Площадь поперечного сечения шва при ручной дуговой сварке
Обновлено: 25.06.2024
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине. Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые. Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом. На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей. Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Нормативные документыОсновными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Геометрические характеристикиКак уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:

- где S – толщина деталей;
- е – ширина сварного шва;
- g – выпуклость;
- m – вогнутость;
- h – глубина проплавления;
- t – толщина сварного шва;
- b – зазор в соединении;
- k – катет углового шва;
- p – высота;
- a – толщина.
На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.

Таблица с типами сварных соединений
Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва. Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения. Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Расчет геометрии стыкового шваМетодика проверки швов для этого вида полностью расписана в следующих нормативных документах: СНиП II-23-81 п.11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы:

Формула расчета геометрии стыкового шва
- где N – максимальная сила растяжения или сжатия;
- t – минимальная толщина свариваемых деталей;
- lw – длина шва;
- Rwy – сопротивление нагрузке;
- γс – табличный коэффициент.
При таком виде соединения оно проваривается на всю длину контакта, следовательно длина шва равна длине стыков свариваемых деталей, уменьшенной на 2t, удвоенную толщину металла. Ширина шва зависит от формы разделки кромок и толщины деталей. Схемы расчетных варианты соединений встык показаны на следующих рисунках.

Схемы расчетных варианты соединений встык
Если в ходе сварочных работ используются материалы в соответствии с приложением 2 СНиП II-23-81 в расчет не производится, только осуществляется визуальный контроль качества выполненных соединений.
Расчет геометрии углового шваРасчет геометрических размеров угловых сварных швов при воздействии нагрузки, проходящей по оси центра тяжести производится по выбранному сечению, наиболее опасному в этом соединении. Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.

Схема геометрии углового шва
В таком виде сварных соединений действуют напряжения различного характера, но доминирующей нагрузкой является срезающая сила. Проверка угловых сварных швов производится по следующим формулам.

Формула расчета по металлу шва

Формула расчета по границе сплавления
где N – максимальная сила растяжения или сжатия; βf и βz – табличные коэффициенты для стали; kf – длина катета сварного шва; lw – длина; Rwf – расчетное сопротивление на срез; Rwz – то же но в зоне сплавления; γс – табличный коэффициент условий эксплуатации; γwf и γwz – то же, но для разных условий эксплуатации.
Главной геометрической характеристикой всех угловых швов является размер их катета, т. е. толщина по границам сплавления. Размер катета зависит от толщины деталей, материала и способа сварки. Выбрать значение этого геометрического параметра можно в нижеприведенной таблице.

Таблица минимальных катетов углового шва
Инструменты для контроля размеров швов«Примечания:
Для стальных конструкций с предельными характеристиками текучести материала выше 590 Н/кв.мм или толщине соединяемых деталей свыше 80 мм, значение минимального размера катета следует брать в специальных ТУ.
Для конструкций четвертой группы, размер катета углового шва следует сокращать на 1 мм для деталей с толщиной не более 40 мм и уменьшать на 2 мм для деталей толще 40 мм.»
Измеритель геометрических параметров сварных швов – это специализированный инструмент, с помощью которого можно произвести замер основных характеристик этих элементов сваренных конструкций. Среди всего разнообразия таких измерительных инструментов можно выделить следующие группы изделий: шаблоны, универсальные измерители и устройства, специализированные на замере одного параметра. В набор профессионального сварщика состоит из нескольких таких инструментов, позволяющих произвести замер как подготовленных к сварке деталей, так и самого сварного шва.
ЗаключениеВыше представленная информация актуальна для соединений, выполненных с использованием ручной электродуговой сварки. Размеры сварного шва при полуавтоматической сварке рассчитываются по другим методикам. Следует заметить, что все геометрические размеры сварных швов жестко завязаны на толщину свариваемых деталей и максимальную нагрузку, которую должна выдержать вся конструкция!
Расчет режима сварки швов стыковых соединений
Швы стыковых соединений могут выполнятся с разделкой и без разделки кромок по ГОСТ 5264-80.
Диаметр электродапри сварке швов стыковых соединений выбирают в зависимости от толщины свариваемых деталей.
При выборе диаметра электрода при сварке стыковых швов в нижнем положении следует руководствоваться данными таблицы 1.
Таблица 1 - Рекомендуемые диаметры электродов при сварке стыковых швов в нижнем положении, мм
| Толщина свариваемых деталей | Рекомендуемый диаметр электрода |
| 1,5 2,0 3,0 4 - 5 6 - 8 9 - 12 13 - 15 16 - 20 21 - 24 | 1,6 2,0 3,0 3 - 4 4,0 4 - 5 5,0 5 - 6 6 – 10 |
При сварке многослойных швов на металле толщиной 10 – 12 мм и более первый слой должен свариваться электродами на 1 мм меньше, чем указано в таблице 1, но не более 5 мм (чаще всего 4 мм), так как применение электродов больших диаметров не позволяет проникнуть в глубину разделки для провара корня шва.
При определении числа проходов следует учитывать, что сечение первого прохода не должно превышать 30-35 мм 2 и может быть определено по формуле:
а последующих проходов – по формуле:
где F1 – площадь поперечного сечения первого прохода, мм 2 ;
Fс – площадь поперечного сечения последующих проходов, мм 2 ;
dэл – диаметр электрода, мм.
Для определения числа проходов и массы наплавленного металла требуется знать площадь сечения швов.
^ Площадь сечения швовпредставляет собой сумму площадей элементарных геометрических фигур, их составляющих. Тогда площадь сечения одностороннего стыкового шва выполненного без зазора можно определить по формуле:
F1 = 0,75 е · g , мм 2 , (3)
а при наличии зазора в соединении – по формуле:
(F1 + F2) = 0,75 е · g + S · в, мм 2 , (4)
где е – ширина шва, мм; g – высота усиления шва, мм; S – толщина свариваемого металла, мм; в – величина зазора в стыке, мм.
Площадь сечения стыкового шва с V–образной разделкой и с подваркой корня шва (см. рис. 1) определяется как сумма геометрических фигур:
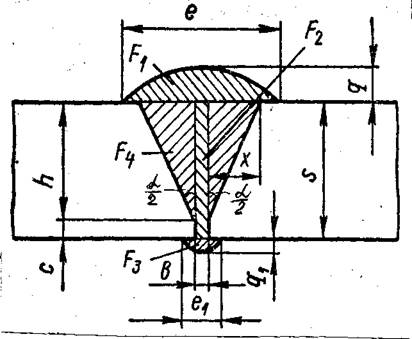
^ Рисунок.1. Геометрические элементы площади сечения стыкового шва:
где S – толщина металла, мм; h – глубина проплавления, мм; c – величина притупления, мм; e – ширина шва, мм; e1 – ширина подварки корня шва, мм; в – величина зазора, мм; g – высота усиления шва, мм; g1 – высота усиления подварки корня шва, мм; α – угол разделки кромок.
^ Глубина проплавления определяется по формуле:
Площадь сечения геометрических фигур (F1 + F2) определяют по формуле 4, F3 – по формуле 3, а площадь прямоугольных треугольников F4 определяют по формуле:
F4 = h · x/2, мм 2 , (7)
где x = h · tg α/2;
F4 = (h 2 ·tg α/2) /2, мм 2 , (8)
Но рассматриваемая нами площадь V–образного шва состоит из двух прямоугольных треугольников, поэтому:
2F4 = h 2 · tg α/2, мм 2 . (9)
Подставляя значения элементарных площадей в формулу (5), получим:
Fн = 0,75 · е · g +в · S + 0,75 e1 · g1 + h 2 · tg α/2, мм 2 . (10)
При X–образной разделке площадь наплавленного металла подсчитывают отдельно для каждой стороны разделки.
Зная общую площадь поперечного сечения наплавленного металла (Fн), а также площадь поперечного сечения первого (F1) и каждого из последующих проходов шва (Fс), находят общее число проходов «n» по формуле:
Полученное число округляют до ближайшего целого.
^ Расчет сварочного тока при ручной дуговой сварке производится по диаметру электрода и допускаемой плотности тока по формуле:
j – допустимая плотность тока, А/мм 2 ;
Fэл – площадь поперечного сечения электрода, мм 2 ;
Сварочный ток определяется для сварки первого прохода и последующих проходов только при сварке многопроходных швов.
Допустимая плотность тока зависит от диаметра электрода и вида покрытия: чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения (см. табл. 2).
Таблица 2 - ^ Допустимая плотность тока в электроде при ручной дуговой сварке
| Вид покрытия | Диаметр стержня электрода, мм | ||||
| 2 | 3 | 4 | 5 | 6 и более | |
| Основное | 15,0-20,0 | 13,0-18,5 | 10,0-14,5 | 9,0-12,5 | 8,5-12,0 |
| Кислое, рутиловое | 14,0-20,0 | 13,5-19,0 | 11,5-15,0 | 10,0-13,5 | 9,5-12,5 |
^ Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20-36 В и при проектировании технологических процессов ручной дуговой сварки не регламентируется.
Поэтому напряжение на дуге следует принять какое – то конкретное.
^ Скорость перемещения дуги (скорость сварки) следует определять по формуле:
где Lн – коэффициент наплавки, г/А час; (см. табл. 3)
γ – плотность наплавленного металла за данный проход, г/см 3 (7,8 г/см 3 – для стали);
Iсв – сила сварочного тока, А;
Fн – площадь поперечного сечения наплавленного металла, мм 2 .
Скорость перемещения дуги (скорость сварки) определяют для первого прохода и последующих проходов только при сварке многопроходных швов. Результаты расчета режима сварки стыкового шва следует занести в табл. 3.
Расчет площади поперечного сечения сварного шва
Для того чтобы правильно провести расчет площади поперечного сечения сварного шва, необходимо учитывать основные моменты, это учитывать как вид возможного соединения, так и выбор способа проведения сварочных работ. В качестве сварочных работ, выбирают ручную, дуговую, а также полуавтоматическую электрическую сварку. Научно доказано и проведено множество расчётов, где выведена специальная формула, предназначенная для определения истинных параметров показателей.
Формулы для проведения вычисленияВ качестве расчёта используют значение действия осевой силы N, в свою очередь, проходящей через условный центр тяжести всего соединения.
. Из этой формулы следует:
В качестве рабочей формулы расчёта площади поперечного сечения сварного шва, используют вышеуказанные значения, при этом, каждое значение имеет свои данные:
- t- наименьшая известная расчётная толщина используемых соединяемых элементов;
- Lw – готовая расчётная размерная рабочая длина шва, которая равна полной его длине, уменьшенной на 2t, или полной его длине, если концы шва выведены за пределы стыка
- Rwy – расчётное сопротивление стыковых сварных соединений по пределу текучести (см. СНиП II-23-81*, прил.5);
- Yc – коэффициент условия работы.
Это основная формула, используемая для проведения текущих расчётов.
Все обрабатываемые швы могут выполняться в двух режимах, как с разделкой, так и без применения разделок кромки, при этом есть основной технический регламент, который регулирует принцип проведения расчета площади наплавленного металла сварного шва, с известными готовыми данными ГОСТ 5264-80.
Основные критерии расчётаСогласно техническому регламенту, при определении точных фактических данных, рекомендуется учитывать следующие факторы, влияющие на результат расчета площади поперечного сечения сварного шва углового соединения:
- Диаметр электрода. Рекомендуемый параметр диаметра колеблется от 1,6 до 10мм, при этом толщина свариваемых узлов в диапазоне 1,5- 24 мм.
- Площадь сечения. В этом случае используем для расчёта формулу F1 = 0,75 е · g , мм2(односторонний стыковочный шов); (F1 + F2) = 0,75 е · g + S · в, мм2- если имеются технологические зазоры. Для разделки и подварки рабочего корня шва используем формулу для вычисления F = F1 + F2 + F3 + 2F4.
- Глубина проплавления. Данный параметр имеет множество дополнительных параметров, которые отвечают на вопрос как рассчитывают сечение сварного углового шва, но основная формула вычисления выглядит следующим образом- h = (S – c), мм.
- Определение сварочного тока. Для этого параметра также используется собственная рабочая формула, которая выглядит так- Iсв = Fэл · j = (π · dэл2 / 4) · j , А. Значения формулы, π=3,14; j – допустимая по основным параметрам плотность рабочего тока, А/мм2;Fэл – вычислительный показатель площади поперечного сечения рекомендуемого электрода, мм2; dэл – известный для работы диаметр электрода, мм. Существует определенная таблица базы данных для вычислений.
Таблица: Допустимая величина показателя плотности тока в электроде при проведении процесса в ручной дуговой сварке.
- Параметр напряжения на дуге. Как правило, этот параметр рассчитывается в пределах 20-36 Вольт, для проведения ручной дуговой сварки, этот показатель не имеет чёткой регламентации.
- Скорость проведения сварки. Это важный момент ответа на вопрос, как рассчитывается сечение сварного углового шва. В качестве рабочей формулы используется – Vсв = Lн · Iсв / γ · Fн · 100, м/ч. Значение каждого параметра – Lн – коэффициент действующей на площадь наплавки, г/А час; (данные используются из специальной вычислительной таблицы);γ – фактическая рабочая плотность наплавленного металла за один известный по вычислению проход, г/см3 (7,8 г/см3 – для стали);Iсв – ведомая рабочая сила сварочного тока, А; Fн – известная табличная площадь поперечного сечения наплавленного металла, мм2.
- для стыковых соединений без учета режима разделок: ширина искомого валика (параметр е) умножается на известную вам величину толщины (S);
- для стыковых узлов, учитывающие разделки: ширина валика вычисления умножается на известную вам величину толщины изделия, а также умножаем на 0,7:
- для тавровых металлических конструкционных изделий и соединений, катет: ширина вычислительная для валика на известную вам толщину валика и полученный результат в данном случае делим на 2 и т.д.
Специалистов знают, что площадь поперечного сечения сварного шва формула ГОСТ имеет разное значение, точнее отличительные схемы проведения вычисления, в зависимости от структуры применения варианта сварочного оборудования:
- Стандарты К3, С6,С14,С21,Н1,Т3,Т8,Т10 и т.д., таким образом единые для всех соединений выполняемые МП.
- Сварка соединений для защитных газов определяется исходя из положений регламента ГОСТ 14771.
- Для всех остальных групп металла и порядка строения конструкций используется рабочее положение ГОСТ14098.
Существуют определённые схемы расчёта, которые зависят от типа металла и способа проведения сварочных работ (выбор оборудования).
Программы для установки вычисленийУчитывая сложность данного вопроса, а также вероятность допуска технических ошибок, были разработаны специальные программы, позволяющие в режиме онлайн провести расчёты требуемых показателей для поперечного сечения шва. При разработке большого проекта, самостоятельно рассчитать все данные физически невозможно. Для этих целей к работе привлекают специалистов, или используют значения данных в программах, которые имеют официальное лицензирование соответствующих министерств и ведомств. Рекомендуется обратиться в проектные организации, которые помогут правильно провести подсчёты базы данных для выполнения сварочных работ.
Для сложных проектных решений разрабатывается специальная методика вычислений, которая подбирает несколько вариантов расчёта для одного и того же проекта. После изучения подробного описания, принимается решение о проведение правильных вычислений, которые обязательно должны пересекаться с данными регламентного требования действующих ГОСТ и СНиП. Если вы проводите самостоятельно вычисления, рекомендуется все же проверить данные с требованиями и техническими заданиями проектной документации эксплуатации конструкционной части установки. Воспользуйтесь помощью специалистов для определения правильного расчёта величины.
Расчет режима сварки угловых швов
При сварке угловых швов диаметр электрода выбирается в зависимости от катета шва.
Примерное соотношение между диаметром электрода и катетом шва при сварке угловых швов приведено в табл. 4.
Таблица 4 - ^ Рекомендации по выбору диаметра электрода при сварке угловых швов
| Катет шва, К, мм | 2 | 3 | 4 | 5 | 6-8 | 9-12 | 12-20 |
| Рекомендуемый диаметр электрода, dэл, мм | 1,6-2 | 2,5-3 | 3-4 | 4,0 | 4-5 | 5,0 | 5,0 |
^ При ручной дуговой сварке за один проход могут свариваться швы катетом не более 8 мм.
При больших катетах швов сварка производится за два и более проходов Максимальное сечение металла, наплавленного за один проход, не должно превышать 30 – 40 мм 2 (Fmax = 30÷40 мм 2 ).
Площадь поперечного сечения углового шва, которую необходимо знать при определении числа проходов, рассчитывают по формуле:
где Fн – площадь поперечного сечения наплавленного металла, мм 2 ;
К – катет шва, мм;
Ку – коэффициент увеличения, который учитывает выпуклость шва и зазоры.
Для наиболее часто встречающихся угловых швов с катетом 2 – 20 мм, коэффициент Ку выбирают по табл. 5.
Таблица 5 - ^ Рекомендации по выбору коэффициента увеличения, учитывающий выпуклость шва и зазоры
| Катет шва, К, мм | 2 | 3-4 | 4-5 | 6-8 | 9-12 | 12-20 |
| Коэффициент увеличения (Ку) | 1,8 | 1,5 | 1,35 | 1,25 | 1,15 | 1,10 |
Определив примерную площадь сечения углового шва и зная максимально возможную площадь сечения, получаемую за один проход, находят число проходов «n» по формуле:
Полученное дробное число округляют до ближайшего целого.
^ Силу сварочного тока определяют по формуле:
dэл – диаметр электрода, мм;
j – допустимая плотность тока, А/мм 2 .
Плотность тока выбирается в пределах, рекомендуемых табл. 2.
^ Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20 – 38 В. Следует принять какое - то конкретное.
Скорость сварки определяют по формуле:
где Lн – коэффициент наплавки, г/А час;
γ – плотность наплавленного металла, г/см 3 (7,8 г/см 3 – для стали);
Fн – площадь поперечного сечения наплавленного металла углового шва, см 2 ;
Iсв – сила сварочного тока, А.
Значения коэффициентов наплавки для различных марок электродов приведены в табл. 6.
Таблица 6 - ^ Коэффициенты наплавки для различных марок электродов
| Марка электрода | Ток и полярность | Напряжение на дуге, В | Коэффициент наплавки, г/А·ч |
| ^ УОНИИ 13/45 | Постоянный прямой полярности | 20 – 25 | 8,0 |
| УОНИИ 13/55 | 22 – 26 | 7,0 – 8,0 | |
| ЦМ - 7 | 27 – 30 | 10,0 | |
| АНО – 4С | Переменный | 32 - 34 | 8,0 – 8,3 |
Результаты расчетов режима сварки угловых швов следует занести в табл. 7.
Таблица 7 - ^ Режимы сварки угловых швов
| Сварка | Режимы сварки | ||
| dэл, мм | Iсв, А | Uд, В | Vсв, м/ч |
| Первого прохода | |||
| Последующих проходов |
Ориентировочные режимы ручной дуговой сварки приведены в приложении А.
^ Расчет режимов сварки в среде углекислого газа
Сварка в среде углекислого газа широко применяется при изготовлении конструкций из углеродистых, низколегированных, теплоустойчивых сталей, среднелегированных, хромоникелевых и аустенитных сталей.
Основные типы соединений, выполняемые в среде углекислого газа, регламентированы ГОСТ 14771-76.
Основными параметрами режима сварки в среде углекислого газа являются:
Диаметр электродной проволоки, dэл, мм.
Сила сварочного тока, Iсв, А.
Напряжение на дуге, Uд, В.
Скорость сварки, Vсв, м/ч.
Расход защитного газа, qr.
Дополнительными параметрами режима являются:
Род тока.
Полярность при постоянном токе.
3.1. Расчет режима сварки в среде углекислого газа швов стыковых соединений
Швы стыковых соединений могут выполняться как с разделкой, так и без разделки кромок.
^ Диаметр электродной проволоки (dэл) выбирается в зависимости от толщины свариваемых деталей. При выборе диаметра электродной проволоки при сварке швов в нижнем положении следует руководствоваться данными таблицы 8
Таблица 8 - ^ Выбор диаметра электродной проволоки для сварки швов стыковых соединений
Сила сварочного тока,(Iсв) выбирается в зависимости от глубины провара (h) и определяется по табл. 9.
Таблица 9 - Определение сварочного тока в зависимости от глубины провара
| Толщина свариваемых деталей, мм | Формула определения сварочного тока |
| Меньше или равна 2 Меньше и равна 5 Больше 5 | Iсв = (90-100)·h Iсв=(80-90)·h Iсв=(70-80)·h |
^ Глубина провара (h)при сварке с первой стороны определяется по формуле:
h = S / 2 ± 1 мм, (18)
где S – толщина свариваемых деталей, мм.
Напряжение на дуге (Uд)выбирается по табл. 10.
Таблица 10 - Напряжение на дуге в зависимости от силы сварочного тока
| Сила сварочного тока, А | Напряжение на дуге, В |
| 50-100 120-150 160-200 210-250 260-300 310-450 460-500 | 17-20 21-23 24-27 25-30 30-34 32-34 32-34 |
^ Скорость сварки (Vсв) определяют по табл. 11.
Таблица 11 - Определение скорости сварки в зависимости от диаметра электродной проволоки
^ Расход углекислого газа (qr) выбирают по данным табл.12 в зависимости от марки свариваемого металла и толщины металла.
Таблица 12 - Расход углекислого газа в зависимости от толщины свариваемого металла стыкового соединения
Результаты расчета режима сварки стыкового шва следует занести в табл. 13.
6.1. Расчет режимов ручной дуговой сварки (наплавки)
При ручной дуговой сварке (наплавке) к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные:

В многослойных стыковых швах первый слой выполняют электродом 3–4 мм, последующие слои выполняют электродами большего диаметра.
Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм.
При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1–1,5 мм на обработку поверхности после наплавки.
Сила сварочного тока, А, рассчитывается по формуле:
где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода dЭ принимается равным по следующей таблице:

Силу сварочного тока, рассчитанную по этой формуле, следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве.
Если толщина металла S ≥ 3dЭ, то значениеIСВ следует увеличить на 10–15%. Если же S ≤ 1,5dЭ, то сварочный ток уменьшают на 10–15%. При сварке угловых швов и наплавке, значение тока должно быть повышено на 10–15%. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10–15%.
Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги UД= 22 ÷ 28 В.
Расчет скорости сварки, м/ч, производится по формуле:
где αН – коэффициент наплавки, г/А ч (принимают из характеристики выбранного электрода по табл. 9 приложения); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см 2 ; ρ – плотность металла электрода, г/см 3 (для стали ρ =7,8 г/см 3 ).
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле:
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см 3 ).
Расчет массы наплавленного металла, г, при ручной дуговой наплавке производится по формуле:
где FНП – площадь наплавляемой поверхности, см 2 ; hН – требуемая высота наплавляемого слоя, см.
Время горения дуги, ч, (основное время) определяется по формуле:
Полное время сварки (наплавки), ч, приближенно определяется по формуле:
где tO – время горения дуги (основное время),ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 ÷ 0,55.
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле:
где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (табл. 9 приложения).
Расход электроэнергии, кВт ч, определяется по формуле:
где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO–мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т– полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице:

Выбор и обоснование источника питания сварочной дуги может быть осуществлен по табл. 1–5 приложения.
Читайте также: