Оснастка для сварочного оборудования
Обновлено: 19.05.2024

Оборудование сварочного поста – это подготовка рабочего места сварщика: установка необходимого оборудования, закупка расходников, обеспечение комфортных условий, а также обязательное соблюдение техники безопасности.
В зависимости от типа сварки отличается и то, как и чем будет оборудоваться сварочный пост. Из нашего материала вы узнаете о наиболее важных нюансах организации места работы сварщика.
Основные принципы оборудования сварочного поста
Сварочным постом является такое рабочее место и пространство, где сварщик может без особого труда выполнять свою работу в комфортных и безопасных условиях, а вся необходимая рабочая оснастка и инструмент, а также расходные материалы всегда находятся в зоне доступа.
При обустройстве сварочного поста должны быть выполнены все правила и нормы охраны труда и пожарной безопасности. Соблюдение таких условий позволяет обеспечить сохранность здоровья специалистов-сварщиков и получать максимальную производственную эффективность. Во время обустройства поста особое значение необходимо придавать соблюдению требований пожарной безопасности. Чтобы выполнить все эти условия в полном объеме, необходимо внимательно изучить специфические особенности разных видов сварочных постов.
По типу оборудования сварочные посты делятся на:
- Газосварочные. Их основное отличие заключается в том, что при расплавлении зоны шва металлических заготовок используется энергия, возникающая при горении газа в специальной горелке. Из-за специфики газосварочных работ рабочий кабинет сварщика должен быть обеспечен местной вытяжной вентиляцией. Все поверхности рабочего стола и предметы, находящиеся на прилегающей к нему территории должны быть изготовлены из негорючих материалов.
- Электросварочные. Работы, связанные с электрической сваркой, являются не менее опасными, чем при газовой. При оборудовании рабочего места сварочного поста, помимо надежной системы вентиляции воздуха, должны быть обеспечены все условия для защиты работника от поражения электрическим током.
Очень важным можно считать тот факт, что какой бы из вышеперечисленных методов сварки или резки металла ни применялся, закрытое рабочее пространство сварщика обязательно должно быть оснащено системой вентилирования помещения. Кроме вытяжки, основное оборудование сварочного поста должно иметь приточную естественную или принудительную подачу свежего воздуха.

В зависимости от назначения, сварочные посты могут быть:
- Стационарными. Представляют собой ограниченное, специально оборудованное для сварки пространство в производственном помещении. Не передвижное рабочее место оборудуют для удобства столом с поворотным механизмом или плитой, ограждают ширмами. Над столом монтируют отсосы, соединенные с вытяжной вентиляцией.
- Передвижными (временными). Представляют собой периодически переносимые конструкции, которые может передвинуть в пределах рабочей площади один человек. Широко используются при сварке крупногабаритных конструкций. Могут применяться как в помещениях (производственных участках, цехах, судостроительных доках и т. п.), так и на открытых площадях (строительных площадках, при монтаже нестандартных крупногабаритных конструкций и т. д.).
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Оборудование стационарного сварочного поста наиболее применимо для сваривания небольших и средних металлических заготовок. Для соединения громоздких конструкций такая разновидность поста не используется. Сварочная кабина, которая в то же время является «стенами» этого участка, изготавливается из металлического оцинкованного листового материала. Такое ограждение очень устойчиво к высоким температурам и ультрафиолетовому излучению.
Большое преимущество оборудования мобильного сварочного поста заключается в том, что создавать для работы какие-нибудь дополнительные условия не нужно. Навес сможет защитить от осадков, а боковые жесткие ширмы – от ветра. В хорошую погоду сварку деталей можно производить без всякой защиты.
Дополнительную сварочную оснастку и инструменты размещают в ящичках инструментальной тумбы, а при необходимости искусственного освещения локально устанавливают осветительные приборы. Оборудование как стационарных, так и передвижных (временных) постов, которое подключается к электросети, должно иметь надежное заземление.
Оборудование сварочных постов для дуговой сварки
При оборудовании стационарного или передвижного сварочного поста для электродуговой сварки необходимо выполнить следующие условия:
- подключить рабочий стол и корпусы оборудования к системе заземления;
- поверхности рабочего стола обеспечить хорошей освещенностью (допускается комбинация из искусственного и естественного света);
- изготовить половое покрытие из огнестойкого материала;
- крышку стола изготовить из чугуна или стали толщиной не менее 20 мм, подсоединить к ней кабель массы;
- стол сварщика оснастить ящиками или карманами для размещения технической документации, электродов, рабочего инструмента и оснастки;
- для проведения сварки сидя оснастить рабочее место табуретом из крепкого изоляционного материала;
- под ноги подстелить резиновый коврик.
При сварке на открытом воздухе для защиты от дождя, снега, солнца рабочее место должно быть обустроено навесом (можно использовать тент из любого водонепроницаемого материала).
1. Оборудование стационарного сварочного поста.

Подобное оборудование представляет собой находящуюся над уровнем пола кабину с открытым верхом. Его применяют для сварки деталей средних и маленьких и размеров, для крупногабаритных металлоконструкций оно не применяется. Стены кабины обычно изготавливают из листовых металлов, которые впоследствии красят цинкосодержащими красками или выбирают другие виды покрытий, характеризующиеся устойчивостью к инфракрасному излучению и высоким температурам (к примеру, краска желтого цвета из хромо-свинцовой соли, белила на основе титана или иные современные препараты).
Рекомендуем статьи по металлообработке
К обустройству сварочной кабины также предъявляются несколько требований:
- Оборудование стационарного сварочного поста должно быть обеспечено освещением, необходимым для комфортной работы, достаточным количеством источников света, позволяющих освещать стол и пост в целом, где производятся все манипуляции, связанные со сварными работами.
- Площадь сварочного поста должна быть не менее 3 м 2 при высоте металлических ограждений от 1,8 до 2 м – такие стенки необходимо изготовить приподнятыми над уровнем пола на 20–25 см. Соответственно высота потолка помещения, в котором установлена кабина, должна быть более 2 м, чтобы обеспечить циркуляцию воздуха.
- При работе сидя высота металлического стола должна быть 50–60 см. Не лишним будет установить на столешницу (в том числе и в месте соединения клеммы массы) медный лист. Материалом крышки стола может быть как сталь, так и чугун толщиной до 2,5 см. В столе должны быть предусмотрены металлические выдвижные ящички для размещения в них различного инструмента, чертежей, электродов, приспособлений и другой необходимой оснастки.
- Прямо над поверхностью сварочного стола обязательно должна быть установлена специальная вытяжка. Если пост используется в гаражных условиях, то в одну из стен гаража можно встроить вытяжной вентилятор, но в данном случае необходимо предусмотреть наличие приточной вентиляции в холодное время года. В последнее время в производственных цехах нередко используют точечные вытяжки, гибкие «хоботы» которых можно подвести прямо к месту выполнения сварки.
Согласно нормативной документации, необходимое значение обмена воздуха в помещении должно быть не менее 40 м 3 /час. Важно помнить, что при пониженном воздухообмене токсичные вещества, находящиеся в составе сварочного дыма (аэрозоли), будут попадать и скапливаться в легких сварщиках, что может привести со временем к различным профессиональным заболеваниям.
Рубильник для экстренного отключения питания электрооборудования при возникновении аварийных ситуаций следует устанавливать внутри сварочной кабины.
2. Оборудование передвижного поста.

Оборудование передвижных сварочных постов для ручной сварки не предусматривает строгого соблюдения габаритов рабочего места и обеспечения воздухообменом. Однако все предписания пожарной безопасности, которые предъявляют к стационарному типу оборудования, должны неукоснительно выполняться. Тележку для перевозки оборудования необходимо оснастить такими колесиками, чтобы перемещение поста с ее помощью осуществлялось без особых усилий.
При проведении сварных работ используют переносной сварочный аппарат с комплектом кабелей, которые перемещаются вместе с агрегатом вдоль объекта. Для защиты от непогоды передвижной пост необходимо укомплектовать щитами для расположения навеса. Для хранения электродов и инструментов используются тумбы и различные крепления. В целях защиты от светового излучения находящихся рядом людей необходимо оградить рабочее место при помощи переносных щитов. При монтаже трубопроводов с большой протяженностью передвижные сварочные посты размещают в маленьких вагончиках с автономным электрогенератором – такой вид рабочего места может дополняться автомобильными колесами.
Оборудование сварочного поста для газовой сварки
Газосварочные посты, так же как и оборудование для ручной дуговой сварки, в зависимости от их габаритов и мощности делятся на стационарные и подвижные. Последние в свою очередь могут быть передвижными и переносными.
Переносное оборудование газового сварочного поста имеет самые маленькие габариты и массу, оно без особого труда перемещается вручную одним человеком. На картинке выше вы видите пример переносного поста. Такой тип сварочного оборудования широко используется при ремонтно-восстановительных сварочных работах (при ремонте сантехники, замене и реставрации труб в отопительных или аналогичных системах), для различных бытовых целей и во многих других случаях, когда не требуется проведения объемных работ.
Преимущество оборудования переносных газосварочных постов – нет необходимости в постоянном источнике газа. Помимо всего, благодаря мобильности, их можно доставить к месту проведения работ за считанные минуты. Недостаток – баллоны для горючего газа и кислорода имеют маленькие объемы, поэтому при длительных по времени работах их приходится постоянно перезаряжать, а это приводит к потерям рабочего времени и, соответственно, снижению производительности.
Оборудование передвижного сварочного поста, в отличие от поста переносного типа, имеет большую массу и габариты, перемещается вручную при помощи специальных тележек или техники. Передвижной сварочный пост может комплектоваться несколькими сменными баллонами с используемым газом и кислородом. Помимо этого, вместо баллонов с горючим газом (ацетиленом), передвижной пост оснащается мобильным ацетиленовым генератором, имеющим производительность до 3 м 3 /ч.
С помощью передвижных постов можно выполнить гораздо больший объем газосварочных работ по сравнению с переносным вариантом. Помимо этого, они достаточно мобильны. Недостаток –необходимость периодически заправлять газовые баллоны. Наиболее часто это приходится делать при интенсивных сварочных работах.
Стационарные газосварочные посты не должны перемещаться. Они обладают большими габаритами и обычно занимают немалую часть производственной площади (как правило, до нескольких квадратных метров). Такое оборудование широко применяют в разных производственных отраслях с использованием большого объема газосварочных работ. Комплектуется подобный сварочный пост стационарными ацетиленовыми генераторами производительностью до 160 м 3 /ч или постоянными источниками кислорода и горючего газа.
Преимущества оборудования стационарных газосварочных постов – высокая производительность и непрерывный сварочный процесс (не надо постоянно заправлять газовые и кислородные баллоны как при использовании передвижных и переносных постов). Недостаток – неподвижность и необходимость регулярного обслуживания системы подачи рабочего газа и кислорода.
Какой бы вид оборудования сварочного поста ни рассматривался, оно должно иметь:
- Кислородный баллон с редуктором либо систему непрерывной подачи кислорода (характерно только для стационарного типа оборудования).
- Баллон с ацетиленом либо генератор с предохранительными затворами или редукторами. В переносном оборудовании сварочных постов используют генераторы, имеющие максимальную мощность 20 м 3 /час, в стационарном типе установок применяют генераторы с показателем мощности до 160 м 3 /час.
- Присадочную проволоку для наплавки, пайки, сварки.
- Флюсы, если они используются при сварке данного вида металла.
- Сварочные горелки с комплектом наконечников, для резки – резаки с набором приспособлений для резки и мундштуков.
- Сварочный стол, оснащенный механизмом для его складывания и сборки.
- Резиновые шланги для подачи горючего газа и кислорода в резак или горелку.
- Защитные приспособления и вспомогательные инструменты сварщика: угольник, линейка, щетка по металлу, зубило, молоток, наборы ключей, очки с затемненными стеклами и т. д.
- Систему вентиляции воздуха.
- Противопожарные средства.
- Емкость с водой для охлаждения горелки.
- Контейнеры для технологических отходов производства.
Требования к организации любого оборудования сварочных постов должны базироваться на обеспечении комфортных условий труда и соблюдении техники безопасности.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Приспособления для сварочного стола

Приспособления для сварочного стола значительно облегчают работу специалиста, позволяя выполнять различные сложные соединения. Таким образом качество оснастки напрямую влияет и на то, какими будут готовые изделия.
Не всегда требуется все и сразу, но лучше понимать, какие приспособления востребованы в первую очередь, а какие можно прикупить и потом. В нашей статье мы расскажем про оснастку для сварочного стола, ее виды и приведем требования, которые предъявляют к подобному оборудованию.
Требования к приспособлениям для сварочного стола
Сварка может осуществляться и без подготовленного рабочего места, однако последнее значительно упрощает работу над объемными заказами.

Приспособления для сварочного стола дают следующие преимущества:
- возможность отказаться от подгонки вручную за счет определенного расположения заготовок, в том числе узлов, которые включают в себя сразу ряд элементов;
- полное соответствие сварного изделия чертежам и нормам технической документации;
- сохранение между деталями установленного правилами межкромочного пространства;
- наличие доступа ко всем соединениям, что позволяет делать зачистку, прихватки и сваривать основные швы;
- эргономичная сборка, повышенная производительность, обеспечение высокого качества соединений;
- безопасность работника при сварке любой сложности и во внештатных ситуациях, например, когда ослабляется крепление или происходит разбор фиксирующей конструкции, пр.
Нужно понимать, что приспособления для сварочного стола должны иметь такие характеристики:
- Жесткость, прочность и большая продолжительность службы всей оснастки.
- Быстрая установка и простое удаление фрагментов оборудования.
- Отсутствие вероятности налипания металлических брызг на изделие и сам стол.
- Устойчивость к повышенной температуре.
- Быстрое отведение тепла, так как продолжительная работа с одним узлом приводит к существенному росту температуры. Понизить данный показатель за короткое время позволяют специальные инверторы.
- Сварка в горизонтальной и вертикальной плоскости, а также вариативность подбора углов.
Важно, чтобы используемые фиксаторы подстраивались под увеличение объема изделия, поскольку при нагревании металла происходит его расширение. Детали должны надежно фиксироваться, однако не слишком жестко, иначе возрастает температурное и усадочное напряжение. Последнее приводит к деформации сварочной сборки.
Основные приспособления для сварочного стола
Среди всех этапов сварки больше всего времени занимает размещение отдельных деталей в виде сборочной единицы. Иными словами, все заготовки устанавливаются в соответствии с чертежом и надежно фиксируются. Для этого используются:

Данная разновидность приспособлений для сварочного стола включает в себя рамный корпус и подвижные зажимы разных видов, что дает возможность добиться надежной фиксации заготовок. Специалисты достаточно часто применяют угловые струбцины. Для обеспечения удобства конструкция может быть оснащена быстрозажимными эксцентриковыми механизмами.
Если во время сварки требуется большое рабочее пространство, струбцины заменяют специальными зажимами. Тогда, чтобы зафиксировать детали, обхватываемые зажимом, мастер должен просто сжать ручки. Если требуется изменить размер зева, нужно переставить штифт в другое отверстие. Либо возможны иные способы.
Они позволяют разместить на столе трубы и профили прямоугольного сечения. Рабочие поверхности имеют форму углов в 90° либо 120°. В призмах могут быть места для крепления к сварочному столу или работы проводятся без фиксации оснастки на определенном месте. Когда необходимо защитить свариваемую заготовку от мелких царапин и полностью предотвратить повреждение металла изделия, используют призмы из полиамида.
Составление рабочей поверхности из набора пластин позволяет сократить расходы на сам стол за счет меньших затрат на металл. Обычно выбирают пластины из серого чугуна, так как он прекрасно поглощает антипригарные материалы, к нему не прилипают брызги горячего металла.
Еще одним плюсом этого металла является низкая теплопроводность – благодаря ей пластины не нагреваются и не меняют форму. Немаловажно, что чугун имеет высокую износостойкость, а при утрате своих характеристик пластины могут быть заменены на новые. Таким образом обеспечивается почти неограниченный срок эксплуатации стола.

Тиски являются еще одним важным видом приспособлений для сварочного стола и чаще всего применяются во время ремонтных работ, заменяя мастеру еще одну руку. Рычажный инструмент подбирается под форму соединяемых заготовок и может иметь различную конфигурацию губок: U-образную, С-образную, пр. За счет данной особенности детали могут быть зафиксированы даже в труднодоступных местах, а это нередко важно в процессе ремонта.
Монтаж и ремонт трубопроводов не обходится без цепных тисков: трубы устанавливаются на центраторе и прижимаются к нему цепями. Стоит пояснить, что центратор справляется с сильным нагревом и деформацией при сварочных работах.
Сварочно-монтажные плиты используются для размещения заготовок в положениях, соответствующих чертежам. Плиты подбираются под размеры деталей и чаще всего бывают цельными, так как данный формат обеспечивает лучшую плоскостность, чем у составных конструкций.
Крепление разнообразных оснасток к таким приспособлениям для сварочного стола проводится по сетке отверстий. Например, для систем D16 предусматриваются отверстия диаметром 16 мм, для систем D22 – 22 мм. Т-образные пазы обеспечивают фиксацию различных по форме деталей в необходимом месте.
Чтобы добиться большей точности размещения, плиты снабжают координатной сеткой – так визуализируется расположение заготовок по горизонтали и вертикали.
Сварка всегда сопровождается выделением различных вредных химических соединений. Чтобы обезопасить специалиста от пыли и газов, вблизи рабочей зоны устанавливают местные отсосы.
Всасывающие рукава – это гибкие воздуховоды, изготовленные из трудновоспламеняемых и негорючих материалов. Они без труда устанавливаются на сварочном столе, сгибаются в любом направлении, растягиваются и закрепляются.
Подобные приспособления используются для фиксации заготовок на сварочном столе, позволяя осуществлять точную подгонку элементов. Опорная поверхность бывает плоской либо в виде эксцентрика. При втором варианте удается подгонять детали за счет поворота механизма, не снимая устройство с рабочей поверхности.
Упоры бывают постоянными и откидными, или съемными. Последние используются в качестве промежуточного крепления и не могут задействоваться во время сварки.

Станина – это жесткая рамная конструкция, установленная на регулируемые опоры, за счет правильно подобранного их количества достигается общая устойчивость. Опоры могут быть снабжены колесиками, если необходим мобильный сварочный стол. Также сварщики используют складывающиеся столы, поскольку их можно без труда перемещать.
Заземление гарантирует электробезопасность работ. Чаще всего с этой целью на раме стола устанавливают кронштейн, чтобы подсоединить к нему кабель заземления.
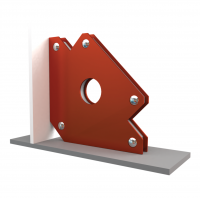
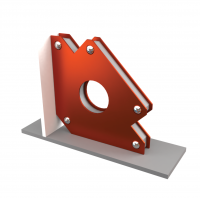
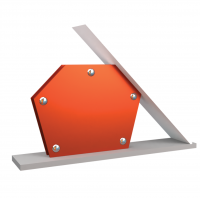
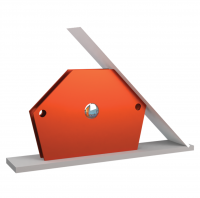
Данная разновидность приспособлений для сварочного стола позволяет выставлять между деталями углы в соответствии с чертежом. Угольники выполняются в виде шаблонов на 30°, 45°, 75°, 90°, пр. Однако на практике лучше всего себя зарекомендовала оснастка с поворотными опорными поверхностями, позволяющая выставить любой угол.
Специалисты активно используют магнитные угольники, где включенный магнит обеспечивает плотное прилегание детали к его поверхности. Когда сварочные работы завершены, магнит отключают, и приспособление легко удаляется с готовой конструкции.
Крепко прижать заготовку к столу позволяют угольники, оснащенные механическим либо гидромеханическим зажимом.
Крепежные приспособления для сварочного стола
Для сварочных столов используют болты из вороненой стали, что позволяет им служить в течение большего срока. За счет конструкции с четырьмя крепежными шариками достигается надежная установка приспособлений на 3D-сварочном столе. Если необходимо соединить между собой сварочные столы, закрепить переходные плиты, транспортные кольца, прибегают к помощи зажимных болтов с потайной головкой и быстрозажимных болтов.
Быстрозажимной болт отличается от других видов крепежных приспособлений для сварочного стола такими характеристиками:
- усовершенствованная конструкция;
- надежная фиксация за счет четырех крепежных шариков;
- беспрепятственное стопорение, достигаемое при помощи направляющей канавки;
- плотное прилегание к внутренней стороне отверстий, так как в конструкции предусмотрены убирающиеся выступы и кольцо;
- отсутствие возможности повредить внутреннюю сторону отверстий;
- возможность закрутить болт одной рукой;
- многофункциональность, поскольку обеспечивается соединение сварочных столов, закрепление стопоров, угольников, переходных плит, иных приспособлений;
- фиксация посредством шестигранного ключа SW14/SW8;
- твердость HRC50.
Особенности зажимного болта с потайной головкой:
- потайная головка;
- предназначен для отверстий, не может использоваться для пазов;
- надежная фиксация, также обеспечиваемая четырьмя крепежными шариками;
- беспрепятственное стопорение, освобождение данного приспособления для сварочного стола за счет направляющей канавки;
- возможность использовать для соединения сварочных столов, для закрепления различной оснастки;
- фиксируется шестигранным ключом SW14/SW8;
- имеет твердость HRC50.
Еще одна разновидность крепежа – соединительный болт:
- применяется для соединения элементов на большой срок;
- обеспечивает незаметное скрепление;
- используется только для отверстий, не подходит для пазов;
- устанавливается шестигранным ключом SW10/SW6;
- изготовлен из вороненой стали.
Позиционирующий болт отличается такими качествами:
- позиционирование без стопорения;
- используется в паре с зажимным болтом;
- замена второго зажимного болта является выгодной в финансовом плане;
- изготовлен из вороненой стали.
Быстрозажимной болт:
- вращается на 360°;
- минимальные временные затраты на крепление деталей;
- надежность фиксации;
- высокая прочность крепления при небольшом усилии;
- может устанавливаться без дополнительных инструментов;
- имеет хромированную рукоятку или бывает с пластиковым покрытием.
Магнитный болт:
- монтируется в системные отверстия;
- изготавливается из вороненой стали;
- обеспечивает надежную установку;
- имеет высокую степень фиксации;
- требует минимальных усилий при закреплении;
- отличается удерживающей силой для 16 серии – 20–25 Н и 50–70 Н – для 28 серии.
Защитные приспособления для сварки
Сварочные работы должны осуществляться таким образом, чтобы обеспечивалась защита зоны расплава, а также смежных с ней областей. Дело в том, что титан при превышении +400 °C вступает в активную реакцию с газами из воздуха. Это негативно сказывается на его прочности, повышая хрупкость. Избежать подобных проблем позволяет вторичная защита – она препятствует контакту с воздухом зон металла, разогретых до указанной температуры.
Главным приспособлением для сварочного стола, обеспечивающим вторичную защиту, является металлический кожух, его также называют «сапожок». Подобную оснастку фиксируют на сопле горелки и обеспечивают подачу газа к области шва. Важно, чтобы форма кожуха отвечала конфигурации свариваемого изделия и параметрам горелки, в противном случае он не сможет качественно выполнять свои функции. Мастер сам изготавливает такой «сапожок» либо заказывает под конкретную горелку и работу. Чтобы добиться равномерной подачи газа на защищаемую поверхность, устройство заполняют пористым наполнителем, например, алюминиевой стружкой.
Кроме того, аналогичную функцию могут выполнять гибкие фартуки. Их отличием от описанного выше «сапожка» является гибкость, поэтому защита способна огибать цилиндрические конструкции. Фартуки могут быть изготовлены из толстой медной фольги.
На данный момент существует множество приспособлений для сварочных столов, хотя не все они должны использоваться одновременно. У настоящего мастера всегда есть вся необходимая оснастка, чтобы обеспечивать высокое качество любых работ.
Приспособления для сварки
Принадлежности для сварки – широкий спектр приспособлений, предназначенных для улучшения качества работ.




220 В, Углы заточки вольфрамового электрода 0-60°, Диаметр вольфрамового электрода 5 мм, Диапазон диаметров вольфрамового электрода от 1,6 до 5 мм







Диапазон диаметров сплошной проволоки от 1,7 до 2 мм, Скорость подачи проволоки от 0,76 до 4,3 м/мин, 2 шт.




Отдельные элементы оборудования могут быть собраны в единый механизм в целях создания оптимальных условий для транспортировки и эксплуатации. В данном случае дополнительно приобретается сварочная тележка.
Стандартные комплектации аппаратов могут быть дополнены выносными устройствами, такими как: блоки жидкостного охлаждения, приборы подачи проволоки, пульты д/у и т. д. Это условие даёт возможность проводить модернизацию устаревших и расширять функционал простых моделей аппаратов. Оснастка сварщика может иметь как целевое, так и универсальное назначение. На нашем сайте можно приобрести приспособления для конкретных марок и моделей оборудования, модификации со стандартными видами крепления, параметрами, размерами и т. д.
Приспособления для сварки включают в себя десятки разновидностей, которые различаются по типам сварки (для ММА, TIG и др.), брендам (Сварог, Торус и т. д.), целевому назначению (расходники, запасные части, дополнительный инструментарий). Выбор аксессуаров должен делаться на основе рекомендаций производителей, указанных в паспорте устройств.
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Читайте также: