Переделка полуавтомата для сварки алюминия
Обновлено: 16.05.2024
Здравствуйте.
Варил я инвертором Wester-180, долго и нудно, несколько лет, электродами по алюминию, по мере надобности, надоело, решил продать. Вот думаю обзавестись полуавтоматом, который умеет варить алюминий в среде аргона. В сварочных делах я постольку поскольку, потому хочу спросить вашего совета.
Какой аппарат посоветуете не дорогой, но в тоже время вполне качественный, что-бы и чернину варил, и алюминий при надобности ? Габариты ещё желательно не большие, в пределах разумного, чтоб в гараже вписывался аккуратно
Полуавтомат для алюминия.
Дружище!! По этой теме уже больше пары лет пытаюсь найти что-то приемлемое. Но блин, варить люмений получается только переменкой! все п/а и проч аппараты отлично насирают в стык деталей. Но вот чтобы варить, то только на переменке. Прикупил Бриму, попробовал. Могу сказать что действительно варит люмений. Но судя по аппарату, он того и гляди скажет ЫЫЫЫХ. Слишком слабый. Это как на Газульке все время тянуть в горку!
Кустарь-одиночка с мотором , ценник исключительно порадовал.
Если предприятие открыть, то можно взять, а так ради пары метров шва по алюминию, и десятку по чернине - ну его нафиг.
TIG для нержи и люмина, если нужно сделать красиво незаменим. Но медленный он в сравнении с полуавтоматом. Хотя если объемы работ два фланца, да три шва в день, то ТИГ самое то.
Полуавтомат по люмину нужен, при больших объемах работ. Реально больших. Тогда никакой ТИГ не догонит полуавтомат. Но это конвеерное производство. Да и навык нужен не слабый, люмин мерзость теплопроводная очень, варить без подогрева трудно. Если хочется попробовать с люмином именно на полуавтомате, в рукав нужна тефлоновая трубка-вставка, специально ее приобретал. Тогда люмин куда охотнее лезет. Рукав длинный вот нельзя, люминовая проволока легко заминается. Слышал о правильных горелках для люминовой проволоки, там ролики в горелку встроены и тянут провод на себя из рукава, тогда заминов провода нету. Но живьем таких не видел.
Я вот пока в раздумиях, брать себе TIG или нет? Чернуху могу варить и полуавтоматом. А остальное пока и не нужно было варить. Хотя когда появится ТИГ, тогда сразу невесть откуда появятся задачи для него
котейка писал(а): Источник цитаты Какой аппарат посоветуете не дорогой, но в тоже время вполне качественный
Паш твоя затея не осуществима по поводу не дорогого полуавтомата,цена будет не гуманная,смотри в сторону дешового аргонника ампер на 160 ac-dc
в ПА при работе по стали наконечник положено заменять через 50 часов работы, рукав через 500 часов, что тоже не так и много. (Хотя кто так делает? работают пока отверстие в том же наконечнике не станет овальным а рукав не начнет зклинивать проволоку или вообще по нему не проедет например автомобиль)
Каждый убежден, что другие ошибаются, когда судят о нем, и что он не ошибается, когда судит о других.
T-Duke писал(а): Источник цитаты TIG для нержи и люмина, если нужно сделать красиво незаменим. Но медленный он в сравнении с полуавтоматом. Хотя если объемы работ два фланца, да три шва в день, то ТИГ самое то.
Ща буду несоглашаться
ТИГ тепловложение дает большое, это верно, посему теплоотвод нужен соответствующий. Соответственно варить на подкладке медной. На счет медленности могу сказать так, знаю я человека который даже трубы метрового диаметра ТИГом варит, и хрен ты за ним угонишься. Поставь вольфрам потолще, тока побольше, настрой пульсацию, присадку толщиной с палец. и не тупи, а то прожжешь Это конечно не совсем корректное сравнение, можно и п/а взять с порошковой проволокой ф6-8мм но думаю что суть понятна. Данные споры тут явно неактуальны, ибо
котейка писал(а): Источник цитаты В сварочных делах я постольку поскольку, потому хочу спросить вашего совета.
Вот исходя из этого и посоветовал что знаю и пользую.
Угу, есть и такой в хозяйстве . Отличный аппарат на самом деле. Варит сам, сварщик превращается с ним в тупого оператора который просто тыкает горелкой туда где нужно сварить Умеет варить ТИГом постоянкой, но в этом варианте кастрированный. Поджиг контактный, грелка вентильная, настройки тоже не сказать что богатые и сильно порадовали. Это конечно все от неумения, то тем не менее Когда на нормальном аргоннике приблатыкался малость и на этом у соседа что то начало получаться, но с осцилятором намного удобнее! (имею ввиду бесконтактный поджиг).
Вся замечательность этого аппарата не отменяет необходимости покупки спец.горелки за приличные деньги и прочего и не отменяет геморрой.
На самом деле аргонная сварка очень интересная тема. У себя в цеху я понял что многое мне удобнее варить п/а, но как пример были два нанятых сварщика. Один работал п/а и касаемо черняги закрывал им практически все задачи. Второй варил только аргоном (пытался как то п/а что то прихватить, так первый смеясь говорил "давай помогу, не позорься" ) и варил им (аргоном) вообще всё. К слову сказать основной задачей обоих было варить чернину и если касаться визуальной составляющей, то могу сказать что аргон всё равно даст фору п/а даже с настоящим Мастером (учитывая что аргоном варить будет так же Мастер).
Если приблатыкаться варить аргоном, действительно учиться и совершенствоваться, то этот тип сварки на много перспективнее. Это и черняга и нержа и люминь и титан и . да много чего!
Но п/а руку набить быстрее, особенно если варишь раз в неделю-две.
ROW писал(а): Источник цитаты в ПА при работе по стали наконечник положено заменять через 50 часов работы, рукав через 500 часов, что тоже не так и много. (Хотя кто так делает? работают пока отверстие в том же наконечнике не станет овальным а рукав не начнет зклинивать проволоку или вообще по нему не проедет например автомобиль)
Ну рукав ни разу не менял
Наконечников и пр. расходки купил таки мешок, когда осознал зачем это надо Пока сварные работали я как то не вникал что они и когда меняли, они особо не спрашивали Просто говорили "надо" и всё.
Обзор сварочного полуавтомата Своими руками. Финал.

Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
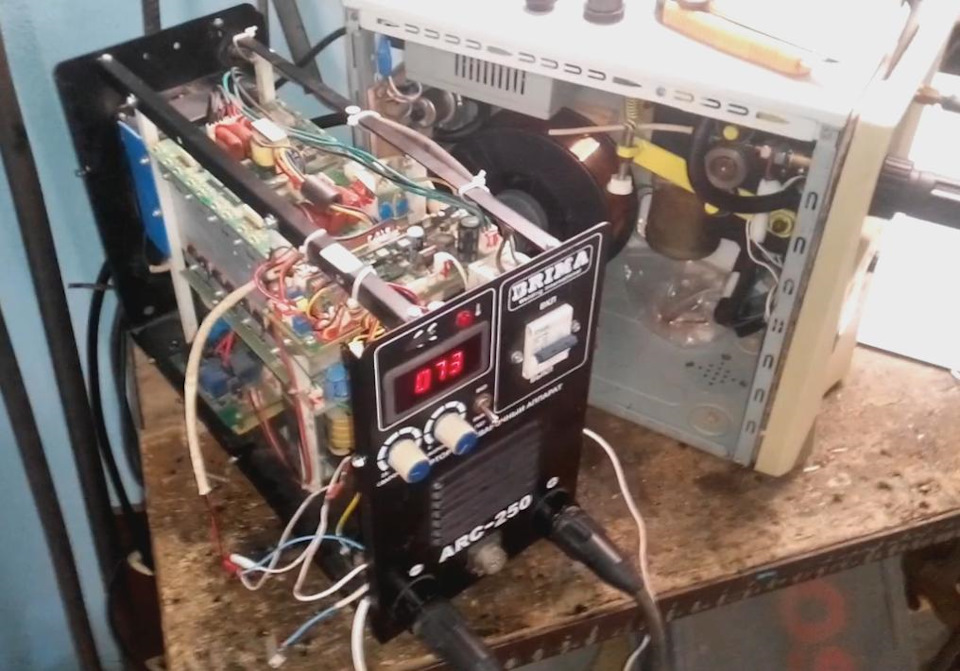
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
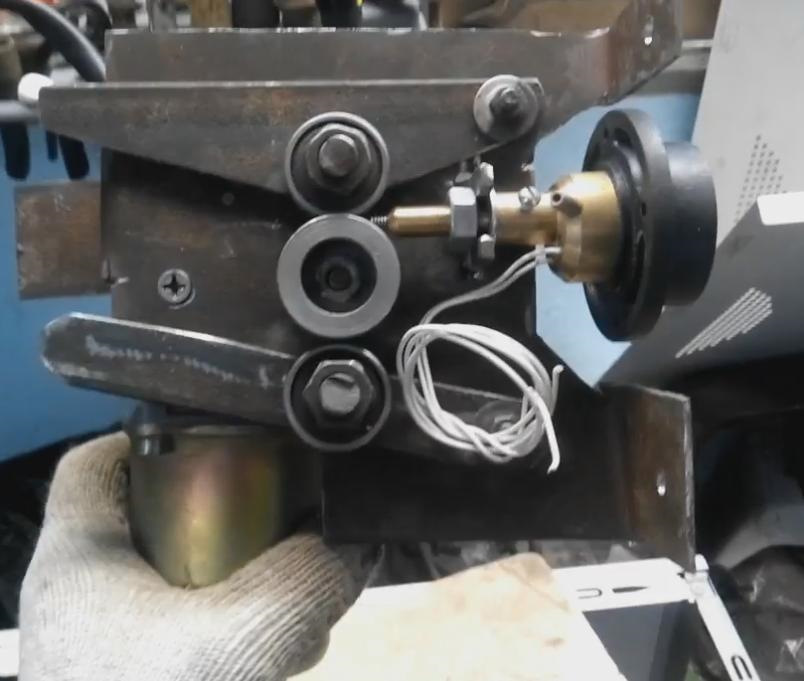
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
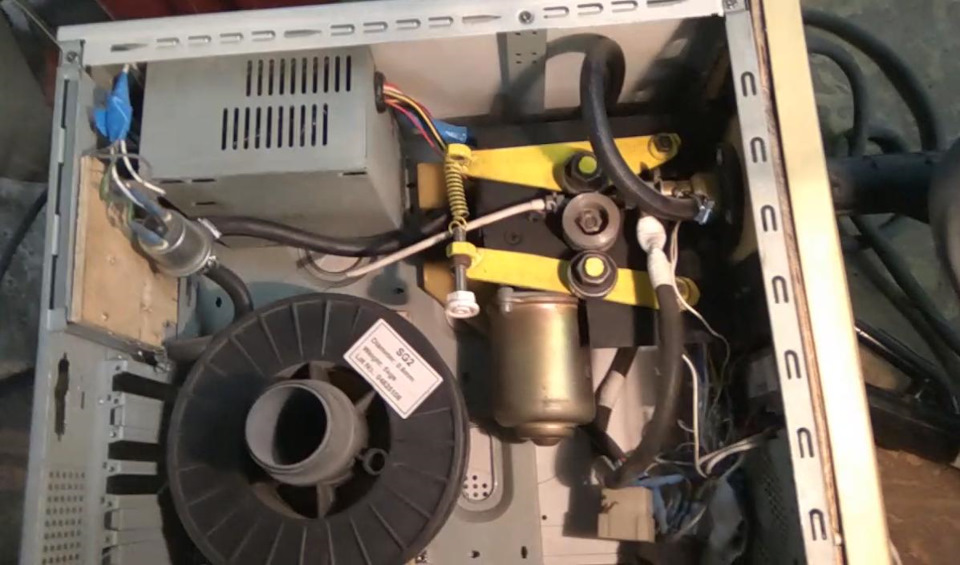


получилось довольно аккуратно)))
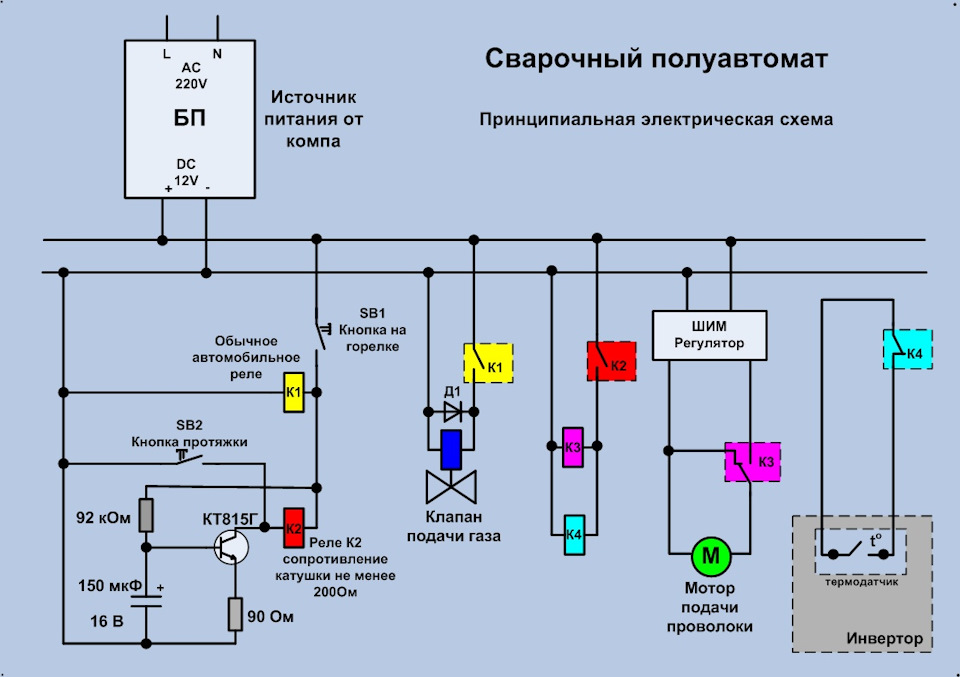
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.
Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Самодельная сварка аргоном. Переделка переменного сварочного аппарата
Пришло время и осциллятор дождался своего сварочного аппарата. Был приобретен б\у дуговой сварочный аппарат переменного тока, током до 200А. Для управления было куплено много деталюшек, у токаря из заготовки выточили переходничек для подключения сварочного рукава. Все для аргоновой сварки есть и я принялся за сборку
Первым наперво снял крышку с сварочного аппарата и понял что места внутри совсем мало. Единственное свободное пространство для установки самодельного осциллятора это крышка сварки и пространство над сварочным трансформатором. Это дело я пока решил отложить и принялся за силовую часть
Первым делом был удален массовый кабель со сварки и на его месте болгаркой прорезано отверстие для установки переходника
Была выточена деталь для подключения шланга горелки. На фото заготовка, текстолитовые прокладки для изоляции от корпуса и крепежные гайки.
Шланг в горелке так же является силовым кабелем, поэтому деталь изготовлена из цветного метала латунь. С одной стороны резьба полдюймовая водопроводная под штуцер шланги подачи газа, а также контргаек для установки на корпус. С другой стороны резьба под штуцер шлангу рукава.
На фото переходник готов к установке на корпус, а на следующей фото уже на корпусе. Закрепил на винты по моему резьба м6

Дальше было интересней. Начал собирать силовые части схемы.
Приобретены несколько релюшек реле для управления силовым трансформатором.
Реле использовались 12В, напряжение коммутации 250В 30А, для надежности пара таких реле была запараллелена. Такие реле можно заказать с Китая по 100 рублей
В этой же группе находится клапан подачи защитного газа. Клапан использовался от автомобиля с бензопровода, он справляется, но нужно использовать типа такого 12 бар. В Китае такой около 500 рублей
Тут же на управляющем проводе установлен обратный диод для защиты от самоиндукции катушек.
На лицевой панели установлен разъем под кнопку управления на держаке.
Этой кнопкой включается трансформатор сварки, открывается клапан и включается осциллятор. С Китая такой стоит 66 рублей, комплект мама-папа
По шине питания сварочного трансформатора установлен трансформатор тока 1:100. Он нужен был для управления работой осциллятора, но по итогу от трансформатора пришлось избавиться
Из-за малого количества свободного места, осциллятор решил закрепить под крышкой. Крепил через пластик, что бы не было короткого замыкания на плате. На вторичный трансформатор осциллятора намотал 4 витка сварочного провода, который раньше шел на держак. Принялся за примерку проводов идущих от реле, кнопки и к сетевым проводам
Под свечу зажигания приклеил маленький кусок текстолита.
Далее принялся за установку трансформатора питания, трансформатор 16В 2А. Рядом установил автомобильное реле 12В 15А, для управления реле трансформатора, клапаном и осциллятором. Реле установлено в разрез минусовой шины на осцилляторе.
Реле силового трансформатора, клапан и реле управляемое ими должны питаться от 12В, а на плате осциллятора 21В. Для понижения напряжения установил импульсный преобразователь 12В на XL4015 на 5А с запасом.

Приехал к заказчику, подключил внутри корпуса все шланги газа, подключили баллон с аргоном, подключил рукав. Рукав использовался от имеющейся сварки постоянного тока, но это значения не имеет.
Такой рукав можно купить отдельно, в Китае такой рукав стоит примерно 2300 рублей. Рукав 150А, длина 4м охлаждение воздушное
Запускаю сварку и первым делом не понравилась длина поджига дуги, всего 2-3мм. Разобрал обратно сварку, снял вторичную обмотку со вторичного трансформатора осциллятора. Снял с кабеля изоляцию, плотно скрутил провода с помощью дрели. Обмотал провод двумя слоями ПВХ изоленты и по новой намотал обмотку, в этот раз влезло не 4, а 8 витков. Теперь дуга поджига пробивает с расстояния 5-6мм.
Ну и собственно решили с другом уже попробовать поварить алюминий. Испытания начались на куске дюралюминия. Результат ужасный, дуга горит нестабильно и на расстоянии не более 2мм. Это очень не удобно и вот что надо сделать. Надо каким то образом поднять напряжение холостого хода трансформатора сварки. Разбираю опять сварку надо добавить виточков, но мотать то их некуда уже. Распилили трансформатор и извлекли катушку первички. Придумалось снять дополнительную сетевую обмотку на 380В. Провода сложили в 4 раза, замотали изолентой ПВХ и намотали шиной. Собрали и сварили трансформатор дуговой сваркой. Новую обмотку соединили последовательно и попробовали поварить. Дуга достигла длины 5мм, это было превосходно, но новая обмотка нагрелась так сильно что изолента просто расплавилась.
Опять разбираю трансформатор снимаю дополнительную обмотку, складываю провод уже в 8 слоев и по новой наматываю дополнительную обмотку. В этот раз витков меньше, напряжение холостого тока село, сократилась дуга до 3мм. Устали мы в общем, уже ночь на дворе и решили продолжить с утра
На следующее утро поехали на металлоприемку и купили метров 25 обмоточного алюминиевого провода сечением 28мм кв. Купили тряпочную изоленту, что бы дополнительно изолировать обмоточный кабель
Новый кабель намотал поверх сетевой обмотки, влезло где то 15 витков, что подняло напряжение холостого хода на 15В
Уже конкретно сварил трансформатор, так как вариантов по улучшению так и не нашлось. Хорошо соединил все провода и собрал сварку полностью. Что ж теперь можно и поварить. Дуга шас держится 2-4мм в зависимости от напряжения питания, но работа не без косяков
Во первых не получается расплавить массивную деталь и присадочная проволока наплавляется каплями, даже при максимальном токе сварки
Во вторых на месте сварки образуется какая-то черная гарь, что это может быть подскажите кто знает?
Я пробовал проваривать без присадки небольшие детали из одинакового алюминия, сварка более менее удается
Ребята фоток нет, потому что на момент сборки не было фотика хорошего под рукой. Даже итоговой фотки нет, что в сумме получилось. Если будет хороший фотик, не поленюсь и разберу как то сварку и покажу все изменения, но пока извините за неудобства
Сварка переменного тока до переделки выглядела так
Сварка постоянного тока от которой использовался рукав выглядит так
Если вы серьезно заинтересованный этой темой, рекомендую прочитать последнюю статью по самодельному аргонодуговому аппарату для алюминия
С ув. Эдуард
Полуавтомат для сварки аллюминия
![]()
мне бы тоже хотелось поподробней узнать в чем ИМЕННО разница в СО и аргонной сварке что рукав другой это понятно и стержень стоит, а вот сама конструкцыя рукава и особенности настройки ток напряжение и Т.П. потому как собираюсь делать СО полуавтомат вот и интересует чтобы потом по 100 раз непеределывать
Пожалуйста подскажыте кто вкурсе.
Заранее благодарен
Николай.
Для сварки алюминия полуавтоматом нужен постоянный ток обратной полярности или импульсный ток, сварочная алюминиевая проволока, горелка с тефлоновым каналом, желательно две пары подающих роликов, аргон, хорошая очистка свариваемых деталей и подогрев деталей перед сваркой до 100. 200 град.
Переменное напряжение нужно для сварки алюминия неплавящимся электродом в защитном газе.
вот самое это меня и интересует конструкция рукава что за електрод неплавящийся и настройка сварочника тоесть постоянка или переменка и в каких пределах регулировки по току и давление газа что в среде аргона то я понимаю
помогите пожалуйста!!
Спасибо большое но чото по первой и третей фоткам мало понятно а вот по второй хотелось бы поподробней если можна, и уточните еще одну вещ я так понял что аргонка работает переменкой или как??
Хочу собрать вот по этой схемке полуавтомат СО тоесть под аргон нада просто пинание брать с переменки диодного моста на горелку и через тотже клапан подавать аргон я правильно понял??
Наоборот, на 1 и 3 фотках горелка разобрана. Там внутри цанговый держатель, в который вставляется вольфрамовый стержень ( он изображён на рисунке 2 уже вставленный). Что вам поподробнее сказать? Это фотки не мои, однако я видел аргоновый аппарат, и процесс сварки различных металлов. Вообще аргоновый сварочный аппарат- ПОСТОЯНКА. Однако говорят, что переменкой Алюминий варится лучше ( ничего по этому поводу не могу сказать, нет такого опыта у меня). Трансформатор такой- же как и при ручной дуговой, диодный мост, и должен быть хороший дроссель. Кстати люди, используют осцилляторы(для безконтактного зажигания дуги). При поднесении к массе нажимают на кнопочку на держаке ( ещё видел в виде педальки) и появляется высоковольтная переменная напруга. Некоторые ещё балуются источниками малоамперной дуги.
Хочу собрать вот по этой схемке полуавтомат СО тоесть под аргон нада просто пинание брать с переменки диодного моста на горелку и через тотже клапан подавать аргон я правильно понял??
Честно скажу, что никогда не видел переделанные полуавтоматы под аргон ( переделанный держак). Питание брать надо ПОСЛЕ диодного моста и дросселя. Однако справится ли со сваркой в аргоне трансформатор с напругой хх не более 30 в?. А напряжение сварки до 22 вольт. Этим аппаратом походу только проволкой алюминевой варить, а другие металлы наверно нет.
Сварка алюминия полуавтоматом — особенности, требования к оборудованию, технология

Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. В статье мастер сантехник расскажет, о правилах сварки алюминия полуавтоматом.
Алюминий — пожалуй самый капризный металл

Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода

Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель.
Требования к оборудованию и расходным материалам

Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.

- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек.

- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва.
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка MIG/MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия

На выбор полуавтомата для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
Все варианты можно условно разбить на такие основные группы:
- Бюджетные;
- Среднего класса;
- Среднего класса с импульсным режимом;
- Промышленные модели с импульсным режимом.
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт. Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C.
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке.
Технология сварки алюминия

В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
При завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Читайте также: