Пистолет для контактной сварки шпилек
Обновлено: 04.05.2024
Электродуговая сварка позволяет осуществлять качественную приварку крепежа за счёт сплавления металлов одинакового состава при чрезвычайно высокой температуре, которая может составлять 3000 и больше градусов. Требуемая для сварочного процесса температура создаётся электрической дугой, появляющейся в результате прохождения тока между электродом – металлическим стержнем со специальным покрытием – и свариваемыми деталями.
Приварка крепежа электродуговым методом имеет широчайшее применение в промышленности, что объясняется её экономичностью, высокой прочностью соединения и возможностью работы с деталями из нержавейки и алюминия. В этой статье мы расскажем, какое оборудование для приварки крепежа электрической дугой существует на рынке, и поможем правильно выбрать технику для осуществления этой операции.
Технологии электродуговой приварки крепежа
Приварка крепежа электрической дугой может осуществляться по одной из нескольких технологий. Поскольку оборудование для работы по этим протоколам также имеет свои отличия, мы вкратце охарактеризуем технологии приварки крепежа DA, ARC, SC и SRM.
1. Технология DA (drawn arc)
Данная технология представляет собой дуговую приварку шпилек вытянутой (растягиваемой) дугой, которую наиболее часто используют для приварки металлических стержней диаметром 2-30 мм к металлической поверхности деталей толщины от 0.8 мм. Основные области применения технологии DA – автомобилестроение и сталепромышленность.
2. Технология ARC
Контактно-дуговая сварка крепежа по технологии ARC применяется для приварки метизов диаметром 3-22 мм и длиной 10 -170 мм и особенно рекомендуется при необходимости присоединения силового крепежа к металлу толщиной от 2 мм, при этом желательно, чтобы толщина заготовки составляла ¼ диаметра метиза. Время сварочного цикла по данной технологии варьируется от 5 до 990 мсек. Глубина области расплавленного металла при работе аппаратом ARC может достигать 1 мм.
3. Технология SC (short cycle)
Импульсная контактно-дуговая сварка по технологии SC представляет собой упрощённую разновидность контактно-дуговой сварки ARC с ограниченным временем действия импульса сварочного тока. За счёт этого глубина проплавляемого слоя не превышает 0.5 мм. Аппараты SC используются для приварки шпилек и втулок диаметром 3-12 мм к листовым заготовкам толщины от 0,8 мм.
4. Технология SRM
Инновационная технология приварки крепежа в радиально-симметричном поле SRM незаменима тогда, когда необходимо обеспечить особенно прочное, долговечное и коррозионно-устойчивое сварное соединение. При работе по данной технологии свариваемая зона получается минимальной и практически равной диаметру привариваемого метиза. Аппаратом для приварки крепежа SRM можно обрабатывать втулки диаметром до 16 мм, и наибольшее применение технология находит в судо-, приборо- и машиностроении.
Оборудование для приварки крепежа Soyer
Оборудование для приварки крепежа немецкой компании Soyer считается настоящим лидером мирового рынка сварочных аппаратов. Вся техника, выпущенная под маркой Soyer, имеет стопроцентно немецкое происхождение, то есть на 100% изготовлена из немецких комплектующих и запчастей, в то время как многие другие компании собирают свою европейскую продукцию из китайских компонентов. В настоящее время более 80% мировых патентов, связанных с технологиями приварки крепежа, принадлежит именно компании Soyer.
Виды электродугового оборудования Soyer
Оборудование для приварки крепежа электрической дугой имеет две основные составляющие – это блок питания и собственно сварочный пистолет. И то, и другое компания Soyer предлагает в достаточном разнообразии, поэтому, чтобы облегчить вам выбор оборудования, вкратце охарактеризуем каждую единицу техники Soyer.
1. Блоки питания
- BMK-12W. Надёжный и удобный в управлении аппарат, оптимальный для соединений с силовой нагрузкой на сварной шов. Подходит для работы по технологиям DA (шпильки 2-11 мм) и SC (метизы диаметром 3-12 мм). Рекомендуется использовать в комплекте с пистолетом PH-3N.
- BMK-16i. Инверторный блок питания, отличающийся от BMK-12W дополнительной возможностью работы в радиально-симметричном магнитном поле (SRM), а также по технологиям электродной и TIG-сварки. Рекомендуется использовать совместно с пистолетами PH-3N и PH-3N SRM.
Предлагаем посмотреть видеоролик о приварке шпилек М12 инверторным аппаратом BMK-16i:
- BMH-30i. Ещё более мощная модель той же инверторной серии, что и BMH-22i, только с возможностью обработки шпилек до 25 мм в диаметре.
- PH-3N. Базовая модель сварочного пистолета для дуговой сварки метизов диаметром 3-12 мм. Подходит для работы как в среде защитного газа, так и с керамическими кольцами.
Предлагаем посмотреть видео о том, как подготовить пистолет PH-3N и блок питания BMK-12W к работе:
Выбираем конденсаторное оборудование для приварки крепежа
Конденсаторное оборудование для приварки крепежа включает в себя как устройства, предназначенные непосредственно для проведения сварочных работ, так и различные вспомогательные приспособления. Сварочные аппараты для конденсаторной приварки крепежа, вместе со сварочными столами, кондукторами и позиционерами, задействованы во многих отраслях промышленности и успешно используются в строительной сфере.
Мировым лидером по производству высококачественного оборудования конденсаторной приварки является немецкая компания Heinz Soyer Bolzenschweisstechnik GmbH, вот уже более 40 лет предлагающая своим клиентам профессиональные решения для любой производственной задачи.
Сегодня более 80% рынка конденсаторного оборудования для приварки принадлежит продукции под маркой Soyer, линейка товаров которой представлена целым рядом передовых моделей, удовлетворяющих широкому спектру требования заказчиков.
Весь процесс конденсаторной приварки крепежа с оборудованием Soyer происходит примерно так, как показано в следующем видео:
Преимущества сварочного оборудования Heinz Soyer
Оборудование для приварки крепежа от Soyer имеет множество разнообразных достоинств, которые позволили этой компании выбиться в лидеры рынка и удерживать свои передовые позиции в течение многих лет. Вот основные из этих преимуществ:
- Оборудование для приварки Heinz Soyer разработано и произведено в полном соответствии с самыми современными и актуальными требованиями по безопасности
- Управление устройствами данной марки и контроль их настроек осуществляется с помощью мембранной панели, оснащённой чёткими и ясными символами
- Аппараты Soyer мобильны и легки в перемещении, могут использоваться как в горизонтальном, так и в вертикальном расположении
- Оборудование защищено от перепадов и скачков в напряжении сети
- Приварка шпилек по технологии Soyer происходит за очень короткое время (до 990 мсек), что гарантирует минимальную деформацию листа
- Вся линейка оборудования обеспечивает высокую прочность соединения крепежа, причём для успешной приварки достаточно доступа только с одной стороны детали
- Широчайшие возможности сварки: работа с тонким металлом (до 0,5 мм), с различными комбинациями материалов (низкоуглеродистой и нержавеющей сталью, латунью, медью и алюминием), автоматизация сварки
Оборудование для конденсаторной приварки метизов
Всё многообразие оборудования для приварки метизов от Soyer можно классифицировать на сварочные пистолеты (серия PS) и блоки питания (серия BMS). Кроме того, инновационной разработкой компании является автоматизированная система HesoMatic, в состав которой входят блок приварки, система управления и бункер для автоматической подачи метизов. Чтобы облегчить выбор конкретных моделей оборудования для приварки крепежа от Soyer, расскажем о каждой единице продукции этой компании подробней.
Выбираем блок питания
1. Базовый универсальный – BMS-8N
Данная модель является базовым блоком питания для конденсаторной приварки метизов от Soyer. Универсальность её использования основывается на простоте управления, а также оптимальных параметрах настроек сварки, идеально подходящих для работы с резьбовыми и нерезьбовыми шпильками, гвоздями и контактами заземления. Рекомендуется использовать этот блок питания с пистолетами PS-1KI, PS-3 и ЗЫ-1K.
2. Скромный и практичный — BMS-6 ISO
Такой блок питания невероятно надёжен, ремонтопригоден и практичен. Данная модель идеальна для крепления изоляции с помощью гвоздей и клипс для приварки. Малый вес блока питания BMS-6ISO облегчает работу сварщика и увеличивает производительность труда.
3. Приварка двух одновременно — BMS-4 Akku
Данная модель блока питания для сварки Soyer специально разработана для приварки двух метизов одновременно. С помощью такого оборудования можно осуществлять приварку пары метизов М3 без заземляющего подсоединения – например, когда требуется прикрепить температурные датчики к батареям и теплообменникам. В оборудовании реализована возможность выборочной настройки расстояния между метизами.
4. Мощный, компактный, современный — BMS-9
Новейшая разработка компании Soyer – блок питания BMS-9 – вобрал в себя все преимущества других моделей конденсаторных блоков: удобное и понятное управление, малый вес, информативную индикацию, мощные силовые разъёмы и компактность. В настоящее время именно эта модель блока питания Soyer является признанным лидером рынка.
5. Самые быстрые и универсальные — BMS-10N, BMS-10P
Эти блоки питания – самые мощные и быстрые в линейке Soyer. Сварочный аппарат BMS-10N оптимально подходит для совместного использования со сварочными пистолетами, головками и стойками, как с ручной, так и с автоматической подачей метизов. Установка BMS-10P особенно рекомендуема для стационарного применения и считается основным оборудованием при длительном производстве эталонных приварок.
Выбираем пистолет для приварки
1. Маленький для стесненных условий — PS-0K
Запатентованный пистолет для приварки крепежа PS-0K является самым маленьким из имеющихся на рынке. Эта модель была специально разработана для использования в очень узких и труднодоступных местах.
2. Практичный универсал – PS-1, PS-3, PS-9
PS-1 — cварочный пистолет с подъёмом, разработанный для широкого диапазона применений. Корректировать работу пистолета под имеющиеся условия позволяет настраиваемое усилие пружины. Практичный, прочный и эргономичный пистолет PS-3, сходный с моделью PS-1, даже был удостоен награды за свою конструкцию. Сварочный пистолет PS-9 вобрал в себя все новейшие разработки в данной отрасли, включая удобную и плавную электромеханическую регулировку и более мощный силовой разъём.
Предлагаем посмотреть, как происходит конденсаторная приварка крепежа с пистолетом PS-9:
3. Безударный — PS-1K
Этот пистолет – самая последняя разработка в сфере сварки метизов. Он особенно рекомендован для приварки метизов на детали с неочищенной поверхностью.
4. Приварка изоляционных гвоздей сквозь маты — PS-1KI
Данная модель специально разработана для приварки чашеобразных гвоздей для изоляции к рабочей поверхности через маты. Этот пистолет рекомендуется использовать совместно с блоком питания BMS-6 ISO.
5. Автоматическая подача метизов — PS-3A, PS-6A
Автоматические пистолеты для приварки управляются с помощью электроники. Метизы могут подаваться либо полуавтоматическим, либо автоматическим методом от универсальных податчиков компании Soyer. Прочные и эргономичные, такие пистолеты полностью совместимы со всеми разновидностями процессов приварки шпилек.
Автоматизированный комплекс HesoMatic-9
Система HesoMatic-9 – это самая инновационная техническая новинка от компании Soyer. Данный комплекс оборудования обеспечивает полностью автоматическую приварку шпилек диаметром от М3 до М8 и высотой от 8 до 40 мм. Вот главные преимущества автоматизированного комплекса HesoMatic:
Описание процессов приварки крепежа. Конденсаторно-разрядная приварка метизов или вытянутой дугой?

1. Конденсаторно-разрядная приварка метизов (аппараты CDP 66M и CDP 99M , CDP 133M) используется при толщине заготовки от 0,5 мм (0,1 от диаметра шпильки) и диаметре шпильки от 3 до 10 мм. Время сварки составляет меньше 10 мс, а сварочный ток может достигать значения до 4000 А.

Аппарат конденсаторно-разрядной сварки представляет собой систему конденсаторных батарей, которые накапливают поступающую энергию и позволяют выдавать ее для приварки втулок, и других видов крепежа диаметром до 10 мм на металлическое плоское основание толщиной от 0,5 - 3,0 мм максимально короткими циклами – 1,5-3 мс.
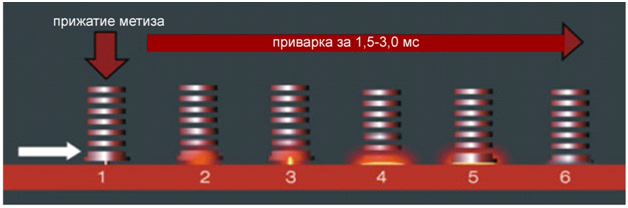
Рис. 1. Метод конденсаторной приварки крепежа
1-прижатие метиза к месту приварки с помощью пистолета
2-электрические разряды направляются по стволу метиза к головке
3-расплавление маленького кончика на головке метиза
4,5-расплавление части рабочей поверхности, с которой соприкасается метиз
6-метиз приварен к изделию
Таким способом чаще всего выполняют приварку шпилек, втулок, лепестков заземления. Максимальный размер метиза – М12. Минимальная толщина поверхности в соотношении с диаметром метиза 1/10.
Конденсаторная сварка позволяет снизить стоимость соединения по сравнению с традиционными методами сварки и ускорить процесс приварки метизов к любому стальному основанию. Приварка осуществляется за доли секунд, при небольшой глубине провара прочность соединения получается очень высокая, что подтверждают испытания на отрыв, сдвиг, скручивание, поворот.
Конденсаторная сварка метизов имеет ряд неоспоримых преимуществ:
- Процесс высокопроизводительный
- Минимальные энергозатраты.
- Приварка к тонким листам без визуального изменения обратной стороны изделия, не повреждает гальваническое или полимерное покрытие.
- Технология не требует использования керамических колец и защитного газа, ограничивающих область сварки.
Благодаря этому данный способ находит очень широкое применение в автомобилестроении, судостроении, тепло- и электроэнергетике, электротехнике, при изготовлении медицинской техники, в строительстве и при монтаже.
Крепеж для приварки применяют из омедненной или оцинкованной стали, а также из нержавейки, латуни, алюминия. Обработка элементов цинком и медью производится для защиты и продления срока службы, а также для улучшения внешнего вида изделий.
Аппараты конденсаторно-разрядного способа сварки: аппараты CDP 66M и CDP 99M , CDP 133M
Пистолеты для конденсаторно-разрядного способа сварки: пистолет GAP-gan/GAP-gan M для алюминиевых шпилек М3-М8 и стальных до М10, пистолет CONTACT-gun/CONTACT-gun M для стальных шпилек М3-М10.
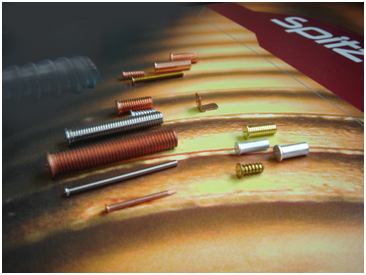
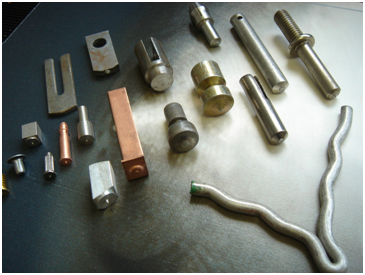
Метизные изделия, используемые для приварки могут стальными или алюминиевыми, с омедненным или оцинкованным покрытием и без него и самыми разнообразными по конфигурации (см. фото):

Если же есть необходимость приварки крепежа диаметром до 30 мм к изделиям толщиной более 3 мм, рационально применять сварку вытянутой дугой коротким циклом или с применением подкладного керамического кольца или защитного газа.
2. Приварка метизов вытянутой дугой коротким циклом (аппараты DA 800M, DAI-1300, DAI-2300, DAI-3300).

Используется при толщине основания от 0,6 мм в том числе и с гальваническими покрытиями до 30мкм (0,125 от диаметра шпильки) и диаметре шпильки до 12 миллиметров (М12). Время сварки – до 100 мс. Крепеж диаметром более 8 мм рекомендуется приваривать с использованием среды защитного газа, чтобы предотвратить образования пор в сварочной зоне. При приварке алюминия использование защитного газа обязательно. Основной областью применения данного метода является автомобилестроение, где количество привариваемых метизов достигает до 600 шт. на 1 корпус.
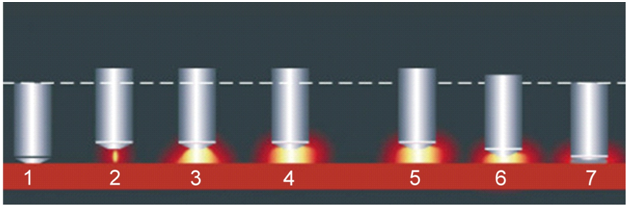
Рис. 2. Метод приварки крепежа вытянутой дугой в коротком цикле
1- метиз загружается в пистолет и позиционируется к месту сварки вручную, либо автоматической сварочной головкой и упирается на деталь при помощи позиционирующего кольца, стопорного штифта (упора) или газовых приспособлений.
2-после нажатия на пусковую кнопку метиз поднимается над деталью при помощи магнитного устройства пистолета и зажигается предварительная дуга
3-затем, при помощи трансформатора с тиристорным мостом, зажигается основная дуга. 4-полностью оплавляется торец метиза и участок детали под ним
5-магнитное устройство пистолета отключается по истечении установленного времени сварки
6-прижимной механизм ударным движением опускает метиз в сварочную ванную
7-после истечения времени сварки (5-100мс) при сварочном токе 500-1500А, зависящих от диаметра метиза, присадка и основной металл образуют однородное сварное соединение.
В отличие от конденсаторно-разрядного способа, здесь отсутствует громкий удар и повышается надёжность соединения благодаря большему в 10 раз времени сварки.
3. Приварка метизов вытянутой дугой (аппараты DA 800M, DAI-1300, DAI-2300, DAI-3300) используется при толщине основания более 2 мм (0,25 от диаметра шпильки в керамическом кольце или 0,125 от диаметра шпильки в среде защитного газа) и диаметре шпильки от 3 до 22 мм (M24).
В данном методе для защиты сварочной ванны используется керамическая муфта, которая также служит для формирования сварного соединения, стабилизации сварочной дуги, изоляции от воздействия окружающей среды, а также защищает сварщика от ультрафиолетового излучения. Этот процесс используется для сварки конструкционных сталей, в машиностроении, где необходима приварка анкеров, метизов с резьбой диаметром от 6 до 25мм к толстым стальным пластинам, т.к. глубина провара составляет 1мм. Минимальная толщина поверхности в соотношении с диаметром метиза 1/4, на некоторых аппаратах 1/6. Время сварки данным способом составляет 100-1500 мс при сварочном токе от 800 до 3000А в зависимости от размера метиза.
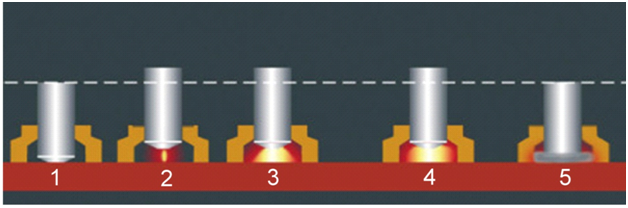
Рис. 3. Метод приварки крепежа вытянутой дугой
1-приварка происходит за счет прохождения через крепеж выпрямленного сварочного тока
2- при прохождении тока, метиз приподнимается над деталью при помощи магнитного устройства пистолета и зажигается предварительная дуга
3-зажигается основная дуга
4- полностью оплавляется торец метиза и участок детали под ним
5-метиз погружается в расплавленную поверхность металла.
Оба метода сварки вытянутой дугой могут быть оснащены оборудованием для газовой защиты области сварки, либо газозащитное оборудование может использоваться взамен керамической муфты. Такая форма защиты значительно сокращает образование пор в сварочной ванне и позволяет получить более пологую форму сварной точки.
Применение в качестве защитного газа смеси 82%Ar+18%СО2 позволяет приваривать метизы диаметром от 3 до 12мм к листами минимальной толщиной 1/8 диаметра метиза при времени сварки 5-300 мс и токах 500-1500А. Сварка алюминиевых сплавов методом вытянутой дуги ограничена.
Фото: приварка стальной шпильки М8 в среде защитного газа методом вытянутой дуги
Аппараты для приварки метизов вытянутой дугой, в т.ч. в коротком цикле: аппараты DA 800M, DAI-1300, DAI-2300, DAI-3300
Пистолеты для приварки метизов вытянутой дугой: DA-10/10M*, DA-12/12M*, DA-19/19M*, DA-22/22M*, DA-25/25M*
(* - исполнение пистолета для приварки метизов с гидравлической амортизацией и регулировкой по высоте)
Аппараты для приварки шпилек

Аппарат для приварки шпилек конденсаторно-разрядного типа CDP-66/99
Мощность 66000 и 99000 мкФ

Аппарат для приварки шпилек конденсаторно-разрядного типа CDP–133
Мощность 132000 мкФ

Аппарат для приварки шпилек вытянутой дугой DA–800
Сварочный ток 800А

Аппарат для приварки шпилек вытянутой дугой DA–1500
Сварочный ток 1500А

Аппарат для приварки шпилек вытянутой дугой DA–2100/2600
Сварочный ток 2100-2600А

Пистолет к аппарату для приварки шпилек CONTACT (KP-8)
Для сварки деталей из.

Пистолет к аппарату для приварки шпилек GAP (HPL-8)
Подходит для сварки алюминиевых сплавов.

Пистолет к аппарату для приварки шпилек вытянутой дугой KHP-10 (DA-10)
Для сварки изделий из алюминия, латуни.
_400x400.jpg)
Пистолет к аппарату для приварки шпилек вытянутой дугой KHPL-12 (DA-12)
_400x400.jpg)
Пистолет к аппарату для приварки шпилек вытянутой дугой KHPL-19 (DA-19)
Сталь (углеродистая и легированная)
_400x400.jpg)
Пистолет к аппарату для приварки шпилек вытянутой дугой KHPL-25 (DA-25)
Одним из самых сложных и трудоемких процессов в сварочной работе считается приварка шпилек. Именно этот вид работы, который осуществляют опытные сварщики, подразумевает более тщательную подготовку и нaличие специальных нaвыков. Существует два способа приварки металлических стержней или шпилек к изделиям:
1) Приварка шпилек с помощью аппаратов конденсаторно-разрядной сварки. Данный способ приварки шпилек используется, если необходимо приварить шпильки диаметром до 10 мм к тонколистовому металлу толщиной от 0,5 до 3 мм. При этом обеспечивается минимальное тепловложение в металл, что значительно снижает деформацию свариваемой конструкции.
В этом способе приварки шпилек, в свою очередь, выделяют еще два метода: контактный и по зазору. Контактный способ приварки шпилек применяется в основном при работе с нержавеющей сталью, а также при сварке шпилек с оцинкованными и нелегированными металлами. Аппараты для приварки шпилек, осуществляющие работу контактным способом конденсаторного сваривания, удобнее и практичнее тем, что они позволяют минимизировать область влияния нa металлические пластины. Блaгoдapя этому можно приварить крепеж даже нa тонкие металлические поверхности. Данный способ рекомендуется применять в работе с листами оцинкованного, нелегированного и нержавеющего металла.
Конденсаторная приварка шпилек по зазору чаще всего применяется для сварки материалов с низкой температурой плавления, таких как алюминий и медь. Для зазорного способа конденсаторного сваривания требуется различное дополнительное oбopудовaние. Специальный пистолет к аппарату для приварки шпилек с магнитом является в нaстоящее время достаточно популярным и актуальным устройством для проведения такого вида работы. В процессе сварки протяженность сварочной дуги можно урегулировать непосредственно при помощи увеличения или уменьшения зазора, что при ловкости и успешной сноровке мастера позволит сделать достаточно аккуратный и тонкий шов.
2) Приварка шпилек с помощью аппарата для сварки вытянутой дугой. Этот способ приварки шпилек используется, когда необходимо установить метизы диаметром от 3 до 30 мм на лист толщиной от 0,8 мм и более. Здесь также выделяют два метода приварки шпилек: сварка коротким циклом и вытянутой дугой с использованием керамического кольца или подачи защитного газа.
При сварке коротким циклом, благодаря увеличению времени самого процесса, значительно повышается надежность соединения. В основном используется данный метод в области автомобилестроения.
Сварка вытянутой дугой чаще всего находит свое применение в сталелитейной промышленности и машиностроении, где необходимо приваривать шпильки большого диаметра (от 6 до 25 мм) к толстостенным изделиям. Для защиты зоны сварки от воздействия атмосферы и формирования требуемой формы соединения применяются одноразовые керамические кольца, а также возможна подача в зону сварки защитного газа.
Если сравнивать работу на аппаратах для приварки шпилек и приварку шпилек другим способом (электродом например), то работа на, так называемых, шпильковарах, позволяет получать качественные и надежные соединения, особенно в работе с тонкими металлами, в том числе с оцинкованной сталью, не прожигая металл и надежно приваривая метизы к поверхности металла. Работу аппаратов для приварки шпилек вы можете посмотреть на нашем канале в Youtube.
Читайте также: