованные технологии сварки, должны обеспечить получение сварных соединений с качеством, соответствующим требованиям нормативной документации, устанавливающей в определенной области применения комплекс норм, правил, требований, применяемых при производстве сварочных работ и контроле их качества (далее - НД), и (или) проектной (конструкторской) документации конкретного объекта сварки.
8. Сведения о численном составе и квалификации персонала сварочного производства, о наличии и техническом состоянии основного и вспомогательного оборудования для сборки, сварки и обработки сварных соединений, о применяемых технологиях сварки, должны быть систематизированы и документированы в соответствии с порядком, установленным распорядительным документом организации или индивидуального предпринимателя.
9. Сварщики и специалисты сварочного производства, выполняющие сварочные работы, должны обладать квалификацией, соответствующей видам выполняемых работ и применяемых при этом технологий сварки, и быть аттестованными для соответствующих способов сварки, видов конструкций, положений при сварке, основных и сварочных материалов. Процедуры аттестации должны осуществляться и оформляться с применением цифровых технологий, а содержание аттестационных документов должно быть доступно в электронном виде.
10. Сварщики и специалисты сварочного производства могут быть допущены к выполнению сварочных работ, указанных в действующих документах (далее - аттестационных удостоверениях), выданных после прохождения аттестации на основании положительных результатов аттестационных испытаний, подтверждающих возможность выполнения сварочных работ аттестованным лицом в установленной области, независимыми аттестационными центрами, реализующими комплекс организационных и технических требований и методик аттестации сварочного производства, в целях обеспечения безопасной эксплуатации ОПО. К независимым аттестационным центрам относятся юридические лица, осуществляющие процедуры аттестации сварочного производства, располагающие квалифицированным персоналом по технологиям сварки, применяемым на опасных производственных объектах, и оснащенные сварочным оборудованием и средствами контроля сварных соединений.
11. Личные шифры клейм сварщиков (уникальный шифр, содержащий четырёхзначное буквенно-цифровое сочетание, присваиваемый сварщику при положительных результатах первичной аттестации и остающийся неизменным при последующих аттестациях), указанные в аттестационных удостоверениях, должны быть закреплены за сварщиками распорядительным документом организации или индивидуального предпринимателя, выполняющих сварочные работы.
12. Сварочные работы должны выполнять организации или индивидуальные предприниматели, прошедшие процедуры проверки готовности к применению аттестованных технологий сварки на опасных производственных объектах.
13. Проверка готовности к применению аттестованных технологий сварки с целью определения наличия у организации или индивидуального предпринимателя технических, организационных и квалификационных возможностей для выполнения сварочных (наплавочных) работ по применяемым им аттестованным технологиям, а также соответствия качества выполненных при аттестации контрольных сварных соединений (наплавок) требованиям НД и (или) проектной (конструкторской) документации на сварные конструкции, осуществляется независимыми аттестационными центрами с учетом особенностей применяемой технологии сварки в условиях конкретного производства сварочных работ, выполняемых каждой организацией или индивидуальным предпринимателем. Процедуры проверки готовности должны осуществляться и оформляться с применением цифровых технологий, а содержание документов о проверке готовности должно быть доступно в электронном виде.
14. При проверке готовности к применению аттестованных технологий сварки независимый аттестационный центр оценивает:
наличие персонала сварочного производства, сварочного и вспомогательного оборудования, сварочных материалов, предусмотренных утвержденной организацией или индивидуальным предпринимателем производственно-технологической документацией по сварке (далее - ПТД), если иное не установлено техническими регламентами, принятыми в соответствии с законодательством Российской Федерации о техническом регулировании;
соблюдение требований технологических карт сварки и соответствие качества выполненных контрольных сварных соединений требованиям НД и (или) проектной (конструкторской) документации.
15. Выполнение контрольных сварных соединений (в том числе наплавки) с целью проведения аттестационных испытаний для оценки соответствия их характеристик и свойств заявленным организацией индивидуальным предпринимателем нормативным требованиям при проверке готовности к применению аттестованных технологий сварки осуществляется на месте производства сварочных работ.
16. Положительные результаты проверки готовности к применению технологии сварки оформляются документом с указанием подтвержденных характеристик сварочных работ, к которым могут быть допущены организации и индивидуальные предприниматели.
III. Организация и выполнение сварочных работ
17. Руководитель организации, или индивидуальный предприниматель, или уполномоченное ими должностное лицо обеспечивает организацию и выполнение сварочных работ.
Руководитель независимого аттестационного центра или уполномоченное им должностное лицо обеспечивает организацию и выполнение аттестационных процедур.
18. Сварочные работы должны выполняться в соответствии с ПТД, разработанной специалистом сварочного производства, обладающим соответствующей квалификацией, и утвержденной руководителем или техническим руководителем организации или индивидуальным предпринимателем, осуществляющими сварочные работы.
19. ПТД должна быть разработана на основании проектной (конструкторской) документации, требований нормативных правовых актов и нормативных документов, действующих на территории Российской Федерации. Международные стандарты, региональные стандарты, региональные своды правил, стандарты иностранных государств и своды правил иностранных государств могут быть применены при разработке ПТД после их регистрации в Федеральном информационном фонде технических регламентов и стандартов.
20. В ПТД, включающей технологические инструкции и технологические (маршрутные, операционные) карты сварки (далее - технологические карты сварки), применительно к выполняемым сварочным работам должны быть установлены:
требования к квалификации, аттестации и допускным испытаниям сварщиков;
требования к сборке соединений, включая способы и режимы выполнения прихваток, указания по приварке временных технологических креплений;
конструкция нестандартизированных сварных соединений (например, стыковых соединений деталей разной толщины);
требования к хранению и подготовке к использованию сварочных материалов;
сочетания марок основных и сварочных материалов;
типоразмеры сварочных материалов (диаметр электрода и (или) проволоки, ширина и толщина ленты);
используемое сварочное оборудование;
род и полярность сварочного тока;
типы выполняемых сварных соединений;
режимы сварки применительно к выполнению конкретных сварных соединений;
необходимость, методы и режимы предварительного и сопутствующего сварке подогрева;
пространственные положения при сварке;
порядок и последовательность выполнения сварного шва (наплавки);
способы защиты зоны сварки;
порядок и способы маркировки сварных соединений;
методы и объемы неразрушающего контроля качества сварных соединений и механических испытаний (при наличии требований НД);
требования к исправлению дефектов (ремонту) сварных соединений и контролю после исправления.
21. Конструктивные элементы сварных соединений, режимы сварки, последовательность операций, технические и технологические особенности процесса сварки, методы и объемы контроля, обеспечивающие качество сварных соединений, должны быть указаны в технологических картах сварки, являющихся составной частью производственно-технологической документации, содержащей графические изображения элементов сварных соединений с указанием размеров и допусков, характеристик применяемых материалов и оборудования, последовательности выполнения операций и режимов выполнения сборки и сварки, объемы и методы контроля качества сварных соединений, нормы оценки качества.
22. В требованиях по сборке деталей под сварку, содержащихся в ПТД, должны быть приведены:
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
УТВЕРЖДЕН Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.
Разработчик ОАО "Оргэнергострой"
Составители: С.С.Якобсон, канд. техн. наук; Н.Д.Курносова, канд. техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
Утвержден заместителем министра топлива и энергетики Российской Федерации Ю.В.Корсуном 14.03.96 г. и заместителем министра строительства Российской Федерации С.И.Полтавцевым 20.05.96 г.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34 15 132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям "Правил аттестации сварщиков", утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в "Правилах аттестации сварщиков".
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с "Правилами аттестации сварщиков", к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с "Правилами аттестации специалистов неразрушающего контроля", утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
"Правил технической эксплуатации электроустановок потребителей";
"Правил техники безопасности при эксплуатации электроустановок потребителей";
"Санитарных правил при проведении рентгеновской дефектоскопии", N 2191-80;
"Санитарных правил при радиоизотопной дефектоскопии", N 1171-74*;
* На территории Российской Федерации документ не действует. Действуют СП 2.6.1.3241-14. - Примечание изготовителя базы данных.
* На территории Российской Федерации документ не действует. Следует руководствоваться Правилами противопожарного режима в Российской Федерации. - Примечание изготовителя базы данных.
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл.1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм, при 250 А - 25 мм, при 300 А - 50 мм. Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Безопасная организация сварочных работ. Основные ошибки и нарушения
Нормативно-правовые акты по вопросам безопасной организации работ сварщика устанавливают нижний порог качества для СИЗ, технического оборудования и порядка их эксплуатации. При осуществлении государственного надзора за соблюдением безопасных условий труда выявляется множество ошибок и нарушений: на бумаге все расписано четко и по закону, соответствует требованиям, но на деле не в полной мере отслеживается порядок эксплуатации и состояние СИЗ, не проводится инструктаж. Об основных ошибках при организации сварочных работ расскажем в статье.

Факторы, влияющие на безопасность условий труда сварщика
На первом месте травматизма сварщиков со смертельным исходом стоит падение с высоты. Как правило, костюмом работника снабжают, а вот средствами механизации и средствами защиты при работе, например, на монтажном горизонте или при сварке кранового оборудования на высоте его не обеспечивают. Это свидетельствует о том, что средства индивидуальной защиты — не панацея, а дополнительная контрольная мера по усилению защиты от вредных факторов, которая работает лишь при должном осуществлении иных защитных мер.
Существует три составляющих, которые влияют на обеспечение безопасности сварщика:
- финансовая стабильность предприятия;
- принцип социальной ответственности руководства предприятия с четким ориентиром на создание безопасных условий труда;
- порядок эксплуатации СИЗ.
Разберем подробно каждый фактор, вытекающие из него ошибки и нарушения.
Взаимосвязь финансовой стабильности предприятия и нарушений требований безопасности труда сварщика
Практика выявления нарушений позволяет отследить прямую зависимость между позицией предприятия на рынке и уровнем обеспечения безопасности при проведении сварочных работ. Существует три ступени финансовой стабильности организаций и три соответствующих подхода к обеспечению защитных мероприятий:
1. Крупные и стабильные предприятия. В таких компаниях развит социально-ориентированный подход, который подразумевает качественную аналитическую работу по обеспечению СИЗ: купирование риска происходит в первую очередь на технологическом и производственном уровнях. Также, несмотря на дополнительные финансовые издержки, работодатель заинтересован в закупке для сварщиков таких СИЗ, которые перекрывают даже гипотетические риски. Безусловным ориентиром для такого руководителя является стопроцентная уверенность в том, что мероприятия по защите проведены не формально, а качественно и на всех уровнях. Социально-ориентированный подход свидетельствует о положительной тенденции в вопросе организации безопасности сварочных работ.
2. Предприятия более мелкого уровня. Их цель — минимизация затрат на СИЗ. К таким производствам относятся те, которые не имеют четкой позиции на рынке, стабильности заказов и оплаты финансовых услуг (рваные оплаты от подряда к подряду). Предприятие стремится сократить расходы на СИЗ и на соответствующие защитные меры, то есть работодатель больше ориентирован на формальное соблюдение правил, а не на сохранение здоровья и жизни человека.
Еще одна особенность организаций такого уровня: отсутствие системности и стабильности технологических процессов. Например, в штате предприятия всего два сварщика, сегодня они работают на высоте, а завтра в ОЗП (ограниченное и замкнутое пространство). Обеспечение безопасности на таких участках должно быть абсолютно разным, но об этом никто не думает. При анализе производственного травматизма частый ответ работодателя состоит в том, что со своей стороны он обеспечил сварщика СИЗ. При этом отсутствует понимание того, что обеспечение работников СИЗ является не отчетной мерой, а защитой сварщика с конкретной привязкой к конкретному технологическому процессу на определенном участке работ. Без этого предварительного анализа обеспечение СИЗ имеет половинчатую степень защиты.
О том, как обеспечивать безопасность работ в ОЗП, рассказывал Арсений Назаров в статье Что инспекторы ГИТ будут проверять по новым правилам работы в ОЗП
3. Финансово нестабильные предприятия или недобросовестное руководство: сугубо формальный подход. Этот кластер работодателей не стремится обеспечить безопасность работника. Любой ценой они хотят выполнить требования на бумаге, уровень защиты сварщиков их не интересует. Такие предприятия экономят на СИЗ, а купирование риска на других уровнях не происходит.
Таким образом, позиция организации на рынке напрямую влияет на уровень обеспечения безопасных условий труда сварщика. Без риск-ориентированного подхода, отвечающего на вопросы: «Как обеспечить безопасность и что для этого нужно? Как сделать работу сварщика комфортной и соблюсти при этом все меры для его безопасности?», — работники не смогут избежать получения травм.
Принцип социальной ответственности руководства: системный подход
При несчастных случаях со смертельным исходом в первую очередь проверяется, все ли было сделано для обеспечения безопасных условий труда и возможности работы конкретного лица (сварщика) на объекте, только после этого анализируется правомерность действий самого сварщика.
Работу сварщиков регулируют ПОТ при выполнении электросварочных и газосварочных работ и ст.214 ТК РФ, согласно которой они должны:
- знать и соблюдать требования охраны труда;
- правильно применять СИЗ;
- проходить обучения и стажировки.
Но инициатором и источником этих обучений является работодатель, а именно инженеры и руководители технических служб.
В штате организаций должны быть люди, которые занимаются обеспечением подготовительного периода до работы сварщика: какие СИЗ применять в предложенных условиях, какое оборудование, как залезть (на высоту, в подземные коллекторы, на крышу). Инженерно-технический работник любого звена — организатор процесса сварочных работ, именно он обязан обеспечить безопасность и инструктаж.
Эксплуатация СИЗ: основные ошибки
На этапе снабжения сварщика средствами индивидуальной защиты необходим системный подход, который должен предугадать возможные риски. Уровень защиты сварщика зависит от:
- качества обуви;
- состояния формы (СИЗ);
- обучения правильной эксплуатации СИЗ.
Обувь должна быть не просто удобной, но и унифицированной:
- диэлектрической;
- разного вида в зависимости от поверхности, на которой проводятся сварочные работы: обувь для крыши, высоты, для работ наземных и в ОЗП.
Средства индивидуальной защиты должны предоставляться в полной мере и заменяться при первой необходимости. При закупке СИЗ не может быть обоснования «это дополнительные расходы»: сварщик выполняет узкопрофильную работу, связанную с большими рисками, поэтому форма, защитные маски и обувь подлежат своевременной замене. Даже маленькая дырочка в сварочном костюме или неплотное прилегание маски к лицу способны привести к фатальным последствиям: вспыхивание нижней одежды в кратчайший срок, и как следствие – ожоги или смерть. Также ремонт СИЗ должен производиться в специальных организациях.
Правильная эксплуатация СИЗ — фактор, о котором чаще всего забывают. Можно купить дорогие средства индивидуальной защиты, но не научить человека ими пользоваться, и тогда вероятность несчастных случаев, травм и летальных исходов возрастает в разы.
Что важно знать об особенностях государственного регулирования
Пользоваться, и тогда вероятность несчастных случаев, травм и летальных исходов возрастает в разы.
Федеральное законодательство — не безоговорочное руководство к действию, а лишь векторное обозначение правил. Оно ставит нижнюю планку качества, а система управления охраны труда на самом предприятии выступает в роли комплексного решения, как риск-ориентированный подход к конкретным сотрудникам и специфике их работы. Невозможно прописать четкие правила для каждого места проведения сварочных работ, потому что существует множество непредсказуемых факторов: погодные условия, разная высота или глубина (если речь об ОЗП) и иные особенности, присущие конкретной локации.
На предприятиях могут внедряться корпоративные стандарты или стандарты качества по обеспечению безопасности: организации на основе типовых отраслевых норм могут разработать свой локальный нормативно-правовой акт, где для каждой специальности будет прописан набор СИЗ (он должен быть не меньше рекомендуемого по типовым отраслевым нормам). Этот локальный акт согласуется с собственным профсоюзом либо общественной организацией, представляющей интересы работников, и вводится приказом руководства.
Только при исполнении полного спектра требований обеспечения безопасной работы сварщика (закупка качественного оборудования, разработка технологического процесса, качественные СИЗ и их своевременный ремонт или замена, аналитическая работа по предусмотрению рисков труда сварщика) будет соблюдена максимальная безопасность.
Читайте также: