Параллельная работа сварочных трансформаторов
Обновлено: 18.05.2024
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 1 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
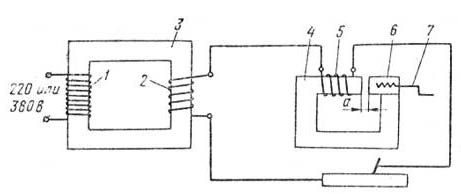
Рис. 1. Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть б, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 1, создаст действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 1). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
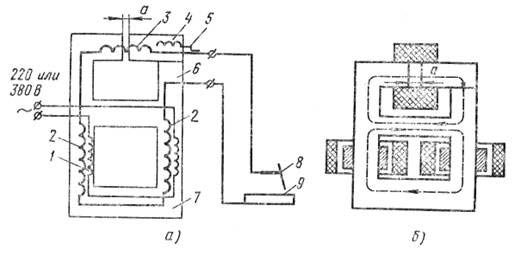
Рис. 2. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная схема (б). 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — подвижной пакет магнитопровода; 5 — винтовой механизм с рукояткой; 6 — магнитопровод регулятора; 7 — магнитопровод трансформатора; 8 — электродержатель; 9 — свариваемое изделие
В 1924 г. академиком В. П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 2. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух, связанных общим ярмом сердечников,— основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4, путем изменения воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы СТН-500-П и СТН-700-И с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5 % от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
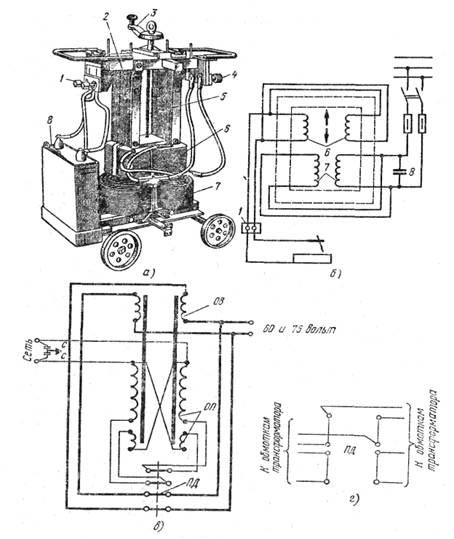 | |
| Рис. 3. Сварочные трансформаторы: а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1 — сетевые зажимы для проводов; 2 — сердечник (магнитопровод); 3 — рукоятка регулирования тока; 4 — зажимы для подсоединения сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор; в — параллельное; г — последовательное соединение обмоток трансформатора ТД-500; ОП — первичная обмотка; ОВ — вторичная обмотка; ПД — переключатель диапазона токов; С — защитный фильтр от радиопомех. | Рис.4 Портативный сварочный аппарат |
На рис. 3-а,б показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (соs φ). На рис. 3, в показана принципиальная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при . увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
Трансформатор ТД-500 ~ однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Переключение диапазонов тока производят переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Величину отсчета тока производят по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила техники безопасности при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства — ограничители холостого хода.
Сварочные трансформаторы промышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен на рис.4. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которых соединен с электрододержателем, а второй - с заземляющим зажимом.
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
Сварочные трансформаторы
Условия параллельной работы трансформаторов
Параллельная работа трансформатора характеризуется особенной работой обмоток. К первичным контурам подводится питающая сеть. Подключение обмотки вторичного типа производится к общей сети. Исходящее электричество питает различных потребителей.

Требования сети
Включение трансформаторов на параллельную работу вызвано определенными особенностями эксплуатации электроустановок. Представленный подход позволяет решить проблемы электроснабжения.
При параллельном подключении силовых трансформаторов удается избежать увеличения токов основного устройства. Система менее подвержена перегрузкам. В процессе параллельного подключения обмоток трансформатора уменьшается показатель сбоев в работе электросети. Вероятность, что не будут работать сразу два трансформаторных устройства, крайне мала.
При эксплуатации силового оборудования высокой мощности необходимо обеспечить достаточное пространство (в высоту) для установки агрегата. В небольшом помещении допускается параллельная работа трансформаторов, согласно ПУЭ. На территории одной электроустановки со стандартными размерами пространства возможно использовать необходимое количество силовой аппаратуры. Для увеличения продуктивности, безопасности работающих от разных источников агрегатов, потребуется правильно создать параллельное соединение обмоток.
Особенности
Параллельное соединение трансформаторов тока должно выполнять установленные правила и условия включения. Силовые агрегаты при включении должны характеризоваться определенным показателем полной мощности. Эта величина соответствует сумме мощностей соединенных приборов. При этом выполняется условие. Величины сопротивлений, коэффициент трансформации в процессе включения трансформаторов на параллельную работу, равны.

Если величины мощности неодинаковы, нагрузка делится в соответствии с номиналами. Это происходит при условии равенства коэффициента трансформации подключаемых объектов.
Существует правило. Разрешается допускать соединения параллельным включением установок с мощностью выше в 2 раза. В этом случае нужно следить за работой агрегатов. Трансформаторы не функционируют постоянно.
Условия
Существуют определенные условия параллельной работы трансформаторов. Всего установлено 5 пунктов. Включенные приборы работают правильно при следующих условиях:
- Фазировка. Выполнение этого условия трансформаторами является обязательным. Иначе будет наблюдаться короткое замыкание. Токи вторичных цепей позволяют выполнить фазировку. Фазы соединений согласовываются со стороны низкого, высокого напряжения.
- Напряжение на обмотках вторичных и первичных катушек при соединении должно быть разным. Это условие выполняется с соблюдением особенностей изоляции. Коэффициент трансформации всех элементов системы должен быть идентичным. Соединить устройство допускается, если отклонение показателя не превышает 0,5 %.
- Напряжение короткого замыкания равно для всех агрегатов. Это способствует выполнению обмотками установленных функций. Сопротивление контура возрастает при высоком напряжении короткого замыкания. Увеличивая его уровень для маломощного агрегата, можно получить перегрузку. Для нормальных условий функционирования системы при выполнении стандартов отклонение между показателями короткого замыкания устройств не превышает 10%.
- Включить параллельным соединением допускается одинаковые обмотки, соответствующие друг другу. При несоблюдении этого условия работающими приборами вырабатываются уравнительные токи. Наблюдается сдвиг фазы.
- Мощность аппаратуры не должна отличаться в 3 раза. Это является важным условием правильной работы системы. В противном случае мощный прибор увеличивает нагрузку на следующие приборы. Маломощные агрегаты будут перегружены. Соединять подобные устройства запрещается правилами безопасности.

Следуя перечисленным условиям, обеспечивается стабильная, эффективная работа силового оборудования. Безопасность и надежность функционирования системы повышается.
Невыполнение условий
Если не соблюдается хотя бы одно из условий, следует ожидать сбоев в работе оборудования. Нужно знать, в каком случае эксплуатация коммутированной установки будет небезопасной.
При использовании разных типов соединения появляется сдвиг фаз. При этом по контурам будет бежать ток, превышающий установленные производителем параметры. Максимальное увеличение значения появляется при возникновении короткого замыкания. Сдвиг фазы при этом составляет 180º для трансформаторов с группами обмоток 12 и 6.

Следующая небезопасная ситуация возможна при неравенстве коэффициентов трансформации. Во вторичной обмотке появится результирующее напряжение. Электричество будет протекать по цепи на холостом ходу.
При несовпадении показателей короткого замыкания будут неравны внутренние сопротивления. На холостом ходу электричество не появится, но нагрузка распределится в обратной зависимости от их сопротивления. Маломощный агрегат в такой ситуации будет перегружен.
Выполнение фазировки
Чтобы избежать появления короткого замыкания, на низшем выводе напряжения проводится фазировка. Если этот показатель в указанной точке не превышает 1000 В, применяется вольтметр. Его настраивают на соответствующий уровень напряжения.
Фазируемые обмотки соединяют. Это позволит получить замкнутый контур. Обмотки могут иметь заземленную нейтраль или выпускаться без нее. В первом случае контур замыкается через землю. Сопротивление между выводами замеряется. Результат сопоставляется с указанными производителем значениями.
Если нейтраль в конструкции не предусмотрена, потребуется ставить последовательно перемычку между соответствующими выводами двух трансформаторов. Между ними замеряют напряжение. Чтобы обеспечить безопасную работу агрегатов, соединяют те выводы, между которыми при замере не было напряжения.
Рассмотрев особенности параллельного соединения трансформаторных устройств, а также условия и рекомендации по проведению этого процесса, можно обеспечить стабильную и безопасную работу системы. Это предоставляет массу преимуществ в процессе энергоснабжения потребителей электричеством.
Виды и устройство сварочных трансформаторов
Сварочный трансформатор представляет собой оборудование, применяемое для дуговой ручной и прочих видов сварки. В зависимости от модели, технических характеристик существуют бытовые и промышленные разновидности. Сварочный выпрямитель или трансформатор преобразует электричество сети до требуемого значения. В состав аппарата входит несколько основных узлов. Их совместное действие образует электрическую дугу. Она плавит металл, соединяя детали сварным швом.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Презентация "Параллельная работа источников питания сварочной дуги"
После того как вы поделитесь материалом внизу появится ссылка для скачивания.
Подписи к слайдам:
Параллельная работа источников питания сварочной дуги МДК 01.02 Основное оборудование для производства сварных конструкций Специальность: 22.02.02 Сварочное производство, 1-й год обучения
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Разработала: преподаватель высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна
Параллельное включение сварочных машин применяют в тех случаях, когда мощность одного источника недостаточна для сварки.
Рис. 1 Параллельное соединение инверторов
Рекомендуется соединять источники питания одного типа или с одинаковыми номинальными данными.
При соединении источников питания на параллельную работу необходимо соблюдать следующие основные правила:
- Все клеммы соединяемых источников питания, имеющие одноименную полярность или одинаковую фазу, соединяются между собой, образуя две общие клеммы, от которых питается сварочная дуга.
2. Напряжение холостого хода источников питания должно
быть одинаковым. В противном случае, в замкнутых контурах, образованных обмотками параллельно соединенных источников питания, даже при отсутствии нагрузки, могут возникнуть значительные уравнительные токи, нарушающие нормальную работу источников питания.
3. Внешние характеристики источников питания должны быть подобны: крутопадающие, пологопадающие, жесткие.
Если соединить источники питания с разными характеристиками (например, с жесткими и падающими), то при колебании длины дуги изменение напряжения на источниках будет различно, вследствие чего появятся большие уравнительные токи.
Рис.2 Вольтамперная характеристики при параллельном
подключении двух источников питания
4. Общий ток нагрузки Iн, равный сумме токов отдельных источников питания (I2 и так далее), распределяется между источниками обратно пропорционально их полным сопротивлениям. Чем больше мощность источника питания, тем меньше его внутреннее сопротивление. Следовательно, источники питания разной мощности можно соединять на параллельную работу только при условии, что общий ток нагрузки не будет превышать суммы номинальных токов всех соединяемых источников питания.
5. Для того чтобы иметь возможность раздельно включать соединяемые на параллельную работу источники питания и иметь возможность раздельной настройки напряжения холостого хода в цепи, соединяющей зажимы низкого напряжения, должен быть установлен
однополюсный или двухполюсный рубильник.
Кроме выполнения основных правил, при параллельном соединении источников питания следует учитывать некоторые особенности их схем.
Рис.3 Схема включения на параллельную работу сварочных трансформаторов типа СТЭ
Рис.4 Параллельное подключение сварочных выпрямителей и трансформаторов
Параллельное соединение сварочных трансформаторов
Для того чтобы напряжения холостого хода параллельно соединяемых трансформаторов были равны, коэффициенты трансформации их должны быть одинаковы. Это условие, как правило, выполняется только для однотипных трансформаторов.
Первичные обмотки сварочных трансформаторов обязательно подключаются к одним и тем же линейным проводам питающей сети. Со стороны вторичных обмоток необходимо соединить клеммы, имеющие в каждый момент времени одинаковую полярность.
Читайте также:
- Микропроцессорное управление сварочного аппарата
- Как следует подготовить кромки к сварке труб одинакового внутреннего диаметра но с разной толщиной
- Сколько раз допускается исправлять дефекты сварного шва выполненного дуговой сваркой
- Область применения точечной сварки
- Схемы сварочных аппаратов и инверторов