Основные узлы сварочного выпрямителя
Обновлено: 23.04.2024
Статья посвящена оборудованию, незаменимому при сварке постоянным током – сварочному выпрямителю. Рассмотрено его устройство, принцип работы, достоинства и недостатки, часто встречающиеся неисправности.
Что такое сварочный выпрямитель
В дуговой сварке используется электрическая дуга, которая возникает между свариваемыми материалами и электродом и служит для их разогрева. Чтобы ее создать, требуется источник электроэнергии.
Таким является сварочный трансформатор, способный обеспечить ток величиной в сотни ампер, который нужен, чтобы нагреть металл до точки плавления. При этом качество шва зависит не только от количества энергии, поступающей в зону сварки, но и от его стабильности.
Этому способствует использование постоянного тока, в связи с чем вместо трансформатора часто применяется другой прибор, называемый сварочным выпрямителем. Он содержит дополнительный узел, задачей которого является преобразование переменного напряжения в постоянное.
Сварочные выпрямители – их устройство и принцип работы
Для работы прибора используется энергия одно- или трехфазной электрической сети переменного напряжения.
Принцип работы сварочного выпрямителя
Прибор представляет из себя преобразователь напряжения и работает следующим образом.
В итоге на выходных проводах появляется постоянное напряжение, прикладываемое между электродом и свариваемыми предметами с целью создания электрической дуги.
Устройство сварочного выпрямителя
В состав прибора входят следующие блоки:
- трансформатор, понижающий напряжение промышленной сети;
- схема выпрямления;
- фильтр;
- блок регулировок;
- узел индикации;
- система охлаждения;
- выходные провода для подачи напряжения на электрод и свариваемые материалы.

Схема трехфазного сварочного выпрямителя.
1 – трехфазный понижающий трансформатор;
2 –двухполупериодный выпрямитель из шести диодов;
3 – дроссельный фильтр;
4 – дуга между электродом и листом металла.
Применение и назначение сварочного выпрямителя
Простейшее оборудование, которое необходимо для создания электрической дуги, способной расплавить металл – это сварочный трансформатор на одну или три фазы, который понижает напряжение с тем, чтобы имея ту же мощность, быть способным пропустить больший ток.
Однако в этом случае выходной электрический сигнал изменяется по синусоиде, то есть периодически пересекает ось Ох, приобретая в этот момент значение¸ равное нулю, в результате чего дуга гаснет. Поскольку частота сети равна 50 Гц, то такое происходит 100 раз за секунду.

График зависимости напряжения промышленной сети от времени.
При сварке обычных конструкционных сталей это не существенно, однако для таких металлов как легированная или углеродистая сталь, являющихся тугоплавкими, затухание дуги даже на короткий срок недопустимо.
Поэтому для сварки этих сталей необходимо преобразование переменного напряжения в постоянное, способное обеспечить цепь постоянным током. Это достигается при использовании сварочного выпрямителя. Ниже представлены формы напряжения в различных точках прибора.

График напряжения на выходе диодного моста.

График напряжения на выходных клеммах (после фильтра).
Разновидности
В число основных характеристик сварочного выпрямителя входят следующие:
- напряжение питания – однофазное 220 В или трехфазное 380 В;
- выделяемая мощность;
- потребляемая мощность;
- вид и сила тока;
- диаметр используемых электродов;
- вес;
- габаритные размеры.
В зависимости от величины выходного тока прибор может быть бытовым (до 200 А), полупрофессиональным (до 300 А) и профессиональным (свыше 300 А).
В профессиональных аппаратах в качестве фильтра, как правило, используется дроссель, в бытовых же эту роль может выполнять электролитический конденсатор.
Выпрямитель в сварочном аппарате изготавливается с применением вентилей – полупроводниковых диодов или тиристоров.
По видам – однопостовые и многопостовые
Сварочный выпрямитель может быть рассчитан на одновременное использование одним или несколькими сварщиками, то есть быть однопостовым либо многопостовым.
Многопостовые сварочные выпрямители питаются от трехфазной сети 380 В и на каждом посту имеют свой блок управления током. Они используются при необходимости проведения больших объемов сварочных работ – на производстве, судоверфях, в строительстве.
По регулировке тока
Регулировка выходного напряжения, следовательно, и тока производится также различными способами:
- выбор подключения первичной обмотки в трехфазной сети по схеме «звезда» либо «треугольник»;
- исполнение первичной обмотки в виде секций, которые можно подключать к цепи с помощью переключателей, меняя таким образом напряжение на вторичной обмотке;
- установка между вторичной обмоткой и выпрямителем индуктивной нагрузки в виде нескольких катушек, которые также можно по отдельности подключать с помощью механических рычагов;
- использование балластного реостата – регулируемого активного сопротивления, включенного последовательно с нагрузкой и ограничивающего выходной ток;
- возможность перемещения вторичной обмотки трансформатора относительно первичной, вследствие чего изменяется индуктивная связь между ними, и, значит, напряжение на выходе;
- использование в качестве вентилей тиристоров, которые дают возможность регулировать время, в течение которого выпрямитель пропускает электрический ток.
Преимущества и недостатки
По сравнению с другими аппаратами сварочные выпрямители имеют следующие достоинства:
- большой выходной ток;
- широкие диапазоны регулировок;
- надежность в работе;
- удобство при использовании;
- низкий уровень шума;
- повышенные качество и прочность шва.
К недостаткам можно отнести большой вес, чувствительность к скачкам входного напряжения и возникновению короткого замыкания на выходе на длительный срок. Во время работы может понизиться выходная мощность.
Обслуживание и ремонт
Чтобы аппарат работал долго и безотказно, требуется следить за уровнем его нагрузок, не подвергая перегрузкам. При работе необходимо контролировать функционирование системы охлаждения, – как правило, это вентилятор(ы), – поскольку ее неисправность может привести к перегреву и выходу из строя как самого трансформатора, так и полупроводниковых элементов выпрямителя.
Рекомендуется раз в три месяца продувать прибор сжатым воздухом.
Такой аппарат как сварочник нуждается в периодическом техническом обслуживании. У каждой модели есть свои особенности, поэтому перед началом таких работ необходимо ознакомиться с паспортом, который поставляется вместе с изделием. В нем содержится необходимая информация и требования техники безопасности.
Любые действия по ТО должны выполняться специалистом соответствующей квалификации, имеющим группу по электробезопасности не ниже третьей.
Перед началом работ выпрямитель следует очистить от грязи и пыли, использовав при необходимости струю сжатого воздуха.
Основные неисправности
- Аппарат не включается. Причинами могут быть следующие:
- отсутствие напряжения в сети;
- нарушение контактов в вилке питания;
- неисправность одной из деталей выпрямителя.
- Возникает «залипание» электрода. При этом нарастает шум от работы выпрямителя. Причины:
- пониженное напряжение сети;
- неисправность вентиля;
- пробой конденсатора;
- межвитковое замыкание в дросселе.
- Происходит отключение устройства во время работы. Возможные причины:
- неисправна система охлаждения;
- пробой изоляции проводов одной из обмоток трансформатора.
- Нестабильно выходное напряжение на холостом ходу либо под нагрузкой. В этом случае необходимо проверить качество контактов:
- ручки регулятора;
- гнезда предохранителя;
- клеммы пускателя, если он есть.
Популярные модели выпрямителей
Все представленные ниже аппараты имеют крашеный металлический корпус.
ЭТА ВДМ-2х313
Устройство двухпостовое, имеет тепловую защиту. Охлаждение осуществляется с помощью вентилятора, что позволяет проводить длительные работы без перерывов.
Мощность – 27 кВт, ПВ (продолжительность включения – отношение времени работы при максимальном токе к общему времени (с учетом перерыва)) – 35%.
Дуга легко возбуждается, широкий диапазон регулировок позволяет проводить самые различные виды сварки.
Telwin Linear 530 HD

Выпрямитель снабжен регулятором для плавной настройки силы тока. Для удобства при перемещении оборудования есть П-образная ручка и два больших колеса.
Мощность – до 20 кВт, сила тока – до 450 А. В комплект поставки входят перчатки, маска, материал для зачистки свариваемых поверхностей.
Аппарат может работать как от однофазной, так и трехфазной сети.
Дуга 318М1
Выпрямитель имеет две ручки для переноски, колес нет. Система охлаждения состоит из трех вентиляторов. Регулировка тока ступенчатая в диапазоне 25–300 А. ПВ – 60%. Масса – 37 кг, мощность – 8,8 кВт.
Весомое достоинство – малое энергопотребление.
Selma DL-306 М1
Главная особенность – присутствие длинной ручки и двух колес большого диаметра, что дает возможность без труда перемещать агрегат. Охлаждение принудительное.
Есть защита от перегрева, индикация и плавная регулировка выходного тока внутри двух переключаемых диапазонов. Аппарат весит 69 кг, работает от трехфазного напряжения.
Напряжение холостого хода – 75 В. Диапазон выходного тока 70–315 А. Мощность – 24 кВт, ПВ – 60%.
Вопросы-ответы
Ниже представлены ответы на часто задаваемые вопросы.
Применяемые электроды
Качество сварного шва во многом зависит от типа и размера применяемых электродов, которые призваны обеспечить:
- стабильность дуги;
- определенный химический состав шва;
- малое разбрызгивание металла;
- отделение шлака;
- прочность соединения.
Производители выпускают большое количество типов электродов, предназначенных для сварки сталей, чугуна, цветных металлов и их сплавов. На их выбор влияют такие факторы как:
- металл, из которого изготовлена подлежащая сварке конструкция;
- климатические условия выполнения работы и будущей эксплуатации;
- опыт работника;
- качественные характеристики электродов.
При учете типа металла выбирают электроды, которые дают шов, близкий к нему по физическим свойствам и химическому составу. Это определяется типом обмазки и сердечника.
Свариваемый материал группируется следующим образом.
- сталь углеродистая и низколегированная;
- легированная теплоустойчивая;
- сталь высоколегированная;
- чугун;
- медь и ее сплавы.
Толщина свариваемых материалов определяет диаметр используемого электрода, который должен расплавить металл и при этом не прожечь его. Чем больше диаметр, том больше может быть ток сварки. Рекомендуемые режимы производители обычно указывают на упаковке партии.
Поскольку качество используемых расходников влияет и на процесс работы, и на ее результат, следует выбирать надежных производителей и остерегаться контрафактной продукции.
По типу процессов при сварке электроды могут быть следующими:
- плавящиеся с покрытием;
- плавящиеся без покрытия;
- неплавящиеся.
В ручной дуговой сварке используется первый вид.
По типу обмазки также существует несколько типов:
- основные – в состав покрытия входят соединения фтора;
- рутиловые – покрытие состоит, в основном, из двуокиси титана;
- кислотные;
- целлюлозные;
- смешанные.
Первый тип – с основным покрытием – является самым популярным и маркируется буквой «Б». С его помощью создается шов высокой прочности и ударной вязкости, стойкий при низких температурах.
Такими электродами варят на постоянном токе обратной полярности. Перед проведением сварки поверхность, на которой предполагается быть шву, должна быть зачищена. Электроды применяются при строительстве нефте- и газопроводов, в том числе, в северных широтах, при сооружении мостов, на корабельных верфях.
Электроды с рутиловым покрытием занимают второе место по распространенности.
К их главным достоинствам можно отнести легкость поджига, стабильность дуги, слабое разбрызгивание, простота снятия шлака, отсутствие выделения вредных веществ во время работы, использование как на постоянном, так и на переменном токе.
Сварка возможна в любом положении в пространстве, а также на окисленных и загрязненных поверхностях.
Остальные типы покрытия используются реже. Кислотные обозначаются буквой А, целлюлозные – Ц, смешанные – двумя буквами.
Сварщикам-новичкам лучше начинать работу с электродов с рутиловым покрытием, поскольку изделия с основным покрытием, хотя и позволяют сделать шов более высокого качества, требуют наличия опыта.
Диаметр изделия подбирается в зависимости от толщины и свойств металла. Так, например, для стали толщиной 3,0 мм подходит размер в 2,5 или 3 мм. Необходимо иметь в виду, что конструкции толщиной менее 1,5 мм вручную, как правило, не варят.
Как подключить балластник (балластный реостат)

В соответствии с законом Ома
где I – сила тока в цепи,
U – напряжение, приложенное к цепи,
R – сопротивление цепи.
Из формулы следует, что при увеличении сопротивления сила тока падает. Балластный реостат включается в выходную цепь последовательно – между выпрямителем и электродом – и предназначен для ограничения тока дуги.
Реостат состоит из набора резисторов, выполненных в виде нихромовых проволок, каждая из которых может быть соединена с выходной цепью при помощи рубильника. Резисторы включаются параллельно друг другу, и чем больше их подключено, тем меньше их сопротивление и больше сила тока.
Каждый пост многопостового выпрямителя с целью возможности независимой регулировки тока комплектуется отдельным балластным реостатом.
Можно ли собрать своими руками
Сварочный выпрямитель представляет собой несложный аппарат, которое не требует настройки, поэтому, даже собранный самостоятельно, он может не уступать по своим характеристикам серийному экземпляру. Для изготовления не требуется больших знаний в области электроники и электротехники.
Чтобы собрать простое устройство, потребуется следующая комплектация:
- понижающий одно- или трехфазный трансформатор, вторичная обмотка которого может обеспечить необходимый для сварки ток;
- комплект диодов – 4 для одно- и 6 для трехфазной сети;
- комплект радиаторов, на которых диоды будут установлены;
- вентилятор;
- дроссель;
- балластный реостат, если предполагается регулировка выходных параметров.
Диоды соединяются по схеме моста и подключаются к вторичной обмотке трансформатора. Напряжение с моста через дроссель, сглаживающий пульсации, поступает на выходные клеммы.
При разработке конструкции основной задачей является обеспечение необходимого теплового режима диодам выпрямителя, которые размещаются на радиаторах, охлаждаемых потоком воздуха от вентилятора.
Сварочный выпрямитель универсальный

Сварочное Оборудование
Любой сварочный выпрямитель — универсальный, дроссельный, инверторный или тиристорный – функционирует по одной и той же схеме, поглощая переменный «бытовой» и отдавая постоянный «сварочный» ток.
В процессе обозначенной трансформации меняется не только тип тока – выпрямитель повышает силу, снижая напряжение. Ведь для сварки необходима сила тока, которая увеличивается от стандартных пяти до десятков и сотен ампер, достаточных для генерации дуги между катодом и анодом выпрямителя.
В данной статье мы рассмотрим основы конструкции сварочных выпрямителей на примере компоновки конкретных разновидностей подобных сварочных аппаратов.
Основные узлы конструкции выпрямителя
Любой выпрямитель состоит из следующих узлов: силового трансформатора, выпрямляющего блока и пускорегулирующего блока. Кроме того, в конструкцию выпрямителя обязательно входит защитное и измерительное устройство.
Силовой трансформатор выпрямителя может быть:
- Трехфазным (питаемым от промышленной электросети на 380 Вольт).
- Однофазным (питаемым от бытовой электросети на 220 Вольт).
Причем первый вариант предпочтительнее второго, поскольку трехфазные трансформаторы обеспечиваю большую стабильность характеристик сварочного тока.
Ток с трансформатора транслируется на дроссель (диод), где из переменного потока получают постоянный.
Причем в большинстве случаев, используются сварочные выпрямители вдм типа, основанные на мостовой схеме, гарантирующей перераспределение энергии в пользу положительного полюса.
Перебрасываю «плюс» на электрод или масс кабель можно добиться расплавления стыкуемого или присадочного материала.
А в целом, по конструкционному исполнению выпрямитель может быть тиристорным, инверторным, дроссельным или транзисторным. И далее по тексту мы рассмотрим эти разновидности сварочных аппаратов более подробно.
Тиристорные выпрямители

Такой аппарат функционирует на тиристорном выпрямляющем блоке, являющемся еще и регулятором тока. Причем используя схему фазоимпульсного управления, сдвигающего по времени управляющий импульс, можно получить высокоточные вольтамперные характеристики сварочного тока.
Согласно этой схеме функционируют и сварочный выпрямитель вду – вгд типа, и аппараты ВСВУ-ВСП типа. Причем последние работают на основе генерации пилообразного напряжения, которое преобразуют в прямоугольные импульсы. А в ВДУ устройствах тиристоры встроены прямо в фазы вторичных обмоток силовых трансформаторов.
Простота и универсальность тиристорной конструкции превратили эту схему в стандартный вариант компоновки, используемый в большинстве сварочных выпрямителей.
Инверторный выпрямитель
В конструкции такого аппарата на сход силового трансформатора транслируется ток высокой частоты, преобразуемый из стандартного переменного тока с частотой в 50 Гц особым блоком – инвертером.
Такая компоновка позволяет снизить массу силового трансформатора и превращает инверторный выпрямитель в один из самых легких сварочных аппаратов.
К тому же, его КПД равняется почти 90 процентам (абсолютный рекорд среди сварочных аппаратов), а продолжительность включения составляет 100 процентов (целых 10 минут непрерывной работы).
Если основной критерий, по которому вы выбираете выпрямитель сварочный – цена устройства, то инверторный вариант вам, безусловно, понравится. Ведь его энергопотребление вдвое меньше аналогичного показателя прочих сварочных аппаратов.
Дроссельный выпрямитель

Если вам нужен действительно надежный аппарат – обратите внимание на дроссельный выпрямитель. В этом случае напряжение с трансформатора транслируется не на выпрямительный мост, а на дроссель насыщения, с которого ток уходит на блок регулировки и уже после него попадает в выпрямляющий блок. Причем за этим блоком стоит все еще один дроссель.
По сути, в указанной схеме дроссель играет роль скорее элемента блока управления, чем части выпрямляющего моста. Но такое распределение обязанностей гарантирует, что основной продукт, который исторгает из себя сварочный выпрямитель – дуга электрического разряда – будет обладать устойчивыми характеристиками.
Поэтому дроссельные аппараты используют на действительно ответственных участках: в шахтах, при стыке трубопроводов, в карьерах и так далее. К тому же, дроссельный выпрямитель генерирует сварочный ток силой до 650 Ампер – а это практически пиковый показатель для электродуговой или аргонодуговой сварки. Например, достаточно мощный конкурирующий аппарат – трехфазный выпрямитель сварочный вд 306 – способен «выдать» не более 315 Ампер.
Транзисторный выпрямитель
Выпрямляющий блок на транзисторах гарантирует практически 100-процентную точность процесса регулировки вольт-амперных характеристик сварочного аппарата.
Это качество объясняется высокой «реакцией» транзисторной составляющей аппарата.
Кроме того, благодаря высокой реакции транзисторов на выпрямителе можно «выставить» любое соотношения сварочного тока и сварочного напряжения. И такая регулировка доступна не только на предварительном этапе, во время настройки аппарата, но и в процессе его использования.
Разумеется, такие, безусловно, выдающиеся качества не могли остаться невостребованными. Транзисторные выпрямители используют для стыковки особо важных (и не очень) узлов трубопроводов, газопроводов, систем вентиляций, крепления шахт и так далее.
Сварочный аппарат ВД: устройство и конструкция

Сварочный выпрямитель – устройство, предназначенное для преобразования сетевого переменного тока в постоянный, который будет использоваться для получения сварочной дуги. Однопостовой сварочный выпрямитель, обеспечивающий возможность подсоединения только одного сварочного кабеля, применяется для выполнения относительно небольших объемов работ.
Конструкция и принцип работы
Основные узлы и блоки сварочного выпрямителя:
- Силовой трансформатор – однофазный или трехфазный. Его конструкция и принцип действия аналогичны параметрам сварочного трансформатора, предназначенного для сварки на переменном токе. Выпрямитель с трехфазным трансформатором позволяет получить выпрямленный ток с более точными параметрами по сравнению с однофазным, что повышает качество результата.
- Выпрямитель. Переменный ток в постоянный преобразуют полупроводниковые элементы – диоды и тиристоры.
- Пусковое устройство. Имеется функция автоматического отключения аппарата от сети в случае его поломки.
- Панель управления. На ней расположены органы регулировки и измерения.
- Система охлаждения. Позволяет поддерживать оптимальную температуру и предотвращает перегрев оборудования.
- Сетевой ток подается на первичную обмотку интегрированного понижающего трансформатора. За счет ЭДС происходит понижение напряжения и повышение силы тока.
- Переменный ток с измененными параметрами поступает на выпрямители (диоды на основе кремния), на выходе которых образуется выпрямленный постоянный ток с небольшими пульсациями.
- Во время работы аппарат греется, поэтому все модели оснащены системами охлаждения, в которую входят вентиляторы и датчик перегрева.
- При превышении допустимого входного переменного напряжения датчики контроля напряжения, работающие совместно с автоматическими выключателями, отключают аппарат.
- С помощью регулятора устанавливают силу тока, соответствующую параметрам и толщине обрабатываемого металла.
Области применения
С помощью сварочных выпрямителей можно реализовывать несколько разновидностей сварки:
- MMA – ручная дуговая сварка плавящимися покрытыми электродами;
- MIG – сварка в среде инертного газа;
- TIG – аргонодуговая сварка неплавящимся электродом.
Сварочные выпрямители используются для сварки черных, коррозионностойких, жаростойких, жаропрочных сталей, чугунов, сплавов на основе меди, алюминия, титана. Помимо сварки с их помощью выполнять наплавку и резку.

Виды и технические характеристики
Виды однопостовых сварочных аппаратов ВД:
- ВД-306Д. Это универсальный компактный аппарат, который может использоваться для сварки, наплавки, резки. Работает с широким перечнем электродов с различными типами покрытий. Применяется для высоколегированных сталей. Предусмотрены все необходимые виды защит. Максимальный ток – 300 А.
- ВД-309. Используется для выполнения небольших объемов работ на производстве и строительной площадке. Работает с электродами с любыми видами покрытия. С его помощью можно выполнять все работы: сварку, наплавку, резку. Максимальный ток – 300 А.
- ВД-313 (Cu). В конструкции имеется электролитический конденсатор, выполняющий функции фильтра, который обеспечивает минимальное количество пульсаций в цепи постоянного тока и его оптимальные параметры. Максимальный ток – 315 А.
- ВД-413. Наличие запатентованного клинового магнитного шунта обеспечивает удобную смену режима работы и снижает время регулировки при сохранении высокого качества шва.
Подготовка к работе
Перед использованием однопостового сварочного выпрямителя сварщик должен:
- Получить задание от руководителя и расписаться в журнале выдачи занятий.
- Проверить состояние спецодежды и надеть ее. Одежда сварщика должна быть выполнена из негорючих натуральных материалов. Для защиты рук эффективны рукавицы из спилки и замши, для ног – кирзовые ботинки или сапоги. Безопасность кожи лица и глаз обеспечивают только правильно подобранные маски и щитки промышленного производства.
- Заземлить один из токовых разъемов выпрямителя, к которому подключаются обратный провод и сварочный стол.
- Проверить исправность инструмента, приспособлений, наличие и исправность заземления, плотность соединения наконечников проводов с зажимными болтами, целостность изоляции, работоспособность вентиляции.
- Освободить рабочее место от посторонних предметов и убедиться в эффективности его освещения.
- При обнаружении каких-либо неисправностей к работе не приступают до их полного устранения. Режим работы однопостового сварочного выпрямителя выбирают в соответствии с техническими свойствами обрабатываемого металла.

Требования безопасности
При работе с однопостовым сварочным выпрямителем необходимо соблюдать комплекс правил безопасности:
- Сварочное оборудование подключают через электрический щиток к отдельному автоматическому выключателю через УЗО.
- Длина электропровода, предназначенного для подключения аппарата, не должна превышать 10 м. В случае обрыва провода соединять его части можно только с использованием соединительной муфты.
- Рекомендуется прокладывать провод на высоте 2,5 м и подводить его к оборудованию по стальной трубе с заземлением.
- При осуществлении работ на открытом воздухе выпрямитель устанавливают под навесом. При сильных осадках работы необходимо прекратить.
- Сварочный кабель должен быть в хорошем состоянии, не иметь скруток.
Опасные и вредные производственные факторы, которые могут присутствовать при эксплуатации сварочных выпрямителей: повышенное напряжение в питающей сети, повышенный уровень статического электричества, брызги раскаленного металла, искры, высокий уровень электромагнитного излучения.
Сварочный выпрямитель – его устройство и принцип работы

При выполнении сварочных работ важную роль играет обеспечение условий, в которых образуется ровный, аккуратный, прочный шов и сводится к минимуму разбрызгивание металла. Для создания именно таких условий служит сварочный выпрямитель, преобразующий переменный ток в постоянный.
В этом аппарате, состоящем из нескольких блоков, осуществляется выпрямление входного переменного тока, снижение напряжения и увеличение силы тока до необходимого значения.
Устройство, назначение и принцип работы сварочного выпрямителя
Производители предлагают несколько конструктивных схем аппаратов, но их главные компоненты одинаковы.
Как устроен сварочный выпрямитель – основные составные части:
- понижающий трансформатор;
- полупроводниковые элементы – диоды;
- охлаждающий блок;
- регуляторы электротока;
- измерительные устройства.
Основные этапы преобразования тока, поступающего в аппарат:
- На первичную обмотку понижающего трансформатора поступает переменный одно- или трехфазный питающий ток.
- На вторичной обмотке, благодаря электромагнитной индукции, генерируется ток со сниженным значением напряжения и силой тока, повышенной до требуемого значения.
- Переменный ток с новыми параметрами поступает на выпрямительный блок, состоящий из полупроводниковых элементов.
- В сварочную зону подается постоянный ток с нужными параметрами. Для контроля силы тока и значения напряжения в составе сварочного выпрямителя предусмотрены амперметр и вольтметр.
При эксплуатации полупроводниковые элементы (диоды) нагреваются, поэтому для их охлаждения устанавливаются специальные радиаторы и вентилятор. Во время функционирования аппарата диоды постоянно охлаждаются воздушным потоком, что значительно продлевает беспрерывный период функционирования выпрямителя. В современных моделях устанавливаются датчики перегрева, которые дают сигнал на отключение возможности сварки при перегреве аппарата.
Для настройки требуемой силы тока предусмотрено несколько режимов регулировки:
- Витковая. Осуществляется в аппаратах с секционированными обмотками, входящими в устройство сварочного выпрямителя.
- Фазовая. Осуществляется с использованием тиристоров.
- Импульсная – широтная, частотная и амплитудная. Применяется в преобразователях с транзисторным регулятором или в инверторных моделях.
- Магнитная. Осуществляется благодаря присутствию в схеме сварочного выпрямителя дросселя насыщения, смонтированного между блоком выпрямления и понижающим трансформатором. Дроссель – это несколько катушек, через которые пропускается напряжение. При переключении рычага изменяется путь прохождения тока, а следовательно, его сила.
Преимущества и недостатки применения сварочных выпрямителей
Сварочный выпрямитель имеет ряд достоинств, по сравнению с традиционным сварочным трансформатором, от которого он отличается наличием выпрямительного блока.
- более стабильная дуга;
- минимальное разбрызгивание металлического расплава;
- качественная поверхность шва;
- возможность качественной сварки легированных сталей, цветных металлов и сплавов на их основе.
- чувствительность к колебаниям напряжения в электрической сети;
- быстрый выход из строя при КЗ в сети;
- чувствительность к условиям окружающей среды – высокой влажности и запыленности.
Для чего служит сварочный выпрямитель?
Преобразователь с блоком-выпрямителем используется как для сварки, так и для резки металлов.
Для каких видов сварки эффективны сварочные выпрямители:
- толщина свариваемых заготовок с разделкой кромок – 1-50 мм, конкретная минимальная и максимальная толщина зависит от возможностей аппарата-преобразователя;
- при использовании плавящихся электродов с сечением 2-6 мм;
- при работе неплавящимися электродами – угольными и вольфрамовыми;
- свариваемые металлы – нелегированная и легированная сталь, чугун, цветные металлы и сплавы на их основе.
Виды сварочных выпрямителей по количеству фаз
В зависимости от числа фаз первичного тока питания различают одно- и трехфазные преобразователи. Однофазные модели, работающие от бытовой электросети переменного тока с напряжением 220 В, имеют небольшую и среднюю мощность. В основном применяются в бытовых целях. Имеют однополупериодное или двухполупериодное выпрямительное устройство (мостовое или с выводом средней точки вторичной обмотки трансформатора). Двухполупериодные устройства имеют большую мощность и КПД, по сравнению с однополупериодными. Наиболее популярны двухполупериодные мостовые модели, состоящие из понижающего трансформатора и четырех диодов, сформированных в диодный мост.
Трехфазные аппараты, бывающие одно- и многопостовыми, работают от сети напряжением 380 В, имеют среднюю и большую мощность, эффективны для сварки и резки металлов значительной толщины.
Типы сварочных выпрямителей – одно- и многопостовые
В зависимости от модели выпрямительного аппарата, к нему могут подключаться один или несколько сварочных кабелей.
Описание однопостового сварочного выпрямителя
Однопостовые аппараты, к которым может подключаться только один сварочный кабель, используются для выполнения работ небольших объемов. Это компактное устройство, обладающее невысокой мощностью, чаще всего используется в бытовых целях или в небольших мастерских. Имеет небольшие размеры и массу, поэтому его легко перемещать на новые рабочие места. В конструкции современных аппаратов предусмотрены защиты от перегрева и слишком высокого напряжения. В помещениях с естественной вентиляцией часто используются выпрямительные устройства серии ВД.
Однопостовые аппараты работают от одно- или трехфазного тока. Для бытовых целей обычно используются однофазные модели.
Характеристики многопостовых сварочных выпрямителей
Многопостовые аппараты востребованы для ручной и механизированной сварки. Модели для ручной сварки серии ВДМ имеют несложную конструкцию. Управление силой тока осуществляется балластными реостатами. Такие выпрямители часто используются при организации систем, питающихся от общецехового магистрального шинопровода. Отличаются стабильной выходной вольтамперной характеристикой.
Многопостовые аппараты для механизированной сварки могут обслуживать до 30 рабочих мест сварщиков. Применяются для наплавки и сваривания под флюсом. Взаимное влияние постов друг на друга исключено.
Подготовка к эксплуатации и эксплуатационные условия для сварочных выпрямителей
Эксплуатацию выпрямительных аппаратов можно начинать только после тщательного изучения сопроводительной документации, в которой изложена информация об устройстве модели, допустимых условиях работы, правилах безопасности. Перед использованием устройство очищается от пыли, заземляется и проверяется в соответствии с инструкцией.
Установку, подключение к электросети и регулировку должен осуществлять электромонтажник с третьей и выше группой электробезопасности. Сварочные работы может вести сварщик, прошедший обучение по использованию аппарата, имеющий удостоверение на право сварки и группу электробезопасности вторую и выше.
Поскольку сварочные выпрямительные устройства чувствительны к качеству питающего тока, в сетях с нестабильным электроснабжением их подключают через источники бесперебойного питания (ИБП) соответствующей мощности. Также следует контролировать уровни запыленности и влажности, максимальный уровень которых указывается в техдокументации.
Обслуживание и ремонт сварочных выпрямителей
Для обеспечения бесперебойной работы выпрямительное устройство нуждается в периодическом техобслуживании и своевременном ремонте. Перед эксплуатацией необходимо проверить надежность заземления. Обязательное условие – наличие защитного кожуха.
Основные этапы технического обслуживания:
- контроль целостности изоляции всех конструктивных элементов, находящихся под напряжением;
- обследование прочности фиксации клемм;
- удаление пыли и загрязнений с внутренних механизмов.
Распространенными неисправностями, требующими незамедлительного ремонта, являются появление гула и перегрев устройства.
Вероятные причины этих проблем:
- неправильно подобранная крыльчатка вентилятора;
- заклинивание вала вентилятора;
- замыкание первичной обмотки понижающего трансформатора;
- нарушение изоляции токоведущих частей.
Падение выходного напряжения ниже заданного значения может произойти из-за обрыва вторичной обмотки или замыкания витков. Одной из причин выхода из строя оборудования является поломка выпрямительного диодного моста.
Если напряжение холостого хода и рабочего режима нестабильно, то необходимо проверить:
- ручку регулятора;
- предохранители первичной обмотки;
- устойчивость фиксации клемм пускателя.
Для ремонта выпрямителей требуются определенные знания и навыки, поэтому диагностику и восстановление рабочих характеристик аппаратов рекомендуется доверить работникам специализированного сервис-центра.
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.

Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
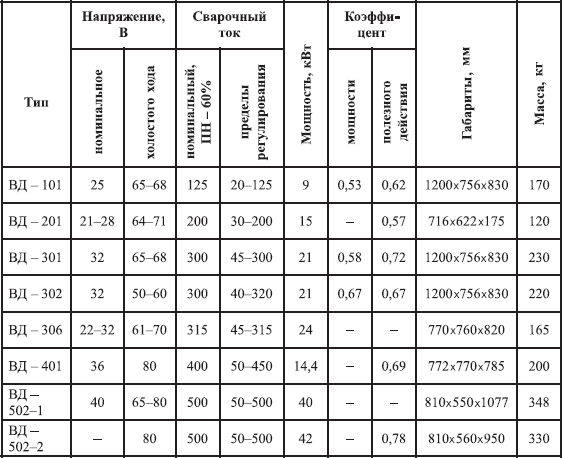
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями

Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
7.3. Преобразователи энергии: двигатели-генераторы и выпрямители
7.3. Преобразователи энергии: двигатели-генераторы и выпрямители Преобразователь электрической энергии — это электротехническое изделие (устройство), преобразующее электрическую энергию с одними значениями параметров и (или) показателей качества в электрическую
Сварочные трансформаторы
Сварочные трансформаторы Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты. Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток.Они подразделяются на две группы:• аппараты, состоящие
Сварочные аппараты с отдельным дросселем
Сварочные аппараты с отдельным дросселем Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной
Сварочные аппараты со встроенным дросселем
Сварочные аппараты со встроенным дросселем Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный
Сварочные флюсы
Сварочные флюсы Сварочным флюсом называют неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а
Сварочные полуавтоматы и автоматы
Сварочные полуавтоматы и автоматы Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя,
Сварочные принадлежности и инструменты сварщика
Сварочные принадлежности и инструменты сварщика 1. Рабочее место При постоянной работе рекомендуется организовать свое место. Примером может служить рабочая кабина размером 2 ? 2,5 м с приточно-вытяжной вентиляцией с воздухообменом не менее 40 м3/час. Стены выполняют из
1874 г. выпрямители Брауна, телеграфный код Бодо
1874 г. выпрямители Брауна, телеграфный код Бодо В 1874 году немецкий ученый Карл Фердинанд Браун — профессор физики в университете Страсбурга, обнаружил, что контактная пара между металлом и различными колчеданами и сульфидами (например, пара металл-галенит) производит
1886 г. селеновые выпрямители Фриттса, сопротивление Хевисайда, генератор Тесла
1886 г. селеновые выпрямители Фриттса, сопротивление Хевисайда, генератор Тесла В 1886 году К. Фриттс изготовил первые выпрямители на основе селена.В 1886 году англичанин Хевисайд первым ввел термин сопротивление как отношение напряжения по току, до него следуя немецкому
Читайте также: