Пластины для сварочного стола
Обновлено: 10.05.2024

Дополнительные пластины из серого чугуна могут использоваться для расширения рабочей площади сварочных столов или замены поврежденных пластин.
- 725 мм
- 1000 мм
- 1200 мм
- 1500 мм
В связи с колебаниями мировых цен на металл, стоимость товара может отличаться от указанной. Уточняйте цены у менеджеров!
Описание
Дополнительные пластины из серого чугуна могут использоваться для расширения рабочей площади сварочных столов или замены поврежденных пластин. Размеры пластин подбираются в зависимости от ширины стола. Стандартная длина пластин: 725 мм, 1000 мм, 1200 мм.
Модульная система из наборных пластин
Рабочая поверхность сварочных столов "СЛОТ-СТОЛ" представляет модульную систему из наборных пластин, смонтированных на расстоянии 100 мм друг от друга. Использование наборных пластин значительно снижает стоимость стола, за счет малого объема металла, а так же несложной технологии производства пластин. Пластины закреплены болтами и могут при необходимости сниматься и переставляться для изменения поверхности стола. Использование дополнительных приставных модулей или соединение нескольких столов позволяет увеличивать рабочее пространство под любые задачи.


Особым преимуществом является возможность открытия определенных участков поверхности устройства с целью проталкивания выступающих частей деталей. Кроме того, возможность замены отдельных пластин устройства дает уверенность заказчику в их долгосрочном использовании, даже при грубом ведения сварочных работ. Точность позиционирования пластин составляет 0,05 мм, на поверхности стола выгравирована сетка с размером клетки 100 мм х 100 мм для того чтобы выравнивать в прямом направлении отрезки и углы. Все это предусмотрено для наиболее точного позиционирования деталей для сборки и сварки.
Серый чугун
Брызги, образующиеся при сварке, наименее прилипают к серому чугуну по сравнению с другими материалами. Пористая структура чугуна отлично впитывает в себя антипригарные спреи, что делает поверхность стола более защищенной от прилипания окалины и расплавленного металла. Серый чугун имеем минимальную теплопроводность, поэтому стол не будет нагреваться и деформироваться при нагреве изделия. Высокая износостойкость чугуна делает срок эксплуатации столов практически неограниченным.

Максимально допустимая точечная нагрузка на отдельную пластину из серого чугуна составляет 1,5 тонну, распределенная грузоподъемность стола из чугуна 3000 кг/м2. Общая максимально допустимая рабочая нагрузка на устройство может быть при желании заказчика увеличена.
Т-образные пазы, отверстия D28мм
Т-образный паз зарекомендовал себя как наиболее удобный способ крепления оснастки. Основным преимуществом Т-образного паза является возможность бесступенчатого позиционирования всех зажимных и фиксационных элементов в любой точке стола, что особенно удобно при работе с корпусами и рамами. Зажим разнообразных деталей на рабочей поверхности устройств легко осуществляется с помощью универсальных фиксирующих приспособлений, закрепленных с использованием пазового сухаря. Еще одним преимуществом паза является защита его функциональной поверхности от попадания окалин. Также для чугунных пластин предусмотрены отверстия диаметром 28 мм для крепления различных оснасток зарубежного и отечественного производства. Сочетание системы крепления отверстий и Т-пазов позволяет значительно увеличить разнообразие применяемой оснастки, не снижая надёжности крепления конструкции и ее грузоподъемности.

Технические характеристики чугунных пластин
| Материал пластин | серый чугун СЧ 25 |
| Система крепления оснастки | комбинированная (Т-образный паз, система отверстий D28 мм) |
| Длина пластин | 725 мм, 1000 мм, 1200 мм |
| Ширина пластины | 85 мм |
| Толщина пластины | 30 мм |
| Точность механической обработки пластины | 0,05 мм/м 2 |
При соблюдении инструкции по эксплуатации сборочно-сварочных столов производитель гарантирует долговечность и высокую износостойкость сборочно-сварочных столов.
Видео (4)
Задать вопрос
Вы можете задать любой интересующий вас вопрос по товару или работе магазина.
Универсальная монтажно-сварочная плита, СЛОТ-СТОЛ (Россия)
Универсальные монтажно-сварочные плиты из наборных пластин повышает производительность работ по сборке металлоконструкций.
Монтажная плита предназначена для точного позиционирования деталей при сборке и сварке тяжелых конструкций различных по габаритам, типам размера и сложности изделий: машинные кузова, фюзеляжи самолетов, испытательные стенды, автомобильные рамы, контейнера, шкафы управления, корпусные изделия металла. Модульная система сборочно-сварочных плит из наборных пластин позволяет легко изменять конфигурацию рабочей поверхности для более удобного размещения деталей и заготовок. Используемый для крепления оснастки Т-образный паз на пластинах и отверстия диаметром 28 мм позволяют использовать для крепления большое количество вариантов оснасток зарубежного и отечественного производства.
Конструктивные особенности монтажной плиты "СЛОТ-СТОЛ"
При производстве сборочно-сварочных работ важным и трудоемким этапом является позиционирование деталей свариваемых узлов с учетом их размеров, прямолинейности и точности выставляемых углов. Столы и монтажные плиты "СЛОТ-СТОЛ" разработаны специально для точного и легкого позиционирования узлов для сварки с применением универсальных элементов упора и зажима деталей для экономии рабочего времени и снижения трудоемкости подготовительных работ.


Отличием универсальных монтажных плит от сварочных столов является их незначительная высота, возможность размещать обрабатываемые изделия практически на уровне пола. Использование плит позволяет без специальных кранов размещать тяжелые и габаритные детали на поверхности плиты.
Рабочая поверхность сварочных плит представляет модульную систему из наборных пластин, смонтированных на расстоянии 100 мм друг от друга. Пластины закреплены болтами и могут при необходимости сниматься и переставляться для изменения рабочей поверхности. Соединение нескольких плит с помощью соединительных пластин позволяет увеличивать рабочее пространство под любые задачи.


Возможность замены отдельных пластин устройства дает уверенность заказчику в их долгосрочном использовании, даже при грубом ведения сварочных работ. Пластины могут изготавливаться из легкого алюминиевого профиля или серого чугуна. Для фиксации на поверхности плитыия используются Т-образные пазы и отверстия D28мм.
Пластины из алюминиевого профиля
Высокопрочный алюминиевый сплав отлично подходит в качестве неферритовой поверхности стола для обработки деталей из нержавеющей стали. Высокая теплопроводность алюминиевого сплава при нормальных температурах почти полностью исключает прилипание возможных сварочных брызг. Тем не менее, при постоянном использовании крепежного устройства рекомендуется применение средств защиты и ухода. Повышенное тепловое воздействие на поверхность плиты не приводит к его поводке, т.к. покрывающие его пластины, за счет Т-пазов могут свободно расширяться.

Максимально допустимая точечная нагрузка на отдельную пластину из алюминиевого профиля составляет 1,0 тонну, распределенная грузоподъемность плиты из алюминия 500 кг/м2. Общая максимально допустимая рабочая нагрузка на устройство может быть при желании заказчика увеличена.
Пластины из серого чугуна
Брызги, образующиеся при сварке, наименее прилипают к серому чугуну по сравнению с другими материалами. Пористая структура чугуна отлично впитывает в себя антипригарные спреи, что делает поверхность стола более защищенной от прилипания окалины и расплавленного металла. Серый чугун имеем минимальную теплопроводность, поэтому плита не будет нагреваться и деформироваться при нагреве изделия. Высокая износостойкость чугуна делает срок эксплуатации монтажных плит практически неограниченным.
Максимально допустимая точечная нагрузка на отдельную пластину из серого чугуна составляет 1,5 тонну, распределенная грузоподъемность плиты из чугуна . кг/м2. Общая максимально допустимая рабочая нагрузка на устройство может быть при желании заказчика увеличена.
Т-образный паз зарекомендовал себя как наиболее удобный способ крепления оснастки. Основным преимуществом Т-образного паза является возможность бесступенчатого позиционирования всех зажимных и фиксационных элементов в любой точке плиты, что особенно удобно при работе с корпусами и рамами. Зажим разнообразных деталей на рабочей поверхности устройств легко осуществляется с помощью универсальных фиксирующих приспособлений, закрепленных с использованием пазового сухаря. Еще одним преимуществом паза является защита его функциональной поверхности от попадания окалин. Также для чугунных пластин предусмотрены отверстия диаметром 28 мм для крепления различных оснасток зарубежного и отечественного производства. Сочетание системы крепления отверстий и Т-пазов позволяет значительно увеличить разнообразие применяемой оснастки, не снижая надёжности крепления конструкции и ее грузоподъемности.
Технические характеристики монтажной плиты "СЛОТ-СТОЛ"
| Тип стола | стационарный |
| Тип пластин | алюминиевый профиль, серый чугун |
| Способ крепления оснастки | Т-образный паз, отверстия D28мм |
| Отклонение от плоскостности стола | 0,5 мм/м2 |
| Длина рабочей поверхности | от 1000 мм |
| Ширина рабочей поверхности | от 725 мм |
| Высота стола | 400 мм |
| Грузоподъемность столов из серого чугуна | 1500 кг/м 2 |
| Грузоподъемность столов из алюминиевого профиля | 500 кг/м2 |
| Общий вес стола из серого чугуна | От 200 кг |
| Общий вес стола из алюминиевого профиля | От 30 кг |
При соблюдении инструкции по эксплуатации сборочно-сварочных столов производитель гарантирует долговечность и высокую износостойкость сборочно-сварочных столов и плит.
Столешница для сварочного стола

Столешница для сварочного стола конструктивно представлена несколькими видами. Все зависит от задач, которые стоят перед сварщиком, рабочего оборудования и финансовой составляющей – бюджета, выделенного на покупку или самостоятельное изготовление стола.
Это может быть сплошной перфорированный лист металла, столешница, изготовленная из профильных труб или швеллеров, простая либо поворотная конструкция. Подробнее о выборе материалов, необходимых инструментах и схемах столешниц читайте в нашем материале.
Выбор конструкции столешницы для сварочного стола
Бытует мнение, что возможна сварка, например, на верстаке или на негорючем полу. Для опытного специалиста не составляет труда выполнить работу в самых непростых условиях, но, когда есть выбор или изделие имеет сложную форму, он отдаст предпочтение специальному столу.
Для выполнения сварки в домашних условиях обычно выбирают такие модели:
Такие столы позволяют одновременно проводить операции по монтажу, сборке и сварке. За счет расширенного функционала их сложно отнести к стандартному сварочному оборудованию. Обычные столики, подставки, держатели заготовок имеют небольшую квадратную столешницу, за счет чего достигается доступ к изделию со всех сторон.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Сварочно-сборочные столы по своим размерам и форме напоминают верстаки, применяемые при слесарных работах. В качестве материала для их рабочей поверхности выбирают толстый листовой металл с отверстиями для установки различных инструментов, необходимых для дальнейшей работы. На столешнице для сварочного стола нередко предусмотрены дополнительные устройства, позволяющие зафиксировать изделие, – это очень важно при обработке объемных деталей из тонкого проката. В подобной ситуации на стол крепят ложементы, опорные плиты, штативы, гарантирующие неподвижность элементов изделия до завершения работ.
Напоминает сварочное оборудование, используемое не для домашних нужд, а в промышленных масштабах. Рабочая поверхность – это сплошной металлический диск с термостойким покрытием, находящийся на небольшом расстоянии от поверхности станины стола. Благодаря свободной внешней кромке диска, заготовки можно закрепить в любой части стола.
Обычно на подобной конструкции предусмотрены маяки либо разметка – с их помощью удается совместить оси вращения, избежать биения сварного шва при повороте изделия. Стоит понимать, что речь идет об одном из самых сложных вариантов столешниц для сварочного стола, однако в некоторых случаях он оказывается незаменим. К такой модели прибегают, чтобы сварить кольцевой шов на баллоне, круглом корпусе буржуйки, части трубопроводов из стали.
Для этого сварочный стол оснащается поворотным ременным приводом – вращение столешницы позволяет добиться высокого качества сварки даже при наложении тяжелого шва, так как данная конструкция стола позволяет мастеру сохранять неизменное положение относительно приспособления.
Пример такого стола вы видите на фото. Для его изготовления нужно взять пару отрезков двутавра № 70 и сварить из них основание рамы. Материалом ножек (высотой 60–65 см) может послужить квадратная профильная труба. Для столешницы для сварочного стола требуется десять метров двутавра № 50 или пять метров профильной трубы 40х60 мм.
Трубу делят пополам по короткому ребру при помощи болгарки, обязательно шлифуют, после чего приваривают к заранее подготовленной раме.
Готовый стол очень надежен и удобен, немаловажно, что он позволяет проводить большинство работ, требующих сварки.
Он незаменим, когда осуществляется сварка более сложных изделий. По своей конструкции стол мало отличается от остальных моделей – разница лишь в том, что высоту его опор можно регулировать, а столешница имеет особое устройство.
Рабочую поверхность делают из перфорированных ламелей. За счет использования набора стальных уголков достигается прочное крепление сложных элементов изделия на столешнице для сварочного стола.
Для электросварки подходят столы из конструкционной стали, при изготовлении которых использовалась сварка либо болтовые соединения. Обязательный элемент такого изделия – контактная площадка, которую врезают или вваривают в боковую поверхность столешницы либо в ножку столика. Именно к ней будет подключаться нулевой зажим сварочного аппарата.
Заготовка укладывается на столик, после чего сварку подключают к сети. Работа в таком формате значительно удобнее, чем на полу или на кирпичах, ведь не тратится время на решение проблемы с подсоединением нулевого зажима.
Сварочный стол с раскладной столешницей

Любой желающий может сделать своими руками все представленные выше варианты столов, а раскладную столешницу для сварочного стола способен изготовить только мастер с особыми навыками сварщика, монтажника. Но она гораздо удобнее, чем стандартные приспособления, используемые для сварки.
Основная часть конструкции очень похожа на первый представленный вариант: используются массивные стойки и обвязка из профилированной трубы. Правда, внизу добавлена нижняя обвязка, играющая роль опоры для полки.
Рекомендуем статьи по металлообработке
Сложности начинаются при переходе к боковым элементам. На переднюю и заднюю кромку столешницы при помощи петель устанавливают откидные детали, изготовленные из трубы. Они предполагают гораздо более значительный промежуток между элементами, чем в основной столешнице. В рабочем положении панели удерживаются П-образными подставками, фиксируемыми на стойках стола за счет вращающейся оси.
С правой стороны присутствует усиленная раскосами дополнительная полка с колесиками, рассчитанными на большой вес. Благодаря последним, можно приподнять противоположный край и без больших усилий передвинуть стол.
Инструменты для изготовления столешницы сварочного стола

Чтобы самостоятельно изготовить столешницу для сварочного стола, вам понадобятся:
- электрическая сварка;
- пассатижи;
- столярный и обычный угольники;
- строительная рулетка;
- линейка;
- молоток;
- метчик для резьбы;
- дрель;
- фреза/токарный станок для снятия фаски;
- мел/карандаш;
- три С-образные струбцины;
- вытяжка для сварочного стола;
- пила по металлу/электрическая болгарка.
Можно упростить процесс сборки, для этого стоит заранее подготовить следующие инструменты:
- струбцины – значительно облегчат фиксацию заготовок в процессе точечной сварки;
- зажимы – понадобится для установки изделий под определенным углом;
- магнитное основание – упрощает работу с небольшими деталями, которые не могут быть зафиксированы механическим способом.
Важно полностью подготовить всю оснастку к дальнейшей сборке.
Основными элементами сварочного стола являются опорная рама и столешница. Для изготовления рамы стационарного стола подойдет швеллер либо труба. Если же необходимо сделать передвижную конструкцию, рекомендуется выбрать в качестве основного материала профильную трубу либо стальной уголок.
Раму сварочного стола важно усилить в нижней части Н-образной обвязкой из профильной трубы.
В идеале, для неподвижных сварочных столов столешницу и защитный короб устанавливают на кирпичный каркас. Но также можно встретить необычные складывающиеся модели, либо откидные столики для сварки, которые монтируются на стену гаража, мастерской.
В большинстве случаев для бытовых нужд столешницу для сварочного стола изготавливают из листового металла, тогда она подходит даже для слесарных или ремонтных работ. Поэтому по углам рабочей плоскости располагают слесарные тиски, устройства для нарезки, сверловки металла. Получается, что для использования в домашних условиях лучшим вариантом станет столик, сочетающий в себе функции верстака для слесарных работ и небольшие дополнения, позволяющие подключить сварочный аппарат.
Материалы для изготовления столешницы для сварочного стола

В столешнице почти всегда предусматривают отверстия – они позволяют фиксировать заготовки на поверхности стола струбцинами и другими приспособлениями.
Как вариант может быть выбран способ изготовления столешницы из полос или перфорация. Тогда используется стальная полоса (как на фото) или сплошной лист. Стандартные отверстия имеют диаметр в пределах 10–25 мм.
Чтобы за столом было удобно работать, толщина листа/полосы должна быть минимум 8–10 мм. Таким образом, возрастает вес конструкции, а значит, обеспечивается максимальная устойчивость, наиболее грамотное распределение нагрузки по столешнице для сварочного стола. Правда, с повышением толщины листа приходится увеличивать сечение и толщину стенки профиля, используемого в качестве опорных стоек.
Для обработки компактных изделий, которые не требуется жестко фиксировать на рабочей поверхности, вполне может быть использована столешница из листа металла толщиной 8–20 мм. Полки и дно ящиков для легких предметов чаще всего состоят из металлической сетки либо ее можно заменить тонким сплошным металлическим листом или листом с перфорацией.
Некоторые детали сварочного стола могут изготавливаться из ОСБ или толстой фанеры при условии, что они не будут соприкасаться с горячими предметами и на них не будут попадать искры.
Помните, если вы планируете держать под столешницей для сварочного стола материалы или оборудование, которое боится высоких температур, стоит заранее предусмотреть теплоизоляцию столешницы. Для этой цели подойдут только негорючие материалы, такие как базальтовая, минеральная вата, базальтокартон, асбест, пр.
Чтобы уберечь от искр и окалины полки и ящики, изготовленные из дерева и других воспламеняющихся материалов, на них укладывают металлические листы толщиной 1–5 мм.
Общие рекомендации по работе за сварочным столом
Профессия сварщика считается вредной, так как в процессе работы мастер подвержен влиянию таких факторов, как:
- негативное воздействие повышенной температуры;
- риск получения травмы от разбрызгиваемого раскаленного металла;
- вредное ультрафиолетовое облучение;
- риск поражения электрическим током.
Сократить и полностью исключить отрицательное влияние на здоровье можно, выполняя ряд правил:
- в рабочем помещении обязательно должна быть установлена эффективная приточно-вытяжная вентиляция;
- приступая к работе, необходимо проверить целостность изоляции, надежность крепления и контактов используемого оборудования;
- сварку осуществляют только при условии использования средств защиты: маски, респиратора, спецодежды из огнезащитного материала, обуви, перчаток;
- стол и прилежащее к нему пространство нельзя загромождать посторонними предметами, которые не требуются для проведения запланированных работ;
- запрещается вести работу с неприспособленных опор;
- детали перед сваркой надежно фиксируют струбцинами, зажимами;
- при проведении работ в помещениях с горюче-смазочными материалами минимальное расстояние до последних составляет 5 м.
Сварочный стол комплектуется вспомогательными устройствами, позволяющими добиться наиболее комфортной и качественной работы. Дело в том, что точность сварки во многом зависит и от того, насколько прочно закреплены детали изделия. Поэтому среди инструментов каждого сварщика должны быть струбцины и зажимы. Работу с мелкими заготовками, которые сложно закрепить механическим способом, можно упростить при помощи магнитов – они также способны сохранять необходимое положение элементов на столешнице для сварочного стола.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Приспособления для сварочного стола

Приспособления для сварочного стола значительно облегчают работу специалиста, позволяя выполнять различные сложные соединения. Таким образом качество оснастки напрямую влияет и на то, какими будут готовые изделия.
Не всегда требуется все и сразу, но лучше понимать, какие приспособления востребованы в первую очередь, а какие можно прикупить и потом. В нашей статье мы расскажем про оснастку для сварочного стола, ее виды и приведем требования, которые предъявляют к подобному оборудованию.
Требования к приспособлениям для сварочного стола
Сварка может осуществляться и без подготовленного рабочего места, однако последнее значительно упрощает работу над объемными заказами.

Приспособления для сварочного стола дают следующие преимущества:
- возможность отказаться от подгонки вручную за счет определенного расположения заготовок, в том числе узлов, которые включают в себя сразу ряд элементов;
- полное соответствие сварного изделия чертежам и нормам технической документации;
- сохранение между деталями установленного правилами межкромочного пространства;
- наличие доступа ко всем соединениям, что позволяет делать зачистку, прихватки и сваривать основные швы;
- эргономичная сборка, повышенная производительность, обеспечение высокого качества соединений;
- безопасность работника при сварке любой сложности и во внештатных ситуациях, например, когда ослабляется крепление или происходит разбор фиксирующей конструкции, пр.
Нужно понимать, что приспособления для сварочного стола должны иметь такие характеристики:
- Жесткость, прочность и большая продолжительность службы всей оснастки.
- Быстрая установка и простое удаление фрагментов оборудования.
- Отсутствие вероятности налипания металлических брызг на изделие и сам стол.
- Устойчивость к повышенной температуре.
- Быстрое отведение тепла, так как продолжительная работа с одним узлом приводит к существенному росту температуры. Понизить данный показатель за короткое время позволяют специальные инверторы.
- Сварка в горизонтальной и вертикальной плоскости, а также вариативность подбора углов.
Важно, чтобы используемые фиксаторы подстраивались под увеличение объема изделия, поскольку при нагревании металла происходит его расширение. Детали должны надежно фиксироваться, однако не слишком жестко, иначе возрастает температурное и усадочное напряжение. Последнее приводит к деформации сварочной сборки.
Основные приспособления для сварочного стола
Среди всех этапов сварки больше всего времени занимает размещение отдельных деталей в виде сборочной единицы. Иными словами, все заготовки устанавливаются в соответствии с чертежом и надежно фиксируются. Для этого используются:

Данная разновидность приспособлений для сварочного стола включает в себя рамный корпус и подвижные зажимы разных видов, что дает возможность добиться надежной фиксации заготовок. Специалисты достаточно часто применяют угловые струбцины. Для обеспечения удобства конструкция может быть оснащена быстрозажимными эксцентриковыми механизмами.
Если во время сварки требуется большое рабочее пространство, струбцины заменяют специальными зажимами. Тогда, чтобы зафиксировать детали, обхватываемые зажимом, мастер должен просто сжать ручки. Если требуется изменить размер зева, нужно переставить штифт в другое отверстие. Либо возможны иные способы.
Они позволяют разместить на столе трубы и профили прямоугольного сечения. Рабочие поверхности имеют форму углов в 90° либо 120°. В призмах могут быть места для крепления к сварочному столу или работы проводятся без фиксации оснастки на определенном месте. Когда необходимо защитить свариваемую заготовку от мелких царапин и полностью предотвратить повреждение металла изделия, используют призмы из полиамида.
Составление рабочей поверхности из набора пластин позволяет сократить расходы на сам стол за счет меньших затрат на металл. Обычно выбирают пластины из серого чугуна, так как он прекрасно поглощает антипригарные материалы, к нему не прилипают брызги горячего металла.
Еще одним плюсом этого металла является низкая теплопроводность – благодаря ей пластины не нагреваются и не меняют форму. Немаловажно, что чугун имеет высокую износостойкость, а при утрате своих характеристик пластины могут быть заменены на новые. Таким образом обеспечивается почти неограниченный срок эксплуатации стола.

Тиски являются еще одним важным видом приспособлений для сварочного стола и чаще всего применяются во время ремонтных работ, заменяя мастеру еще одну руку. Рычажный инструмент подбирается под форму соединяемых заготовок и может иметь различную конфигурацию губок: U-образную, С-образную, пр. За счет данной особенности детали могут быть зафиксированы даже в труднодоступных местах, а это нередко важно в процессе ремонта.
Монтаж и ремонт трубопроводов не обходится без цепных тисков: трубы устанавливаются на центраторе и прижимаются к нему цепями. Стоит пояснить, что центратор справляется с сильным нагревом и деформацией при сварочных работах.
Сварочно-монтажные плиты используются для размещения заготовок в положениях, соответствующих чертежам. Плиты подбираются под размеры деталей и чаще всего бывают цельными, так как данный формат обеспечивает лучшую плоскостность, чем у составных конструкций.
Крепление разнообразных оснасток к таким приспособлениям для сварочного стола проводится по сетке отверстий. Например, для систем D16 предусматриваются отверстия диаметром 16 мм, для систем D22 – 22 мм. Т-образные пазы обеспечивают фиксацию различных по форме деталей в необходимом месте.
Чтобы добиться большей точности размещения, плиты снабжают координатной сеткой – так визуализируется расположение заготовок по горизонтали и вертикали.
Сварка всегда сопровождается выделением различных вредных химических соединений. Чтобы обезопасить специалиста от пыли и газов, вблизи рабочей зоны устанавливают местные отсосы.
Всасывающие рукава – это гибкие воздуховоды, изготовленные из трудновоспламеняемых и негорючих материалов. Они без труда устанавливаются на сварочном столе, сгибаются в любом направлении, растягиваются и закрепляются.
Подобные приспособления используются для фиксации заготовок на сварочном столе, позволяя осуществлять точную подгонку элементов. Опорная поверхность бывает плоской либо в виде эксцентрика. При втором варианте удается подгонять детали за счет поворота механизма, не снимая устройство с рабочей поверхности.
Упоры бывают постоянными и откидными, или съемными. Последние используются в качестве промежуточного крепления и не могут задействоваться во время сварки.

Станина – это жесткая рамная конструкция, установленная на регулируемые опоры, за счет правильно подобранного их количества достигается общая устойчивость. Опоры могут быть снабжены колесиками, если необходим мобильный сварочный стол. Также сварщики используют складывающиеся столы, поскольку их можно без труда перемещать.
Заземление гарантирует электробезопасность работ. Чаще всего с этой целью на раме стола устанавливают кронштейн, чтобы подсоединить к нему кабель заземления.
Данная разновидность приспособлений для сварочного стола позволяет выставлять между деталями углы в соответствии с чертежом. Угольники выполняются в виде шаблонов на 30°, 45°, 75°, 90°, пр. Однако на практике лучше всего себя зарекомендовала оснастка с поворотными опорными поверхностями, позволяющая выставить любой угол.
Специалисты активно используют магнитные угольники, где включенный магнит обеспечивает плотное прилегание детали к его поверхности. Когда сварочные работы завершены, магнит отключают, и приспособление легко удаляется с готовой конструкции.
Крепко прижать заготовку к столу позволяют угольники, оснащенные механическим либо гидромеханическим зажимом.
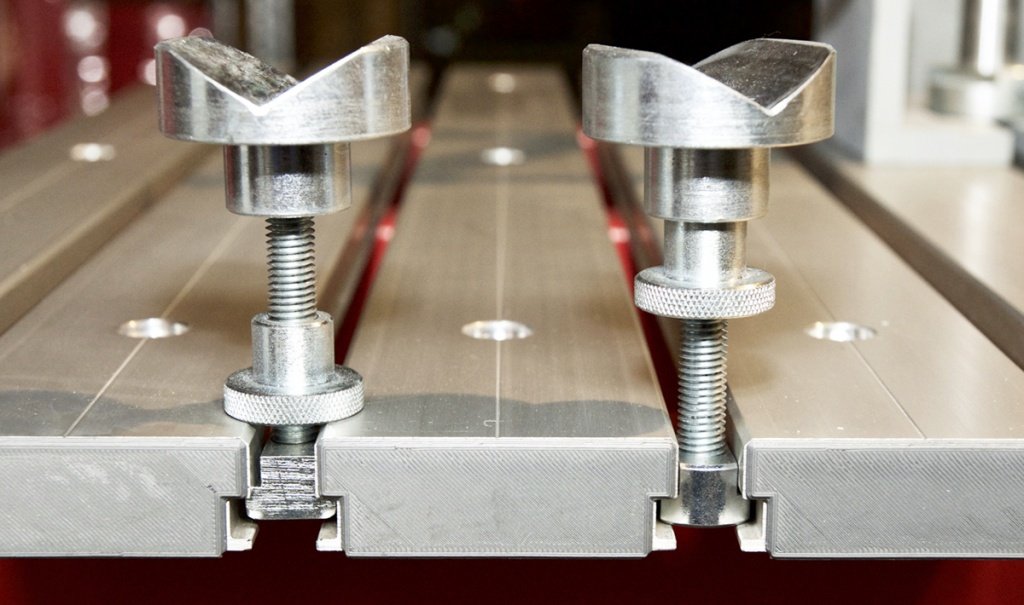
Крепежные приспособления для сварочного стола
Для сварочных столов используют болты из вороненой стали, что позволяет им служить в течение большего срока. За счет конструкции с четырьмя крепежными шариками достигается надежная установка приспособлений на 3D-сварочном столе. Если необходимо соединить между собой сварочные столы, закрепить переходные плиты, транспортные кольца, прибегают к помощи зажимных болтов с потайной головкой и быстрозажимных болтов.
Быстрозажимной болт отличается от других видов крепежных приспособлений для сварочного стола такими характеристиками:
- усовершенствованная конструкция;
- надежная фиксация за счет четырех крепежных шариков;
- беспрепятственное стопорение, достигаемое при помощи направляющей канавки;
- плотное прилегание к внутренней стороне отверстий, так как в конструкции предусмотрены убирающиеся выступы и кольцо;
- отсутствие возможности повредить внутреннюю сторону отверстий;
- возможность закрутить болт одной рукой;
- многофункциональность, поскольку обеспечивается соединение сварочных столов, закрепление стопоров, угольников, переходных плит, иных приспособлений;
- фиксация посредством шестигранного ключа SW14/SW8;
- твердость HRC50.
Особенности зажимного болта с потайной головкой:
- потайная головка;
- предназначен для отверстий, не может использоваться для пазов;
- надежная фиксация, также обеспечиваемая четырьмя крепежными шариками;
- беспрепятственное стопорение, освобождение данного приспособления для сварочного стола за счет направляющей канавки;
- возможность использовать для соединения сварочных столов, для закрепления различной оснастки;
- фиксируется шестигранным ключом SW14/SW8;
- имеет твердость HRC50.
Еще одна разновидность крепежа – соединительный болт:
- применяется для соединения элементов на большой срок;
- обеспечивает незаметное скрепление;
- используется только для отверстий, не подходит для пазов;
- устанавливается шестигранным ключом SW10/SW6;
- изготовлен из вороненой стали.
Позиционирующий болт отличается такими качествами:
- позиционирование без стопорения;
- используется в паре с зажимным болтом;
- замена второго зажимного болта является выгодной в финансовом плане;
- изготовлен из вороненой стали.
Быстрозажимной болт:
- вращается на 360°;
- минимальные временные затраты на крепление деталей;
- надежность фиксации;
- высокая прочность крепления при небольшом усилии;
- может устанавливаться без дополнительных инструментов;
- имеет хромированную рукоятку или бывает с пластиковым покрытием.
Магнитный болт:
- монтируется в системные отверстия;
- изготавливается из вороненой стали;
- обеспечивает надежную установку;
- имеет высокую степень фиксации;
- требует минимальных усилий при закреплении;
- отличается удерживающей силой для 16 серии – 20–25 Н и 50–70 Н – для 28 серии.
Защитные приспособления для сварки
Сварочные работы должны осуществляться таким образом, чтобы обеспечивалась защита зоны расплава, а также смежных с ней областей. Дело в том, что титан при превышении +400 °C вступает в активную реакцию с газами из воздуха. Это негативно сказывается на его прочности, повышая хрупкость. Избежать подобных проблем позволяет вторичная защита – она препятствует контакту с воздухом зон металла, разогретых до указанной температуры.
Главным приспособлением для сварочного стола, обеспечивающим вторичную защиту, является металлический кожух, его также называют «сапожок». Подобную оснастку фиксируют на сопле горелки и обеспечивают подачу газа к области шва. Важно, чтобы форма кожуха отвечала конфигурации свариваемого изделия и параметрам горелки, в противном случае он не сможет качественно выполнять свои функции. Мастер сам изготавливает такой «сапожок» либо заказывает под конкретную горелку и работу. Чтобы добиться равномерной подачи газа на защищаемую поверхность, устройство заполняют пористым наполнителем, например, алюминиевой стружкой.
Кроме того, аналогичную функцию могут выполнять гибкие фартуки. Их отличием от описанного выше «сапожка» является гибкость, поэтому защита способна огибать цилиндрические конструкции. Фартуки могут быть изготовлены из толстой медной фольги.
На данный момент существует множество приспособлений для сварочных столов, хотя не все они должны использоваться одновременно. У настоящего мастера всегда есть вся необходимая оснастка, чтобы обеспечивать высокое качество любых работ.
Сварочный стол

Мне в мастерскую понадобился сварочный стол.
Стоимость готовых профессиональных зарубежных решений "немножко" удручала, а у отечественного производителя не нашлось столов нужного мне размера — были либо слишком большие, либо слишком маленькие. Поэтому я решил собрать стол самостоятельно.
Сперва проанализировал доступный в сети опыт отечественного столостроения. Отечественный опыт пришлось откинуть сразу, потому что большая его часть сводится к тому, чтобы не потратить совсем ничего, а получившуюся поделку оправдать словами "ну ничего, что криво получилось — чай не в космос на нем летать, мне для себя, а не на производство". Сосредоточился на изучении западного опыта, где самодельщики относятся к делу немного иначе.
Начал с проектирования и набросал модель в SolidWorks.
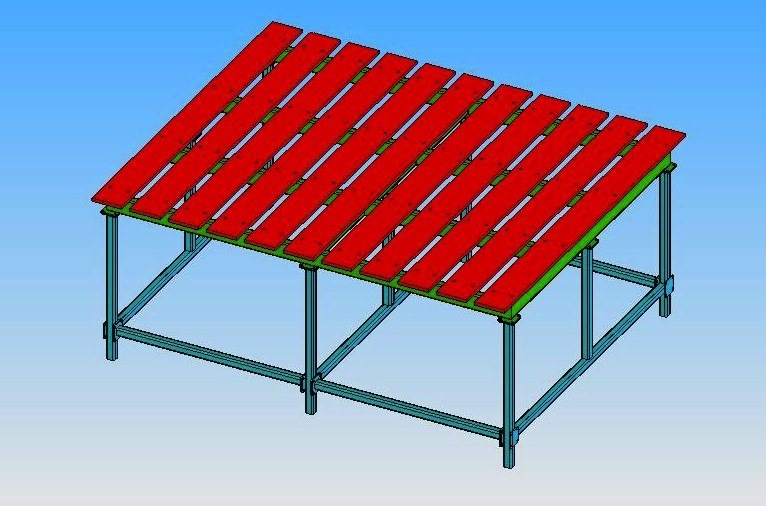
В качестве материала планировалось использовать стандартные стальные профильные трубы. Столешница — 16мм стальные пластины, уложенные на раму стола через 16мм проставки, чтобы была возможность зацепиться струбцинами в любом месте стола, не упираясь в раму. Проставки привариваются к раме, а столешница прикручивается к ним болтами. Расстояние между элементами столешницы 40мм. Размеры стола 2100х1700, масса примерно 500 кг.
Рама сделана из толстостенной профильной трубы 80х40. За неимением других поверхностей ее пришлось сваривать прямо на полу. Варили TIG'ом, в аргоне.

Геометрию задавали с помощью угловых струбцин. С их помощью также выставляли раму по уровню.

Ножки стола сделаны их профильной трубы 40х40. Конструкция сделана разборной, чтобы упростить переезд "в случае чего". Для этого пришлось нарезать плазмой некоторое количество прямоугольных фланцев, которые приварены к торцам деталей, образующих опоры для рамы.

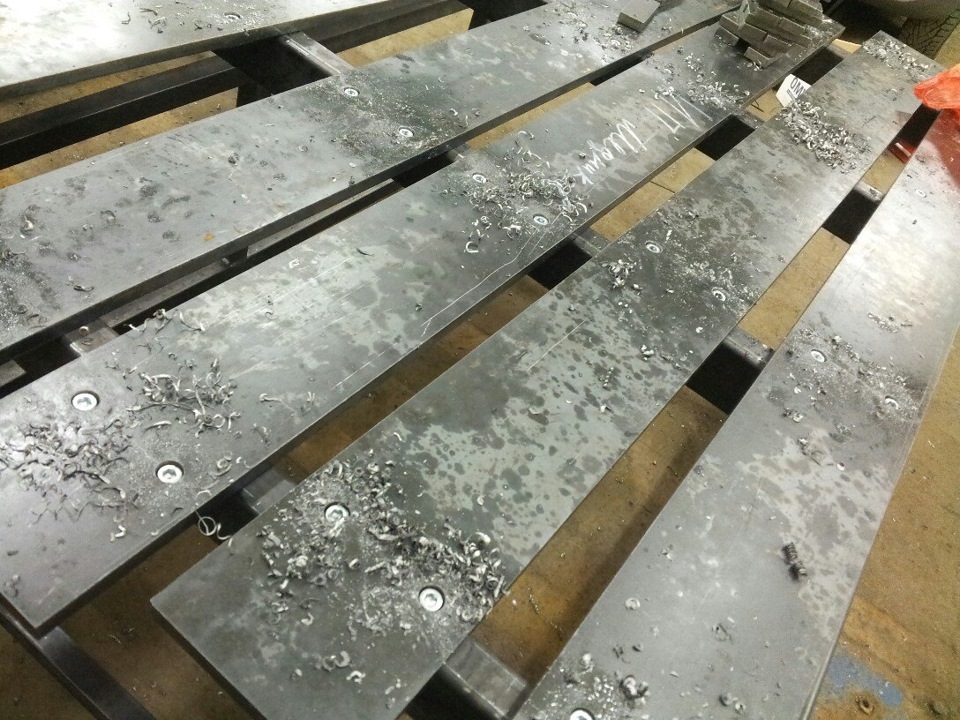
Пришло время укладывать столешницу. Сперва предстояло просверлить отверстия в пластинах (11 пластин х 8 отверстий = 88 шт) и проставках (тоже 88 отверстий), а затем еще и нарезать в проставках резьбу.

Сверлить 16 мм на станке, который есть в нашем распоряжении оказалось несколько сложнее, чем планировалось. Во-первых, это все-таки 16мм сталь. Во-вторых, станок не приспособлен для работы с деталями такой длины, и пришлось покорячиться, чтобы детали можно было уложить на стол станка. С нарезкой же резьбы проблем не возникло. Очень медитативное занятие: стоишь, крутишь, думаешь о вечном :)


Готовый стол, естественно, не идеально ровный, однако ровнее большинства самодельных столов, с которыми приходилось иметь дело ранее. Точности хватает для изготовления автомобильных бамперов, дуг/каркасов безопасности и различных среднегабаритных конструкций типа торгового оборудования.

Себестоимость стола по материалам и подготовительным работам (плазменная резка) составила чуть меньше 60 тыс.руб, которые окупились в первый месяц его использования. На постройку ушло 4 рабочих дня, 1.5 из которых занимались сверлением отверстий и нарезкой резьбы. Самым долгим был первый этап (изготовление рамы), т.к. очень много времени уходило на подгонку и выставление по уровню, да и TIG-сварка тоже штука не быстрая (потом использовали полуавтомат, и дело пошло значительно резвее).
Читайте также: