Пластиковые сварочные стержни как пользоваться
Обновлено: 03.05.2024

Различные виды пластика встречаются во всех сферах современной жизни, независимо в быту или на производстве. Он популярен, поскольку обладает уникальными свойствами и при нагревании может принимать очень сложные геометрические конфигурации или соединять несколько элементов. Каждый вид пластика характеризуется собственным набором технических характеристик и сообразно этим свойствам надо выбирать и применять сварочные прутки.
Предподготовительные мероприятия
Сварка элементов требует соблюдения некоторых правил, независимо от используемого оборудования: фен или экструдер. Работа не может проводиться в окружении мусора и пыли, поэтому рабочее пространство надо хорошо очистить от любых загрязнений. Процедура выполняется на надежной, прочной и устойчивой поверхности.
Перед началом работы, поверхность деталей надо подготовить для хорошего соединения. Сварка прутком может происходить и с внутренней стороны, и с наружной. Прежде чем приступить непосредственно к сварке, надо используемому аппарату хорошо нагреться до нужной температуры. Через насадку пропускается сварочный пруток, который прикладывается к кромкам элементов.
Если на детали присутствуют декоративные элементы, через которые проходит шов, их необходимо устранить. Сделать это несложно, так как чаще всего они крепятся с помощью клея, который под воздействием разгоряченного воздуха, быстро отходит.
Подготовка шва
Подготовка шва заключается в проделывании V-образной канавки (угол 90 о ) глубиной не менее двух третей толщины материала. Канавка для шва может формироваться шлифовальной машиной (болгаркой), но надо защищать глаза специальными очками. После расчистки шва, нужно примерить пруток – он полностью должно поместиться в образовавшуюся канавку и возвышаться над нею на 1-2 мм. Иногда листы достаточно толстые и для наполнения шва может понадобиться несколько прутков, которые будут устанавливаться в несколько подходов.
Процедура сварки пластика
Очень важно помнить, что хороший аккуратный и, главное, долговечный шов можно получить, только если применять пруток их того же материала, что и пластиковый лист. Если не соблюдать этого правила, все усилия будут тщетны, поскольку полеченное соединение разрушиться в скором времени при малейшем механическом усилии.
Перед началом сварки кончик прутка необходимо заточить, после чего устанавливается насадка и задается нужная рабочая температура. Сварку можно начинать только после достижения необходимой температуры.
Рабочую поверхность нужно предварительно разогреть при помощи фена. Вставляется пруток, таким образом, чтобы он выступал из насадки примерно на пять сантиметров. Важно правильно держать сварочный аппарат, то есть его наклон должен быть параллельным обрабатываемому шву. Когда пластик начинается разогреваться, сварочный пруток аккуратно вдавливается в шов.
Процедура не сложная и если придерживаться все вышеперечисленных правил, то успешный результат гарантирован.
Особенности сварки пластиковых изделий

Виды сварки
Сварка пластика является самым экономичным технологичными способом, не имеющим аналогичных методов скрепления пластмассовых деталей.
Сварочные работы пластиковых изделий гарантируют высокое качество скрепления, а также возможность совершать процесс вне зависимости от условий – в массовом или единичном производстве, на промышленных предприятиях либо в домашних условиях.
Виды сварки для пластмассы
Сварка пластмассы может осуществляться большим количеством методов.
Их классификация насчитывает два основных типа: скрепление частей при помощи нагрева поверхности строительного пластика до вязкотекучей концентрации и сварка полиэтилена без применения нагрева, с более низкой температурой, не доходя до вязкотекучей консистенции.
Этого состояния можно добиться при помощи растворителя.
Самым распространенным методом сварки пластиковых изделий является плавление при помощи термофена.

Разновидности сварки пластика.
Помимо этого, принимая ко вниманию способ изменения и ввод в контактное место, стоит отметить и другие способы работы с пластиком, а именно:
- нагретый газ – сварка происходит встык;
- расплавленная присадка;
- ультразвук;
- трение – для этого используются специальные прутки;
- световое, инфракрасное либо лазерное излучение;
- специальное нагретое оборудование;
- ток повышенной частоты.
Под воздействием горячей температуры, а также за счет свойства свариваться при помощи тепла, полимер делится на термопласт и реактопласт. В первом случае вязкотекучего состояния добиться крайне трудно из-за химического состава элемента.
Главной особенностью выступает многократное нагревание, доведение конструкции до мягкого состояния, а затем возвращение её в первоначальное состояние, не нарушая структуру и свойства.
Многие полимеры оказываются термопластами. Реактопласт, наоборот же, после проведения обработки под влиянием сварочного оборудования видоизменяется и теряет своё первоначальное состояние, переходя в более вязкотекучую консистенцию. Не рекомендуется такой материал сваривать при помощи увеличения температуры.

Технология сварки пластика.
Сварка пластика феном проходит несколько основных этапов:
- Подвод и изменение энергетического потока, который обеспечивает надежность деталей, подвергаемых сварке.
- Взаимодействие двух скрепляемых частей при соприкосновении друг к другу.
- Формирование структуры пластика в месте соприкосновения.
Второй этап в процессе сварки пластиковых изделий является одним из самых важных, поскольку от него зависит качество скрепления.
Вязкотекучее состояние возникает за счет смешивания расплавленных слоев, где в итоге грань трещины пропадает и соединение имеет повышенную прочность, нежели при высокоэластичной консистенции. Скрепляются детали достаточно быстро, даже при ультразвуковой и высокочастотной сварке.
Какие технологии можно применять в домашних условиях?
Из всех существующих технологий сварки пластика своими руками в домашних условиях можно использовать ниже указанные варианты.
Одним из самых простых и популярных способов скрепить стыковые листы пластика является сварка для пластмассы при помощи нагретого инструмента. Главным достоинством считается низкая цена специального инструмента для плавления материала, легкая и простая эксплуатация в работе.
Такой способ можно использовать, чтобы сваривать трубы, производить тару, любую ёмкость, в автомобильном производстве либо изготовлении изделий из пластика. Нагревать можно несколькими способами – прямым и косвенным.
Работа такого вида осуществляется благодаря специальному сварочному аппарату, предназначенному для соединения полимерных труб встык либо в раструб.
Механизм действия инструмента заключается в том, что плоская поверхность плавится на стыке скрепления. Таким образом можно соединить торцы труб, у которых есть разное сечение.
Зачастую данными оборудованиями пользуются именно в домашних условиях, поскольку только они могут скрепить части, обладающие маленькой плоской поверхностью. Также для этой цели можно использовать классический вариант в виде электрического паяльника, им можно сваривать термопласт.

Горелка для сварки пластика.
Ещё одним доступным способом является нагретый газ. Для этого метода используется специальный инструмент для сварки пластика. Им может выступать фен, горелка различного типа – в них применяется нагретый газ. Зачастую для того чтобы нагреть поверхность используют воздух, углекислый газ, азот, аргон либо любой продукт горения.
В зависимости от характеристики сплавляемых между собой деталей подбирают один из газов. Для более прочного шва мастера зачастую применяют аргон либо азот. Однако выгодным и экономным вариантом считается воздух.
Благодаря использованию недорогого и простого в работе инструмента, которое может выполнить скрепление пластиковых частей любого размера и форм, появляеься возможность обусловить большую популярность рассматриваемого типа сварки.
Его также применяют для ремонта изделий, изготовленных из тонкого пластика, в сварочных работах химических оборудований, емкостей и т.д.
Выделяют несколько методов сварки пластика при помощи нагретого газа: с применением специальных присадок и без таковых. В роли таких присадок могут выступать прутки с сечением 2-6 миллиметра либо планка с таким же материалом, что и свариваемая деталь.
Благодаря дешевому и простому оборудованию с нагретым газом сваривать пластик можно и дома.
Последней технологией сварки пластика в домашних условиях является использование экструдера, его также называют пистолетом. Он имеет горячий нагревательный элемент, при помощи которого передается присадочный прутик.
Оборудование является незаменимым устройством в случае крепления пластика своими руками. Чтобы скрепить несколько деталей, необходимо выставить конкретную температуру, которая регулируется пистолетом.
Сваривать можно двумя способами: без контакта и экструзионно. Первая ситуация осуществляется благодаря специальному прижимному ролику, без соприкосновения оборудования и поверхности. Во втором случае осуществляется за счет соприкосновения сварочного кончика оборудования и детали.
Тепловые потери в данном случае снижаются, в результате чего появляется возможность передавать тепло напрямую от инструмента к запчасти. Кроме этого, в данном методе не нужны дополнительные прижимные устройства.
Сварочные материалы должны быть однородными для сварки пластмассовых изделий. В данном случае дополнительные крепежи или клей будут неэффективны. Кроме этого, чтобы пластик для сварки был надежно прикреплен, необходимо массу изделия минимизировать.
Что такое электроды для пайки пластика и как правильно ими пользоваться?

Оборудование
Любой ремонт, который выполняется при использовании электрод для пайки пластиковых изделий, считается качественным. Благодаря их использованию сварка получается прочной, почти как целая пластмасса, а иногда выглядит даже лучше заводских характеристик, предусмотренных изготовителем.
Важное качество при сварке – это умелая укладка планки мастером таким образом, чтобы деталь была максимально эффективной и не была помехой для других запчастей ремонтируемого оборудования.
Когда могут понадобиться электроды для пайки пластика?
Ремонтировать, используя плоские электроды, можно почти все конструкции, изготовленные из пластмассы термопластичного характера.
К примеру пластиковые электроды используются для:
- ремонта бамперов;
- деталей в кузове или декоративных накладок;
- корпуса фар;
- различных баков и ёмкостей, куда заливают бензин или другую необходимую жидкость;
- ремонта деталей в салоне машины;
- других изделий из пластмассы, изготовленных из полипропилена.
Особенности данных электродов
Плоские электроды – это планки с разными размерами, изготовляемые из измененного пластика под химической и вторичной обработкой. Такой материал обладает высокой сопротивляемости к разрыву или внешним повреждениям, имеет хорошую пластичность, высокую адгезию ко многим пластиковым сополимерам.
Одной из главных трудностей, которые возникают в период ремонтных работ пластиковых бамперов либо других деталей автомобиля, считается сварка таким образом, чтобы шов был прочный, похож на характеристики первоначального вида, а также максимально ровным.

Таблица характеристик пластмасс.
Прочность может быть низкого уровня за счет особенностей материала, которые применяют при производстве деталей из пластика, а также активного процесса окисления в случае повышении температуры. Конструкция стареет, что провоцирует раннее повреждение.
Многие запчасти к машинам, изготовленные из пластмассы, термопласты или полимера могут сохранять свои функции при частом плавлении. Благодаря этому большинство запчастей в автомобиле поддается термическому процессу во время ремонтных работ.
Одними из самых популярных типов пластика, который применяется при машиностроении, считаются:
- полипропиленовый пластмассовый электрод – используется в ремонте машины с пластиковыми деталями;
- полиэтиленовый материал;
- полиамидовый;
- стироловый, акрилонитриловый, сополимерно-бутадиеный;
- полибутилнтерефталатовый.
Любой опытный мастер, который хоть раз паял при помощи электрода пластик, знает, что эти материалы ремонтопригодны.
Плюсы и минусы
Плоские электроды имеют существенный ряд преимуществ и небольшое количество недостатков. К последнему можно отнести лишь то, что необходим контроль над сварочным электродом для сварки пластика, чтобы он не перегревался и мог долго держать крепление.

К основным же достоинствам можно отнести следующие аспекты:
- Электроды не ограничены во времени, то есть, у них нет срока годности.
- Они имеют высокую прочность из-за особой структуры данных деталей.
Это можно увидеть при повторном повреждении бампера, трещина возникает не на месте шва, а рядом на пластмассе, которая не подлежит ремонту. - Детали удобны в эксплуатации.
Они являются однокомпонентными. Для работы с ними требуется лишь очистить поверхность и нагреть до необходимой температуры плавления плоский электрод. - Данные запчасти также обладают хорошей эластичностью.
Благодаря этому свойству деталь можно прикладывать в места, куда достаточно трудно добраться, делать первоначальные хитрые крепления появившихся трещин. - При использовании плоских планок качество ремонта будет высоким, а сам результат сохранится на долгое время без каких-либо дополнительных условий по уходу.
- В особых ситуациях можно восстановить не хватающие части пластика при помощи плоских планок.
Это производится накладыванием одного слоя поверх другого, образовывая необходимую для восстановления форму. - В составе рассматриваемых деталей отсутствуют вредные вещества, которые могут навредить здоровью.
Однако не стоит пренебрегать советом по поводу своевременного проветривания помещения. - Стоимость любого вида планок минимальная.
Это дает возможность специалисту сэкономить внушительную сумму, что позволяет потратиться на более дорогостоящие детали. При оптовой покупке деталей действует скидка. У каждого специализирующегося магазина она может быть индивидуальной. - Плоский электрод покрывает большую часть поверхности возле той части, где необходимо сварить шов.
Благодаря этой особенности нагрузки со сломавшегося места равномерно распределяются на нетронутые части. Это также дает дополнительную прочность креплению. - Если соблюдать правильную технологию сварочного процесса и эксплуатации рассматриваемых планок, то, при достаточном опыте и умении специалиста, можно значительно расширить возможности, позволяя сохранить исходную прочность материала.
- Также присутствует соотношение коэффициентов температурного расширения материала между планкой и ремонтированной деталью.
Обзор плоских электродов
Существуют несколько главных видов электрод, применяемых в процессе пайки пластика. Их зачастую обозначают латинскими буквами: А, В и С. Классификация электродов делится только за счет толщины и ширины. Стандартной длиной является значение в 200 миллиметров.
Электрод группы «А» может включать в себя планки размером в 1х15. Их используют для лицевых частей конструкции либо внутренних швов запчастей, где толщина достигает 4 миллиметров.

Плоские электроды вида «В» имеются в сварочных прутках в размере 1,3х18 для ремонтных работ бамперов. Их также можно использовать, чтобы сварить трещину или разлом, находящийся с внешней стороны конструкции с толщиной не больше 6 миллиметров.
Электроды типа «С» объединяет в себе планки размеров 1,5х20. Их можно применять в качестве усиливающей арматуры швов, на которые приходится увеличенная нагрузка во время работы различных запчастей. Толщина стенок не должна быть больше 10 миллиметров.
Кроме перечисленных методов эксплуатации, данные виды электродов для пайки можно применять, дабы нарастить отломавшиеся детали в пластиковых изделиях либо чтобы залатать любую образовавшуюся дыру.
Благодаря такой классификации можно быстро и точно подобрать необходимую планку под конкретный размер стенки.
К примеру, бампер можно отремонтировать плоской планкой из группы «А» либо «В» только там, где стенка не больше 3 миллиметров. В ином случае есть риск деформировать запчасть в момент остывания поверхности после совершенной работы.
Как работать с плоскими электродами?
При наличии задачи сварить между собой несколько частей пластика или провести ремонтные работы с пластиковым изделием, пайка окажется самым легким и дешевым вариантом. В этих целях понадобится сварочное оборудование и плоский электрод к нему.
Чтобы швы были качественные и ровные, планка должна выдерживать высокую температуру сварочной горелки.
Отремонтированные бамперы являются одними из самых простых деталей для сварки между друг другом.

В целом принцип работы заключается в следующем:
- Необходимо разогреть сварочное оборудование до нужной температуры.
- Готовим пластик к процедуре, то есть, отделяем его от всей конструкции, по возможности, чистим его при помощи воды и мыла либо моющего средства.
Вытираем насухо. - Далее пластик необходимо зачистить.
Это выполняется при помощи наждачной бумаги, то гладкого состояния поверхности. - При помощи фольги, обмотанной по краям пластиковой поверхности, создается защита, чтобы планки не повредили ненужные части.
Внимательно проконтролируйте скрепление. - Вставляем планку в уже разогретое оборудование.
Детали будут действовать как направляющая линия для потока горячего воздуха в сварочном инструменте. - Медленно ведем кончиком инструмента по краю или месту крепления, чтобы приварить пластик друг к другу.
Движения должны быть стабильными и равномерными. - Оставьте пластиковые детали на несколько минут, чтобы они остыли.
- Очистите полученный шов при помощи наждачной бумаги до однородной концентрации.
Плоский электрод делится на определенные виды, чтобы им проще было пользоваться. Каждый вид применяется под конкретную толщину и прежде, чем начать эксплуатацию оборудования с целью выполнения той или иной задачи, необходимо знать все тонкости электродов.
Пластиковые стержни (ПП, ПНД, ВМП, СВМП)

Пластиковые стержни – незаменимый материал для изготовления различных деталей, таких как например шестеренки и ролики, а также для проведения сварочных работ.
Пластиковые стержни – незаменимый материал для изготовления различных деталей, таких как например шестеренки и ролики, а также для проведения сварочных работ. В настоящее время многие мастера предпочитают выбирать именно пластиковые, а не металлические стержни – они отличаются легким весом, простотой применения, а также устойчивостью к различным механическим нагрузкам и низким уровнем токсичности. У нас вы можете приобрести пластиковые стержни различных видов.
Основное назначение пластиковых стержней
За счет устойчивости к химическим веществам и способности выдерживать большие нагрузки пластиковые стержни активно используются при проведении строительных работ, при производстве пластиковых деталей. Основные сферы применения пластиковых стержней:
- Создание прочных изделий.
- Монтаж различных инженерных систем.
Если стержень сваривается с другими деталями, важно, чтобы сварка прошла быстро и легко, важно, чтобы стержень был выполнен из того же материала, что и основная деталь. При несоответствии материалов сварка может получиться некачественной, из-за чего появится вероятность скорого разрушения всей конструкции. Основные виды пластиковых стержней - ПП, ПНД, ВМП, СВМП.
Пластиковые стержни ПП
Изготавливаются из полипропилена, за счет чего получают высокое качество и максимальную легкость. Такие стержни можно использовать в машиностроении и пищевой промышленности, они также подходят для создания трубопроводных деталей, производства гальванических ванн, а также токарной и фрезерной обработки.
Стержни такого типа довольно дорогие, однако способны использоваться в течение длительных лет, обеспечивая прочность конструкции.
Пластиковые стержни ПНД
Материал изготовления – полиэтилен. Стержни такого плана считаются универсальными и подходят для проведения строительных и токарных работ различного плана. Они отличаются устойчивостью к механическим и химическим воздействиям, благодаря чему могут использоваться со сварочным феном или экструдером.
Представлены в широком ассортименте цветов и размеров, что позволяет для каждого типа строительных работ подобрать оптимальный вариант с максимально незаметными швами. Пластиковые стержни из полиэтилена легко устанавливать, они легко поддаются оборудованию, в то же время не теряя своей прочности.
К преимуществам такого материала можно отнести:
- Экологическую и токсикологическую безопасность.
- Легкость и компактность.
- Возможность повторного использования за счет высокой степени инертности и устойчивости к различным нагрузкам.
- Эластичность материала (полиэтилена), а также возможность использовать его при температуре от -80 до +100 градусов.
Пластиковые стержни ВМП
Материал изготовления – высокомолекулярный полиэтилен. За счет использования высокомолекулярного материала достигается максимальная прочность и жесткость изделия. Пластиковые стержни такого плана устойчивы к ударам и физическом воздействию, на них практически не останется следов после такой нагрузки. Поэтому их используют для создания конструкций высокой прочности.
Основная сфера применения – оборонная промышленность. Изделия из ВМП отличаются устойчивостью к воде и перепадам температур, к тому же выходят из строя не так быстро. К основным преимуществам таких стержней можно отнести экологическую и токсикологическую безопасность, устойчивость к химическому воздействию, повышенная жесткость, а также свойства диэлектрика.
Основные сферы применения стержней из высокомолекулярного полиэтилена:
- Оборонная промышленность и военное оборудование.
- Машиностроение.
- Создание фрезерного оборудования высокой прочности.
- Танкостроение и создание военного транспорта.
- Полосы скольжения для трамплинов, основания для сноубордов и лыж.
- Создание прокладок для резервуаров (широко используются для создания резервуаров для хранения химических отходов, поскольку материал устойчив к воздействию веществ такого плана).
Стержни такого плана также могут использоваться в качестве уплотнителей и изоляции для различного вида техники и оборудования.
Пластиковые стержни СВМП
Сверхвысокомолекулярный полиэтилен – инновационный материал нового поколения, который считается одним из лучших термостойких материалов. В отличие от аналогичных материалов, СВМП обладает повышенной прочностью и жесткостью, а также имеет свойства диэлектрика. К его преимуществам можно отнести широкий спектр применения, а также экологическую и токсикологическую безопасность.
Особенность такого материала заключается в наличии молекулярных цепочек, расположенных параллельно друг другу. Связи между молекулами слабые, за счет чего материал получает возможность равномерно распределять нагрузки, что и продлевает его прочность и длительность использования.
Основные преимущества пластиковых стержней из сверхвысокомолекулярного полиэтилена:
- Стойкость и ударопрочность.
- Устойчивость к химическому и механическому воздействию.
- Нетоксичность материала.
- Устойчивость к влаге и ультрафиолетовому излучению.
- Высокая стойкость к истиранию и низкий коэффициент трения.
- Широкий спектр применения материала, а также возможность эксплуатировать его без риска разрушения.
- Повышенный показатель жесткости и прочности.
- Устойчивость к перепадам температур, а также возможность использовать стержни такого плана на морозе.
- Высокая температура плавления – от 150 градусов, что позволяет использовать материал в условиях температуры выше 100 градусов.
Стержни такого плана могут использоваться даже в суровых условиях без риска изменения их структуры. Среди ключевых сфер применения сверхвысокомолекулярного полиэтилена можно выделить военную и оборонную промышленность, машиностроение, легкую и пищевую промышленность, химическую промышленность, транспорт и судостроение, облицовочные работы на судостроительных верфях, создание автомобильных деталей.
Пластиковые стержни – материал, который активно используется для проведения строительных и и инженерных работ различного плана. Благодаря его свойствам есть возможность эксплуатировать стержни при любых погодных и климатических условиях, а также делать сварные швы максимально незаметными.
Сварка листовых пластиков

Сварка пластиков – это наиболее удобный и наименее дорогой способ соединения пластиковых элементов. В некоторых случаях альтернатив и вовсе не бывает (когда соединение при помощи клея невозможно). К тому же, горячая сварка пластиков выполняется массово, как специалистами в промышленных организациях, так и обычными людьми, по мере необходимости. Конечно, при наличии всего сопутствующего инструмента, с учетом развития отрасли и распространения фирменных аксессуаров нет никаких проблем.

Есть огромное количество способов сварки полимеров. Большинство из них можно сразу разделить на пару условных групп: сварка при помощи нагрева и без помощи аппаратов горячего воздуха. Наиболее активно используемый метод, это нагрев материала до вязкотекучего состояния. Но даже в этом случае используется несколько видов нагрева и приборов:
Световое или лазерное излучение
Ток высокой частоты
Все полимеры также дополнительно разделяются на термопласты и реактопласты. Термопласты прекрасно подходят для сварки, так как не меняют свой состав в процессе нагрева, а после остывания принимают еще и обратно все свои физические свойства. Реактопласты, наоборот, принимают свои свойства единственный раз во время изготовления и больше их нельзя подвергать нагреву, после которого их структура не восстанавливается.
При взаимодействии с нагревающим элементом, структура термопласта становится мягкой и податливой, при этом происходит смешение двух отдельных объектов термопластов в один единый. Так образуются неразрывные швы высокой прочности.
Сварка нагревающими аппаратами
Одним из самых простых способов передачи тепла является прямой контакт свариваемых поверхностей пластиков с самим нагревательным прибором или (в случае воздушных аппаратов) нагретых струй воздуха. Из-за простоты техпроцесса и доступности аппаратов, и аксессуаров к ним, они широко распространена.
Вначале проходит разогрев, в качестве первого этапа. При этом оплавленные края надежно соединяются между собой.
Контакт нагретых пластиков и свариваемых деталей удерживается с определенным усилием на какое-то время.
Во время разогрева необходимо, чтобы контактируемые поверхности имели проплавление на определенную глубину. Это также нужно для того, чтобы избежать работы с любыми неровностями поверхностей.

Существует перечень технологических параметров сварки пластмасс:
Температура нагревательного элемента (или среды)
Усилие прижатия инструмента к детали
Усилие сжатия свариваемых деталей
Продолжительность давления после окончания сварки
Чрезвычайно важно максимально очистить контактирующие поверхности для нанесения качественного шва. Т.к. вкрапления иных материалов, грязи, пыли внутрь шва негативно скажутся на его надежности. Если поверхность покрыта маслянистыми выделениями, их удаляют соответствующими растворителями (безопасными для самого полимера). Если отчистить невозможно, или край объекта слишком неровен, его просто срезают для образования ровного, чистого среза.
Сварка нагретым газом
При сварке газом все тепло идет от нагретого газа, который уже передает его, выходя из сопла аппаратов и термофенов самых разных конструкций. При этом, в качестве теплоносителя выступает, как правило: аргон, углекислый газ, азот и, конечно же, воздух. Выбор газа зависит именно от свойств пластика, который будет подвергаться сварке. Например, некоторые виды пластиков сильно подвержены действию кислорода, и поэтому более качественные швы получаются при выборе газа, наподобие аргона.
Технология сварки пластиков газом предусматривает два варианта: при использовании присадочного материала и без его использования. Когда используется пруток, его диаметр, обычно, составляет 2 – 6 мм. Присадку обязательно изготавливают из того материала, который планируется сваривать. В некоторых случаях, в пруток добавляют специальные пластификаторы, повышающие качество сварки.
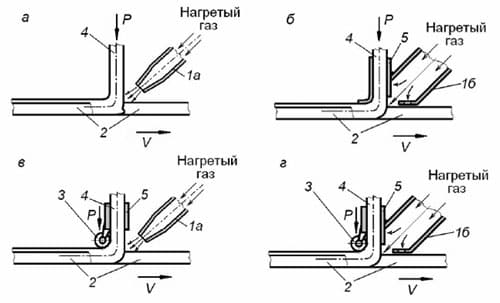
На схеме показаны: а - сварка без насадок, б - сварка с насадкой для твердых термопластов, в - сварка с насадкой для мягких термопластов, г - сварка с насадкой для твердых и мягких термопластов. 1а - стандартное сопло, 1б - производительное сопло, 2 - основной материал, 3 - прижимной ролик, 4 - присадочный пруток, 5 - направляющий канал, P - направление давления на присадочный материал, V - направление сварки.
К основным технологическим параметрам сварки газом с использованием прутка относятся:
Расход и уровень температуры газа
Используемые материалы и размеры сечения прутка
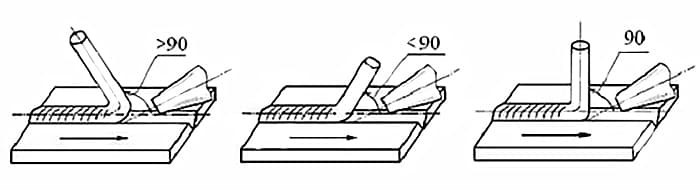
Угол наклона подаваемого прутка
Усилие прижима присадки
Угол нагревающего аппарата к плоскости детали
Скорость производимых сварочных работ
Температура газа на выходе не должна превышать на 50 – 100 градусов Цельсия выше, чем температура вязкотекучести полимера. Расстояние между соплом и материалом должно быть 5 – 8 мм и удерживаться статично, на протяжении всего процесса сварки.
При угле наклона прутка свыше 90 градусов, материал положенный в шов будет удлиняться и может повредиться при охлаждении. При угле менее 90 градусов пруток будет нагреваться быстрее полимерного материала, при этом увеличится расход прутка, а в шве возникнет внутреннее напряжение. Прочность подобного шва может уменьшаться.
Угол наклона оси горелки к плоскости изделий составляет 55-65 градусов, а затем уменьшается до 45 градусов. При этом струя газа направлена на основной материал, т.к. его масса свыше массы прутка. Скорость сварки может сильно колебаться и доходить вплоть до 15 м/ч.
Сварка экструдером
Возможен и другой вид сварки, при помощи экструдера, которая производится готовым расплавом. И вместо специальной «прожарки» сразу используется тепло расплавленного присадочного материала, создающего шов.

Сварка осуществляется только если температура расплава находится на 50 градусов выше, чем температура свариваемого основного материала. Существует два типа сварки: бесконтактный и контактный.
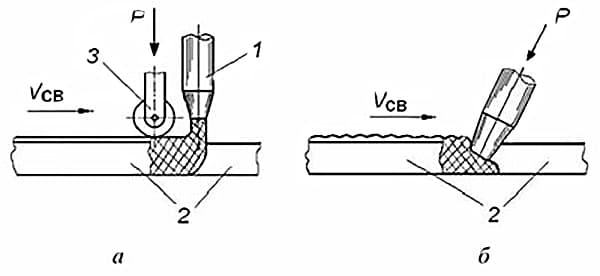
При бесконтактном способе прижим осуществляется специальным валиком, тогда как при контактном способе это происходит при давлении самой насадкой экструдера, как и показано на рисунке.
Сварка полиэтилена и полипропилена (ПЕ, ПП)
Такие материалы как полиэтилен и полипропилен являются самыми часто встречаемыми термопластами, что обусловлено их основными свойствами. Это распространенные полимеры, которые стоят недорого, легко свариваются с применением горячих видов сварки. Область применения данных полимеров также огромна, от пленок и труб, до изоляции, деталей для строительства и даже пищевых емкостей и контейнеров.
Важно отметить, что для ПП и ПЕ подходят далеко не все виды сварки. Так, к примеру, нельзя произвести сварку токами высокой частоты, а также при использовании растворителей, что обусловлено структурой этих материалов. А вот использование аппаратов горячего воздуха (или экструдеров) наоборот, приветствуется.
Сварка пластика с использованием растворителей
Существует еще один тип сварки для полимеров, при использовании растворителей. Для этого специалисту потребуется выполнить определенный ряд действий: смачивание свариваемых краев в растворителе, ожидание пока материал разбухнет под химическим действием и станет мягким, использование давления для сцепления и отвердевания сварочного шва. Такой вид сварки используется совокупно с аморфными полимерами, которые хорошо подходят для этой задачи. Материалы имеющие кристаллическую структуру, как правило, также имеют высокую сопротивляемость растворителям.
Для смачивания двух поверхностей, как правило, используют обычную губку или другой, схожий материал. Количество растворителя не должно быть большим, чтобы не вызывать разрушающих материал подтеков. Сразу после смачивания и размягчения, обе поверхности должны быть немедленно присоединены друг к другу. Иногда также используют дополнительный нагрев для ускорения испарения растворителя. В целом, сварка пластиков методом растворителей проста и дешева, однако из-за ядовитых паров от самих растворителей, применяется редко, фактически, только в тех случаях, когда другие методы не работают.
Читайте также: