Плюсы и минусы газовой сварки
Обновлено: 20.05.2024

С развитием техники увеличилось и количество видов сварки, вплоть до лазерной. Однако для мелкого ремонта и в бытовых целях чаще всего по-прежнему используется газовая. В нашей статье рассмотрим плюсы и минусы газовой сварки.
Суть газовой сварки

Для достижения высокой температуры при газовой сварке используют кислород, аргон или ацетилен, а за счет горения получают температуру, способную расплавить металлы.
Существуют три зоны газового пламени:
- ядро;
- область (зона) восстановления;
- факел (окислительная).
Непосредственно пламя делят также на три вида, такие как:
- Нормальное – смесь для горения формируется равным соотношением его компонентов. Пламя синее с ярко выраженным центром.
- Науглероживающее – в нем снижено содержание кислорода, при этом зона факела насыщенного желтого цвета.
- Окислительное – в смеси сокращен объем ацетилена, цвет пламени не такой насыщенный, а языки его более короткие.
Подача топлива для горения регулируется в зависимости от цвета пламени, температура которого зависит от его вида, изменяясь при смене соотношения газов. Она часто превышает +3 000 °С – при таком нагреве плавится большинство металлов.
Наиболее востребованным видом пламени является нормальное – с равной пропорцией кислорода и ацетилена. При необходимости его замены, в аппарате следует перенастроить подачу.
Рекомендуем статьи по металлообработке
Газовая сварка может проводиться как с прутком, так и без него, в обоих случаях есть свои плюсы и минусы. И если при использовании газа соединение происходит путем сплавления кромок деталей и расплавленного прутка, то без него скрепляются только края.
Следует отметить, что газовая сварка применяется только для металлов с мягким и плавным нагревом поверхностей, а именно при соединении цветных металлов, чугуна, стальных деталей толщиной до 5 мм, жести или инструментальных сталей.
При правильно выбранном типе пламени и верной подаче смеси будет происходить плавный нагрев поверхности металла, что не даст ему деформироваться. Это очень важно для тонкостенных деталей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Розжиг происходит с помощью спичек или зажигалки при полной подаче горючей смеси. Затем посредством регулировки уровня ацетилена настраивается тип пламени.
Газовая сварка широко применима как в промышленности, так и в быту.
Методика и технология газового типа сварки

Перед тем как применять газовую сварку, необходимо подготовить технико-технологическую карту (ТТК). Это выполняют специалисты, которые должны тщательно изучить металлы и их свойства, а также плюсы и минусы применения определенного типа сварки. От правильности заполнения ТТК зависит конечный результат – получение надежного и ровного сварочного шва.
На подготовительном этапе сварки детали очищаются от грязи, налета и неровностей. Обычно это делают посредством шлифовальной машинки, наждачной бумаги, щетки по металлу или напильника.
Второй этап – проведение газовой сварки по определенной технологии одним из двух способов:
- Левым – когда горелка двигается слева направо, воздействуя пламенем, после чего применяется соединение с прутком;
- Правым – горелка перемещается справа, воздействуя прутком, затем подключается пламя, соединяющее края.
Каждый из методов имеет свои плюсы и минусы. Однако чаще применяется правый, при котором шов прогревается более качественно. Левый же более экономичный –расход рабочей смеси меньше, а полезный коэффициент выше на 20 %.
Подбор электрода происходит в зависимости от толщины соединяемых деталей. Его диаметр рассчитывается по формуле, которая различается для каждого метода газовой сварки.
Формула для правого способа: d=S/2.
Формула для левого способа: d=S/2+1,
где d – диаметр прутка, S – толщина свариваемого металла (мм).
На выбор техники влияют расположение и толщина деталей, а также то, какой именно шов требуется получить. Немаловажную роль играет тип рабочей смеси. Настройку оборудования опытный специалист проводит самостоятельно.
Особенности сварки разных металлов

В настоящее время применяется много разнообразного оборудования для проведения газовой сварки. Оно может использоваться для большинства существующих металлов, например, для:
- Чугуна – газовой сваркой делают ремонт сколов, трещин или доработку дефектов отливок. Горелку настраивают на небольшое пламя, чтобы избежать образования зерен белого чугуна в сварочном шве.
- Бронзы – при сварочных работах используют схожую по составу проволоку. Выбирают восстановительное (нормальное) пламя, поскольку необходимо избегать выгорания металлов из бронзы.
- Меди – металл обладает повышенной текучестью, что делает сварочные работы более сложными. Присадкой является медный пруток, соединение происходит без зазора. Для раскисления меди и удаления шлаков применяют флюс.
- Углеродистых сталей – самый удобный для газовой сварки металл. Для него применяют практически все способы газосварочных работ. Присадкой становится проволока из углеродистых сталей, при этом шов получается крупнозернистым.
Какие газы применяются при сварке

Одним из газов, применяемых для работ, является ацетилен, который получают при реакции воды и карбида кальция, его формула – С2H2. В чистом виде температура возгорания этого газа – +335 °С. При смешении с кислородом – +227 °С. Отличается резким запахом.
При газопрессовом методе используется равная смесь газов: ацетилена и кислорода – в пропорции 1:1. Баллоны, наполненные кислородом, маркируют синим цветом, подключают к аппарату при помощи шланга. Давление не должно превышать 4 атм.
Ацетилен содержится во втором баллоне, также снабженном шлангом. Смешение газов происходит в специальном механизме газовой горелки.
При необходимости замены ацетилена требуется подобрать газ с подходящими характеристиками. При выборе нужно обращать внимание на плюсы и минусы их использования. При этом заменять ацетилен в смеси на иной газ надо в следующих пропорциях:
- ацетилен с пропаном – 1:0,6.
- ацетилен с метаном – 1:1,6.
- ацетилен с водородом – 1:5,2.
- ацетилен с парами керосина – 1:1.
Нельзя забывать и о существенном условии применения газовой сварки с использованием пропана и метана – применении электродов с высоким уровнем кремния и марганца.
Для создания более качественного шва требуется повысить показатель расплавленности. Сделать это поможет температура плавления, которую следует сделать выше, но не более чем в 2 раза.
Оборудование для газовой сварки
Для проведения газовых работ потребуется следующее оборудование:
- Кислород в баллонах – создает нужную для горения (окисления) газов среду. Для большей эффективности необходимо использовать чистый технический кислород с показателем не менее 98,5 %.
- Горючий газ (чаще всего ацетилен) в баллонах – именно ацетилен в смеси с кислородом создает высокую (+3 150 °С…+3 300 °С) рабочую температуру, необходимую для плавления.
- Редуктор (или адаптер) – устройство, обеспечивающее снижение давления газа в баллоне до рабочих показателей. Для дополнительной безопасности редукторы снабжают клапаном сброса, с помощью которого снижается излишнее давление.
- Газовая горелка – для смешивания газов (ацетилена и кислорода) и создания оптимального давления выходящей струи. Горелки бывают трех типов мощности: большой – от 2,8 до 7 м³/ч, средней – от 0,4 до 2,8 м³/ч и малой 0,025–0,4 м³/ч. Выбирают ее в зависимости от объема сгораемого ацетилена, учитывая все плюсы и минусы.
- Шланги – специальные технические рукава (шланги), предназначенные для передачи газов от баллонов к горелке, с многослойной структурой. Одним из основных материалов, из которых их изготавливают, является техническая резина, стойкая к агрессивным средам.
- Защита от обратной тяги – огнепреградительный клапан, который защищает баллон с газом от распространения горящей смеси в обратную сторону, разрывая цепь «баллон-горелка».
Плюсы и минусы газовой сварки

При проведении сварочных работ самым главным является качество шва и затраты на его создание. Выбирая вид сварки (газовую, лазерную или электродуговую), необходимо учитывать все его достоинства и недостатки. Рассмотрим плюсы и минусы газовой сварки.
Преимущества:
- Проводится без использования дорогостоящего оборудования и источника дополнительной энергии. Простота способа позволяет применять его в любом месте, вплоть до использования в полевых условиях. Кстати, так оно и было, ведь большая часть трубопроводов, проложенных в период с 1926 г. по 1935 г., строились с помощью газового метода. Такую сварку и сегодня используют в труднодоступных местах.
- Большой диапазон изменения мощности пламени, что дает возможность работать с металлами, имеющими различные температуры плавления.
- Газовую сварку лучше использовать при работе с чугуном, свинцом, медью, латунью.
- Получение качественного шва при верном выборе марки присадочной проволоки, вида пламени и его мощности. Так, газоацетиленовой сварке отдают предпочтение при работе на самых ответственных участках.
- Медленный и равномерный как нагрев, так и остывание металла.
- Легкое изменение температуры пламени. При смене угла его наклона к поверхности металла меняется и температура. Максимальной она становится при расположении по нормали, а при отклонении в плюс или минус температура падает.
- Шов может быть прочнее, чем при электродуговой с использованием электродов более низкого качества.
- Посредством газовой сварки можно резать и закалять металлы.
Недостатки:
- Происходит нагрев большой площади металла, что может повредить близлежащие термически неустойчивые элементы. Это нужно учитывать при оценке материалов сварки.
- Производительность труда при работе с деталями, толще 5 мм, падает. В этом случае выгоднее электродуговая сварка.
- Соединение внахлест деталей толщиной более 3 мм не применяется, поскольку возникает напряжение металла, что может послужить причиной разрушения или деформации места соединения.
- Обязательное соблюдение мер безопасности из-за взрывоопасности газов (кислорода, водорода, ацетилена) и их смесей, применяемых в работе. Баллоны должны храниться вдали от органических веществ (масла, смазки, углеводородов).
- Соединяемые поверхности чрезвычайно медленно нагреваются, а затем остывают.
- Газовую сварку практически невозможно механизировать, в отличие от электродуговой.
- Нет возможности легирования наплавляемых металлов. Однако при электродуговой сварке сильное влияние на качество шва оказывают специальная обмазка и электроды.
- Не рекомендуется использовать газовую сварку для соединения высокоуглеродистых сталей.
Медленный нагрев и остывание металлов являет как плюсом, так и минусом. Некоторые материалы, например, инструментальные стали или цветные металлы, лучше соединять именно газом. Они требуют мягкой сварки с медленным нагревом поверхностей.
Техника безопасности при сварке газом

При подготовке и проведении газосварочных работ необходимо четко выполнять правила техники безопасности:
- Работать в маске, перчатках, сварочном костюме.
- Проверять отсутствие легковоспламеняющихся веществ поблизости от места работы.
- Осматривать оборудование на наличие масел.
- Проверять обязательное наличие емкости с холодной водой рядом с рабочим местом для охлаждения сопла.
- Подготавливать рабочее место, убирая возможные помехи, которые могут привести к травмам или браку.
- Проветривать помещение во время работы, делать перерывы для очистки воздуха. Желательно работать в респираторе.
- Проверять надежность соединения шлангов, наличие утечки газа.
Газовая сварка – надежный и востребованный способ соединения металлических деталей. Перед началом работ необходимо составить или ознакомиться с ТТК и ее особенностями, подготовить оборудование и детали, неукоснительно соблюдать правила безопасности.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Газовая сварка: плюсы, минусы и особенности процесса
Во многих промышленных и бытовых процессах существует необходимость соединения металлов с помощью газовой сварки. В процессе газовой сварки с помощью горючего газового вещества (ацетилена, пропана, бензина) и кислорода при высокой температуре горения добиваются прочного сцепления поверхностей контактирующих металлов.

Для обеспечения надежного и безопасного процесса газовой сварки понадобится профессиональное оборудование:
1) Газовая аппаратура: баллоны с горючим газом, кислородные баллоны, сварочные порошки, кислородные редукторы, ацетиленовые генераторы, горелки разного типа действия, резиновые шланги;
2) Присадочная проволока
3) Аксессуары для проведения сварки: защитные очки, щетки из стали для очистки поверхности, молоток;
4) Стол для сварки или специальное приспособление для закрепления деталей.
Газовая сварка, как и любой технологический процесс, обладает определенными особенностями, преимуществами и недостатками. К преимуществам газовой сварки можно отнести:

1. Автономность производимых работ. При газовой сварке не требуется выделенного источника электрического питания. Современное газосварочное оборудование наделено небольшими габаритами и весом, что позволяет производить его транспортировку без специальных приспособлений. Газовую сварку можно проводить в отдаленных местах при наличии достаточного количества расходных материалов.
2. Регулируемая температура пламени. Для плавления разных металлов требуется температура определенной величины. Газовая сварка дает возможность варьировать температуру не только с помощью горелки, но также используя угол наклона пламени.
3. Широкий спектр применения. Газовую сварку можно применять при соединении самых разнообразных металлов: углеродистой и легированной стали, чугуна, меди, латуни, бронзы.
Выделим также и недостатки при проведении газосварочных работ:

1. Увеличенная область нагрева. В процессе газовой сварки термическое влияние распространяется на соседние элементы, что может привести к непредвиденным дефектам.
2. Повышенная опасность. Необходимость работы с горючими газами и сжатым кислородом связана с повышенной опасностью газосварочного процесса. При транспортировке и хранении газового оборудования необходимо соблюдать меры предосторожности.
К сварочным работам не допускаются специалисты без защитной маски и костюма из прочной огнеупорной ткани.
3. Невысокая эффективность. При сварке металлов с толщиной свыше 5 мм газовая сварка теряет свою эффективность.
4. Повышенные требования к сварщику. Газовая сварка – процесс, который требует специальной подготовки. Для того, чтобы научиться управляться с оборудованием для газовой сварки необходим профессиональный уровень подготовки.
Газовая сварка незаменима в строительных и монтажных работах, металлургической промышленности, сельском хозяйстве.
Оборудование для газовой сварки дает возможность соединять большинство существующих металлов. Рассмотрим особенности сварки для некоторых из них.
Сварка чугуна
Сваркой чугуна устраняют дефекты отливок, трещины, присоединяют отколовшиеся части. Также с ее помощью производят ремонт деталей или их восстановление. При сварке используют небольшое пламя горелки, чтобы не способствовать образованию зерен белого чугуна в металле сварочного шва.
Сварка бронзы
При работе с бронзой используют проволоку, схожую со свариваемым металлом. В связи с тем, что окислительный характер пламени может способствовать выгоранию металлов из бронзы, используют пламя восстановительного действия.
Сварка меди
Расплавленная медь обладает повышенной текучестью, затрудняющей газосварочные работы. При ее сварке не предусматривают зазор между кромками. В качестве присадке используют медный пруток. Допускается применение флюсов для удаления шлака и раскисления меди.
Сварка углеродистых сталей
Углеродистые стали очень удобны в работе с газовой сваркой. Их можно соединить многими способами газовой сварки. При сварке используют проволоку из стали с низким содержанием углерода. Сварочный шов получает крупнозернистую структуру.
Преимущества и недостатки газовой сварки
Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Это возможно покажется удивительным, но вначале человек открыл и усовершенствовал электросварку, а уже впоследствии, в 1903 году французы изобрели аппарат для газовой сварки. В нём применялся ацетилен и кислород. В общем-то, его конструкция и принцип действия до сих пор не изменились и применяются уже в современных аппаратах. Конечно, попутно вносились определённые усовершенствования. Менялось вспомогательное оборудование, совершенствовались кислородные баллоны, редукторы, материалы, используемые в качестве прокладок и т.д.
У газовой сварки, как и у электродуговой, лазерной, есть свои достоинства и недостатки, обязательные к тому, чтобы их учитывать во время выбора способа сваривания. Ведь, в конечном итоге, важны качество шва и минимизация затрат на сваривание.
Преимущества газовой сварки
- Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
- Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
- Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
- При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
- Медленный нагрев и остывание свариваемых поверхностей.
- Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
- Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
- Газовая сварка позволяет сваривать, резать и закалять металлы.
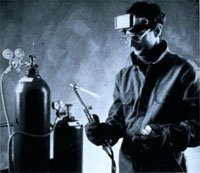
На рисунках показаны баллоны используемые для газовой сварки.
Недостатки газовой сварки
- Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
- С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
- При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
- При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
- Медленный нагрев и остывание свариваемых поверхностей.
- Практически не поддаётся механизации, в отличие от электродуговой сварки.
- При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
- Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
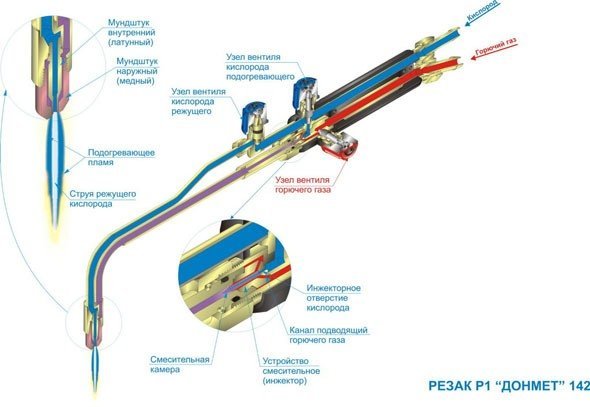
На данном рисунке показано устройство газового резака.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
Особенности газовой сварки
- При газовой сварке чаще всего получают стыковые и торцовые соединения.
- Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Что необходимо знать о газовой сварке
Сварка при помощи газа — соединение металлических деталей методом расплавления. Исторически это один из первых появившихся видов сварки. Технология была разработана еще в конце XIX века.
Впоследствии, с развитием технологий электрической сварки (дуговой и контактной), практическая ценность газовой несколько уменьшилась, особенно для соединения высокопрочных сталей. Но она до сих пор с успехом применяется для соединения чугунных, латунных, бронзовых деталей, для техники наплавления и во многих других случаях.

Сущность процесса
Сущность метода состоит в том, что высокотемпературное пламя сварочного газа нагревает кромки свариваемых деталей и часть присадочного материала (электродную часть).
Металл переходит в жидкое состояние, образуя так называемую сварочную ванну — область, защищенную пламенем и газовой средой, вытесняющей воздух. Расплавленный металл медленно остывает и затвердевает. Так формируется сварочный шов.
Используется смесь какого-либо горючего газа с чистым кислородом, играющим роль окислителя. Наиболее высокую температуру — от 3200 до 3400 градусов — дает газ ацетилен, получаемый непосредственно при сварке от химической реакции карбида кальция с обычной водой. На втором месте находится пропан — его температура горения может достигать 2800 °C.
- метан;
- водород;
- пары керосина;
- блаугаз.
У всех альтернативных газов и паров температура пламени существенно ниже, чем у ацетилена, поэтому сварка альтернативными газами практикуется реже, и только для цветных металлов — меди, латуни, бронзы и других, с небольшой температурой плавления.
У газовой сварки есть особенности по сравнению с электрической, которые формируют как ее недостатки, так и достоинства.
Достоинства и недостатки
Как и у любой вещи или явления, преимущества газовой сварки являются прямым отражением ее недостатков, и наоборот.
Основная характеристика газосварки — более низкая скорость нагрева оплавляемой зоны и более широкие границы этой зоны. В некоторых случаях это плюс, а в других — минус.
Это плюс, если нужно сварить детали из инструментальной стали, цветных металлов или чугуна. Для них требуется плавный нагрев и плавное охлаждение. Также существует ряд сталей специализированного назначения, для которых оптимален именно такой режим обработки.
К другим плюсам относится:
- невысокая сложность технологического процесса газовой сварки;
- доступность, адекватная стоимость оборудования;
- доступность газовой смеси либо карбида кальция;
- отсутствие необходимости в мощном источнике энергии;
- контроль мощности пламени;
- контроль вида пламени;
- возможность контроля режимов.
Основных минусов у газовой сварки четыре. Первый — именно низкая скорость нагрева и большое рассеивание тепла (сравнительно низкий КПД). Из-за этого практически невозможно сваривать металл толщиной свыше 5 мм.
Второй — слишком широкая зона термического влияния, то есть зона нагрева. Третий — себестоимость. Цена расходуемого ацетилена при газосварке выше, чем цена электроэнергии, затраченной на тот же объем работы.
Ее четвертый недостаток — слабый потенциал механизации. Из-за своего принципа действия фактически может быть реализована только ручная газовая сварка.
Полуавтоматический метод невозможен, автоматический — только с применением многопламенной горелки, и только при сварке тонкостенных труб либо иных резервуаров. Такой метод сложен и рентабелен лишь при производстве полых резервуаров из алюминия, чугуна либо некоторых их сплавов.
Нормативы
ГОСТ на газосварку — особый вопрос. В связи с тем, что качество шва при газовой сварке в большей степени зависит от мастерства сварщика, оно определяется субъективно.
Характер газосварочного процесса — исключительно ручной, конкретного ГОСТа на газовую сварку нет. Но существует ГОСТ 1460-2013 — на карбид кальция, из которого производится газ для сварки.
Кроме того, различными ГОСТами определяются такие параметры, как типы присадочной проволоки, давление в редукторе и баллоне, требования к генератору ацетилена. Существуют свои требования к типам применяемых шлангов и горелок, связанные с безопасностью работы.
Стандартный комплект оборудования
Для газовой сварки или резки (технологически более простой процесс) требуется оборудование. Прежде всего, это генератор ацетилена либо источник иного горючего газа (пропана, водорода, метана).Потребуется также Баллон с окислителем — кислородом, горелка, редуктор для сжатого газа (регулятор потока) и соединительные шланги.
Могут применяться различные вспомогательные устройства, например пьезозажигательный элемент, предохранительный водяной затвор для защиты от обратного пламени (в последнее время — практически обязательный элемент), и другие.
Отличительная особенность этого вида сварки — для него не требуется электропитание, поэтому работы можно производить практически в «полевых» условиях. Во многом из-за этого преимущества газовую сварку до сих пор активно используют.
Виды пламени

Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
«Нормальным» считается восстановительное пламя, при котором металл окисляется с той же скоростью, что восстанавливается. Оно применяется в большинстве случаев. Для соединения деталей из бронзы и других сплавов с содержанием олова применяется только восстановительный огонь.
Окислительное пламя образуется при увеличении количества кислорода в газовой смеси. В некоторых случаях оно предпочтительно и даже необходимо, например, при соединении латуни и пайке твердым припоем.
Особое свойство окислительного пламени состоит в возможности увеличить скорость газовой сварки. Но при этом необходимо применять специальную присадку, содержащую раскислители — марганец и кремний.
Если использовать с окислительным пламенем в качестве присадочной проволоки тот же материал, что и в свариваемых деталях (за исключением латуни) — шов выйдет хрупким, с большим количеством пор и каверн.
Пламя с увеличенным содержанием горючего газа применяется для наплавки на какую-либо деталь другой детали из более твердого сплава, а также при варке деталей из чугуна и алюминия.
Технология и способы

Техника газовой сварки сильно зависит от специфики свариваемых металлов и сплавов, формы деталей, направления шва и других факторов.
Основное предназначение газосварки — обработка чугуна и цветных металлов, которые поддаются ей лучше, чем дуговой. Хуже всего «берет» она легированную сталь — из-за низкого коэффициента теплопередачи детали из нее сильно коробятся при варке газом.
Существует «правая» и «левая» методика газовой сварки. Есть также технология сварки валиком, ванночками и многослойная сварка.
«Правый» способ — это когда сварочное сопло ведут слева направо, а присадку подают вслед за движением огненной струи. Пламя при этом направлено на конец проволоки, так, что расплавленный состав — температура плавления присадки обычно ниже, чем у основного материала — ровно ложится в шов.
При «левом» способе газовой сварки — он считается основным — поступают наоборот. Горелка движется справа налево, присадка подается ей навстречу. Этот способ проще, но подходит только для тонких листов металла. Кроме того, при нем больше, чем при «правом», идет расход присадочной проволоки и горючего газа.
Сварка валиком — более трудоемкий способ, подходящий только для листового материала. Шов образуется в форме валика, но при этом качество шва очень высокое, без образования шлака, пор и воздушных лакун.
Сварка ванночками — способ, требующий от сварщика большого мастерства. При этом присадочная проволока укладывается в шов спиральным способом, проходя через разные участки пламени. Каждый новый виток спирали слегка перекрывает предыдущий. Способ хорошо подходит для соединения листов из низкоуглеродистых сталей.
Многослойная сварка — самый технологически сложный способ. Его основы — как бы наплавка одного слоя поверх следующего. При этом достигается идеальный прогрев всех нижележащих слоев. Главное — контролировать, чтобы стыки швов разных слоев не находились один под другим.
В каждом из этих видов газовой сварки могут использоваться, в зависимости от обрабатываемого металла, различные флюсы. Их задача состоит в том, чтобы защитить поверхность шва от образования окислов, нарушающих его качество.
Читайте также: