Первичный ток сварочного аппарата
Обновлено: 19.04.2024
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом. Устройство и принципиальную схему сварочного трансформатора рассмотрим на модели ТСК-500, которую довольно часто можно увидеть на строительных площадках (рис.10).
Рис. 10 Сварочный трансформатор ТСК-500: А-внешний вид; Б-схема регулирования сварочного тока; 1-сердечник; 2-вторичная обмотка; 3-первичная обмотка; 4-подключение к сети; 5-винт; 6-рукоятка винта
Состоит такой трансформатор из сердечника - магнитопровода, выполненного из трансформаторной стали, на котором размещены первичная и вторичная обмотки. Подключается трансформатор к сети переменного тока с напряжением 380 В. Первичная обмотка закреплена неподвижно, а вторая передвигается по сердечнику, регулируя величину сварочного тока. Принцип действия такого аппарата довольно прост.
Переменный ток, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток. Магнитный поток, пересекая витки вторичной обмотки, индуктирует в ней переменный ток пониженного напряжения, величина которого зависит от числа витков вторичной обмотки. Чем меньше витков на вторичной обмотке, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Для регулировки величины сварочного тока и создания внешней характеристики в схеме предусмотрено дополнительное индуктивное сопротивление, которое обеспечивает изменение потока магнитного рассеивания.
Существует две принципиальные схемы магнитного рассеивания. К первой группе относятся трансформаторы с повышенным магнитным рассеиванием, принцип действия которых основан на использовании магнитных шунтов, подвижных катушек или ступенчатого (виткового) регулирования. Ко второй группе относят трансформаторы с нормальным магнитным рассеиванием и дополнительной реактивной катушкой.
Сварочные трансформаторыпромышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 - 240 В. Пример такого портативного сварочного аппарата приведен нарис.11. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которыхсоединен с электрододержателем, а второй - с заземляющим зажимом.
Рис.11 Портативный сварочный аппарат
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
Трансформатор для контактной сварки
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.

Точечная контактная сварка
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:

Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.

Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.

Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:

Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
![Строение трансформатора]()
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.
![Электрод для контактной сварки]()
Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.
![Технология конденсаторной сварки]()
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.
![Электрод для конденсаторной сварки]()
Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Сварочные трансформаторы
Существуют следующие основные типы сварочных аппаратов:
- трансформаторы;
- выпрямители;
- инверторы.
- полуавтоматы;
- генераторы - сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.
Немного о терминологии
При выборе сварочных аппаратов и ознакомлении с их характеристиками приходится сталкиваться со специальными терминами, значение которых желательно знать, чтобы не ошибиться в выборе. Вот некоторые из них.
AC (англ. alternating current) - переменный ток.
DC (англ. direct current) - постоянный ток.
MMA (англ. Manual Metal Arc) - ручная дуговая сварка штучными электродами. Известна у нас под названием РДС.
TIG (англ. Tungsten Inert Gas) - ручная сварка вольфрамовыми неплавящимися электродами в среде защитного газа (аргона).
MIG/MAG (англ. Metal Inert/Active Gas) - полуавтоматическая дуговая сварка плавящейся электродной проволокой в среде инертного (MIG) или активного (MAG) газа с автоматической подачей проволоки.
ПВ (ПР, ПН, ПВР) - продолжительность включения - время, которое аппарат способен работать при определенном токе (ток указывается вместе с ПВ) до автоматического отключения из-за перегрева. Значение ПВ указывается в процентах по отношению к стандартному циклу, принимаемому равным 10 или 5 минутам. Если ПВ равно 50%, это означает, что при цикле 10 минут, после 5 минут непрерывной работы требуется 5 минут простоя для охлаждения аппарата. Этот параметр может быть равен и 10%, поэтому на него нужно обязательно обращать внимание. В понятия: продолжительность включения (ПВ), продолжительность работы (ПР), продолжительность нагрузки (ПН) вкладывают разный смысл, но суть одна - непрерывность сварки.Сварочные трансформаторы
Сварочный трансформатор - это устройство, преобразующее переменное напряжение входной сети в переменное напряжение для электросварки. Основным его узлом является силовой трансформатор, с помощью которого сетевое напряжение снижается до напряжения холостого хода (вторичное напряжение), составляющего обычно 50-60В.
Простая для понимания схема сварочного трансформатора имеет следующий вид:
Простая схема сварочного трансформатора: 1 - трансформатор; 2 - реактор с переменной индуктивностью; 3 - электрод; 4 - свариваемая деталь.Для ограничения тока короткого замыкания и устойчивого горения дуги трансформатор должен иметь круто падающую внешнюю вольт-амперную характеристику (про вольт-амперную характеристику читайте в конце статьи). Для этого либо используют трансформаторы с увеличенным рассеянием, вследствие чего сопротивление при коротком замыкании оказывается у них в несколько раз больше, чем у обычных силовых трансформаторов. Либо в цепь с трансформатором с нормальным рассеянием включают реактивную катушку с большим индуктивным сопротивлением - дроссель (дроссель может быть включен не в цепь вторичной обмотки, а в цепь первичной, где меньше ток). Если у дросселя можно изменять индуктивность, регулируя её, изменяют форму внешней вольт-амперной характеристики трансформатора и ток дуги I21 или I22, соответствующий напряжению дуги Uд.
Регулирование сварочного тока. Сила тока в сварочных трансформаторах может регулироваться изменением индуктивного сопротивления цепи (амплитудное регулирование с нормальным или увеличенным магнитным рассеянием) или с помощью тиристоров (фазное регулирование).
В трансформаторах амплитудного регулирования, необходимые параметры сварочного тока обеспечиваются перемещением подвижных катушек, магнитных шунтов или с помощью отдельной реактивной катушки как на рисунке выше. При этом синусоидальная форма переменного тока не изменяется.
Схема сварочного трансформатора с подвижными обмотками: 1 - первичная обмотка, 2 - вторичная, 3 - стержневой магнитопровод, 4 - винтовой привод.
Схема сварочного трансформатора с подвижным магнитным шунтом: 1 - первичная обмотка, 2 - вторичная, 3 - стержневой магнитопровод, 4 - подвижный магнитный шунт, 5 - винтовой привод.
Разновидности трансформаторов с подвижным магнитным шунтомМожет быть простое переключение количества используемых витков обмотки трансформатора, для уменьшения напряжения холостого хода и следовательно тока сварки.
Трансформаторы с тиристорным (фазовым) регулированием состоят из силового трансформатора и тиристорного фазорегулятора с двумя встречно-параллельными тиристорами и системой управления. Принцип фазового регулирования состоит в преобразовании синусоидальной формы тока в знакопеременные импульсы, амплитуда и длительность которых определяются углом (фазой) включения тиристоров.
Схема сварочного трансформатора с тиристорным управлением. БЗ - блок задания, БФУ - блок фазового управления.
Осциллограмма для трансформатора с тиристорным управлением без использования приемов сглаживанияПрименение тиристорного фазорегулятора позволяет получить сварочный аппарат, характеристики которого выгодно отличаются от характеристик трансформатора с амплитудным регулированием. В более сложных схемах управления, чем на рисунке выше, формируется переменный ток прямоугольной формы. А при этом, например, достигается повышенная скорость перехода импульса через нулевое значение, вследствие чего уменьшается время безтоковых пауз и повышается устойчивость горения дуги и качество сварного шва. Что нельзя сказать про осциллограмму изображенную выше, на ней безтоквые промежутки больше чем у трансформаторов с амплитудным регулированием и качество сварки хуже.
Другое достоинство тиристорных аппаратов заключается в простоте и надежности силового трансформатора. Отсутствие стальных шунтов, подвижных частей и связанных с ними повышенных вибраций делает трансформатор простым в изготовлении и долговечным в работе.
По типу питающей сети сварочные трансформаторы бывают однофазными и трехфазными. Последние, как правило, могут подключаться и к однофазной сети. На рисунке ниже представлены однофазный и трехфазный трансформаторы с регулированием тока магнитным шунтом.
Достоинства и недостатки сварочных трансформаторов. К достоинствам сварочных трансформаторов относятся сравнительно высокий КПД (70-90%), простота эксплуатации и ремонта, надежность и дешевизна.
Список недостатков более обширен. Прежде всего, это низкая стабильность горения дуги, обусловленная свойствами самого переменного тока (наличие безтоковых пауз при переходе электрического сигнала через ноль). Для качественной сварки необходимо использовать специальные электроды, предназначенные для работы при переменном токе. Отрицательно сказываются на стабильности горения дуги и колебания входного напряжения.
Сварочным трансформатором нельзя варить нержавеющую сталь, которая требует постоянного тока, и цветные металлы.
Если мощность сварочного аппарата переменного тока достаточно велика, его вес может доставлять определенные трудности при переносе трансформатора с места на место.
И, тем не менее, недорогой, надежный и неприхотливый сварочный трансформатор - не такой уж плохой выбор для дома. Особенно в том случае, если варить приходится редко, а средств на покупку более функциональной модели не хватает.
Сварочные аппараты переменного тока
Применяемые на заводах и на строительно-монтажных площадках сварочные аппараты переменного тока подразделяют на четыре основные группы:
1.С отдельным дросселем типа СТЭ.
2.Со встроенным дросселем типа СТН и ТСД.
3.С подвижным магнитным шунтом типа СТАН.
4.С увеличенным магнитным рассеянием и подвижной обмоткой типа ТС и ТСК.
Эти группы отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60. 70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования величины сварочного тока.
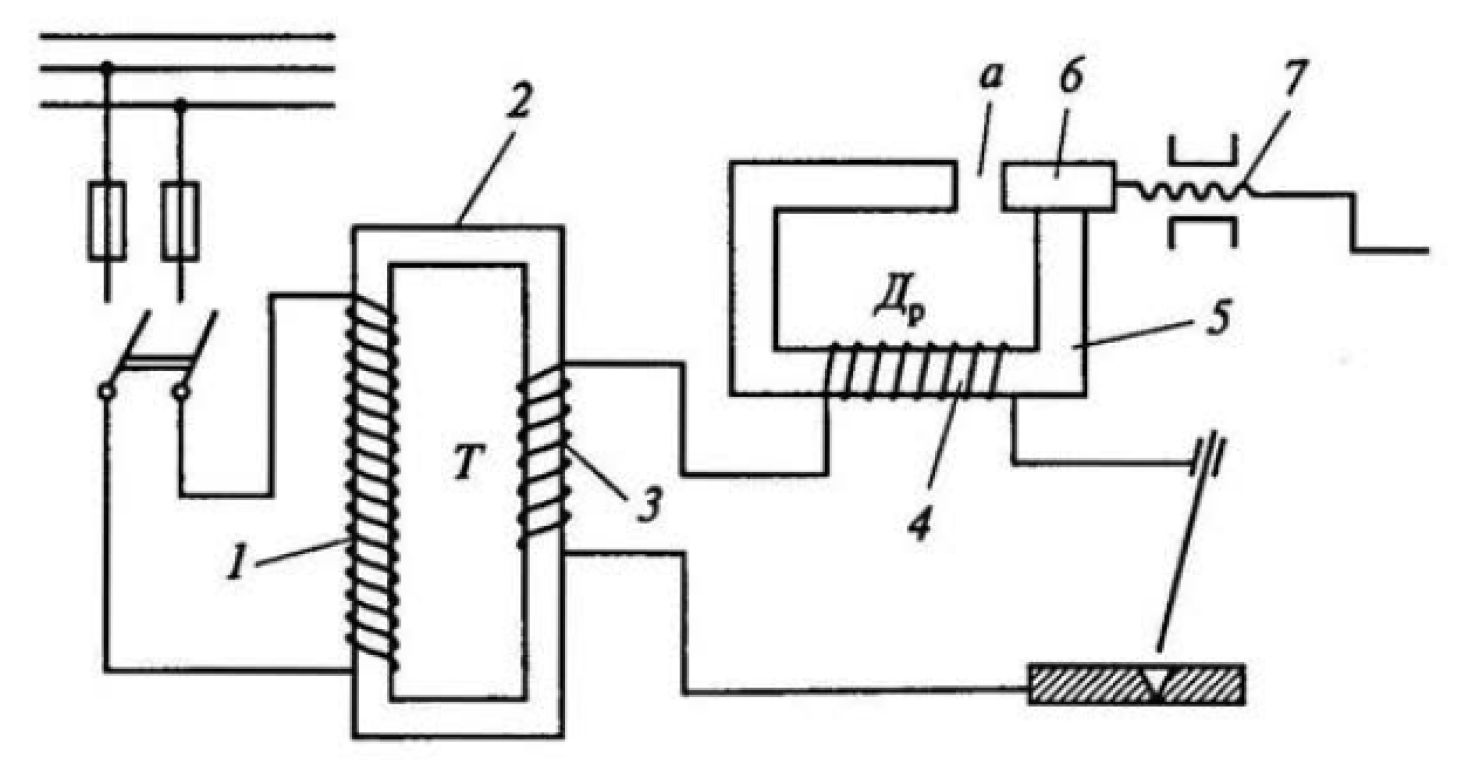
Рассмотрим принцип работы сварочных аппаратов переменного тока на примере сварочных аппаратов с отдельным дросселем (рис. 13.1), состоящих из понижающего трансформатора и дросселя.
![]()
Рис. 13.1. Схема сварочного трансформатора с отдельным дросселем: 1, 3 — соответственно первичная и вторичная обмотки; 2 - сердечник; 4 — обмотка дросселя Др; 5, 6 — соответственно неподвижная и подвижная части сердечника; 7 — винтовое приспособление; а — зазор
Трансформатор Т имеет сердечник (магнитопровод) 2 из штампованных пластин, изготовленных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60. 70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий КПД трансформатора. Последовательно вторичной обмотке в сварочную цепь включена обмотка 4 дросселя Др (регулятора тока). Сердечник (магнитопровод) дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтового приспособления 7.
Дроссель предназначен для регулирования сварочной силы тока и создания падающей внешней характеристики трансформатора на дуге. При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий ЭДС дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочная сила тока уменьшается; вслед за этим уменьшается ЭДС самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя величину зазора а между неподвижным и подвижным магнитопроводом, изменяют индуктивное сопротивление дросселя и тем самым силу тока в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабевает, уменьшается ЭДС самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочной силы тока. При уменьшении зазора сварочная сила тока уменьшается.
По этой схеме изготовлены и эксплуатируются сварочные трансформаторы типа СТЭ. Такие трансформаторы широко применяются на строительномонтажных площадках, на заводах и при сварке магистральных трубопроводов.
Читайте также: