Печка для сварочного аппарата
Обновлено: 02.05.2024
Термопеналы ТП- 5/150 предназначены для хранения сварочных электродов на рабочем месте сварщика.
Пенал-термос ПТ5 предназначен для хранения просушенных и (или) прокаленных горячих сварочных электродов на рабочем месте сварщика
Электропечь ЭПСЭ-10/400 - нагревательное устройство, используемое для прокалки и сушки электродов с автоматическим поддержанием установленной температуры от 100 до 400 °C.
Пенал-термос ПТ-5 (RD-3) предназначен для хранения просушенных и/или прокаленных горячих сварочных электродов на рабочем месте сварщика.
Электропечь ЭПСЭ-20/400 - нагревательное устройство, используемое для прокалки и сушки электродов с автоматическим поддержанием установленной температуры от 100 до 400 °C
Термопенал ПТ-5 (RD-450) предназначен для хранения и перемещения прокаленных электродов.
Электропечь НОВЭЛ ЭПСЭ-50/400К – широко применяется для автоматической прокалки и сушки, при заданной температуре, в условиях стационарного производства
Термопенал ТВ-5 служит для подогрева и хранения прокаленных сварочных электродов с покрытием, используемых для ручной дуговой сварки
Термопеналы ТП- 10/150 предназначены для хранения сварочных электродов на рабочем месте сварщика
Термопеналы ТП- 5/150 предназначены для хранения сварочных электродов на рабочем месте сварщика
Пенал-термос ПТ10 предназначен для хранения просушенных и (или) прокаленных горячих сварочных электродов на рабочем месте сварщика
Термопеналы ТПК-10/150 цилиндрической формы предназначены для хранения и подогрева (с автоматическим поддержанием температуры) прокаленных сварочных электродов, применяемых для ручной дуговой сварки на рабочем месте сварщика
Термопеналы ТПК-8/150 цилиндрической формы предназначены для хранения и подогрева (с автоматическим поддержанием температуры) прокаленных сварочных электродов, применяемых для ручной дуговой сварки на рабочем месте сварщика
Термопеналы ТПК-6/150 цилиндрической формы предназначены для хранения и подогрева (с автоматическим поддержанием температуры) прокаленных сварочных электродов, применяемых для ручной дуговой сварки на рабочем месте сварщика
Электропечь КЕДР ЭП-40МК с цифровой индикацией цилиндрическая (220В, 400°C, загрузка 40кг) предназначена для сушки и прокалки сварочных электродов при заданной температуре в стационарных условиях с относительной влажностью окружающего воздуха не более 80%.
НОВЭЛ ЭПСФ 120/400МК – мощная и производительная электропечь, предназначенная для сушки и прокалки флюса в автоматическом режиме при заданных температурных опциях.
ESAB SDF-250 - это большой контейнер для прокалки и хранения сварочного флюса. Печь оснащена колесами для перемещения, а также цифровым термостатом с широким диапазоном температур. После прокалки температура автоматически опускается до рекомендованной предварительно установленной температуры хранения в 130°C.
ESAB SDE-250 - это большой контейнер для прокалки и хранения электродов. Печь оснащена колесами для перемещения, а также цифровым термостатом с широким диапазоном температур. После прокалки температура автоматически опускается до рекомендованной предварительно установленной температуры сухого хранения в 130°C.
Электропечь ЭП-50 КЕДР с цифровой индикацией (220В, 400°C, загрузка 50кг) предназначена для сушки и прокалки сварочных электродов при заданной температуре в стационарных условиях с относительной влажностью окружающего воздуха не более 80%.
Термопеналы ТПК-5/150 цилиндрической формы предназначены для хранения и подогрева (с автоматическим поддержанием температуры) прокаленных сварочных электродов, применяемых для ручной дуговой сварки на рабочем месте сварщика
SDE-50 - это большой контейнер для прокалки и хранения электродов. Печь оснащена колесами для перемещения, а также цифровым термостатом с широким диапазоном температур. После сушки температура автоматически опускается до рекомендованной предварительно установленной температуры сухого хранения в 130°C.
Электропечь КЕДР ЭП-50МК с цифровой индикацией цилиндрическая (220В, 400°C, загрузка 50кг) предназначена для сушки и прокалки сварочных электродов при заданной температуре в стационарных условиях с относительной влажностью окружающего воздуха не более 80%.
ESAB PSE-24 - это легкий, удобный и мобильный контейнер для хранения электродов. Контейнер оснащен ручным термостатом с широким диапазоном температур. Нагреватель расположен вертикально сверху вниз и полностью изолирован.
Электропечь ЭП-20 КЕДР с цифровой индикацией (220В, 400°C, загрузка 20кг) предназначена для прокалки и сушки сварочных электродов при заданной температуре в стационарных и передвижных условиях с относительной влажностью окружающего воздуха не более 80%.
Электропечь ЭП-40 КЕДР с цифровой индикацией (220В, 400°C, загрузка 40кг) предназначена для сушки и прокалки сварочных электродов при заданной температуре в стационарных условиях с относительной влажностью окружающего воздуха не более 80%.
Электропечь ЭП-140МК КЕДР с цифровой индикацией (220В, 400°C, загрузка 140кг) предназначена для сушки и прокалки сварочных электродов при заданной температуре в стационарных условиях с относительной влажностью окружающего воздуха не более 80%.
Электропечь ЭПСЭ-20/400.01М - нагревательное устройство, используемое для прокалки и сушки электродов с автоматическим поддержанием установленной температуры от 40 до 400 °C
НОВЭЛ ЭПСЭ-90/400К – современная и мощная электропечь для осуществления процесса предварительной прокалки и просушки электродов для сварочных работ.
НОВЭЛ ЭПСЭ-140/400МК – высокопроизводительная электропечь, предназначенная для сушки и предварительной прокалки сварочных электродов
Термопенал предназначен для хранения прокаленных сварочных электродов, используемых для ручной дуговой сварки, на рабочем месте сварщика.
ESAB PSE-10 - это легкий, удобный и мобильный контейнер для хранения электродов. Контейнер оснащен ручным термостатом с широким диапазоном температур. Нагреватель расположен вертикально сверху вниз и полностью изолирован.
Электропечь ЭП-140К КЕДР (220В, 400°C, загрузка 140кг) предназначена для сушки и прокалки сварочных электродов при заданной температуре в стационарных условиях с относительной влажностью окружающего воздуха не более 80%.
Электропечь НОВЭЛ ЭПСЭ-50/400.01К – эффективное оборудование, с помощью которого можно осуществлять процесс прокалки и просушки сварочных электродов
ESAB SDF-50 - это большой контейнер для прокалки и хранения сварочного флюса. Печь оснащена колесами для перемещения, а также цифровым термостатом с широким диапазоном температур. После прокалки температура автоматически опускается до рекомендованной предварительно установленной температуры хранения в 130°C.
ESAB SDE-100 - это большой контейнер для прокалки и хранения электродов. Печь оснащена колесами для перемещения, а также цифровым термостатом с широким диапазоном температур. После прокалки температура автоматически опускается до рекомендованной предварительно установленной температуры сухого хранения в 130°C.
ESAB PSE-5 - это легкий, удобный и мобильный контейнер для хранения электродов. Нагреватель расположен вертикально сверху вниз и полностью изолирован.
Печи для прокалки электродов
Сварка печи для бани самостоятельно в домашних условиях

О СВАРКЕ
При обустройстве частного дома часто возникает проблема, как правильно сварить печь в баню своими руками. Нужно все правильно рассчитать, выбрать самые качественные материалы и инструменты.

Чертеж и конструкция самодельной печи с баком
Недостаточно знать, как сварить печку: сначала нужно разобраться с ее устройством и сделать чертеж.
Новичкам лучше брать для проектирования простую модель, причем с топкой квадратной формы, поскольку она считается самой легкой в изготовлении.
Рекомендуемая ширина топки – 0,5 м, высота должна быть такой же.
Конструкция печи включает такие элементы, как:
- Топочная камера. Здесь сгорает топливо. Энергия от него расходуется на обогрев помещения.
- Колосник. Делит топку на 2 отсека. В нижнем собирается зола, а верхний используется для закладки топлива.
- Зольник. Находится под топочной камерой. После сгорания топлива зола попадает сюда, и ее нужно регулярно вычищать. Поэтому у хозяев должен быть доступ к зольнику.
- Поддувало. Представляет собой защитную дверцу, с помощью которой регулируется естественная циркуляция воздуха в топке, обеспечивается интенсивное горение.
- Теплообменник печи. Располагается по-разному в зависимости от модели. Иногда его встраивают в дымоход, а в фабричных устройствах помещают в топливную камеру.
- Дымоотводная труба. Считается обязательным элементом любой печи, поскольку через нее выводятся отработанные газы. Дымоотвод должен быть оснащен шиберной задвижкой. Она помогает создать естественную тягу. Размер этой задвижки влияет на интенсивность сгорания топлива.
Любые тщательно проработанные чертежи должны включать в себя все элементы.
Характеристики будущего изделия
Основные характеристики агрегата подбирают в зависимости от имеющегося свободного пространства. Необязательно делать модель со встроенным баком для воды. Резервуар может быть выносным, если площадь помещения это позволяет.
Ширина и высота топки должны составлять 0,5 м, размеры стенок – 0,65х0,85 м. Это параметры наружных стенок, внутренние перегородки делают немного меньше. Для их приваривания к основанию оставляют припуск.
.jpg)
Колосниковые решетки и дверцы топки можно сделать самому либо купить готовые, чтобы облегчить работу. Это позволит добиться высокого качества этих элементов.
Что понадобится в работе
Сварить печку для бани своими руками можно только при наличии соответствующих инструментов и материалов.
- сварочный аппарат и электроды для сварки (размером 3 или 4 мм);
- болгарка, с помощью которой делают заготовки для печки;
- шлифовальная машинка;
- металл, из которого изготавливают печь (чаще всего нержавеющая сталь).
Трубы также используют стальные, их покупают готовыми.
.jpg)
Техника безопасности по сварке печи
Соблюдаются общие для всех видов сварки меры безопасности:
- Работать только в защитном комбинезоне, перчатках и маске.
- Обязательно проверять техническое состояние сварочного аппарата, кабелей и силовых установок.
- Соблюдать меры пожарной безопасности.
Пошаговая инструкция по созданию печи с баком
Многие считают, что самодельные конструкции нельзя сравнивать с каменкой, произведенной в промышленных условиях. По своим эксплуатационным характеристикам такие печи не уступают готовым. А если мастер готов проявить немного терпения, то и дизайн изделия будет привлекательным.
Простой способ для новичков
Начинающие мастера часто интересуются, как сварить печку для бани своими руками из старого газового баллона. Этот способ считается наиболее простым.
.jpg)
Этапы проведения работ:
- Подготовить баллон. Открутить вентиль и заполнить его водой, которая вытеснит остатки газа (пропана).
- С помощью болгарки отрезать по заводскому шву крышку баллона.
- В крышке проделать отверстия, чтобы можно было установить дверцы топки и зольника. В корпусе сделать прорези для патрубка диаметром 100-150 мм. Патрубок необходим для соединения агрегата с дымоходом.
- На проемы дверок приварить конструкции из металлических полос.
- Внутрь баллона установить уголки, к ним прикрепить колосниковую решетку.
- Приварить к торцу крышку изделия.
- Изготовленные дверцы снабдить запорами и петлями и установить на место.
- Приварить к баллону ножки (печь такого типа не имеет фундамента, ее ставят сразу на пол) и прикрепить патрубок для дымоотвода.
Перед использованием по назначению банную печь протапливают наружу. Это делается для того, чтобы выжечь остатки краски. Потом владелец может обезжирить поверхность баллона и покрыть его термостойкой краской.
Когда в бане нет электрического водонагревателя (бойлера), в дополнение к такой печи сваривают бак для нагрева воды, используя для этого нержавеющую сталь. Чтобы обеспечить нагрев жидкости, через такой бак пропускают дымоход или размещают резервуар отдельно, соединяя его с помощью труб с теплообменником. Последний монтируют на дымоотводе.
Сложная конструкция
Опытному мастеру доступно и устройство сложной конструкции:
- С помощью болгарки из металла делают заготовки для будущих стенок изделия.
- Дно печки выкладывают так, чтобы оно лежало на ровном основании. Затем начинают фиксировать стенки, начиная с боковых. Правильность расположения каждой проверяют угольником. Затем фиксируют заднюю стенку. После можно выполнять сварку швов по периметру. Хороший сварной шов должен быть максимально аккуратным.
- Внутрь устанавливают перегородки, которые помогают разделить пространство на саму топку, отделение для золы и т.д. Для фиксации перегородок используют металлический уголок.
- В заготовках для перегородки и лицевой части делают отверстия. К внутренней перегородке приваривают колосники, к лицевой крепят дверцу. После лицевую сторону приваривают к конструкции.
- Мастеру нужно установить трубу в заранее проделанное для нее отверстие в крыше и зафиксировать у основания при помощи сварки.
- Следует сделать защитные дверки и использовать для этого фиксирующие элементы.
- На последнем этапе к корпусу приваривают ножки. Для их изготовления используют металлический уголок длиной до 12 см.
Модель может быть оснащена баком для воды. Его рекомендуется устанавливать на заднюю часть корпуса. Сверху на топочную камеру кладут специальные камни. Выходит печь, не уступающая по качеству фабричной.
Как самому сделать индукционный нагреватель из сварочного инвертора

ОБОРУДОВАНИЕ
Индукционный нагреватель из сварочного инвертора представляет собой эффективный прибор с высоким КПД и несложным внутренним устройством. Устройства промышленного производства обойдутся достаточно дорого, поэтому самостоятельная сборка является неплохой альтернативой.
Описание самодельного индукционного нагревателя
Нагревательное оборудование, которое работает по принципу индукции, стремительно набирает популярность. Это обусловлено практически бесшумной работой, эффективным обогревом окружающего пространства и повышенной безопасностью в сравнении с топливными системами.

Устройство самоделки
Самодельный прибор состоит из таких частей:
- Нагревательного элемента. В его качестве используется трубка из металла или полимерных материалов, которая спрятана в индукторном компоненте и содержит теплоноситель.
- Альтернатора (генератора переменного ТВЧ). Устройство требуется для повышения частот бытовой сети. Оно делает их выше стандарта в 50 Гц.
- Индуктора. Представляет собой цилиндрическую катушку из проволоки, которая генерирует электромагнитное поле.
Сфера применения
Принцип индукции широко применяется в таких сферах человеческой деятельности:
- Металлургия. С помощью технологии производится плавка металлических заготовок.
- В бытовой сфере. С помощью нагревателей выполняется готовка пищи, нагрев воды или обогрев частных сооружений.
- В отдельных направлениях промышленности. Метод используется в работе индукционных печей быстрого разогрева.
Принцип работы индукционного нагревателя для металла
Под индуктором подразумевается катушка, изготовленная из медной проволоки, которая провоцирует магнитное поле. С помощью генератора переменного тока формируется высокочастотный поток из базового потока бытовой электросети с частотой 50 Гц. Роль нагревателя играет металлический элемент, поглощающий тепло. При правильном соединении таких составляющих получается эффективный прибор, который может использоваться для нагрева жидкого вещества и обогрева помещения.
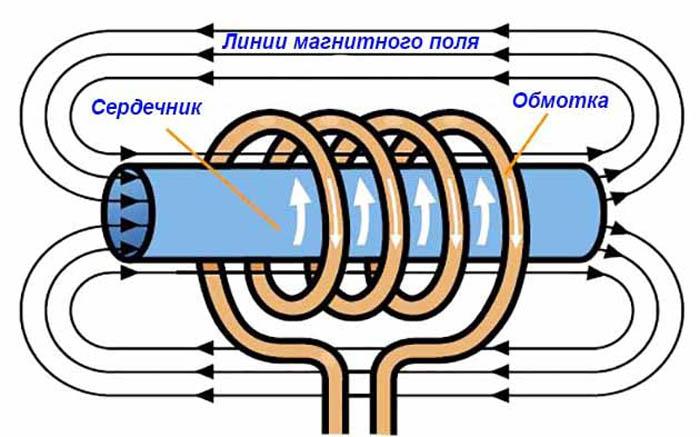
Генератор направляет электрический ток с соответствующими параметрами на катушку (индуктор). Когда сквозь деталь проходит поток заряженных частиц, это вызывает формирование магнитного поля.
Индукционные нагреватели работают по принципу образования электропотоков в проводниках. Магнитное поле может менять направление электромагнитных волн. В случае взаимодействия с металлическими изделиями, оно моментально нагревает их без контакта с индуктором. Этому способствуют вихревые токи.
Действительно ли можно сэкономить на индукционном нагреве
Популярность использования оборудования в быту обусловлена неплохой экономией электроэнергии. При установке на кухне плит, работающих по методу индукции, у владельца исчезает необходимость включения вентиляции, т.к. окружающее пространство практически не прогревается. Нагревательная поверхность не требует сложной очистки, поскольку она выполнена из стекла.
Из-за увеличенной скорости нагрева продолжительность работы системы сокращается, что тоже позволяет сэкономить на электричестве.
Преимущества самодельного устройства
Нагреватели имеют несколько важных достоинств. К ним относят следующие пункты:
- На поверхности агрегата не появляется накипь, поскольку при образовании вихревых токов происходит вибрация. Подобная особенность исключает дополнительные траты на очистку котлов.
- Теплогенератор отличается максимальной герметичностью, даже если он изготовлен своими руками. Вероятность протечек в котлах исключается, поскольку теплоноситель прогревается внутри трубы, а тепловая энергия передается посредством электромагнитного поля. В устройстве системы не предусмотрены разъемные соединения.
- Нагревательный прибор не нуждается в ремонте или обслуживании, поскольку он представляет собой трубку из меди. Для сравнения, спираль ТЭНа часто перегорает и требует замены.
- Во время работы инверторного оборудования отсутствует избыточный шум. При этом агрегат создает вибрации, но их частота настолько низкая, что они практически не ощущаются.
- Сборка и обслуживание системы не сопровождаются большими затратами. Это позволяет без особых сложностей и финансовых вложений соорудить обогревательный прибор в домашних условиях.
Недостатки нагревателя
Помимо положительных качеств, нагреватели индукционного типа имеют и недостатки. При размещении на небольшом расстоянии от оборудования можно получить ожоги, поскольку оно нагревает не только теплоноситель, но и окружающее пространство. В сравнении с газовыми котлами индукционные системы дороже в эксплуатации.
В число недостатков относится риск детонации из-за перегрева теплоносителя.
Проблема исключается путем монтажа датчика давления.
Что потребуется для изготовления своими руками
Для предстоящей сборки нагревателя из инверторного механизма потребуется подготовить:
- Корпус будущего агрегата. Его делают из полимерной трубы диаметром 50 мм, которая устойчива к нагреву.
- Нагревательный элемент. В качестве этой детали можно использовать проволоку из нержавеющего материала.
- Держатель для проволочных отрезков. Это металлическая сетка с небольшим сечением ячеек.
- Индукторная составляющая. Подойдет медная проволока.
- Система подачи жидкости. Для этих целей используется циркуляционный насос.
Кроме того, потребуется подготовить терморегулятор и элементы подключения к отопительному контуру, к которым относятся шаровые краны и переходники.
Схемы для изготовления нагревателя
Существуют готовые чертежи для сборки нагревательного оборудования. В зависимости от технических параметров и назначения устройства они различаются.
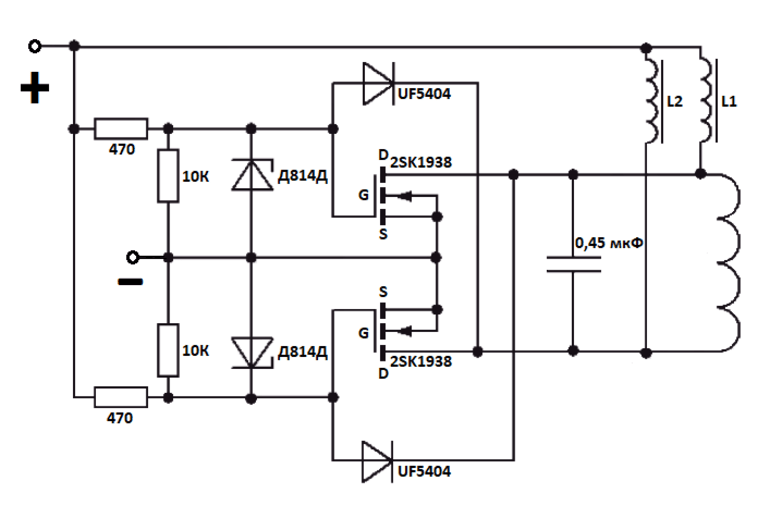
Классическая схема нагревателя функционирует по принципу «двойного полумоста», который оснащен 4 силовыми транзисторами и изолированным затвором. Для управления транзисторами используют микросхему IR2153.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты. Также важно подготовить чертежи и придерживаться инструкции по сборке.
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
Чтобы система работала корректно, останется подключить медную проволоку к плюсовому значению сварки и оценить работоспособность конструкции.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Длина отрезков регулируется индивидуально без особых ограничений. При этом, чем выше показатель магнитного сопротивления стали, тем быстрее будет осуществляться нагрев.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
Последующая сборка производится по такой инструкции:
- На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
- Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК. Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
- Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
- Изготавливается обмотка. Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Если планируется частая и интенсивная эксплуатация оборудования, лучше подготовить блок питания повышенной мощности.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.
.jpg)
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
Специалисты применяют для таких целей терморегуляторы с реле и датчиками. Такие элементы умеют отключать цепь при нагреве теплоносителя до требуемой температуры.
Безопасность устройства
Для повышения безопасности самодельного нагревателя необходимо выполнить такие требования:
- Организовать качественную изоляцию. Все проводники и соединения нужно тщательно заизолировать, чтобы исключить риск получения удара током.
- Правильно выбрать отопительную систему. Индукционные системы не подходят для совместного использования с оборудованием, которое применяет принцип естественной циркуляции воды. Для этих систем нужен водяной насос.
- Выбрать подходящее размещение устройства. Прибор должен находиться на расстоянии от 40 см от стен и предметов интерьера, и на расстоянии от 80 см от потолка или напольного покрытия.
- Установить регулировочные клапаны и манометры. Такие средства безопасности защитят оборудование от скачков давления. Кроме того, нужно предусмотреть систему стравливания воздуха.
Полезное видео по созданию нагревателя индукционного типа
В предложенных видео подробно описан принцип работы устройств индукционного типа. Также в ролике можно посмотреть особенности самостоятельной сборки агрегата.
Дополнительные советы по изготовлению
При изготовлении системы необходимо изолировать открытые элементы для повышения безопасности. Рекомендуется предусмотреть автоматическую систему управления системой и подключать прибор к электрической сети с помощью подходящих переходников. Такие действия повысят безопасность нагревателя и продлят срок его службы.
Печи(пеналы) для сушки и прокалки электродов

Термопенал ПЭ 10-150 (220В, 0,2кВт) (печь)
Термопенал ПЭ 10-150 (220В, 0,2кВт) (печь)
в наличии во Владивостоке
под заказ(3 рабочих дня) в Хабаровске

Термопенал ПЭ 6-150 (220В, 0,2кВт) (печь)
Термопенал ПЭ 6-150 (220В, 0,2кВт) (печь)
в наличии в Хабаровске

Эл/печь для сушки и прокалки электродов ПСПЭ 40/400,220В,3кВт
Эл/печь для сушки и прокалки электродов ПСПЭ 40/400,220В,3кВт
заканчивается в Хабаровске

Эл/печь для сушки и прокалки электродов ПСПЭ 20/400,220В,1,4кВт
Эл/печь для сушки и прокалки электродов ПСПЭ 20/400,220В,1,4кВт
Эл/печь для сушки и прокалки электродов ПСПЭ 10/400,220В,0,7кВтЭл/печь для сушки и прокалки электродов ПСПЭ 10/400,220В,0,7кВт

Эл/печь для сушки и прокалки электродов ПСПЭ-50/400,220В,3кВт (цифр индикация)
Эл/печь для сушки и прокалки электродов ПСПЭ-50/400,220В,3кВт (цифр индикация)
Терморегулятор KSD301-150 (TM22)Терморегулятор KSD301-150 (TM22)

Пенал-термос П-5 (пластиковый корпус, алюминиевая колба)
Пенал-термос П-5 (пластиковый корпус, алюминиевая колба)

Термопенал ESAB DS5, 240V (арт. 0700011086)
Термопенал ESAB DS5, 240V (арт. 0700011086)
цена по запросу

Терморегулятор капиллярный WZA-E-350
Терморегулятор капиллярный WZA-E-350

Эл/печь для сушки и прокалки электродов ПСПЭ 40/400,220В,3кВт (цифр индикация)
Эл/печь для сушки и прокалки электродов ПСПЭ 40/400,220В,3кВт (цифр индикация)

Эл/печь для сушки и прокалки электродов ПСПЭ-50/400,220В,3кВт
Эл/печь для сушки и прокалки электродов ПСПЭ-50/400,220В,3кВт

Терморегулятор капиллярный WZA-E-400, с ручкой 50-400С
Терморегулятор капиллярный WZA-E-400, с ручкой 50-400С

Термопенал ТПК 10/150-220
Читайте также: