Перечень и последовательность операций сборки и сварки труб
Обновлено: 03.05.2024
При дуговой сварке необходимо очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности на ширину не менее 10 мм.
Смещение кромок на участке не более Δt длины окружности трубы – при сварке не должно превышать 20 % толщины стенки и не должно быть более 3 мм.
Стыкуют трубы с помощью центраторов, домкратов и других приспособлений, обеспечивающих взаимное совмещение кромок. Стыки труб при дуговой сварке фиксируют прихватками, число которых можно определить по формуле
В любом случае количество прихваток должно быть не менее трех, их длина должна составлять 60-80 мм, толщина – не менее 4 мм. Стыки сварных труб с односторонними продольными прямыми швами собирают так, чтобы эти швы были смещены относительно друг друга не менее чем на 100 мм. Двусторонние продольные и спиральные швы можно не смещать.
Сборка труб состоит из следующих технологических операций: подготовки труб и кромок их торцов к сборке; раскладки труб на сборочных подкладках (стеллажах, стендах); центровки и стягивания труб до образования между кромками торцов нормативного зазора; скрепления собранного стыка сварочными прихватками; сварки стыка.
Подготовка труб включает в себя: очистку кромок шириной 10. 15 мм соединяемых труб от грязи, ржавчины и особенно от масел; Выравнивание вмятин и неровностей торцов; выправление овальности, чтобы разность диаметров торцов не превышала допустимую (1.. . 1,25 % номинала). Толщина стенок соединяемых труб не должна иметь отклонения более 12. 15 % стандартного размера.
Раскладка труб перед сборкой должна способствовать их беспрепятственной и удобной центровке — совмещению геометрических осей и кромок труб при строгом соблюдении нормативных зазоров. Для этого применяют специальные зажимы-центраторы: наружные (винтовые, эксцентриковые, цепные) и внутренние (гидравлические).
С их помощью сначала закрепляют состыкованные трубы, накладывают прихватки и первый слой сварного шва. Благодаря синхронному действию разжимных кулачков (с усилием каждого до 40 кН) центраторы автоматически обеспечивают калибровку и центровку торцов труб. Затем стальные трубы сваривают с помощью электродуговой (ручной, полуавтоматической и автоматической) сварки, в том числе под слоем флюса или в зоне защитных газов, например, СО2, а также с помощью электроконтактной и газопрессовой сварки (магистральные трубопроводы).
При сварке газовых труб внутридомовых систем трубопроводов, вентиляционных стальных воздуховодов преимущество отдают электродуговой сварке в зоне или под защитой углекислого газа.
Электродуговая сварка стыков стальных труб осуществляется при повороте их вокруг своей оси (поворотные стыки) и без поворота (неповоротные или потолочные стыки).
Сварку неповоротных стыков ведут в два или три слоя, начиная с нижней образующей трубы в 50 мм от вертикального диаметра. Трубы диаметром до 500 мм сваривают непрерывным швом, а трубы больших диаметров – прерывным
Неповоротные стыки больших диаметров и при форсированных сроках работ
На сварочных базах (стационарных или полустационарных) сварку труб в звенья чаще всего выполняют под слоем флюса с применением сварочной головки типа ПТ-56, а корень шва сваривают под защитой углекислого газа с помощью полуавтомата А-547-р
Для сборки и сварки труб в звенья или секции длиной до 40 м в полевых условиях оборудуют трубосварочные базы вблизи трассы и вдоль нее через каждые 15. 30 км (в зависимости от рельефа и ситуации местности).
Готовые изделия грузят на трубовозы, доставляют на трассу и раскладывают вдоль траншеи (или опор) под некоторым углом к их оси. Затем после соответствующей подготовки их собирают с помощью гидравлического центратора в бесконечную нить.
Общий ритм сменной работы сварочной колонны, оснащенной четырехпостовыми сварочными установками типа СЧУ-2, достигает 300 и более стыков в смену. Электропитание сварочных постов осуществляют установками типа ПАУ-500 или ПАУ-1000, смонтированными на тракторных шасси.
Для сварки монтажных неповоротных, или потолочных, стыков на дне траншеи устраивают специальные приямки длиной 1,5 м, расположенные симметрично по каждую сторону свариваемого стыка. Глубина приямков – 60. 70 см, а ширина равна ширине траншеи.
Сборка и сварка труб нефтяных и газовых трубопроводов

Сварка магистральных нефтепроводов и газопроводов на территории России и СНГ — это комплекс трудоемких процессов, усложненных труднопроходимой местностью. В большинстве случаев, транспортировка производится на значительные расстояния, что требует поддержания постоянного давления на должном уровне. Это накладывает особые требования к контролю технологического процесса и качества используемых материалов и оборудования. Последствием не добросовестного выполнения сварочных работ и вовлечения не качественных материалов станет незапланированный ремонт и дополнительная, дорогостоящая работа с разработкой специальных мероприятий, а также не исключена экологическая катастрофа. Рассмотрим вопрос сварочных работ подробно, включая виды и назначение, ключевые элементы и этапы процесса, особенности «ручного» и «автоматического» методов», требования к безопасности и качеству.
Виды и назначение трубопроводов
- По назначению:
- для нефти и нефтепродуктов;
- «газовые»;
- гидроприводы (транспортировка полезных ископаемых);
- водопровод;
- паро и теплопроводы;
- осуществление подачи кислорода и перекачки воздуха;
- транспортировка аммиака.
- По способу прокладки:
- Наземные — монтируется на сваях, либо эстакадах с использованием подвижных и не подвижных опор. Как правило, при таком технологическом решении необходима теплоизоляция трубопровода.
- Подземные — укладывают в траншеи, обычно на глубину промерзания грунта. В таком случае требуется только наружное гидроизоляционное покрытие труб и зон сварных стыков, теплоизоляция не нужна.
- Подводные — располагают по дну какого-либо водоема, болота с установкой балластирующих устройств (пригрузов). Также могут проходить в специальных защитных футлярах, расположенных в грунте дна при пересечении рек и других водных преград. Как правило, такие футляры протаскивают методом горизонтально-направленного бурения.
- Плавучие — редкое технологическое решение, трубопровод находится на поверхности водной преграды, крепится специальными поплавками. (обычно используется для для транспортировки пульпы).
- По масштабу:
- Магистральные — имеют существенную протяженность и необходимы для дальнего транспорта нефти и газа.
- Промысловые — располагаются на территории месторождения, используются для транспортировки нефтяных и газовых минеральных ресурсов от добывающих скважин к месту их комплексной подготовки, обработки и очистки.
- Технологические — располагаются также на территории месторождения, как правило на кустовых площадках и является некой обвязкой технологического оборудования между собой и скважинами.
Виды стыков труб и требования к сварке трубопроводов
Сборка нефтепроводов и газопроводов практически одинаковы. Рассмотрим виды сварных стыков и их контроль в процессе сварки.
Сварные соединения делятся на:
- Стыковые — является основным видом соединением при сварке металлических труб, отводов, тройников, переходов и запорной арматуры. Сварной шов проходит по торцу труб или деталей трубопровода;
- Угловые — достаточно редкое соединение, используется при отсутствии возможности уставки тройника или его отсутствия;
- Нахлесточные — при таком соединении, как правило труба меньшего диаметра плотно вставляется в трубу большего диаметра. Также при таком соединении часто используют соединительные муфты. Сварной шов проходит по телу трубы;
Основные требования к сварке трубопровода заключаются в соблюдении норм и правил, указанных в таких документах как: СП 406.1325800.2018, ВСН006-89, ВСН005-88.
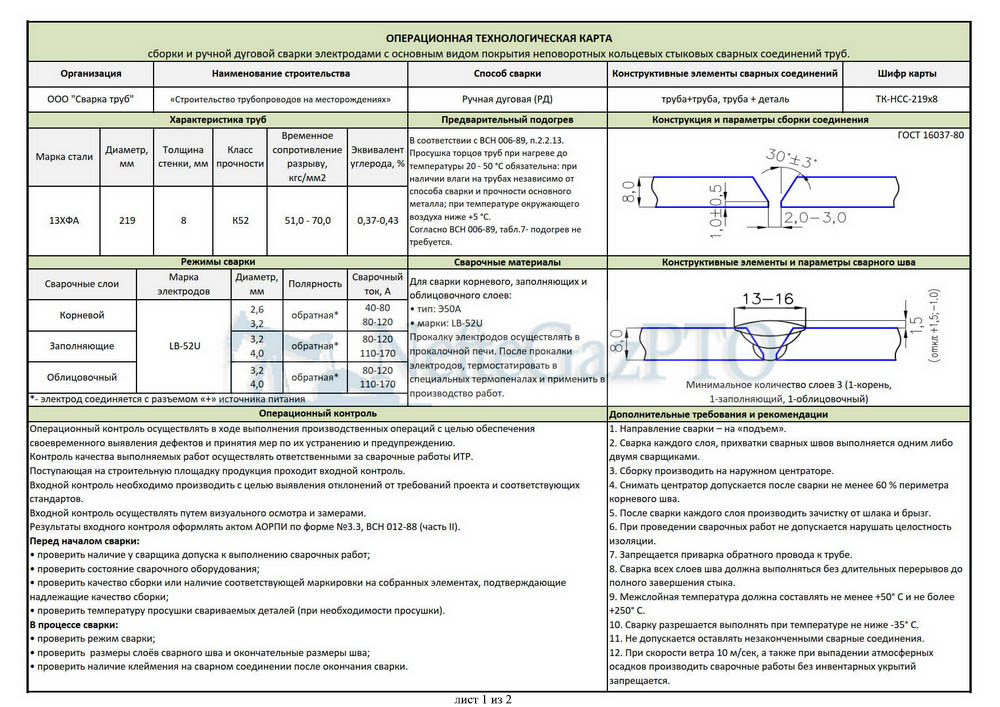
Сварочные работы должны производится в соответствии с разработанной технологической картой на сварку труб конкретного диаметра и толщины стенки. В технологической карте указывается все параметры сборки стыка, температура его подогрева, условий при которых не допускается вести сварочные работы, применяемые сварочные материалы и значения сварочного тока при сварке корневого, заполняющих и облицовочного слоёв.
Очистка и подготовка труб
Пред сваркой труб или деталей, кромки должны быть полностью подготовлены и зачищены с внутренней и наружной стороны от любых посторонних загрязнений. Как правило, это попавший внутрь при перемещении снег или грунт, а также масляные загрязнения. Способы очистки зависят от характера загрязнения:
- При масляных загрязнениях применяют бензин и растворители
- Ржавчину удаляют вручную, используя абразивные круги, щетки и скребки
- Снег, грунт убирают лопатой
Торцы труб или деталей должны быть зачищены до металлического цвета. Недобросовестная очистка кромок может повлечь за собой выявление критичных дефектов, в следствии которых понадобится ремонт или вырез сварного стыка.
Способы сварки трубопроводов
Способы сварки трубопроводов разделяют на термические и термомеханические
- Термические (дуговая, газовая, плазменная, лазерная и электронно-лучевая сварка);
- Термомеханическая (стыковая сварка контактного типа и сварка посредством магнитоуправляемой дуги);
Существует отдельная классификация методов сварки трубопроводов, в качестве основного критерия разделения выступает тип носителей энергии, сюда можно отнести дуговая, газовая, плазменная, лазерная.
По условиям формирования соединения можно выделить два основных способа сварки: свободное и принудительное формирование сварочного шва, выбор конкретного способа зависит от специфики поставленной задачи.
С точки зрения защиты участков сварки можно выделить сварку под флюсом, в газовой среде, с использованием специальной электродной проволоки.
В рамках осуществления сварки промысловых и магистральных трубопроводов в большинстве случаев отдается предпочтение использования дуговых методов сварки. Практика показывает, что больше половины всех стыков на магистралях свариваются за счет автоматической дуговой сварки под флюсом. Такой способ сварки актуален для тех случаев, которая имеет доступ к вращению стыка. Сварка трубопроводов под флюсом активно используется в автоматизированном формате в рамках производства двух- и трехтрубных секций, их диаметр может варьироваться от 219 до 1420 мм. Если отсутствует возможность для использования механизированных методов, отдается предпочтение дуговой сварке в ручном формате (РЭД).
Ручная дуговая сварка является универсальным способом, который реализуется при различных положениях стыка в пространстве. В рамках сварочного процесса осуществляется ручное перемещение электрода по периметру стыка, скорость подбирается индивидуально. Средний показатель варьируется от 8 до 20 м/ч.
Сварка в газовой среде разделяется на следующие виды: по типу защитного газа – сварка в инертных газах, в активных газах, в сочетании инертного и активного газов. По типу электрода – плавящимся и неплавящимся, изготовленным из вольфрама, электродом. По степени механизации – ручной метод, механизированный, автоматизированный.
Дуговая сварка в защитных газах используется для сварки любых металлоконструкций, а также труб и деталей трубопровода. Такой способ сварки позволяет выполнять сложные соединения в разных положениях. Производительность сварки шва при ручной методе составляет от 8 м/ч до 30 м/ч, средний показатель для механизированной и автоматизированной сварки составляет от 20 м/ч до 60 м/ч.
Электродуговая сварка «вручную»
Сварка нефтегазопроводов дуговым методом бывает ручная и автоматическая. Особенности первого варианта заключаются в возможности применения для любых условий, независимо от положения стыка труб (вертикального, горизонтального, потолочного или нижнего). Недостаток – скорость работ ниже в сравнении с автоматическим способом (20 м/час против 60 м/час). Далее рассмотрим весь процесс поэтапно.
Пример технологической карты на сварку труб
На обратной стороне (или на втором листе) расписана информация по всем этапам сварки, такими как: очистка труб, подготовка кромок, сборка, подогрев, сварка, контроль стыка.
Для фиксации сварных стыков необходимо вести журнал сварки труб например по форме 2.6 ВСН о12 -88, часть 2
Подготовка кромок труб
Сборка и сварка труб с внутренним антикоррозийным покрытием отличается от сварки без внутреннего покрытия. В целях антикоррозионной защиты сварного стыка изнутри, предусматривают использование втулки внутренней защиты стыков. Такие втулки, как правило применяют на нефтепроводах, так как необходимо внутреннее антикоррозионное покрытие труб, деталей трубопровода и сварных стыков.
Подготовка кромок труб под сварку без втулок внутренней защиты

Сборка и сварка труб должна производится строго по разработанной технологической карте. Технологическую карту разрабатывают и утверждают специалисты НАКС III уровня.
Подготовка кромок труб под сварку с применением внутренних защитных втулок

Подготовка к сварке кромок труб с применением втулок аналогична подготовке без применения втулок (смотри п.1-7). Добавляется лишь работы по подготовке к установке втулки:
- Очистить внутреннюю поверхность труб от всех загрязнений на ширину 60-110мм. от торца для нанесения мастики на соединяемых трубах.
- Приготовить мастику путем соединения смолы и отвердителя в соотношении 1:1 вводя по порциям отвердитель в смолу, при тщательном перемешивании специальной насадкой на электродрель.
- Внимание: Работоспособность с мастикой при температуре от –20°С до + 50°С не более 1 часа, поэтому необходимо предусмотреть расход всей мастики в течение часа.
- Обезжирить поверхности.
- Обезжирить наружную поверхность втулки от торца до резинового кольца (уплотнителя).
- Отметить по разметочному шаблону зону нанесения мастики
Сборка стыка (без втулки)
На данном этапе производится совмещение кромок свариваемых труб и соединяемых деталей с соблюдением соосности. Сборка стыков трубопроводов осуществляется в следующем порядке:

Сборка стыка с применением втулок внутренней защиты


- Нанести мастику шпателем (обычно идет в комплекте со втулкой) на подготовленную внутреннюю поверхность трубы. Толщина слоя должна быть 2-3 мм. Обратите внимание, на то что не допустимо нанесение мастики на торец (кромку) трубы или детали.
- Вставить втулку в первую трубу до ограничителя.
- Произвести сварку упоров втулки к трубе.
- Повторить пункты 1-3 со второй трубой.
- Осуществить сборку труб на центраторе, обеспечивающий требуемую соосность стыкуемых труб и равномерный зазор по всей окружности стыка.
- Внутреннее смещение стыкуемых кромок должно быть как правило не более 3 мм. Точные данные указаны в нижерасположенной таблице.
- Наружное смещение не нормируется, однако при выполнении облицовочного слоя шва должен быть обеспечен плавный переход поверхности шва к основному металлу.
- Величина зазора между стыкуемыми кромками труб указана в таблице 4 (выше).
- Зазор зафиксировать прихватками. Количество и длина прихваток указаны в нижерасположенной таблице 6.1 (СП 406.1325800.2018). Прихватки выполнять на тех же режимах, что и для корневого слоя шва. Обработать шлифмашинкой начальный и конечный участок каждой прихватки для обеспечения плавного перехода при сварке корневого слоя шва.
- Срезать и зачистить места прихваток упоров муфт.
Схема втулки внутренней защиты сварного стыка

- Свариваемая труба
- Свариваемая труба
- Внутреннее покрытие труб
- Втулка
- Сварной шов
- Мастика
Подогрев свариваемых кромок
При любых сварочных работах рекомендуется производить подогрев соединяемых кромок, а при сварке труб и деталей трубопровода подогрев является обязательным. Предварительный подогрев минимизирует образование микротрещин, дефектов, а также повышает пластичность металла и уменьшает его напряжение.
Предварительный подогрев необходим при сварке стыка, при сварке прихваток, а также при межслойной температуре ниже +50°С. Подогрев выполняют непосредственно перед сваркой.
Температура предварительного подогрева определяется по таблицам 6.2-6.4 СП 406.1325800.2018 в зависимости от слоя шва



Методы предварительного подогрева:
Газопламенный подогрев зоны стыка
Самый распространённый метод подогрева в полевых условиях при строительстве нефтегазопроводов является газопламенный. Такой метод более мобильный и прост в использовании. В данном методе используется пропан и горелки.
Как правило применяют горелки 2х видов:
Одинарная газосварочная горелка— обычно применяется при подогреве стыков небольшого диаметра (89-530мм.)


Подогреватель стыков труб (Кольцевая горелка многопламенная) также является простейшим инструментом. В сравнении с одинарной горелкой, подогрев происходит более равномерно, что позволяет достигать высокое качество сварки. Применение кольцевой горелки целесообразнее использовать на больших диаметрах труб (630-1720мм.)
Подготовка и сборка труб под сварку
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологические карты составлены на сварку стальных труб диаметром условного прохода 250 - 1000 мм в секции длиной 18 - 24 м на стенде в цеховых условиях.
Карты составлены на основании рабочих чертежей оборудования для сварки стальных труб в плети, выполненных трестом «Укроргводстрой», изучения опыта работы сварочных цехов СПМК-220 Управления «Крымканалстрой» (г. Феодосия) и Донецкого СМУ-46 треста «Донбассводстрой», а также карт трудового процесса, выполненных трестом «Укроргводстрой».
Расчет трудозатрат произведен на сварку труб ДУ = 300 мм в плети длиной 18 м и труб ДУ = 1000 мм в плети длиной 24 м.
Работа должна производиться в 2 смены.
Карты охватывают весь комплекс работ по подготовке к сварке и сварке труб в секции на 1 км труб.
II. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Трудоемкость на 1 км (чел.-дн.)
Выработка на 1 рабочего в смену (м)
Потребность в кране (маш.-смен)
Потребность в энергетических ресурсах на 1 км труб:
Экономический эффект от внедрения карт на 1 км труб (руб.)
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ПРОЦЕССА СВАРКИ ТРУБ НА СТЕНДЕ В ЦЕХОВЫХ УСЛОВИЯХ
1 . Назначение и расположение цеха сварки
Цех предназначается для соединения одиночных труб в секции длиной 18 - 24 м.
Длина секции определяется возможностью доставки ее на трассу к месту укладки. Условия цеха позволяют механизировать и автоматизировать трудоемкие сборочные операции и уменьшить их на 30 - 50 % на месте строительства трубопровода. При выборе места и радиуса действия централизованного сварочного цеха необходимо учитывать:
1 ) наличие близости железнодорожной ветки;
2 ) наличие подъездных к нему путей для обеспечения бесперебойной работы автотранспорта при доставке труб и вывоза сваренных секций в любое время года.
Цех оборудуется в крытом помещении площадью 1400 м 2 .
2 . Схема работы цеха сварки
Схема цеха сварки показана на рис. 1 . Процесс сварки секций по схеме следующий.
Трубы из штабеля подаются тракторным краном на накопитель труб (рис. 1, поз. 1), откуда по рольганговой линии поступают в цех на стенд сборки (поз. 2), где производится правка концов труб, зачистка кромок и прилегающих к ним поверхностей трубы, центровка и прихватка труб.
Рис. 1. СХЕМА ЦЕХА АВТОМАТИЧЕСКОЙ СВАРКИ И ИЗОЛЯЦИИ СТАЛЬНЫХ ТРУБ ДУ = 250 - 1000 мм
1 - приемный стеллаж, 2 - рольганговая линия сборки; 3 - сбрасыватели; 4 - накопитель; 5 - рольганг сварки корневого шва; 6 - накопитель секций; 7 - рольганг автоматической сварки; 8 - рольганг готовых секций; 9, 9 1 - лебедки; 10 - накопитель готовых секций; 11 - изоляционная линия.
Прихваченные секции при помощи сбрасывателей (поз. 3) перемещаются на накопитель труб (поз. 4), затем на рольганг сварки корневого шва (поз. 5).
После подварки первого (корневого) шва секции поступают на накопитель секций (поз. 6) и на рольганг автоматической сварки (поз. 7). Здесь производится автоматическая сварка швов секций, очистка их от шлака, клеймление и контроль качества швов. Затем сваренные секции перемещаются по рольганговой линии (поз. 8) с помощью лебедки (поз. 9) и укладываются на накопитель секций (поз. 10), откуда забираются на изоляцию.
На схеме показан цех автоматической сварки, где может также производиться и изоляция сваренных секций труб. В случае отсутствия изоляции в цеху, секции труб выводятся рольганговой линией наружу и краном складируются в штабель.
3 . Основное оборудование сварочного цеха
1. Вращатель является одним из основных элементов установки поворотной автоматической сварки. Он должен обеспечивать равномерную и постоянную окружную скорость трубы, без рывков или толчков, так как окружная скорость поверхности свариваемых кромок является одновременно и скоростью наложения шва (скорость сварки).
Скорость сварки при неизменности других параметров сварки определяет величину поперечного сечения шва.
Если скорость вращения будет неравномерной, то это приведет к образованию неравномерного поперечного сечения валика шва, что недопустимо.
Стеллажи сборочные. Стеллажи необходимы для временного размещения запаса труб и перемещения их для последующей сборки и сварки. Стеллаж представляет собой жесткую конструкцию, что очень важно для проведения сборочных работ.
Монтируют стеллажи из труб диаметром 273 - 325 мм. Трубы соединяют швеллером таким образом, чтобы образовалась площадка шириной 8 - 12 м и длиной не менее длины собираемой секции. Перемещение труб и секций на таком стеллаже осуществляется перекатыванием.
Стеллажи могут быть изготовлены из железнодорожных рельсов, уже непригодных к использованию по прямому назначению, или двутавров. Рельсы с уклоном 0,004 - 0,006 (в направлении подачи труб на автоматическую сварку) укладывают на железобетонные столбики высотой до 250 мм. На концах рельсов укрепляются металлические упоры, предотвращающие скатывание труб.
Перемещение секций со стенда сборки (по приведенной схеме) на стенд сварки осуществляется с помощью сбрасывателей (см. рис. 1, поз. 3).
Для перемещения труб и секций в продольном направлении предусматриваются вставки из цилиндрических роликов на шарикоподшипниках (типа рольганга). Стеллажи рассчитаны на прием труб длиной от 6 до 12 м.
На стеллажах выполняется сборка и прихватка труб в секции длиной 18 - 24 м, а также подварка корня шва.
Для центровки используются механические секционные центраторы, легко переоборудуемые соответственно различным диаметрам труб. Подварка корня шва выполняется вручную.
Рис. 2. Установка сварочной головки ПТ-56
3 . Сварочная головка ПТ-56. Головка состоит из тележки с обрезиненными колесами, на которой смонтированы электродвигатель с редуктором подачи электродной проволоки, кронштейн с кассетой для электродной проволоки, правильный и подающий механизм, бункер для флюса и пульт управления. Удерживается головка на трубе с помощью штанги и упора (рис. 2 ).
Грубая регулировка скорости подачи электродной проволоки производится одной парой сменных шестерен. Точная регулировка выполняется небольшим реостатом, включенным в цепь электродвигателя.
Диаметр электродной проволоки - 1,6 - 2 мм.
Скорость подачи проволоки - 100 - 500 м/ч.
Сварочный ток до 600 А.
4 . Сборка труб
Перед оборкой и сваркой труб необходимо:
а) очистить их от попавших внутрь грунта, льда, грязи и других загрязнений;
в) при электродуговой сварке очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм электрошлифовальной машиной П-2009.
Центровка и сборка стальных труб в секции 18 и 24 мм производится на подвижном рольганге сборки, куда трубы поступают с приемного стеллажа.
Для центровки используются механические секционные центраторы, легко переоборудуемые соответственно трубам разных диаметров.
Концы труб должны иметь правильную окружность. Перед прихваткой проверяют концы труб специальным штангенциркулем, устанавливаемым в четырех положениях.
При проверке определяют наружный диаметр трубы и ее эллипсность. Штангенциркулем проверяют также толщину стенок труб, угольником с делениями - притупленную кромку. Разностенность концов допускается от +12,5 до -15 %.
Угол скоса фасок на торцах трубы проверяют шаблоном в нескольких точках по окружности. Допускаемое отклонение угла от заданного 2°. Если отклонение немного превышает этот предел, скос обрабатывают шлифовальной машинкой. При больших отклонениях сначала обрезают фаски газовой горелкой, а затем шлифуют их машинкой. Фаски шлифуют машинкой или зачищают напильником также для удаления с них ржавчины, мелких неровностей и заусенцев, причем поверхность фасок доводят до металлического блеска. Перед сваркой фаски протирают специальной щеткой. Фаски нужно зачищать не ранее, чем за 4 часа до сварки.
Перпендикулярность торцов труб проверяют перед сваркой. Замеры делают по двум взаимно перпендикулярным диаметрам. Предельно допустимое отклонение от вертикали в любом направлении должно быть не более 1 мм.
Для сборки труб в секцию нужно подбирать трубы таким образом, чтобы кромки, особенно внутренние, совпадали возможно более точно.
При разностенности труб заменяют одну из них болей подходящей. Иногда совпадение внутренних сечений и толщины стенок соединяемых концов достигается поворотом одной из труб на 180°.
При сборке труб зазоры между кромками в зависимости от методов сварки должны соответствовать данным, приведенным в таблице 2 (по СНиП III -Д-10-62).
Перечень и последовательность операций сборки и сварки труб
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
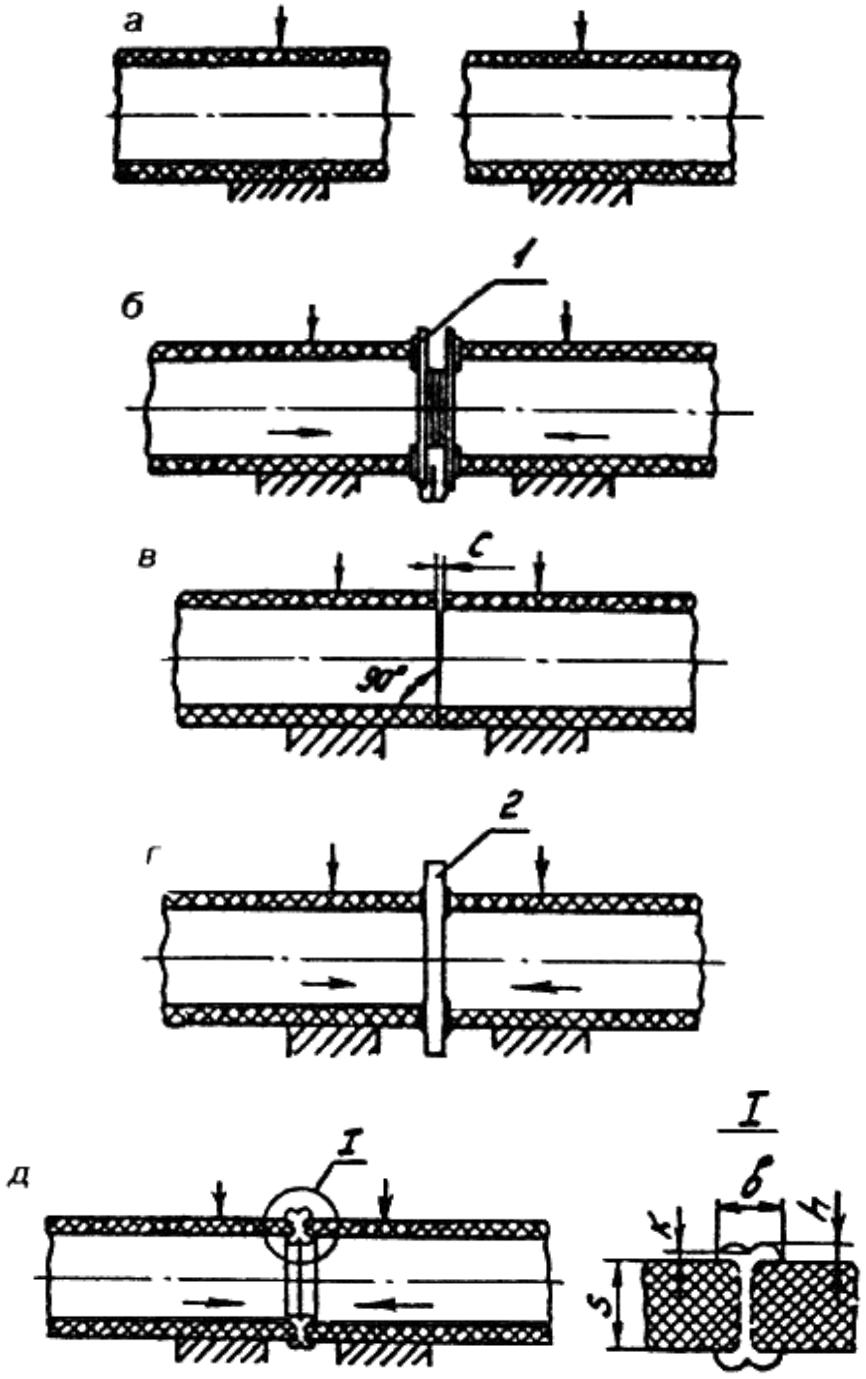
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Читайте также: