Плазменная сварка на воде своими руками
Обновлено: 18.05.2024
Отслужившие свой срок составные части различных машин и инструментов превосходно подходят для создания полезных в домашнем хозяйстве приспособлений своими руками. Если имеется в наличии ненужный сварочный инвертор, то из него можно изготовить самодельный плазморез или микроплазменную сварку. О том, как переделать устройство для получения неразъемных соединений посредством сварки металла в приспособление, которое может разрезать крепкий материал, будет во всех подробностях изложено в данной публикации.
Подбор элементов
Для изготовления агрегата плазменной сварки требуется обзавестись:
- источником постоянного тока;
- плазмотроном (резаком);
- компрессором мощностью 2-2,5 атмосферы;
- кабель-шлангом;
- кабелем массы.
Рассмотрим каждый из компонентов более подробно.
Источник питания
Когда вопрос подбора разновидности источника питания не имеет принципиального значения, следует выбрать инвертор.
Легковесное компактное устройство функционирует от бытового источника электротока 220 В.
Он очень просто настраивается, потребляет мало электрической энергии. Основная часть сварочных бытовых инверторов имеет рабочий коэффициент 50% и выше. Они обладают системой охлаждения. Платы не сильно нагреваются, в сравнении с устройством иного оснащения.
В некоторых случаях в качестве источника питания для плазмореза может использоваться сварочный трансформатор, который преобразует переменный электрический ток в сварочный. Он более мощный, дает возможность резать металл до 100 миллиметров. Переделать трансформатор легче, чем иные выпрямители.
Однако он обладает рядом отрицательных качеств для использования его в домашних условиях:
- тяжеловесный;
- большой;
- функционирует от 3-фазного электротока 380 В;
- берет много электрической энергии;
- имеет невысокий коэффициент полезного действия.
Вследствие компактности и легковесности плазморезы на базе инверторов можно практиковать при проведении работ даже в самых малодоступных областях, что неосуществимо для чрезмерно больших и тяжеловесных сварочных трансформаторов.
Большой плюс инверторных источников питания — это то, что они наделены высоким коэффициентом полезного действия. Это делает их довольно экономичными в вопросе потребления электрической энергии приспособлениями. Единственный недостаток применения инверторных плазменных резаков – сложность разрезания чрезмерно толстых материалов.
Резак
Резак (плазмотрон, генератор плазмы) – это крайне важная деталь оснащения, имеющая сложное устройство. В плазмотроне совершается формирование струи плазмы под воздействием электротока и ламинарного потока (направленного воздушного потока). Выбор плазмотрона должен осуществляться самым тщательным образом, потому что это ключевой конструкционный компонент.
Одним из вариантов создания такого устройства является изготовление его из обычной горелки для аргонодуговой сварки. В ней имеется большая часть требуемых компонентов:
- 4-миллиметровый электрод из вольфрама с функцией регулирования положения;
- кабель и клемма для подключения к нему электротока для сварки;
- направляющие каналы и рукав для подачи газа к соплу.
Для доработки нужно:
- убрать тонкостенное сопло из латуни;
- навернуть вместо него изолирующую фторопластовую прокладку в форме цилиндра с резьбой внутри и снаружи цилиндра;
- поверху на прокладку навернуть латунный корпус с фиксатором для сопла из меди;
- к корпусу зафиксировать хомутом либо припаять кабель для вспомогательной электродуги;
- в ручке поставить выключатель с механизмом мгновенного действия, включающий режим реза.
Осциллятор
Само по себе данное устройство не выдает электроток, представляющий опасность для здоровья человека и, более того, не в силах сформировать электродугу для сваривания либо резки металла. Он необходим для качественного разжигания дуги и ее стабилизации. Собирается устройство по простой схеме. Однако если вы не компетентны в радиоделе, то такой блок можно приобрести в готовом виде.
На заметку! Вместо осциллятора возможно применение электронного зажигания автомашины.
Компрессор
Самым часто используемым рабочим газом является сжатый воздух. Его можно применять при резке практически всех сплавов и металлов. Поставщик сжатого воздуха — это компрессор. Он может быть какой угодно структуры, минимальная продуктивность находится в зависимости от толщины металла:
- 16 миллиметров – 140 л/мин;
- 20 миллиметров – 170 л/мин;
- 30 миллиметров – 190 л/мин.
Для более устойчивой работы требуется ресивер объемом от 50 литров. Давление, формируемое компрессором должно быть более 4,5 Бар.
Кабель-шланг
Для функционирования плазмореза с воздушным охлаждением потребуется кабель-шланг. Он включает в себя следующие элементы.
- Электрический кабель. Его сечение находится в зависимости от номинальной производительности агрегата. При электротоке 50 А достаточным для разрезания металла толщиной 10 миллиметров и кабеле с ПВХ изоляцией оно равняется 6 мм. При применении кабеля в жаростойкой изоляции сечение пропорционально уменьшается. Таких кабелей требуется 2 штуки – один для электрода и второй для массы.
- Кабель для вспомогательной электродуги. Сечения хватит 1,5 мм. По допустимой температуре нагрева возможен более тонкий кабель, однако он обладает недостаточной механической прочностью.
- Шланг для подключения воздуха. Внутренний диаметр – 10 миллиметров.
- Электропроводка для подсоединения выключателя с механизмом мгновенного действия.
Кабель-шланг можно сделать своими силами, поместив кислородный шланг и электрокабель внутрь, к примеру, шланга для подводки воды подобающего диаметра. Однако все-таки желательно приобрести готовый шлангопакет, который будет обладать всеми элементами для подсоединения к плазмотрону и к аппарату.
Кабель массы
Кабель массы, предварительно подсоединенный к изделию, способствует замыканию электродуги на разрезаемой детали, что делает возможным работу плазмореза. Обладает зажимом на конце для присоединения к разделываемому металлу.
Сборка аппарата
Сборка самодельной установки плазменной резки состоит в компоновке всех составляющих шлангами и кабелями:
- кабеля для массы, вспомогательной электродуги и электрода подсоединяются к надлежащим клеммам на сварочном инверторе;
- воздушный шланг фиксируется к ресиверу для компрессора;
- электропроводка, идущая к выключателю с механизмом мгновенного действия на ручке, крепится к схеме управления.
Испытание
Для испытания собранного агрегата требуется выполнить проверочный рез металла:
- подать электропитание на инвертор;
- спустя 10 минут выключить и проконтролировать на нагрев;
- если не греется, еще раз подать электропитание;
- запустить компрессор;
- после наполнения ресивера открыть воздушный кран и послать воздушный поток сквозь генератор плазмы;
- нажатием кнопки выключателя с механизмом мгновенного действия возбудить вспомогательную электродугу;
- при ее наличии выполнить тестовый рез металла.
По окончании проверки отключить устройство от электросети и еще раз проверить все компоненты на нагрев.
Советы по эксплуатации
Для эффективной и продолжительной работы самодельного плазменного резака из сварочного инвертора необходимо принять к сведению рекомендации профессионалов, относящиеся к использованию агрегата.
- Желательно иметь некоторое количество прокладок, которые используются для подсоединения шлангов. В особенности их наличие следует проверять, когда случается часто транспортировать аппарат. В определенных ситуациях отсутствие требуемой прокладки сделает эксплуатацию агрегата невозможной.
- Ввиду того, что сопло плазмотрона подвержено воздействию больших температур, оно с течением времени изнашивается и становится неработоспособным. Следовательно, необходимо заблаговременно позаботиться о покупке резервных насадок.
- Выбирая детали для плазмореза, следует принимать во внимание, какой мощности аппарат вы желаете иметь. Прежде всего это имеет отношение к выбору подобающего инвертора.
- При выборе электрода для плазмотрона, если вы создаете его своими руками, следует избрать такой материал, как гафний. Данный материал при нагреве не выделяет веществ, оказывающих токсичное воздействие на человека и окружающую среду.
Однако, как бы то ни было, настойчиво рекомендуется приобретать готовые резаки, произведенные на предприятии, в которых выдерживаются все характеристики по завихрению потока воздуха.
Самодельный резак не обеспечивает высококачественной резки и быстро становится неработоспособным.
В процессе работы на агрегате плазменной резки для получения оптимальных результатов необходимо следовать следующим рекомендациям:
- постоянно контролировать правильность направления потока газовой плазмы;
- контролировать точность подбора аппаратуры соответственно толщине изделия из металла;
- отслеживать состояние расходных элементов плазмотрона;
- контролировать соблюдение дистанции между плазменной струей и обрабатываемым изделием;
- постоянно следить за применяемой скоростью резки, чтобы исключить формирование окалин;
- при случае диагностировать состояние системы подачи рабочего газа;
- исключить вибрирование электрической плазменной резки;
- соблюдать чистоту и порядок на месте работы.
Что касается правил безопасности, то работы необходимо производить в специально предназначенной одежде, оберегающей от брызг расплавленного металла. Кроме того, для предохранения глаз следует надевать сварочные очки-хамелеоны.
Ещё больше информации об устройстве самодельного плазмореза можно узнать в следующем видео.
Изготовление плазмореза из инвертора своими руками: инструкция, схемы, видео

Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
- плазменный резак (его также называют плазмотроном);
- сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
- компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
- кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.
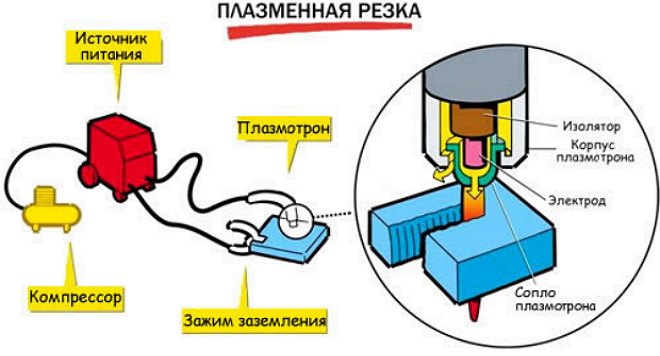
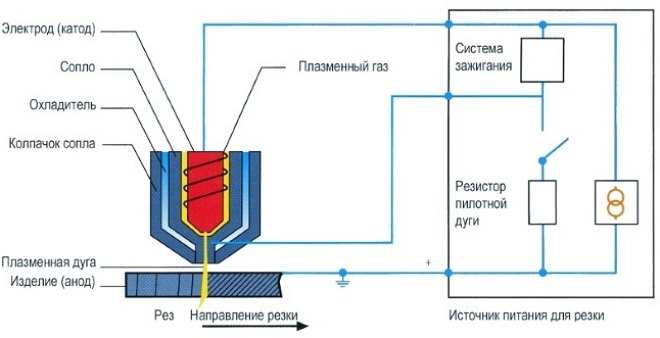
Общая схема работы плазменной резки
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях. Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла. Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.

Газовый шланг и обратный кабель для плазменной резки
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать. Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании. Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.

Горелка плазменного резака ABIPLAS и ее составные части
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91.
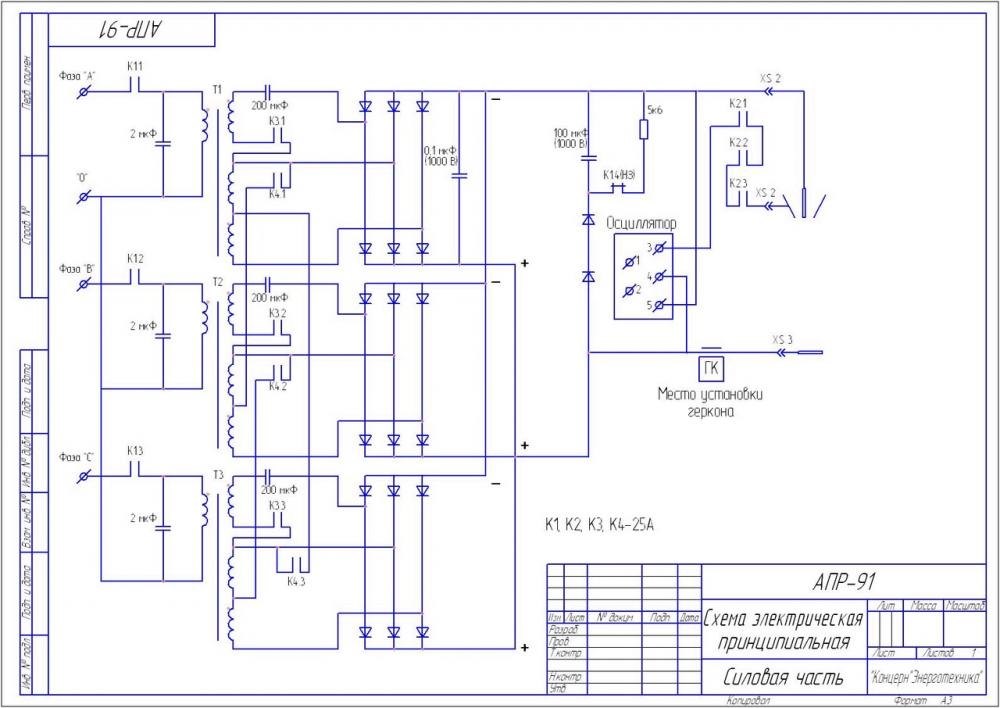
Схема силовой части (нажмите для увеличения)
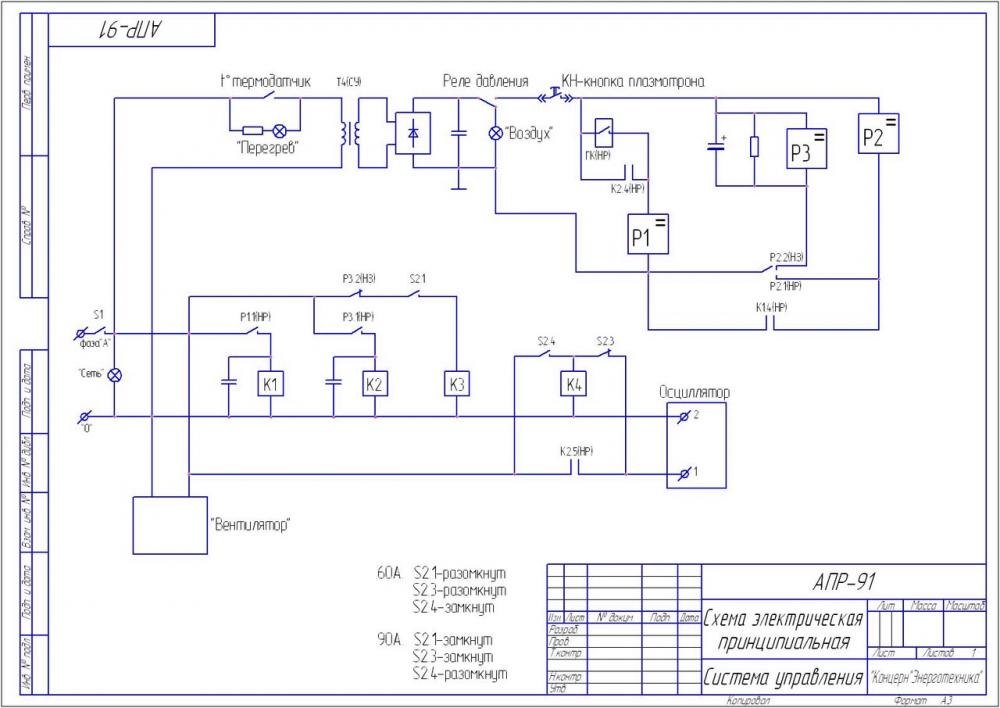
Схема управления плазмореза (нажмите для увеличения)
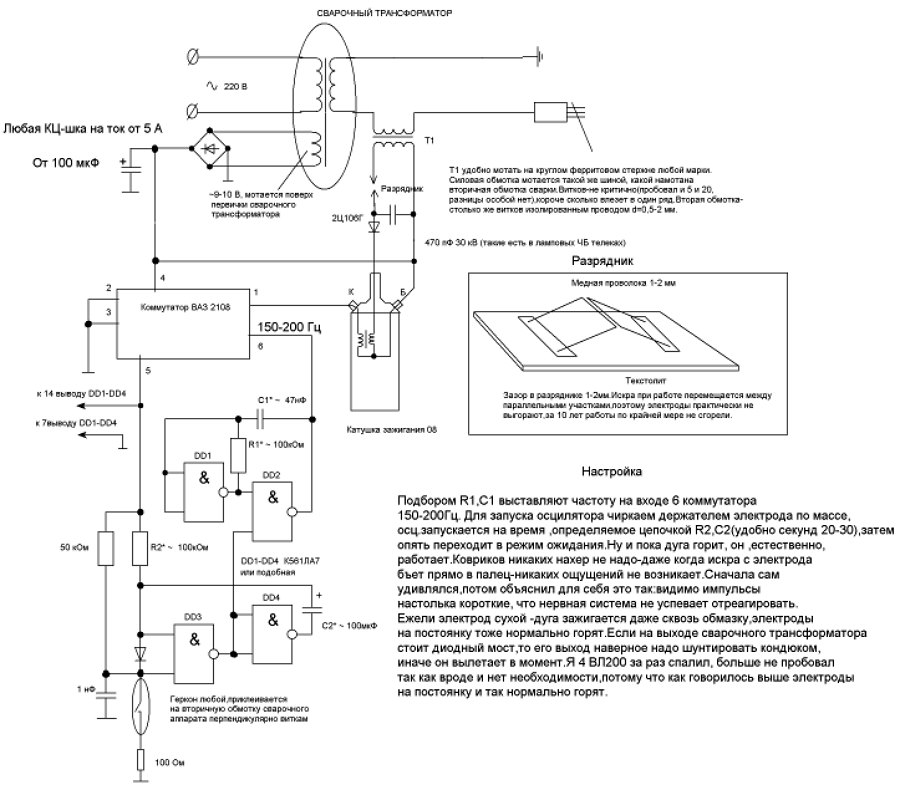
Схема осциллятора (нажмите для увеличения)
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки. Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.
Принцип работы плазмореза
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.

Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод. Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний. На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.

Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода. Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества. Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.

Строение сопла плазменной горелки
Наиболее оптимальным является сопло, диаметр которого составляет 30 мм. От длины данного элемента зависит аккуратность и качество исполнения реза. Однако слишком длинным сопло также не стоит делать, поскольку это способствует слишком быстрому его разрушению.
Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток. Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата. Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.
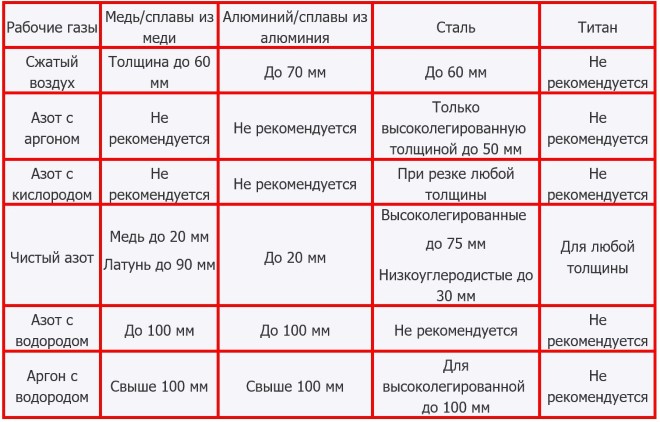
Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
- Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
- Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов. После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов. Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду. В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода. Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Необходимо также следить за тем, чтобы не образовалось сразу два плазменных потока вместо одного. Возникновение такой ситуации, к которой приводит несоблюдение режимов и правил выполнения технологического процесса, может спровоцировать выход инвертора из строя.
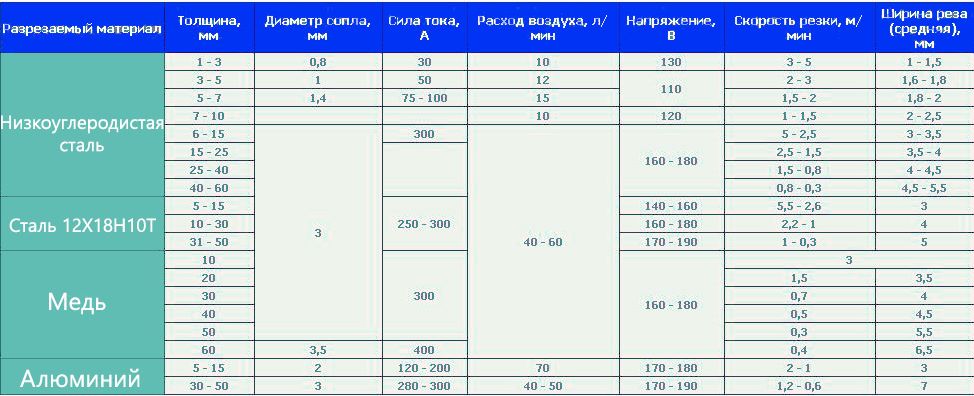
Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек. При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А. Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Если в вашем распоряжении нет инвертора, можно собрать плазморез и на основе сварочного трансформатора, но тогда придется смириться с его большими габаритами. Кроме того, плазморез, изготовленный на основе трансформатора, будет обладать не очень хорошей мобильностью, так как переносить его с места на место затруднительно.
ПЛАЗМЕННЫЙ КОМПЛЕКС "ГОРЫНЫЧ" РЕЖЕТ ВОДОЙ ЛЮБЫЕ МАТЕРИАЛЫ, СВАРИВАЕТ ВОДКОЙ ЛЮБЫЕ МЕТАЛЛЫ!

Созданный в Советское время для работы в Космосе и до сих пор, не имеющий аналогов в Мире, прибор был рассекречен в 1996 г. и завоевал Гран-При на 26-м Всемирном Салоне Изобретений в Женеве в 2002 г. обогнав разработки из 120 стран Мира! Многофункциональный портативный плазменный комплекс "ГОРЫНЫЧ" предназначен для термической обработки негорючих материалов:
- резки чугуна, стали, цветных металлов
- сварки конструкционных, легированных,
нержавеющих сталей, цветных металлов
- пайки мягкими и твердыми припоями
- сварко-пайки цветных металлов,
нержавеющих и легированных сталей;
- плавки металлов в тиглях;
- обработке тугоплавких материалов
(кварцевое стекло, базальт, кварц, гранит, мрамор, бетон, керамика, асбоцемент, графит и
- воронения небольших деталей;
- порошкового напыления;
- термического оксидирования;
- закалки и отпуска сталей;
- обработки термоусадочных полимеров (ПВД, ПНД,ПВХ, ПП, ПС, ПЭТ);
- изготовления изделий из стекла:
- нанесения глазури;
- получение химических соединений;
- разделки стеклотканей;
- удаления окислов с металлов;
- очистки поверхности термостойких изделий и отверстий в них от загрязнений;
- очистки поверхности и микроотверстий в
платиновых фильерах от загрязнений;
- оплавления бетона для уменьшения его
гигроскопичности;
- в ювелирном деле.
Преимущества его над другими типами сварочных аппаратов очевидны по всем параметрам:
1. Малый вес и габариты, позволяет работать в стесненных пространственных условиях, на даче, в гараже, в квартире
2. Безопасен в работе, т.к. не находится под высоким напряжением и не использует газовых баллонов.
3. Минимальное энергопотребление позволяет использовать аппарат в любом месте, где есть розетка на 220В.
4. Возможность фигурной резки любого негорючего материала, известного на Земле (керамику, камень, бетон, графит)
5. Возможность паять и сваривать любые цветные металлы (кроме магния и титана), без аргона и углекислоты.
6. Выполнять широкой спектр работ от ювелирных до строительно-монтажных, сваривать швеллер и арматуру.
7. Срезать любой замок, дверь, сейф, ворота, за считанные минуты (не подумайте плохо, если заклинило замок).
8. Иметь всегда под рукой свой сварочный аппарат, который даст сто очков любому др.
9. При желании и навыках, легко даст заработать на хлеб с икрой сварочными работами (в гаражах, на дачах и т.д.)
10. Можно на спор удивить друзей, разрезав водой и заварив водкой любой металл.
11. Купив этот аппарат, Вы получите целый набор инструментов в одном флаконе, что довольно удобно.
Технология сварки третьего тысячелетия!
Плазменный комплекс «Горыныч» для резки, сварки, пайки, плавки камня, металлов, керамики, бетона, стекла
Забудьте о тяжелых трансформаторах, баллонах с пропаном, кислородом и аргоном. Любая розетка на 220В и бутылка водки - вот все что Вам нужно! Аппарат способен разрезать любой известный на Земле материал! Температура факела 6500 град., сваривать углеродистые и легированные стали, чугун, цветные металлы и сплавы, нержавеющие стали и сплавы алюминия непосредственно на воздухе толщиной до 8 мм, осуществлять процессы пайки и пайко-сварки практически любых металлов в различных сочетаниях. Весит аппарат 5,4 кг и умещается в небольшой наплечной сумке. Уверенно разрезает любые материалы до 10 мм! Максимальная мощность потребления 2,5кВт, что позволяет применять его везде, где есть электророзетка, а также от генераторов и преобразователей переменного тока там, где ее нет. Габариты…263х208х179мм.
Сварочный аппарат «Горыныч» способен сваривать многие цветные металлы: алюминий, медь, латунь, бронзу, чугун, нержавейку в любом сочетании, обрабатывать стекло, ПВХ, керамику и камень, очень эффективен при монтаже и последующем ремонте трубопроводов различного назначения, систем отопления, вентиляции, сантехники и различного электрооборудования. Быстро плавит металл в тигле, разогревает небольшие детали для последующей ковки, крутки и обработке. Качество шва соответствует газосварке, а скорость сваривания – электросварке! Минимальная толщина металла при пайке 0,5 мм. Широко применятся в автосервисах и ЖКХ, в гаражах и на дачах, в квартирах.
ВНИМАНИЕ! Прибор двойного назначения.
Поставка в страны члены НАТО, только с разрешения Министерства Обороны РФ!
Курьерская доставка по России!
Москва, ул.Жигулевская, д.1/24, к.1, оф.№3,
или м.ВДНХ, ВВЦ, павильон "Космос" №32
Гарантия 12 месяцев
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Делаем плазморез из сварочного инвертора своими руками
Практическая конструкция самодельного плазменного аппарата не фантастика. Имея хотя бы обычный сварочный трансформатор или инверторный сварочник, можно создать горелку. Она была бы неплохим дополнением к уже имеющемуся оборудованию. Предельно простая, но рабочая, конструкция изображена ниже.
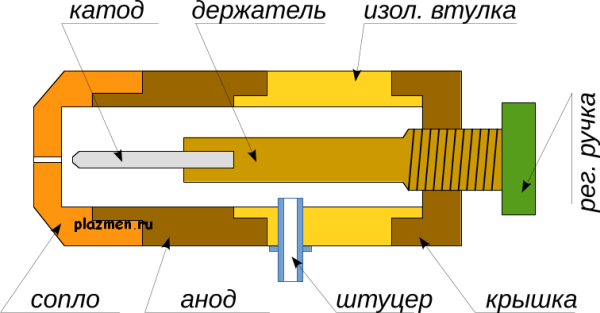
Схема плазменного резака
Самодельный плазморез
Катод можно изготовить из вольфрамового сварочного электрода 4 мм. Он фиксируется в держателе стопорным винтом или приваривается. Держатель можно изготовить из стали. Ручка из изолирующего материала. Изолирующая втулка изготавливается из фторопласта, фенопласта, гетинаксовой трубки. Материал должен быть изолирующим, стойким к нагреву. Крышка из стали или латуни.
Анод медный или латунный (желательно помассивнее, но без фанатизма), а сопло из чистой электротехнической меди. Катод подается винтом по мере выгорания. Сопло отвинчивается и меняется по мере износа. Сначала сопло работает хорошо в режиме реза, затем его прочищают рассверливанием, слегка зенкуют от заусенцев. Им еще можно варить и паять некоторое время. И, наконец, утилизировать, переплавив в заготовку для нового сопла.
Резьба между соплом и анодом смазывается графитом. Между держателем катода и крышкой – им же. Можно взять обычный карандаш и мелко растолочь. Такая смазка отлично проводит ток и не закоксуется.
Размеры и толщины зависят от мощности горелки. В этой горелке дуга возбуждается искрой высокого напряжения. Это очень важный момент и об этом чуть ниже.
Схема горелки с контактным поджигом (подвижный катод) окажется гораздо сложнее механически: придется уплотнять подвижный шток, потребуется возвратная пружина и возникнет много побочных проблем. Зачем делать из горелки винтовку М-16? В домашних условиях проще решить задачу электрическими способами. К сожалению, размер статьи не позволяет привести все подробности, но основной принцип будет показан дальше.
Рабочий газ подается через штуцер. А как насчет спирто-водяной смеси? Можно сделать и это. В принципе, для этого достаточно подавать ее в парообразном состоянии от маленького перегонного куба, если вы сможете стабилизировать и регулировать давление пара. Также можно охлаждать анод, слегка распыляя на него воду прямо снаружи. Этот способ охлаждения куда эффективнее проточного. Теплота испарения воды весьма значительна.
Схема осциллятора
Варианты схем осцилляторов (только принцип работы) на рисунках ниже. Красным цветом показано самодельное дополнение оборудования, черным – стандартный покупной сварочный инвертор, вторичная цепь которого упрощенно показана диодом D1 и конденсатором С1. Горелка уже обсуждалась.
Схема последовательного типа
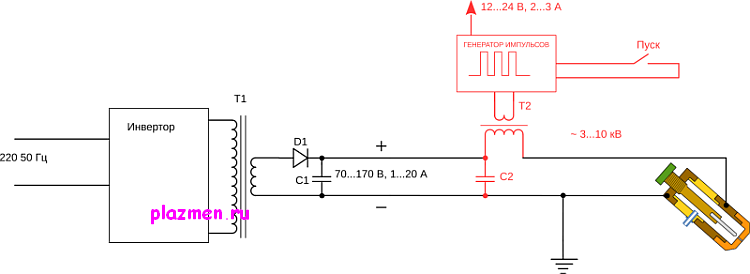
Схема осциллятора последовательного типа
Это осциллятор последовательного типа. Генератор импульсов должен вырабатывать мощные импульсы тока для трансформатора Т2. Это связано с тем, что вторичная обмотка Т2 включена в разрыв цепи сварочного тока и вынужденно имеет малое число витков толстого провода. Конденсатор C2 совершенно необходим, он закорачивает контур высокого напряжения и защищает элементы инвертора в его выходной цепи (да и не только). В домашних условиях лучше выбрать второй вариант.
Схема параллельного типа
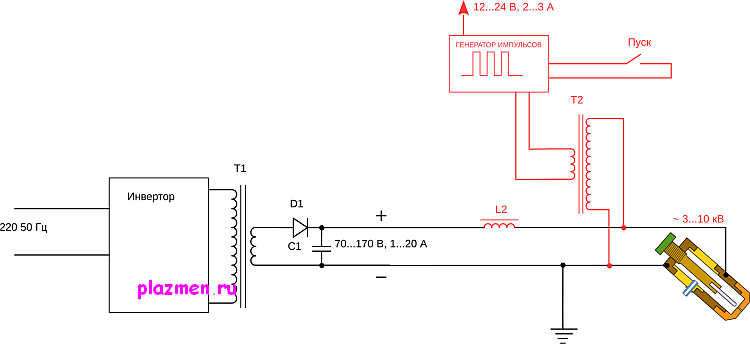
Схема осциллятора параллельного типа
Во второй схеме, параллельного типа, первичная обмотка Т2 возбуждается куда меньшим током, чем в предыдущем варианте. Однако, дроссель L2 также необходим как и конденсатор C2 в предыдущей схеме. Дроссель подавляет ток, ответвляемый от цепи высокого напряжения повышающего трансформатора в инвертор и защищает его.
В обеих схемах частота выбирается порядка десятков кГц. Трансформаторы Т2 и дроссель L2 намотаны на ферритовом кольцевом сердечнике или сердечнике от строчного трансформатора телевизора.
Дуга запускается нажатием на кнопку Пуск. В сухой горелке в течение долей секунды должна загореться дуга и войти в режим горения от основного тока инвертора. После прогрева анода на воздухе в качестве рабочего газа, можно постепенно переключать воздух на водно-спиртовую или водно-ацетоновую смесь, если это у вас уже налажено.
Осторожно! В момент запуска на горелке присутствует высокое напряжение. Руки должны быть изолированы от цепи анода и катода. Заземление на схеме показано условно. Заземляться может и цепь анода горелки. Тогда катод оказывается под высоким напряжением.
Плазменная сварка металла
В последние годы технология плазменной сварки распространяется на все отрасли промышленности, вплоть до строительства и бытового ремонта, и все больше теснит традиционные виды сварки. Это связано с очень большими преимуществами данной технологии перед уже известными.
В первую очередь, качество шва, затем, минимальное коробление деталей, и наконец, высокая чистота и безотходность технологии. Энергоемкость такой сварки приблизительно одинакова с другими видами, а иногда превышает их.
Технология плазменной сварки и резки металла
Для нагрева деталей используется плазма – ионизированный газ, полученный в результате работы электрической дуги под повышенным давлением. Небольшая плазменная горелка (плазмотрон) показана на рисунке ниже. По нему можно примерно оценить практические параметры плазменного факела:

Плазменная горелка (плазмотрон)
Плазмотрон позволяет как резать, так и сваривать любые известные в природе металлы и неметаллы, если только для этого нет серьезных фундаментальных физических или химических препятствий (адгезия, реакционная способность и т.п.).
В чём заключается сущность плазменной сварки
На поверхность металла в области шва направляется струя плазмы из плазмотрона – специальной горелки, в которую подается рабочий газ. Может быть использован еще и защитный газ для создания химически нейтральной среды. Тепловая энергия вся сосредоточена в тонкой струе плазмы и нагрев ванны происходит в только в области сварки.
Температура в этой области очень высокая, может достигать 10000-15000 градусов. Благодаря теплопроводности металла она быстро снижается до температуры плавления в узкой области шва. Если при этом область шва защищена инертной или восстановительной средой, (а часто и тем и другим), то в результате можно получить очень точный и качественный шов.

Разрез работающей плазменной горелки
Диаметр сопла на рисунке показан намного больше в пропорции, чем есть на самом деле, для наглядности.
Фактический диаметр сопла связан с рабочим давлением и оптимальным расходом газа.
Корпус горелки изготавливается из стали, анод – из чистой меди. Анод имеет полость, которая омывается охлаждающей водой. В полость между анодом и катодом подается рабочий газ под давлением 2-5 бар, который питает дуговой разряд.
Поскольку защитный газ (обычно аргон) практически не ионизирован, и не ускоряется электрическим полем дуги, то он довольно быстро “разлетается” и смешивается с воздухом. Поэтому оптимальное расстояние между сварочной ванной и торцом горелки занимает очень небольшой диапазон, который необходимо выдерживать в работе.
Поскольку при плазменной сварке не происходит лишнего прогрева металла, то и остывание шва происходит быстро, что иногда нежелательно. Поэтому процесс сварки может включать дополнительные операции: например, предварительный подогрев или даже работа несколькими горелками при автоматизированной сварке.
Технологический процесс
Включает несколько необходимых этапов: подготовка деталей, подключение электродов, запуск горелки и ее прогрев, выполнение шва с выдерживанием нужного режима по температуре и перемещение горелки к месту новой операции с проверкой готовности самой горелки.
Технология выполнения плазменной сварки
Подготовка деталей состоит в том, что их предварительно сортируют или подают к рабочему месту уже отсортированными. Если детали получены путем теплового резания или грубого механического, то кромки обрабатываются до чистоты металла и обезжириваются, чтобы получить качественный шов.
После этого детали приводят в соприкосновение по линии шва. На производстве это делается не “на коленке” как при ремонтах, а при помощи приспособлений.

Горячий шов от плазменной сварки
Если требуется, на линию шва наносят флюсы. Обычно это сильные восстановители для работы в условиях высоких температур (сварочные флюсы), смешанные с легкоплавкими связующими, которые сами по себе являются восстановителями, или дают минимум трудноудалимого нагара (шлака). Расплавленный шлак защищает ванну от действия кислорода, а восстановитель отнимает его у окислов, которые успели образоваться. Флюсы требуются не для всех металлов или их пар.
Горелка запускается импульсом высокого напряжения или контактом между соплом и катодом в течение долей секунды. Загорается дуга, в горелку подают рабочий и защитный газы, а также охлаждающую воду в корпус анода (для мощных горелок длительного действия). Горелка прогревается до стабилизации плазмы и начинается операция сварки.
При сварке плавятся состыкованные края детали, в этот расплав вводится присадочный материал в форме ленты или прутка. При автоматической сварке подача механизированная. Сварка рассматривается как непрерывный процесс плавления и застывания металла в области шва и должна обеспечить монолитность шва, одинаковые механические свойства на всей длине, равную толщину шва, полное отсутствие раковин, посторонних включений и примесей.
Расплавленный шов довольно беззащитен по отношению ко многим факторам, поэтому для получения качества приходится создавать особые условия: до ванны, в ней самой, и после, в области кристаллизации расплава. Данные условия сильно зависят от свариваемых металлов.

Процесс сварки плазморезом
После окончания шва проверяется готовность горелки к очередной операции, так, чтобы шов не пришлось прекращать в процессе сварки не доводя до конца. Любое такое прерывание, если оно вынужденное, создает лишние механические напряжения, которые потом будет или трудно, или невозможно снять. По этой причине, сварку ответственных швов: сосуды (баки) для ракетной техники, корпуса морских судов, особенно подводных, сосуды для ядерной техники и т.п. варят при непрерывной подаче катодов на горелках с мощным охлаждением сопел.
Приёмы плазменной сварки
Существует достаточно много сплавов и их пар, которые ведут себя совершенно по-разному в расплаве. У них может быть разная вязкость по температуре, газообразование, смешиваемость в расплаве и скорость застывания. Кроме того, очень большую роль играют силы тяжести – масса ванны может оказаться достаточно большой, а поверхностное натяжение расплава достаточно малым. При этих условиях ванна просто протечет, если только она как-то не уплотнена, что возможно далеко не во всех случаях.
Техника и особенности процесса во всех пространственных положениях
В технике мы имеем дело с самыми разнообразными расположениями сварных швов. При сварке отдельных деталей работа немного облегчается тем, что расположение можно свести к горизонтальному, с горелкой, расположенной сверху.

Сварка отдельных деталей
Это наиболее выгодное расположение при сварке, но не всегда технологически возможное. Например, при варке шва на корпусе судна приходится располагать горелку как угодно – судно не повернешь в доке как игрушку. Поэтому для защиты ванны от растекания за допустимые пределы приходится подбирать выгодные положения горелки.
Например, при варке вертикального шва горелка находится немного ниже шва и плазменная струя направлена вверх. С помощью подбора угла наклона и расстояния до ванны удается “сдувать” стекающий металл наверх. Это делается динамически, по мере прохождения шва и требует хороших навыков при ручном выполнении.
Варить вертикальные швы следует снизу вверх.
Сварка плазморезом цветных металлов
Сразу нужно сказать, что плазма является лишь мощным источником местного нагрева. Если так можно выразиться, она лучше “сфокусирована”, по аналогии с фотографией. И в этом отношении, по “резкости” она уступает только лазерной сварке. Плазменная струя дает хорошее проплавление шва в узкой области. Все остальное поведение металлов зависит только от их химической природы.
Если по какой-то причине сплавы не переносят “легирования” вольфрамом, гафнием, или другими добавками в структуру шва, то в плазмотроне просто используют угольный катод. Иногда наоборот, приходится вводить в расплав промежуточный металл, чтобы шов не трескался в горячем или холодном состоянии.
Цветные металлы имеют меньшую, по сравнению с черными металлами, температуру плавления и довольно легко свариваются. Тем не менее, за счет большой теплопроводности этих металлов (напр. Cu Al Mn) требуется такой же, или даже больший по мощности источник нагрева.
Главная помеха сварке – образование оксидов. Пленки окислов не дают металлам сплавляться. У большинства цветных сплавов, а это сплавы на основе меди, окислы довольно легко восстанавливаются, поэтому варить их удается и при слабых восстановителях. Достаточно даже присутствия органических радикалов в плазме (сварка водно-спиртовыми и водно-ацетоновыми смесями).
Исключением является алюминий, чрезвычайно легко окисляющийся и образующий прочную связь с атомами кислорода. К тому же, окись алюминия очень тугоплавкое вещество. Здесь необходимо применение специальных флюсов и их постоянное присутствие в ванне.
Видео ролик — сварка алюминия
Для защиты от кислорода также применяют аргон, как наиболее распространенный и дешевый из инертных газов. Но он вполне эффективен только тогда, когда ванна обдувается со всех сторон. По этой причине очень сложно варить алюминий в присутствии ветра вне помещений. Сварка титановых сплавов также требует использования аргона. Причем аргон должен быть высшего качества.
Сварка тонколистового металла плазмотроном
При сварке тонких листов плазменную горелку не следует располагать слишком близко к металлу, так как при этом можно слишком легко выдуть его. Давление плазменной дуги на металл значительно (в 5-7 раз) выше, чем обычной. Сварочный ток необходимо ограничить величиной 12-14 и менее ампер. Иногда хватает и 1-2 А.
Совет: Тонкие листы металла обычно удобнее всего сваривать газовой сваркой. Сварка плазмой требует меньше оборудования (баллонов с газом, редукторов, шлангов), но зато требует больше специальных навыков от сварщика. Некоторые мастера, в основном, ювелиры и специалисты по лабораторному и научному оборудованию, могут сваривать микроплазмой на маленьком токе даже фольгу.
Сравнение технологии лазерной сварки с плазменной сваркой
Лазерная сварка производится мощными лазерами непрерывного или импульсного действия. Благодаря фокусировке пятна на очень малой площади удается получать очень высокие температуры. На луч света не действует магнитное поле или движение газа, лазер легко можно “подать” в труднодоступные места. Изменяя апертуру луча, можно очень плавно регулировать ширину зоны нагрева. Производительность лазерной сварки примерно в 50 раз выше дуговой. Например, лист стали 20 мм сваривается со скоростью 100 метров в час за один проход.
Однако, лазерной сварке присущи и недостатки: невысокий к.п.д. из-за значительного коэффициента отражения(0.1-2%) и очень высокая цена на оборудование. Несмотря на это, есть области, где лазерная сварка оказывается незаменимой, например, в электронной промышленности при изготовлении очень многих приборов, особенно миниатюрных. Поэтому обычно рабочее место лазерного сварщика для ручной работы выглядит не совсем подходящим для стройки или гаража:

Рабочее место лазерного сварщика для ручной работы
Сравнение: сварка аргоном или плазмой
Сварка аргоном – Gas Tungsten Arc Welding (на русский переводится немного длиннее: дуговая сварка вольфрамовым электродом в среде защитного газа) и плазменная сварка часто путаются между собой неспециалистами из-за внешней схожести оборудования и даже части расходных материалов. Между тем, это совсем разные процессы.

Аппарат для плазменной сварки
Отличие аргонной сварки от плазменной сварки
Аргонная сварка производится в атмосфере аргона при обычном давлении, плотность энергии в дуге не превышает таковую для простой сварки. Просто сварочная ванна защищается от действия кислорода, а вольфрамовый электрод практически не расходуется.
Плазменная сварка выполняется плазмотроном – генератором плазменной дуги в атмосфере повышенного давления. При этом достигается очень высокая температура в узком столбе плазмы. В отличие от дуги атмосферного давления, факел у плазменной дуги почти цилиндрической формы, давление на металл в 5-8 раз больше.
Аргон или плазма: что лучше
Каждый вид процесса хорош для своих целей. Аргоновая сварка имеет очень широкую область применения: можно варить практически все, что вообще способно образовывать сплавы с приемлемыми механическими свойствами. Очень широко используется аргоновая сварка в аэрокосмической промышленности, особенно в ракетной технике, где к тонким металлическим деталям и швам предъявлены очень высокие прочностные требования.
Плазменная сварка также имеет свои преимущества. Хотя наиболее широко плазмотроны используются для резки металла (т.к. очень быстро и ровно режут), для сварочных работ они тоже применяются. Например, там, где требуется минимальное коробление металла, выгодно уменьшать зону термического воздействия. Для этого как раз и хороша плазменная сварка.
Скорость выполнения плазменной сварки гораздо выше. Плазменная дуга горит значительно стабильнее обычной. К тому же, использование защитного газа “поверх” рабочего прибавляет плазменной сварке большую часть преимуществ аргонной сварки.
Плазменная сварка, без всяких сомнений, представляет большой интерес как мощный источник нагрева с малой областью воздействия. Тот факт, что запатентована она была еще в начале 60-х прошлого века, а в открытых источниках о ней до сих пор можно найти не так уж много информации, говорит о том, что эта технология попала в гражданскую промышленность от военных, которые тщательно скрывают все и всегда, просто по природе своего ведомства. А действительно ценные вещи они берегут пуще глаз до последнего. Таким образом, и для гражданских инженеров в промышленности, и для домашних умельцев тут открывается большое поле для самостоятельных исследований.
Читайте также: