Особенности сварочных металлургических процессов
Обновлено: 04.10.2024
Лекция 4. Металлургические процессы при сварке плавлением: особенности, формирование и кристаллизация металл шва, зона термического влияния, старение и коррозия металла сварных соединений.
Общие сведения и особенности сварочной металлургии
По своей природе сварка является металлургическим процессом. Металлургия сварки характеризуется теми физико-химическими процессами, которые протекают в сварочной зоне. Они определяются взаимодействием расплавленного металла со сварочными флюсами, шлаками и газами, а также охлаждением и кристаллизацией металла шва и превращениями основного металла в зоне термического влияния. Эти процессы протекают на всех стадиях дуговой сварки: в период плавления электрода, перехода капли жидкого металла через дуговой промежуток и в самой сварочной ванне. Однако в отличие от общей металлургии, характерной для сталеплавильных агрегатов, условия протекания металлургических процессов при сварке отличаются рядом особенностей, влияющих как на ход их развития, так и на получаемые результаты.
В этих условиях наблюдается активное взаимодействие расплавленного металла с окружающей газовой средой и флюсами, нагретыми до высоких температур. Протекание процессов происходит с большой скоростью. Однако в связи с кратковременностью существования расплава и постоянного обновления взаимодействующих фаз чаще всего они не доходят до полного завершения и большинство реакций в сварочной зоне не достигает равновесного состояния. К тому же создаются условия, препятствующие полному очищению металла шва от различных неметаллических включений, оксидов и газов, которые из-за быстрого затвердевания расплава не успевают выходить на поверхность сварочной ванны и удаляться в шлак. С другой стороны, высокие скорости охлаждения и кристаллизации металла существенно отражаются на строении получаемых швов, приводят к мелкозернистой структуре их, уменьшению химической неоднородности, а в результате - повышению свойств литого металла шва.
Имеющие место металлургические процессы связаны с протеканием определенных химических реакций, в результате которых может происходить окисление или раскисление металла шва, легирование его определенными элементами, растворение и выделение в шве газов и др. Некоторые из них ведут к ухудшению свойств получаемых соединений и являются нежелательными (например, окисление), другие способствуют повышению качества и свойств соединений и часто проводятся преднамеренно, например, раскисление. Поэтому в том или ином случае назначения условий сварки необходимо исходить из анализа прохождения всего комплекса физико-химических процессов, имея в виду, что общим результатом их должно быть получение металла шва с определенными свойствами и определенного химического состава. Это определяется не только составом присадочного и основного металла, но и в значительной степени зависит от характера и интенсивности реакций, протекающих в процессе сварки.
Особенности сварочных металлургических процессов
Глава XII
ОСНОВЫ МЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССОВ, ПРОТЕКАЮЩИХ ПРИ СВАРКЕ
§ 61. Особенности металлургии сварки
Металлургические процессы при сварке характеризуются сосредоточенной на маленьком участке металла большой температурой, высокой скоростью кристаллизации расплавленного металла сварочной ванны и небольшим его объемом, а также сложными физическими и химическими явлениями, протекающими при переходе расплавленного металла электродного стержня в сварочную ванную и взаимодействием его и металла сварочной ванны с окружающей газовой средой, шлаками расплавленных покрытий и основным металлом.
В отличие от обычного металлургического процесса протекающие в сварочной ванне химические реакции не достигают равновесия, что обусловливается небольшим объемом расплавленного металла в сварочной ванне и кратковременным его пребыванием в жидком состоянии. Во время расплавления металла при сварке происходит окисление и восстановление различных элементов и легирование сварного шва, а также диссоциация газов. Металлургические процессы, происходящие при сварке плавлением, должны обеспечивать получение наплавленного металла с определенным химическим составом, требуемыми механическими свойствами и с необходимой макро- и микроструктурой.
Сварочная ванна образуется за счет плавления присадочного и основного металлов. Под сварочной ванной (или зоной плавления) необходимо подразумевать собственно ванну жидкого металла, капли, образующиеся на конце присадочного материала, и капли, находящиеся в пути в дуговом или шлаковом промежутке. Кристаллизация жидкого металла в сварочной ванне начинается с неполностью оплавленных зерен основного металла. После кристаллизации металла шва на участках расплавления основного металла образуются зерна, состоящие из основного металла и металла шва и обеспечивающие в сварном соединении непрерывную металлическую связь «основной металл – шов - основной металл». При движении источника теплоты вдоль свариваемых кромок в передней части сварочной ванны происходит процесс плавления, а в хвостовой части - процесс кристаллизации. Длина сварочной ванны зависит от теплофизических свойств свариваемого материала, тепловой мощности сварочной дуги и режимов сварки.
Жидкий металл в сварочной ванне в результате перемещения источника теплоты находится в непрерывном движении и перемешивании, жидкий металл из сварочной ванны всегда вытесняется в направлении, противоположном движению источника теплоты, и в месте вытеснения образуется углубление, называемое кратером.
Исходная концентрация любого элемента в сварном шве складывается из долей участия основного металла, присадочного материала и защитного покрытия.
Химическое сродство элементов к кислороду. Для регулирования происходящих химико-металлургических процессов в сварочной ванне необходимо знать, какие элементы быстрее всего соединяются с кислородом, т. е. обладают большим сродством к кислороду. Элементы, обладающие большим сродством к кислороду, чем железо, способствуют его восстановлению из окислов. При этом не следует думать, что элементы, обладающие большим сродством к кислороду, окисляются полностью и в первую очередь, чем другие элементы, имеющие меньшее сродство к кислороду. Реакции окисления и восстановления проходят одновременно и не до конца, а до определенного состояния равновесия. Если в момент прекращения реакции окисления какого-либо элемента часть этого элемента при этом не будет окислена, а будет находиться в свободном состоянии, то вследствие установившегося равновесия элемент раскисляющего действия на окислы железа уже не оказывает.
Из сказанного выше можно сделать вывод, что сродство элементов к кислороду, а следовательно, и их сила раскисления не являются постоянной величиной или свойством, присущим только какому-то отдельному элементу, а зависит от концентрации злемента-раскислителя в рассматриваемый момент, температуры, при которой протекает реакция, и других факторов.
Диссоциация простых и сложных газов. В результате столкновений и ударов в зоне высокой температуры сварочной дуги происходит распад молекул газа на атомы. Молекулярный водород, кислород и азот распадаются и переходят в атомарное состояние: Н2↔2Н; О2↔2O; N2↔2N.
Атомарный кислород, азот и водород обладают большей активностью и интенсивнее растворяются в металле, ухудшая его свойства - снижают пластичность и повышают хрупкость.
В состав многих покрытий и флюсов вводится плавиковый шпат CaF2, который, разлагаясь при высокой температуре, выделяет фтор (CaF2↔CaF+F). Фтор ухудшает условия горения сварочной дуги вследствие большого сродства к электрону, при температуре душ порядка 6000К диссоциация фтора достигает очень .больших размеров. Однако диссоциированный фтор выполняет весьма важную положительную роль в металлургическом процессе сварочной ванны: он связывает водород в молекулы, обладающие высокой стойкостью (H+CaF2↔CaF+HF).
Многие покрытия и флюсы в своем составе имеют карбонат кальция СаСО3 (мел и мрамор), который, разлагаясь, выделяет углекислый газ СаСО3↔СаО+СО2.
С увеличением температуры наряду с разложением большого количества карбоната кальция происходит также диссоциация углекислого газа 2СО2↔2С0+О2.
Взаимодействие кислорода с расплавленным металлом сварочной ванны. В зоне сварочной дуги имеются газовая, шлаковая и металлическая фазы.
При изучении реакций, протекающих в сварочной ванне, следует учитывать возможность окисления жидкого металла свободным (молекулярным и атомарным) кислородом газовой фазы, кислородом, находящимся на свариваемых кромках в виде окислов и шлаков, и кислородом, растворимым в металлической ванне и химически активных шлаках, которые вступают в процессе .сварки в обменные окислительные и восстановительные реакции с металлом сварочной ванны. Находящийся в газовой фазе молекулярный и атомарный кислород соединяется с металлом сварочной ванны.
Железо с кислородом образует три соединения (оксида), имеющих весьма важное значение в металлургических процессах, происходящих при сварке плавлением: оксид железа FeO, содержащей 22,27% О2, оксид железа Fe3О4, содержащий 27,64% О2, оксид железа Fe2O3, содержащий 30,06% О2.
Из всех трех оксидов растворим в железе только FeO. Остальные оксиды в железе практически нерастворимы в на его свойства влияния почти не оказывают. Однако окалина и ржавчина на свариваемых кромках, содержащие высшие оксиды, свободным железом могут раскисляться по реакциям Fe3О4+Fe=4FeO, Fe2O3+Fe=3FeO.
Образующийся оксид железа растворяется частично в шлаке и частично в расплавленном металле, вследствие чего в сварном шве образуются поры. В твердом железе растворимость кислорода невелика.
Для уменьшения растворимости оксида в металле необходимо иметь соответственно более низкую концентрацию оксида в шлаке, в результате он будет стремиться перейти из металла в шлак. Наоборот, более высокая концентрация оксида в шлаке способствует его переходу в металл. Металл может окисляться и под действием химически активных (по кислороду) оксидов, например кремния и марганца: SiO2+2Feж=2FeО+[Si]; MnO+Feж=FeO+[Mn], где индекс «ж» указывает, что Fe находится в виде расплава, а знак [ ], что элемент растворен в металлической фазе.
При наличии в газовой фазе сложных газов, таких, как, например, СО2 и H2О, которые при диссоциации выделяют кислород, также происходит окисление металла сварочной ванны.
Если жидкий металл содержит элементы-раскислители, которые имеют большее сродство к кислороду, чем металл сварочной ванны, то в этом случае концентрация кислорода в сварочной ванне может быть значительно уменьшена за счет элементов раскислителей.
Уважаемый посетитель, Вы прочитали статью "Особенности металлургии сварки", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Вопрос 1. Металлургические процессы при сварке плавлением.
Сварка отличается от других металлургических процессов следующими особенностями: а) происходит при высокой температуре нагрева; б) протекает с большой скоростью; в) характеризуется очень малыми объемами нагретого и расплавленного металла; г) при сварке имеет место быстрый отвод тепла от расплавленного металла сварочной ванны в прилегающие к ней зоны твердого основного металла; д) на расплавленный металл в зоне сварки воздействуют окружающие его газы и шлаки.
Высокая температура при сварке сильно ускоряет процессы плавления электродного и основного металла, электродного покрытия и флюса. При этом происходит выделение газов (в основном за счет окисления углерода), испарение, разбрызгивание и окисление веществ, участвующих в химических реакциях в зоне сварки.
Молекулы кислорода, азота, водорода при высоких температурах дуги частично распадаются на атомы (диссоциируют). В атомарном состоянии эти элементы обладают высокой химической активностью. Вследствие этого окисление элементов, насыщение металла азотом, поглощение водорода в процессе сварки протекают более интенсивно, чем при обычных металлургических процессах.
Малые объемы расплавленного металла в сварочной ванне и интенсивный отвод тепла в окружающий металл обусловливают кратковременность протекающих химических реакций.
Химический состав, структура и плотность металла шва зависят от состава основного и присадочного металла, характера и состава газов, окружающих жидкий металл, режима сварки и прочих факторов.
Указанные особенности металлургических процессов при сварке затрудняют получение сварных швов высокого качества.
Рассмотрим основные реакции в зоне сварки для стали, как наиболее распространенного металла, подвергаемого сварке.
Окисление. Кислород является наиболее вредной примесью в зоне сварки, так как окисляет элементы, входящие в состав металла шва, и ухудшает его качество, образуя химические соединения - окислы.
Окисление элементов в основном происходит за счет кислорода, содержащегося в газах и шлаках сварочной зоны. В меньшей степени окисление может быть вызвано кислородом поверхностных окислов свариваемого металла (окалины, ржавчины). При случайном увеличении длины дуги капли электродного металла могут окисляться кислородом окружающего воздуха.
С железом кислород образует три окисла: FeО, Fe2О3, Fe3О4.
Наибольшее влияние на свойства стали оказывает оксид железа FeO, так как только он растворяется в железе. Растворимость оксида железа в стали зависит главным образом от содержания углерода и температуры металла. С увеличением содержания углерода в стали растворимость оксида железа снижается. При высокой температуре стали растворимость оксида железа выше, чем при низкой температуре.
Поэтому при охлаждении стали происходит выпадение из раствора оксида железа FeO. При высоких скоростях охлаждения часть оксида железа остается в растворе, образуя шлаковые прослойки между зернами металла.
При сварке стали в первую очередь окисляется железо, поскольку оно является основным элементом в стали. Другие элементы, входящие в состав стали (углерод, кремний, марганец), окисляются (выгорают) тем быстрее, чем больше химическое сродство данного элемента с кислородом.
При сварке металла, покрытого ржавчиной, содержащаяся в ней влага испаряется, пары воды разлагаются на водород и кислород, который окисляет железо в FeO.
Присутствие кислорода в металле шва в виде твердого раствора или включений окислов понижает механические свойства, снижает стойкость металла против коррозии, делает металл ломким.
Таким образом, главным условием получения наплавленного металла высокого качества является его защита от окисления кислородом окружающей среды. Это достигается созданием вокруг расплавленного металла защитной среды из газов и шлаков, а также раскислением металла шва.
Раскисление. Процесс удаления кислорода из наплавленного металла с целью повышения его качества называется раскислением. Раскисление ведется путем введения в сварочную ванну элементов - раскислителей (марганец, кремний, алюминий, титан). Раскислители входят в состав сварочной проволоки или электродных покрытий и флюсов, откуда они поступают в сварочную ванну, вступают в реакцию с оксидом железа FeO, выводя его в шлак.
Рафинирование - процесс удаления вредных примесей из сварного шва (сера, фосфор). Серу удаляют введением марганца, который образует химическое соединение (сернистый марганец), не растворимое в жидком металле, которое полностью переходит в шлак. Фосфор также в ходе химических реакций переходит в шлак.
Легирование - процесс введения в сплав элементов, придающих ему требуемые свойства. Путем легирования металла шва его пополняют элементами, содержание которых уменьшилось вследствие выгорания их при сварке. Легирующие элементы входят в состав проволоки электрода, его покрытие, во флюс. Чем лучше раскислен наплавленый металл, тем большее количество легирующего элемента им усваивается.
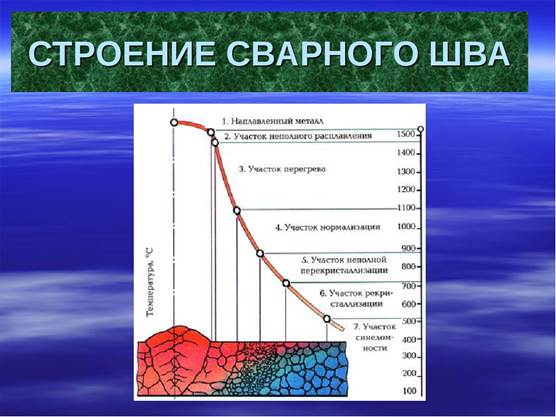
Рассмотрим вопрос о строении сварного шва.
Сварной шов имеет следующие зоны: основной металла, металл шва, зона сплавления, зона термического влияния.
Основной металл, который в процессе сварки нагревается и частично расплавляется. Чем выше температура нагрева, тем большие изменения будет претерпевать металл.
Металл шва образуется в результате кристаллизации расплавленных основного и электродного (присадочного) металлов. Доля электродного металла шва составляет при ручной дуговой сварке от 50 до 70%, при сварке под флюсом - от 30 до 40%.
Зона сплавления, расположенная на границе между основным и наплавленным металлом. Если зерна основного и наплавленного металла хорошо срослись и как бы проникают друг в друга, то такие швы обладают наибольшей прочностью. Зона сплавления имеет очень малую ширину и трудно различима, так как сливается с границей шва. Если между зернами основного металла и металла шва имеется пленка окислов, то в этом месте шов обладает пониженной прочностью из-за нарушения сцепления частиц основного и наплавленного металла.
Зона термического влияния. За зоной сплавления располагается участок основного металла, где он не изменяет своего первоначального химического состава. Однако структура основного металла на этом участке меняется под влиянием нагревания при сварке. Этот участок носит название зоны термического (теплового) влияния, или зоны влияния.
Здесь основной металл уже не нагревается до температуры плавления, хотя температура его достаточно высока и лежит в пределах 1100-1500°С, что вызывает значительный рост зерен на данном участке, что влияет на прочность шва.
Ширина зоны термического влияния зависит от вида, способа и режима сварки - при ручной дуговой сварке она равна 2,5-6 мм, при механизированной сварке - 2,5-4 мм, при сварке в защитных газах - 1-2,5 мм.
Вопрос 2. Ручные резаки (назначение, устройство, принцип действия, требования техники безопасности).
Резаки служат для смешения горючего газа с кислородом, образования подогревающего пламени и подачи к разрезаемому металлу струи режущего кислорода.
Ручные резаки для газовой резки классифицируются по следующим признакам:
• по роду горючего газа, на котором они работают, - для ацетилена, газов-заменителей, жидких горючих;
• по принципу смешения горючего газа и кислорода - на инжекторные и безынжекторные;
• по назначению - на универсальные и специальные;
• по виду резки - для разделительной, поверхностной, кислородно-флюсовой, копьевой.
В настоящее время щирокое применение получили универсальные резаки. К универсальным резакам предъявляют следующие основные требования: возможность резки стали толщиной от 3 до 300 мм и в любом направлении, устойчивость против обратных ударов, малая масса и удобство в обращении.
Как и сварочные горелки, резаки имеют инжекторное устройство, обеспечивающее нормальную работу при любом давлении горючего газа. Инжекторный резак отличается от инжекторной горелки тем, что имеет отдельный канал для подачи режущего кислорода и специальную головку, которая представляет собой два сменных мундштука - внутренний и наружный.
Ацетиленокислородный инжекторный резак (рис. 41) состоит из двух основных частей - ствола и наконечника.
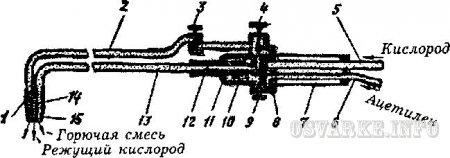
Рис. 41. Принципиальная схема инжекторного резака
Ствол состоит из рукоятки 7 с ниппелями 5 и 6 для присоединения кислородного и ацетиленового рукавов, корпуса 8 с регулировочными кислородным 4 и ацетиленовым 9 вентилями, инжектора 10, смесительной камеры 12, трубки 13, головки резака 1 с внутренним мундштуком 14 и наружным 15, трубки режущего кислорода 2 с вентилем 3. Ствол присоединяется к корпусу 8 накидной гайкой 11.
Кислород из баллона поступает в резак через ниппель 5 и в корпусе разветвляется по двум каналам. Часть газа, проходя через вентиль 4, направляется в инжектор 10.
Выходя из инжектора с большой скоростью, струя кислорода создает разрежение и подсасывает ацетилен, образующий с кислородом в камере 12 горючую смесь, которая, проходя через зазор между наружными и внутренними мундштуками, сгорает, образуя подогревающее пламя.
Другая часть кислорода через вентиль 3 поступает в трубку 2 и, выходя через центральный канал внутреннего мундштука 14, образует струю режущего кислорода.
Основной деталью резака является мундштук, который в процессе резки быстро изнашивается. Для получения качественного реза необходимо иметь правильные размеры и необходимую чистоту каналов мундштука.
Мундштуки, которые используются в резаках, разделяются на две группы.
К первой группе относятся цельные неразборные мундштуки (рис. 42, а).
Ко второй группе относятся составные мундштуки, состоящие из двух самостоятельных мундштуков. Они имеют кольцевую щель для выхода горючей смеси (рис. 42, б). Горючая смесь поступает по кольцевому зазору между внутренним и наружным мундштуками. По центральному каналу внутреннего мундштука подается режущий кислород.
Конструкции многосопловых составных мундштуков изображены на рис. 42, в, г. Составные резаки с кольцевой щелью легче изготовлять и заменять. Перед началом работы необходимо ознакомиться с инструкцией по эксплуатации резака и убедиться в его исправности.
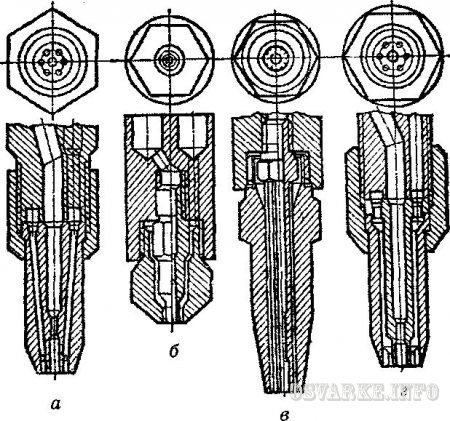
Рис: 42. Схемы конструкций мундштуков:
а - неразборные; б - составные; в, г - многосопловые
Прежде чем начать работу, проверяют правильность присоединения шлангов к резаку (кислородный шланг присоединяют к штуцеру с правой резьбой, шланг с горючим газом - к штуцеру с левой резьбой), инжекцию в каналах горючего газа, герметичность всех разъемных соединений.
Резак зажигают в такой последовательности.
1. Открывают на 1-4 оборота вентиль подогрева кислорода и создают разрежение в газовых каналах, затем открывают вентиль для газа и зажигают горючую смесь.
2. Подогревающее пламя регулируют кислородным и газовым вентилями.
После этого приступают к резке. Металл нагревают подогревающим пламенем до соломенного цвета, открывают вентиль режущего кислорода и выполняют резку.
3. Если нужно погасить пламя, то в первую очередь перекрывают вентиль горючего газа, а затем - кислородный.
В процессе резки по мере нагрева мундштука необходимо регулировать подогревающее пламя до нормального. При сильном нагреве наконечника его охлаждают водой.
4. Чтобы вода не попадала в каналы резака, закрывают только газовый вентиль, оставляя кислородный открытым.
5. При засорении каналов мундштуков их прочищают медной или алюминиевой иглой. При разборке резаков сначала отсоединяют ствол от корпуса, затем из корпуса вывертывают кислородный и газовый вентили, инжектор и снимают наружный и внутренний мундштуки.
6. При резке могут возникнуть следующие неисправности: отсутствие подсоса в канале горючего газа, вентили не перекрывают подсоса в канале горючего газа, частые хлопки пламени, утечка газа в соединениях и др.
Отсутствие подсоса в газовом канале возникает из-за засорения инжектора, смесительной камеры и каналов мундштука, плохой затяжки инжектора и накидной гайки смесительной камеры.
Частые хлопки пламени возникают при засорении мундштука, инжектора и смесительной камеры, при перегреве мундштука или недостаточном давлении подогревающего кислорода.
Утечка газа в соединениях вызывается ослаблением соединений и износом прокладок. Все мелкие неисправности - перекос мундштуков, негерметичность соединений, прочистка инжектора и каналов мундштуков, снятие нагара и брызг с поверхности мундштука и др. резчик устраняет во время работы. Более сложный ремонт, требующий специального инструмента, выполняется с разрешения руководства предприятия.
3. Задача. Назовите максимально допустимое рабочее давление, которое может быть при работе с кислородным баллоном, ацетиленовым баллоном, ацетиленовым переносным генератором.
Кислородный баллон рассчитан на рабочее давление 15 МПа, ацетиленовый - максимальное давление 3 МПа, ацетиленовый генератор - низкого давления до 0,02 МПа, среднего - от 0,02 до 0,15 МПа.
Уважаемый посетитель, Вы прочитали статью "Билет № 17", которая опубликована в категории "Итоговая аттестация". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Отличительные черты металлургических процессов в сварке
Сваркой называется формирование неразъемного соединения деталей, при котором изменяются старые связи между атомами и образуются новые. Для обеспечения техпроцесса нужна энергия.
Соединение материалов может достигаться благодаря механическим усилиям. В результате происходит пластическое деформирование, называющееся сваркой давлением.
Сварочный процесс, который обеспечивается сильным нагреванием материалов, называют плавлением. Изменения металлов при высокотемпературной сварке подобны классическим металлургическим превращениям.
Плавление
Одним из основных металлургических процессов является плавление. Температура плавления – это показатель, при котором вещества переходят из твердого состояния в жидкое. В сварочных процессах температуры достигают 5-7 тысяч градусов.

В твердых материалах атомы расположены близко друг от друга. В металлах маленькая длина междуатомных связей приводит к обобществлению электронов.
Образующиеся группы подвижных электронов называются металлической связью. Она обуславливает все свойства металлов: высокие значения тепло- и электропроводности, пластичность, химическую активность.
Тепловые процессы при сварке приводят к отдалению друг от друга атомов на кромке соединяемых металлов, продвижению их в зону расплава, перемешиванию в ней. В результате металлургических процессов плавления в сварочной ванне образуется новый расплавленный материал, из которого после застывания получается шов.
Характер источника тепловой энергии определяет виды сварки. Чаще всего выполняется электродуговое, электрошлаковое, электроннолучевое, диффузное сваривание. При необходимости используют другие технологии термического воздействия.
Технологические особенности
Понятие о металлургических процессах, реализующихся при сварке, полностью формируется при рассмотрении всех физико-химических явлений, химических реакций в рабочей зоне.
Они подобны преобразованиям, проходящим на сталеплавильных комбинатах. Существует несколько технологических особенностей сварки, отличающих ее от металлургии:
- в небольшом пространстве взаимодействует сразу несколько фаз;
- в разных точках сварочной ванны значительно отличаются показатели температур. Для центральной части зоны характерен большой перегрев;
- расплавленная масса интенсивно движется, перемешивается, обновляется;
- место сплава быстро охлаждается, образуя новую твердую фазу.
В таких специфических условиях идет быстрое взаимодействие частиц расплава с молекулами окружающих газов, флюсов, присадок. Взаимодействие между плавящимся материалом и окружающей средой в зоне дуги разнообразны.
Одновременно протекают реакции окисления, раскисления (восстановления), легирования. В зоне шва могут поглощаться или выделяться газообразные продукты.
Часто реакции идут не до полного завершения. Все превращения сказываются на качестве шва. Чтобы обеспечить прочное соединение материалов, нужно регулировать процесс со знанием его металлургических особенностей.
Расщепление молекул

Расщепление молекул газов и других сложных веществ во время сварки часто называют диссоциацией. Это не совсем верно, но термин прижился.
При классической диссоциации образуются ионы. При распаде молекул в металлургических процессах сварки образуются только атомы или новые молекулярные вещества и атомы.
Так расщепление простых газов (водорода, кислорода, азота) приводит в каждой реакции к образованию атомов. Причем, первые два из приведенных газов расщепляются почти полностью.
Распад азота идет медленнее. Расщепление молекулы воды при разных температурах дает принципиально отличающиеся продукты. В одном случае образуется атомарный кислород, который инициирует реакции окисления. В других условиях выделяется атомарный водород – сильнейший восстановитель.
В состав покрытий электродов часто содержится фторид кальция, называемый плавиковым шпатом.
При его расщеплении образуется атомарный фтор. Его возможное влияние на сварку двояко. Атомы фтора могут понижать стабильность дуги, но при этом связывать атомарный водород, уменьшая, таким образом, восстановительное направление реакций.
Покрытия электродов часто содержат карбонаты, известные склонностью к термическому разложению с образованием углекислого газа.
При температуре сварочной зоны он разлагается с выделением атомов кислорода. Атомарный кислород внедряется в металлургический процесс, ухудшает качество расплавов.
Окислительные реакции

Окисление существенно влияет на качество сварного соединения. Реакция может стимулироваться кислородом среды, шлаками рабочей зоны, оксидами поверхностей деталей.
Из всех оксидов железа наихудшим образом на состояние шва влияет низший оксид. Он имеет небольшую температуру плавления, внедряется в расплав, затвердевает в нем первым при охлаждении.
Высшие оксиды всплывают вверх или остаются в виде шлаков, которые можно легко удалить. Ухудшают механические качества швов оксиды других элементов: кремния, углерода, марганца. Для обеспечения качественного металлургического процесса при сварке влияние окислителей нужно минимизировать.
Раскисление
Добиться полного отсутствия окислительных реакций в металлургических сварочных процессах очень сложно.
Для уменьшения влияния оксидов проводят восстановление металла из них, связывание кислорода с другими химическими элементами. Эта реакция называется раскислением.
Хороший результат наблюдается при образовании нерастворимых оксидов, которые легко переходят в шлак.
В качестве восстановителей в сварочных металлургических процессах чаще всего применяют кремний, титан, углерод, марганец, алюминий.
Восстанавливающие добавки вносят в рабочую зону посредством плавящихся электродов, флюсов, электродных покрытий. В результате взаимодействия с углеродом образуется газ, который в структуре шва сформирует поры. Если нужно получить плотный шов без пор, применяют другие восстановители.
При использовании в качестве раскислителей марганца, кремния свойства шва улучшаются. Эти добавки в металлургическом процессе выполняют одновременно легирующую функцию. Улучшать сварочное соединение можно кобальтом, никелем другими элементами легирования, которые хорошо растворяются в рабочей зоне.
Очистка и применение неплавящихся электродов
Негативно сказываются на прочности сварочного шва газообразные вещества водород и азот. Для уменьшения насыщения среды вредными газами в металлургических технологиях применяют специальные приемы, прежде всего очистка и прокаливание исходных материалов.

Особыми приемами рафинирования из рабочей зоны выводят серу, фосфор. Суть этой стадии металлургического процесса сводится к выведению серы и фосфора из сульфидов и фосфидов в состав шлаковых веществ.
При использовании тугоплавких электродных материалов количество химических компонентов в металлургическом процессе сварки значительно уменьшается.
Сварочную зону составляют только расплавы крайних частей деталей. Инертное газовое облако сводит на нет вероятность окислительных реакций. Шов образуется из атомов исходных материалов без инородных вкраплений.
При необходимости введения дополнительных компонентов в сварочную зону вводят присадочную проволоку. Хорошее сплавление возможно при использовании присадок из металлов, идентичных по составу материалу исходных деталей.
Электрошлаковая и плазменная технология
В электрошлаковой технологии дуга пронизывает сварочную ванну через расплавленный шлак, компоненты которого естественным образом участвуют в химических реакциях.

В первые мгновения металлургического процесса расплавляется флюс, через который затем проходит дуга и достигает расплавленный шлак. Система в данной технологии имеет много компонентов.
Для получения хорошего сварочного соединения нужно учитывать химические свойства каждого вещества, возможность их взаимодействия; направлять процесс в требуемое русло регулированием параметров.
Источником энергии, вызывающим расплавление в плазменной технологии, является ионизированный газ. Образование плазмы обеспечивается действием тока с большой плотностью через сдавленный газ.
Обычно используют инертные газообразные вещества, например аргон. Формируют шов электродами из вольфрама. Участие всех других веществ во время плазменной сварки исключается.
Металлургические процессы сваривания в плазме имеют специфику. Механизмы реакций существенно отличаются от изменения атомных связей при обычных взаимодействиях. Плазменная сварка используется для получения швов очень высокого качества.
Все виды сварки по сути происходящих технологических процессов являются разновидностью металлургических превращений. Понимание роли каждого химического компонента рабочей зоны, его влияния на результат, возможности взаимопревращений среды позволяет получить хорошее сварочное соединение.
Читайте также: