Перемотка сварочной проволоки с катушки на катушку
Обновлено: 17.05.2024
Друзья! У меня завалялось много нерабочих моторов. Выбрасывать жалко, состояние отличное, хочу дать инструментам новую жизнь, другие двигателя не подходят, а таких же в продаже нет, или может присобачу куда нибудь. В юности перематывал, чем только возможно, потом забросил. Где можно купить проволоку для перемотки? Может кто то заказывал. Мне что б не большие партии. В интернете заказывал, но там возможно только большие партии, зачем мне лишнее. Может кто то знает где можно купить не большую партию.
ajnjuhfa написал:
В каком магазине лучше заказывать.
Закиньте удочку на Москабельмет - у них должен быть свой магазинчик.
avmal , Посмотрел, связался, только от 100 кг, зачем мне столько.
ajnjuhfa написал:
avmal, Посмотрел, связался, только от 100 кг, зачем мне столько.
Вы точно с магазином связались, а не с отделом быта?
avmal , Сказали завтра перезвонят. Вот нашел. от килограмма можно.
Надеюсь эти не подведут, проверю 300 р на предоплату не жалко.
Если нормально, то закажу кг десять разного сечения, думаю хватит.
Это дилеры того же Москабельмета.
ajnjuhfa написал:
закажу кг десять разного сечения, думаю хватит.
Разного, думаю, это слишком. На стиральные машины советские, как помнится, только два диаметра шли - 0,14 и 0,41. Самые ходовые промышленные для быта тоже не больше трёх-четырёх диаметров .
А ещё меня смущает, что в их таблице указано сечение - раньше мерилом обмоточного провода был диаметр. Что-то изменилось?
Посмотрел сейчас специально - ничего оказывается не изменилось. Что рязанский Промпровод, что подольский Микропровод, что Москабельмет, по-прежнему измеряют свой обмоточный провод диаметром, а не сечением. Обратите на это внимание продавца при переговорах.
avmal , Спасибо, как то сразу не посмотрел.
avmal написал:
А ещё меня смущает, что в их таблице указано сечение - раньше мерилом обмоточного провода был диаметр. Что-то изменилось?
Наедалово стало везде, попробуйте купить сварочные провода на 16 мм2, реально это будет 10 мм2. Для этого и диаметр, не каждый знает как посчитать площадь сечения.
Mutru4 написал:
Наедало стало везде, попробуйте купить сварочные провода на 16 мм2, реально это будет 10 мм2. Для этого и диаметр, не каждый знает как посчитать площадь сечения.
Чтобы вычислить сечение провода, то есть его площадь, достаточно элементарных знаний из школьного курса математики. Как известно, площадь круга равна квадрату его радиуса, умноженному на число «пи» (3,14). Например, если диаметр провода равен 1 мм, то радиус, соответственно, будет равен 0,5 мм. Чтобы найти сечение, необходимо 0,5 возвести в квадрат и умножить на 3,14. Итого, 0,5 × 0,5 × 3,14 = 0,785. Это для тех кто не знает.
Вот я хочу для пробы купить чуть чуть, посмотрим, что привезут. Может они вместе с изоляцией меряют. Вот не знаю как указывать при заказе, с изоляцией или без нее.
ajnjuhfa написал:
Это для тех кто не знает.Анекдот с "бородой"-"Василий Иванович!Колеса у поезда,вроде.круглые,а почему же они стучат?А Петька формулу площади круга знаешь?Да-пиэр квадрат.Вот этот квадрат и стучит!"
ajnjuhfa написал:
Может они вместе с изоляцией меряют. Вот не знаю как указывать при заказе, с изоляцией или без нее.
Разумеется без изоляции - паспорт с данными на катушку наклеивает производитель, а продавец отмоткой не занимается. Продажа производится не на метры, а на вес, указанный на катушке.
ajnjuhfa , У вас, наверное, море свободного времени, которое нечем занять? Везёт же, блин. имхо
Ixtim написал:
ajnjuhfa, У вас, наверное, море свободного времени, которое нечем занять? Везёт же, блин. имхо
У меня его тоже океан, но я бы не назвал это везением.
avmal , Вы считаете, что перемотка мотора отнимает много времени? У меня нет час от силы на один мотор, зато новый ни надо искать или ждать, так и компенсируется. Кто то вяжет, а кто то моторы перематывает. Я просто бросил курить, нужно как то отвлекаться вечерами. С 5 детьми у меня времени много.
ajnjuhfa написал:
Вы считаете, что перемотка мотора отнимает много времени? . час от силы на один мотор
чудак человек с ником как вирус.
ajnjuhfa написал:
avmal, Вы считаете, что перемотка мотора отнимает много времени?
Не знаю зачем вы об этом меня спросили, но время понятие относительное и перемотка двигателя занимает ровно столько времени, сколько требуется. Не больше и не меньше.
ajnjuhfa написал:
У меня нет час от силы на один мотор
В этом месте вы погорячились - нельзя с перемоткой двигателя в час уложиться. На это требуется много больше времени. Для начала надо снять мерки каждой катушки обмотки, изготовить по меркам разборный трафарет, намотать нужное количество обмоток, загильзовать каждый паз статора, вложить каждую обмотку в пазы статора, зафиксировать их в пазах, произвести соединение обмоток, забандажировать обмотки, провести проверку правильности их подключения, произвести пропитку лаком и сушку, собрать двигатель . Ну, никак тут час не получается.
ajnjuhfa написал:
С 5 детьми у меня времени много.
Если ещё и с пятью внуками, то времени свободного ещё больше.
А вообще, этот вопрос и крик души был не совсем по адресу - про ваше свободное время не я спрашивал .
Процесс перемотки сварочной проволоки.


Процесс перемотки сварочной проволоки на кассеты должен быть разделен на 3 этапа: I этап. Перемотка проволоки из бухт весом 50-300 кг на технологическую кассету весом до 300 (700) кг. Применение кассет весом до 300 кг технологически более оправдано, чем применение более тяжелых кассет, т.к. легкую кассету легче изготовить, легче транспортировать, ставить (снимать) на станок; меньше момент инерции, т.е. ее легче разогнать или остановить. Здесь в качестве оборудования предлагаем намоточный станок СН-10К(СП)-750 и смоточные устройства ИСУ-700 и БСУ-2.0. Назначение первого этапа: Перемотка проволоки из нескольких бухт на одну большую технологическую кассету с промежуточной сваркой концов проволоки встык, чтобы на следующем этапе (очистка и меднение) не было лишних остановок процесса. II этап. Перемотка проволоки с технологической кассеты на технологическую кассету через ванну электролитической очистки. В качестве оборудования предлагаем намоточный станок СН-10К(СП)-750, вытяжное устройство ВУ-5 и инерционное смоточное устройство ИСУ-750. III этап. Перемотка проволоки с технологической кассеты на еврокассеты. Здесь для намотки еврокассет диаметром 300…500 мм проволокой до 2-х мм предлагаем намоточный станок СН-10СП-300, для намотки кассет диаметром до 750 мм проволокой от 2-х до 6 мм станок СН-10К(СП)-750, в качестве смоточного устройства - ИСУ-750. Краткое описание станков: 1. Станок намоточный СН-10К(СП)-750 для перемотки сварочной проволоки с бухт на технологический барабан диаметром 75 см, весом до 1000 кг, или кассеты через линию электролитической очистки. В состав станка входит пневматический подъемник грузоподъемностью 1 т, который легко позволяет снять (установить) барабан с проволокой. Конструкция станка позволяет также устанавливать (снимать) барабан с помощью тельфера. Зона намотки для безопасности оператора закрывается защитным экраном.* Пока экран не закроет зону намотки, приводной двигатель не включится.* В качестве привода вращения намоточного устройства используется моторедуктор с двигателем мощностью 11 кВт. Радиальная нагрузка на выходной вал редуктора до 1200 кг, крутящий момент до 430 н.м, что обеспечивает повышенный срок службы станка. Применение преобразователя частоты позволяет регулировать скорость намотки от 0 до 600 об/мин. Механизм раскладки и формовки проволоки имеет в своем составе активное роликоправильное устройство* (может быть пассивным). Оно состоит из 2-х активных роликов (каждый имеет свой привод от асинхронного двигателя), которые одновременно выполняют функцию вытяжного механизма, и 7-ми пассивных роликов, которые обеспечивают надежную и долговременную работу устройства. В каждом ролике имеется ряд канавок, в которых формуется и рихтуется проволока. Ролик выполняется из легированной стали с закалкой до 45-50 HRC, имеет наружный диаметр 82 мм. Отличительной особенностью является наличие нескольких канавок, что позволяет увеличить срок службы ролика, т.к. при износе одного ряда канавок проволока заправляется через другой ряд канавок. Устройство легко переналаживается под разный диаметр проволоки. Один пассивный ролик может быть соединен с датчиком и выполнять функцию длиномера и датчика линейной скорости.* Применение вытяжного механизма позволяет снять излишнее натяжение провода на намоточной катушке, что улучшает качество намотки. Привод механизма раскладки состоит из шагового двигателя и цепи с механизмом натяжения, к которой крепится каретка с активным роликоправильным вытяжным устройством. Шаг раскладки может изменяться от 0,005 до 50 мм. Длина раскладки – до 600 мм (1200).* Каретка механизма раскладки и формовки на капролоновых роликах, обеспечивающих бесшумную и долговечную работу, передвигается по направляющим. Каретка с направляющими закрыта пылезащитным кожухом. Активное роликоправильное вытяжное устройство крепится под кареткой, поэтому грязь, окалина, стружка не попадают на направляющие трубы. В состав механизма раскладки входит система «интеллектуальной» раскладки, которая автоматически поддерживает шаг раскладки, обеспечивая плотную намотку «виток к витку».* (при качественной оправке или барабане). Электрошкаф (блок управления) имеет энергонезависимую память, светодиодный дисплей, на котором можно просмотреть различные параметры процесса намотки, такие как число витков, скорость намотки, шаг раскладки и др. Оперативная память блока хранит 100 секций, 10 программ, 10 суперпрограмм, а блок внешней памяти увеличивает эти числа еще в 15 раз. Блок управления может подключаться к компьютеру и программироваться с него. Имеется функция блокировки внешней памяти, при включении которой невозможно менять параметры записанных секций и программ. Возможно применение многофункционального блока управления МФБУ, в состав которого входит полноценный компьютер с большим дисплеем, с возможностью программирования и хранения неограниченного количества программ. Для удобства работы оператора станок комплектуется пультом управления, на котором находятся основные тумблеры и кнопки управления станком. При намотке сварочной проволоки на еврокассеты станок может комплектоваться оправками под каждый вид кассеты. В конструкцию станка могут быть внесены изменения: в частности, можно убрать заднюю бабку, пневмоподъемник; переднюю бабку можно дополнить откидной щекой с затвором для зажима еврокассеты. 2. Вытяжное устройство ВУ-5. Для качественной намотки сварочной проволоки ее натяжение должно быть минимальным. Это также предотвратит деформацию технологического барабана или оправки под кассету. При натяжении проволоки после электролитической ванны порядка 140 кг необходимо применение вытяжного устройства. Для этой цели предлагаем вытяжное устройство ВУ-5. Устройство включает в себя 2-а моторедуктора и блок управления. На выходных валах моторедукторов установлены многоручьевые шкивы . 3. Безынерционное смоточное устройство БСУ-2.0. Предназначено для смотки бухт проволоки весом до 100 кг и диаметром до 3-х мм. Конструкция БСУ-2.0 позволяет отключать намоточный станок в случае запутывания проволоки, не допуская ее обрыва. 4. Инерционное смоточное устройство ИСУ-700. Для смотки бухт проволоки диаметром более 3-х мм предлагаем инерционное смоточное устройство с ленточным тормозом ИСУ-700. Его цена зависит от веса и размеров бухт. 5. Станок для намотки сварочной проволоки СН-10СП-300(200,400). Этот станок выпускается более 10 лет, прекрасно зарекомендовал себя, на нем намотано 80% всех сварочных кассет с прецизионной намоткой, выпущенных в России .В станке отсутствуют пневмо- и гидроприводы, что повышает его надежность. Конструкция оправок и затвора откидной щеки обеспечивают легкий и быстрый съем намотанных кассет без применения погрузочных устройств. Вес кассет до 30 кг. 6. Инерционное смоточное устройство ИСУ-750. Для смотки технологических кассет (барабанов) предлагаем инерционное смоточное устройство ИСУ-750. В его конструкции используются элементы станка СН-10К(СП)-750: рама, задняя бабка, пневмоподъемник, но отсутствует привод, механизм раскладки и формовки, блок ЧПУ. Устройство снабжено ленточным тормозом, который обеспечивает остановку кассеты при отсутствии натяжения провода или его обрыве.
О перемотке сварочной проволоки для полуавтоматов на 5 кГ. катушки
Возникла необходимость постоянной перемотки проволоки СВ 0,8Г2К с 15 кГ бухт на 5 кГ катушки.Для собственного применения(примерно 15 кГ бухта пару раз в месяц),поэтому вариант с намоточным станком отпадает. Господа сварщики, как Вы решаете подобную проблему?
дрель и штырь Вам в помощь
Если аппарат используется как стационар то можно не перематывать, проще сделать так
Точно. Катушку на ручную дрель и в тиски. Спасибо за мысль.
Kiria написал :
Точно. Катушку на ручную дрель и в тиски. Спасибо за мысль.
Можно и вручную.
Пробовали. Изрезали все руки. Нецензурно ругались и плевались на пол.
Опять-же, при ручной намотке на проволоке появляются заломы(потом двигается рывками) и на катушку мало влезает. Ну не наш метод.
Kiria написал :
Катушку на ручную дрель и в тиски
Можно и на родной катушкодержатель, ролики только ослабить
Выполним перемотку катушек сварочных аппаратов.
Сытый конному не пеший!
Tomkol ,
Наверное очень хороший вариант )) Но вот только доступа к этому блогу нет даже с регистрацией на драйве ))
P.S. Парни вы уж вообще всё выкладывайте под паролем и там куда гарантированно никто зайти не сможет , для гарантии чтобы никто не увидел ))
bellkin , виноват, не знал. Думал, там всё в свободном доступе. Просто там намного проще фотки вставлять. Но постараюсь реабилитироваться
Итак, дабы не создавать нечто громоздкое (бо в гараже и так барахла подобного хватает), решил максимально минимизировать эти приспособы.
Общий вид готового изделия

Ну а суть конструкции и процесса перемотки видно из остальных фоток




Большая катушка стоит на полу

а кронштейн с малой зажат в тисках на столе



Вид сверху. Большая катуха, стоящая на полу, из-за перспективных искажений на фото наоборот кажется маленькой

Ну и готовый результат. Не идеально рядная намотка, но зато быстро

Держалку для малой катушки сделал с подшипниками, чтоб её легче вращать дрелькой было.
А вот держалку для большой катухи сделал без подшипников потому, что предположил, что она трошки подтормаживаться будет и проволока с неё самопроизвольно не размотается. Но в процессе работы, а вернее - когда прекращал этот процесс, то всё-равно приходилось ногой гасить инерцию вращения большой катухи. Благо, что она на полу стоит.
Все размеры приспособ прикидывал на глаз по ходу их изготовления. Ну и исходя из того, какой металлолом в гараже был под руками. Запас разнокалиберных шпилек, гаек и шайб всегда есть. Единственное, что пришлось искать по соседним гаражам - убитые подшипники подходящего диаметра.
Держалку с большой 15 кг катухой можно использовать и с полуавтоматом, если он используется стационарно. Но мне приходится периодически на халтурки его брать. Поэтому удобнее всё ж, чтоб 5-килограммовая катушка была внутри аппарата.
Перемотка сварочной проволоки с катушки на катушку
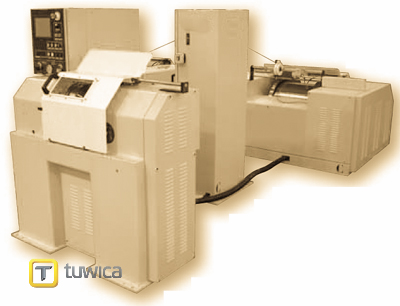
| Информация по производительности | |
| Тип / размер проволоки | MIG (CO2), диаметр 2 мм |
| Тип/ полный вес катушки | Проволочная каркасная катушка 15 кг |
| Средняя производительность | 25 катушек в час |
Описание
Отдающее устройство (размотчик)
Компенсатор
Полуавтоматическое перемоточное устройство
- Линия полуавтоматическая , обладающая гибкостью, с возможностью работы с большинством типов проволок, катушек, а также c опцией работы с бунтами (без катушки)
- Перемоточное устройство управляется оператором, который отвечает за помещение пустых катушек в машину, а также выемку наполненных катушек или бунтов по окончании процесса (все операции сгибания, закрепления и резки проволоки осуществляются вручную)
- Оператор также контролирует намотку первого слоя(ев) проволоки на катушку до тех пор, пока машина не начинает осуществлять это автоматически на полной скорости (в качестве опции также предлагается рычаг для сопровождения первого слоя только для маленького диаметра проволоки MIG)
- Прочный стальной корпус включает все механические и пневматические компоненты, основной мотор, система раскладки и основная панель управления
- Все подвижные части полностью защищены либо панелями либо блокируемыми защитными крышками, при открытии которых линия останавливается
- Специальные выпрямители для проволоки большого диаметра (на перемоточном устройстве и компенсаторе) поставляются в качестве стандартного элемента
- Устройство поставляется с одним стандартным набором оснастки для пластиковых катушек 300 мм
- Основной мотор и мотор раскладки переменного тока
- Пневматическое открытие/ закрытие задней бабки;
- Возможность регулировки фланцев / инструментов, которые держат катушку для компенсации любых допусков на диаметр проволоки для прецизионной намотки (при использовании пластиковых катушек, рекомендуется использовать катушки различной ширины для компенсации допусков на диметр проволоки)
- Система раскладки для осуществления раскладки проволоки с независимым мотром переменного тока, с возможностью регулировки шага и угла Способность нахождения ошибок в процессе прецизионной намотки, и автоматическое возвращение к месту возникновения ошибки, а также аварийный сигнал для привлечения внимания оператора
- Специальный инструмент для бандажирования проволоки большого диаметра
- Специальный штифт для извлечения полной катушки.
- Возможность создания “рецептов” для различных вариантов применения (тип проволоки / размер и тип катушки / размер)
Читайте также: