Почему не получается сварочный шов
Обновлено: 20.09.2024
Купил сварочник Фубаг IN170. Учусь варить.
Шов почти всегда получается плохой - каплями.
Видео по сварке смотрел, книжку с картинками смотрел.
Привожу ниже фото типичного шва, которые у меня получаются.
Электрод АНО-21, в данном случае - 2 мм, ток пробовал от 40 до 60 А. Оптимальный 50 А. Варю сверху, слева направо, электрод пробовал под углом 30. 60 градусов.
Толщина металла (стенок и трубы и уголка) - по 3. 4 мм.
Такое чувство, как будто нет адгезии расплавленного электрода и металла. Я пробовал вести электрод "линейно", вробовал кругами и восьмерками одновременно со смещением, пробовал справа налево и наоборот, пробовал прямую и обратную полярность - результат всегда один (чуть хуже или чуть лучше) - "припой" накладывается на заготовку каплями, а под ним - шлак. Как шлак затекает под "припой"? Почему шов получается каплями?
Помогите, ребята! :0) Скоро родственникам забор варить, а я еще не научился.
не с того начали практиковатся
сначала горизонтальные валики на плоскости , затем пластины в стык в нижнем положении , потом пластины в стык под 90гр в лодочку, далее пластины в стык но шов горизонтальный (одна горизонтально вторая вертикально) , и когда все эти этапы пройдете с укладкой нормальных швов , тогда можно и такие как у Вас соедниения делать.
может сеть совсем плохая и напряжение очень сильно проседает, вследствие чего и ток меньше установленного , судя по фото тока явно маловато .
MP42B написал :
Толщина металла (стенок и трубы и уголка) - по 3. 4 мм.
Так возьмите электрод хотябы 2,5 и ток увеличивайте.Вы чего прожечь боитесь.2 только для прихватки,да и ток увеличить нужно.А так-же может влиять ржавчина и сама проводка, (проседание)сети,как уже здесь говорилось.
Правильно обрисовал этапы тренинга!Это довольно сложненький шов.Рекомендую варить в два прохода.
Юра-сварщик написал :
Правильно обрисовал этапы тренинга
Тренинг провести в течении дня
ribakow.fthj написал :
Время поджимает.
имхо, тут как с беременностью за 9 месяцев результат более менее хороший (в зависимости от наследственности естественно), а вот если "время поджимает" то обычно выходит конкретный полуфабрикат причем недоделанность пропорциональна сэкономленному времени.
ПС вобщем как дедушка ленин завещал "Учиться, Учиться . "
johnlc написал :
тут как с беременностью за 9 месяцев результат более менее хороший (в зависимости от наследственности естественно), а вот если "время поджимает" то обычно выходит конкретный полуфабрикат причем недоделанность пропорциональна сэкономленному времени.
ПС вобщем как дедушка ленин завещал "Учиться, Учиться . "
Ну это не у всех,и про наследственность не совсем так.Ничего страшного-в настоящее время все по своему уму живут-а не по Ленински.
ribakow.fthj написал :
Так возьмите электрод хотябы 2,5 и ток увеличивайте.
Присоединяюсь. 2мм электроды горят как солома. Глазом не успеешь моргнуть, пол электрода нет. Лучше 3мм. ИМХО.
Хороший сварной, маска хамелеон, литр водки. Два урока по одному часу. Водку только после!
Я так сделал - куча вопросов сразу отпала. А потом уже сам читал и тренировался. Читать мне больше всего понравилось здесь
Можно и полярность поменять-если была обратная.Вот в "савокупе"из всего предложенного может и не плохо выйти(с поллитровкой и со сварным опытным).
7351 написал :
литр водки. Два урока по одному часу. Водку только после!
А если "до"-то и наставника никакого не нужно будет.Все как по маслу само покатит.
MP42B написал :
Привожу ниже фото типичного шва, которые у меня получаются.
ну Вы и "замахнулись".
одно из противных "изделий", что можно варить.
тут электрод 3-ка или 4-ка, короткая дуга с повышенным током и отрывом через каждый 1 см шва (или чаще), чтоб не прожигать, если качество нужно получше, то и чистить после отрыва от шлака.
Спасибо, ребята, за помощь.
Правда, пробовал уже все. Тройкой, ради интереса, от 60 до 150 А пробовал. При 60 варить можно, но лучше поболее. При 150 металл прогорает.
В любом случае шов получается не непрерывный, а как бы капельками.
С напряжением все ок, просадки при варке, думаю, нет. Когда варю - свет не мигает. Да и инвертору должно быть по барабану небольшие просадки, если варишь не максимальным током. ШИМ поможет.
Не понимаю. Вроде батиным самодельным обычным сварочником варил - шов был кривой (сам виноват), но без разрывов. А если разрывы и были - то это уже я виноват - электрод далеко убрал или вообще дуга пропала. А тут вроде все ок, окалина вообще выглядит на 5+, а отбиваешь - под ней кошмар такой.
Попробуй УОНИ. Если пойдут на твоем аппарате нормально, то легко научишься класть на заглядение шовчики.
ribakow.fthj написал :
Ну это не у всех,и про наследственность не совсем так
а в наследственности то что не устраивает.
MP42B написал :
А тут вроде все ок, окалина вообще выглядит на 5+, а отбиваешь - под ней кошмар такой.
выясняйте для себя причнно-следственные связи между ведением процесса сварки и получаемым результатом, тогда поймете что почему и как, увы реальность не "матрица" и программу навыков одномоментно в моск не загрузишь.
johnlc написал :
а в наследственности то что не устраивает.
Меня-то как раз все устраивает.
А как близко нужно держать электрод к железке? На рисунках-то все понятно, а на практике. С инвертором, как я заметил, электрод можно на разных расстояниях держать - дуга не пропадает.
Говорят - "опирайся на обмазку". Какая обмазка, там электрод плавится весь очень быстро, особенно двойка.
Нужно электродом давить ("шкарябать") по металлу? Или все-таки нужно держать на весу ("в воздухе") в 1. 2 мм над железкой?
Опять-же-все в зависимости от ситуаций.
MP42B написал :
А как близко нужно держать электрод к железке?
максимально близко не допуская правда КЗ с деталью чем короче дуга тем лучше шов.
MP42B написал :
Нужно электродом давить ("шкарябать") по металлу?
если ток подобран правильно, то при опоре на козырек можно электрод как бы "намазывать". Т.е. на электрод нажимаете и чувствуется, что он плавится.
Gins написал :
Т.е. на электрод нажимаете и чувствуется, что он плавится.
Просто электрод под углом, раслабить руку и он сам опускается под весом держака и при этом вести руку вперед, интуитивно выдерживая скорость, наблюдая за плавлением кромок. Колебательные движения делать только верхом электрода, изменяя направление дуги на конце электрода. В идеале, еще видеть сварочную ванну и поддерживать ее размер постоянной
был вопрос про то, что будет если надавить я ответил.
Собственно "вмазывать" электрод не обязательно, сам пару раз этим приемом пользовался всего лишь..
Судя по приведенным швам, вы "Очень" быстро вели электрод. Электроды ано - для переменного тока и шлаку от них гораздо больше чем от уони-постоянка, так вот ваш опыт и не дает понять как под шлаком образуется шов. Ванну метала будет лучше видно если вы будете варить снизу - вверх, или в горизонте направляя дугу(электрод) немного назад от направления наложения шва. И при этом двигать медленнее в два - три раза.
Вам очень правильно сказали опираться на электрод или намазывать его , но тут нужен опыт конечно.
Скажу прямо - все учащиеся варить, в своих начальных опытах очень торопятся
Спасибо всем! Сегодня буду учиться, варя забор. :-)
Всем спасибо! Забор почти сварил. Все получается отлично. Заметил, что с электродами МР-3 получается варить значительно хуже, чем с АНО-21.
Вот только не понял, как нужно было варить цилиндрические петли на трубу. Провести прямую линию, ПАРАЛЛЕЛЬНУЮ оси цилиндра (трубы) оказалось очень сложно, так как труба довольно большого диаметра, а мет. линейка гнется. Рейки ровной под рукой не было. Теперь вот не уверен, что все петли получились на одной оси.
Народ! :-) Расскажите, пожалуйста, как вертикальный шов варить. Говорят, дугу надо прерывать постоянно. Я так и делаю. Правда, у моего инвертора дуга прерывается, только когда электрод более чем на 1.5 см отодвигаешь от детали. А шов получается некрасивый, состоящий из отдельных горизонтально расположенных "хребтов" :-) А как электрод при этом держать желательно?
MP42B написал :
А как электрод при этом держать желательно?
На этом ролике неплохо все показано
Всем доброго времени суток.Я здесь впервые на этом форуме,но думаю что много нового узнаю да и посоветовать могу.Насчет раковин в сварочном шве у МР42В вероятнее всего как уже говорилось ранее малая сила тока и нужен электрод не менне 3мм.Вот насчет минимально короткой дуги в данном случае не соглашусь,на нормальном токе будит шлак вперед шва заходить а на большом токе не имея опыта скорее всего прожгется труба.Электрод обязательно нужно больше направлять на толстый металл,потомучто видно что он совершенно не прогрет.В идеале конешно проварить шов в 2 слоя.1 слой корень шва ,а вторым слоем накатать катет шва.Насчет вертикального шва,то могу посоветовать увеличить силу тока процентов на 20 от силы тока на нижнее положение,потомучто электродом постоянно надо будет поддувать расплавленный металл вверх.Самый идеальный вариант если не очень пока получается варить вертикал,а очень надо ,это начиная с низа шва приварить не как обычно показывают в учебниках а точечно проварить корень шва до верха,а уж потом вторым слоем будет намного легче сформировать красивый и прочный шов обычным способом.Вообщем как то так.Надеюсь своей точкой зрения никого не обидил.
Дмитрий написал :
Насчет раковин в сварочном шве у МР42В вероятнее всего как уже говорилось ранее малая сила тока
ток 50-60а для 2ки вполне нормальный (хотя можно и до 70-80 поднять) - дело скорее всего в длинной дуге и под каким углом держался электрод и как велся электрод - в данном случае рутиловый электрод которым нада варить исключительно углом назад и вжимать электрод между деталями не допуская затекания шлака вперед электрода( угол в нарвлении сварки между 30-50градусами)
Дмитрий написал :
.Насчет вертикального шва,то могу посоветовать увеличить силу тока процентов на 20 от силы тока на нижнее положение,потомучто электродом постоянно надо будет поддувать расплавленный металл вверх
нинада ничего никуда поддувать - нада удержать ванну в нужном месте и что бы это дело облегчить ток нада понизить на 10-20% ( а вообще если поддувать металл то и шлак тоже туда полезет что приведет к свищу)- швы ве всех пространственных положениях варятся на меньшем тока нежели в нижнем
Уважаемый господин СВАРИК!Я нисколько не сомневаюсь в Вашем безграничном опыте,скорее всего не могу похвастаться своим опытом перед вами(12лет),но при малом токе вы не сможете сформировать надлежащую ванну,а только такую в которой будет куча пор ,так как у вас будет недостаточный прогрев стенок металла соответственно они не сойтутся в однородную ванну,да и шлак не успеет выйти из ванны.с уважением Дима.
2Дмитрий дло не в опыте - то что нада снижать ток при сварке в отличных от нижнего положениях это азы сварного дела и это должен знать даже птушник или начинающий сварщик .
почитайте книжку по сварке или накрайняк посмотрите рекомендуемые производителем электродов режимы сварки в различных пространственных положениях .
что до шлака - то он обычно плавает на поверхности ванны
а вот получить не металлические включения в тч и шлаковые , так же как и поры больше шансов при сварке на повышеных токах - тк металл хоть и расплавляется в месте сварки но не успевает прогрется вокруг что приводит к повышенному теплоотводу , что всвою очередь ведет к тому что металл быстрее остывает чем успевают перейти в шлак подукты хим процессов при сварке .
в общем еще раз рекомендую прочесть книгу и желательно более серьёзную чем "сварка для чайников"
Дмитрий написал :
Насчет вертикального шва,то могу посоветовать увеличить силу тока
Я тоже часто прибавляю ток на вертикал, когда варю ржавые железяки. Это помогает выплавить всю грязь из шва вместе со шлаком, но варить в этом случае только отрывистой дугой. Можно также пройти затем на второй слой, безотрывно, на малом токе.
А вообще выбор силы тока зачастую индивидуальны у разных сварщиков. Главное ведь, чтобы был хороший результат. Правда есть некоторые марки электродов где важно точно подобрать ток иначе будут поры в шве.
Helper написал :
Я тоже часто прибавляю ток на вертикал, когда варю ржавые железяки. Это помогает выплавить всю грязь из шва вместе со шлаком
а не задумывались над тем как сей поцесс может повлиять на хим состав шва и мех свойства соответственно? - ту же ржавчину рекомендуется удалять в основном из-за ее пористой структуры , в которой хорошо задерживается/накапливается влага , которая в свою очередь при сварке разложится на кислород и водород со всеми вытекающими?
Helper написал :
Можно также пройти затем на второй слой, безотрывно, на малом токе.
главное в сварке корень - внешний вид зачастую вторичен
Helper написал :
А вообще выбор силы тока зачастую индивидуальны у разных сварщиков. Главное ведь, чтобы был хороший результат.
стабильно хорошего результата можно добится только при соблюдении технологии - а всякая самодеятельность это рулетка с непредсказуемыми последствиями
и вообще профи от непрофи отличается только тем что профи знает где и как можно накосячить - поэтому я бы не стал советовать новичку приемы из арсенала профи вовсе не потому что не сможет их повторить , а потому что он их будет повторять даже тогда когда этого делать нельзя - пущай лучше соблюдает технологию
Это важно на ответственных металлоконструкциях, а для забора совсем неважно, главное положить хороший сварочный шов.
Если по всем правилам, то конечно сварка по ржавчине недопустима.
Также сила тока зависит и от источника питания (все аппараты разные), и от толщины металла (толстый металл больше тепло поглощает), и от входного напряжения (на первичке аппарата) и от умения сварщика управлять сварочной ванной, поэтому этот диапазон может быть велик и точно нельзя подсказать это все равно будет индивидуально.
К примеру на диаметр 3мм электрода, у меня, сила тока может колебаться от 60 до 120 ампер.
кстате вспомнился прикол который случился на заре моей карьеры :
в общем устроился в контору которая лепила всякие металлоконструкции - в основном ворота разных размеров , я туда поступил с опытом месяца 2-3 (несчитая практики в 1,5 года в путяге) и грубо гововоря из теплицы для сварных( предприятие впк - соответственно полное соблюдение всех технологий и нормативов вплоть до запрета сварному поднимать более 5кг) - на что руководству конторы впринципе было пофиг . ибо поставили меня не прихватки делать а приваривать петли к готовым солбам и воротинам . поставили на замену опытного сварного( заболел он или даже запил - непомню точно да и не суть важно)
остальных сварных отправили на установку - так что посмотреть как они это делают было не у кго ( имеется ввиду готовят металл под сварку или нет) , в общем почесал я репу - слесаря то нет , а технология требует зачистки под сварку , взял болгарку ну и зачистил под сварку .
приколы начались месяца через 3 (примерно в феврале-марте) - несколько ворот свалились , и что самое не приятное прихлопнули дорогую тачку - в общем суд , экспертиза и тд
результат повышенное содержание водорода и примесей в металле шва - что привело к пониженной хладостойкости и соответственно разрушению соединения , а так как на объекте было установлено одновременно несколько ворот то образцы на вся взяли со всех - там где я чистил все было более менее нормально
у щерб был не маленький а мне повезло было оказатся самым зеленым из сварных , да и по учету я сварил почти половину петель - в общем хотели на меня повесить , спасло меня только то что что у хозяина крыша сехала на предмет того что его пытаются на. по объемам и времени работы и на том что все работяги крадут все что плох лежит - и он еще в те времена (примерно 99-2000 год) обзавелся системой видео наблюдения и записи хранил не меньше полугода (от инвентаризации до инвентаризации)
Helper написал :
Это важно на ответственных металлоконструкциях, а для забора совсем неважно, главное положить хороший сварочный шов.
нада делать хорошо - херово само получится
Helper написал :
акже сила тока зависит и от источника питания (все аппараты разные)Helper написал :
и от входного напряжения
зависит тока от рода тока - на переменном нада на 20-30% больше , а в остальном амперы и в африке амперы и не имеет смысла вети разговор о соответствии шкалы реально выдаваемым амперам
Helper написал :
от умения сварщика управлять сварочной ванной, поэтому этот диапазон может быть велик и точно нельзя подсказать это все равно будет индивидуально.
этот диапазон не так уж и велик - по моим наблюдениям гдето 5-10 а у разных сварщиков выполняющих одну и ту же работу на одном и том же оборудовании и с одинаковым качеством
Helper написал :
К примеру на диаметр 3мм электрода, у меня, сила тока может колебаться от 60 до 120 ампер.
впринципе нормальный диапазон для различных положений хотя на мою имху если ф3 варится металл мин 3мм толщино то нижний предел низковат даже для горизонтального положения (мне труднее всего даются горизонтальные швы поэтому они и указаны)
Зашлаковка шва у начинающих

Зашлаковка шва у начинающих, непровар и причины
Достаточно распространёнными проблемами при сварке у начинающих является непровар и сильная зашлаковка шва. Вроде бы и электроды сухие, и сварочный ток подобран правильно, а металл никак не хочет свариваться.
Причин этому может быть несколько, но, как правило, основная из них связана с нарушение технологии самой сварки. Чаще всего непровары образуются в корне шва и между слоями расплавленного металла. Также непровар может возникнуть вдоль кромок основного и наплавленного металла.
Обильное же количество шлаковых включений возникает в результате высокой скорости затвердевания металла, а также из-за использования электродов низкого качества. Про зашлаковку сварочного шва, а также о проблемах непровара, мы и поговорим в этой статье.
Из-за чего происходит непровар металла при сварке
Непровар — это серьёзный дефект сварки, который характеризуется частичным или даже полным отсутствием сплавления металлов. Вроде бы шов и наложен, но при отбивании шлака молотком, сварное соединение разваливается.

Происходит это по причине того, что металл недостаточно хорошо расплавлен в корне шва или вдоль кромок. Зачастую начинающий сварщик выдерживает слишком большое расстояние между металлом и электродом, что приводит к нестабильному горению сварочной дуги и к разбрызгиванию металла.
Чтобы решить проблемы нужно удерживать электрод как можно ближе к поверхности заготовки, практически «втыкая» в неё конец электрода. Также виной непровара могут быть неправильные настройки сварочного тока или слабое напряжение в сети.

Все это приводит к тому, что в зоне сварки не обеспечивается нужное количество тепла для полноценного проплавления металла. Кроме этого, слишком быстрое движение электродом, что как раз и характерно для начинающих сварщиков (спешка), также приводит к образованию непровара.
Сильная зашлаковка сварного шва
Чаще всего непровар металла характеризуется сильной зашлаковкой сварочного шва. То есть, ведя быстро электрод вдоль соединения, расплавленного металла, образуется слишком мало, что и приводит к зашлаковке шва.

Поэтому главной причиной зашлаковки и возникновения обильного количества шлака при сварке, являются недостаточный объем расплавленного металла и его быстрое застывание. В результате этого шлак остается в сварочной ванне и не успевает вовремя из неё выйти.
Также зашлаковка может происходить и по вине электродов низкого качества, а также при использовании неподходящих электродов. Причинами могут быть и не соблюдение технологий сварки, например, неправильный угол наклона электрода или высокая скорость его передвижения вдоль свариваемых кромок изделия.

Избавиться и от той, и от другой проблемы можно, если изучить азы сварочного дела и набраться опыта. Со временем, рассматривая те или иные дефекты, получится полностью от них избавиться. Однако на это нужно время и практика.
Ошибки сварочных швов

Сварочные швы и ошибки начинающих сварщиков
Ошибки начинающих сварщиков заключаются не только в неправильном подборе электрода для сварки, но и в технических моментах. Ну, нельзя без дефектов заварить тонкий металл, толщина которого составляет 1-2 мм, электродами, диаметром в 3-4 мм.
При использовании слишком толстых электродов, дыра в тонком металле неминуема. Почему? Да потому, что в данном случае, металл проплавляется полностью, поскольку глубина сварочной ванны в несколько раз превышает его толщину. Здесь действуют простые законы физики.
Однако ошибки начинающих сварщиков на этом не заканчиваются. Увидев дыру в прожжённом металле, начинающий сварщик бежит к сварочному инвертору, чтобы уменьшить ток. Вследствие этого электрод начинает прилипать к металлу. В попытках его оторвать от заготовки, и зажечь сварочную дугу, металл прожигается снова и снова.
Как не допускать типичных ошибок при сварке
Ну, во-первых, не следует даже пробовать варить тонкий металл электродами 3-4 мм. Важно подобрать диаметр электрода, таким образом, чтобы он не прожигал металл. Однако не в одной толщине электрода дело, поскольку также, важны его тип и марка.
Кроме того, важно правильно научиться удерживать и вести электрод во время сварки. Типичные ошибки электросварщиков, это заужение и уширение сварочного шва, неравномерное количество наплавленного металла по высоте.
Если осуществлять движение электродом слишком быстро, то в сварочную ванну попадёт меньше металла, чем нужно. В таком случае мы получим сильно зауженный шов. И наоборот, если замедлить движение электродом, то произойдёт сильное уширение сварочного шва. Следовательно, чем равномерней будет происходить движение электродом, тем красивей и качественней получится сварочный шов.

Данный процесс требует большого опыта. Поэтому не пытайтесь сразу получить ровный и качественный шов, поскольку навряд ли у вас что-то получится. Также не забывайте о том, что помимо скорости движения электродом, важно соблюдать и его правильный наклон.
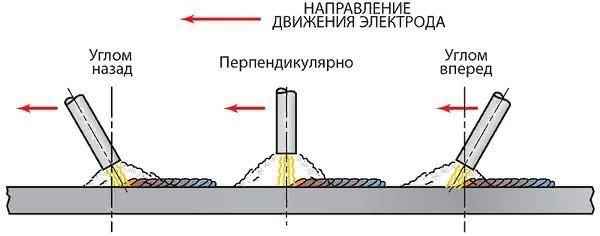
Что нужно знать о наклоне электрода во время сварки?
Вести электрод во время сварки можно различными углами, углом вперёд или назад, перпендикулярно. При этом важно, чтобы электрод не был слишком наклонен к поверхности металла, что приведёт к появлению острых выступов на сварочном шве.

При ведении электродом вперёд или назад, угол наклона должен составлять порядка 40°. Перпендикулярное удерживание электрода применяется сварщиками не так часто и требует опыта. Однако удерживая электрод, таким образом, можно избежать прожигание тонкого металла, и варить в труднодоступных местах (например, при сварке операционных швов).

Поэтому основные ошибки начинающих сварщиков связаны именно с неправильным выбором электродов, а также из-за того, что угол, скорость, и движение электродом осуществляются не так как нужно. Большинство из всех вышеперечисленных ошибок уходят лишь с опытом, поэтому важно набраться терпения.
Почему не получается варить угловые вертикальные швы

Почему не получается варить угловые вертикальные швы: самая распространённая ошибка
При ручной дуговой сварке для наплавления металла используют электрод. Вследствие разряда, который возникает между электродом и заготовкой образуется дуга, которая плавит металлы.
Образующаяся зона сплавления между заготовками называется сварным швом. В зависимости от положения заготовки, техника сварки может меняться.
Самыми простыми в сварке считаются горизонтальные швы. К наиболее трудным относятся вертикальные, так как под своим весом металл стремится вниз и его приходится удерживать.
Поэтому у многих не получается варить вертикальный угловой шов, о сварке которого мы поговорим в этой статье. Вы сможете узнать, как варить угловые вертикальные швы. Как не допускать ошибок, и что нужно обязательно учитывать.
Если не получается варить вертикальные угловые швы, то, как правило, существует пять основных причин:
- Маленький или большой сварочный ток;
- Неправильный угол наклона электрода;
- Длинная сварочная дуга;
- Неумение различать сварщиком сварочную ванну от шлака.

Последний пункт самый важный, поскольку если вы не умеете отличать шлак от металла, то у вас навряд ли что-то получится нормальное в сварке. Рекомендуется, чтобы исключить ошибки в дальнейшем, в первую очередь научиться видеть, где шлак, а где металл.
Маленький и большой ток при сварке
Если всё равно не получается варить вертикальные угловые швы, то причин этому остается две — маленький или большой сварочный ток. При сварке с отрывом на маленьком токе, металл не будет достаточно хорошо прогреваться. В итоге нет проплавления, наплавленный металл просто прилипнет к заготовкам, которые развалятся при ударе молотком при отбитии шлака.

Признаки сварки угловых вертикальных швов на маленьком токе:
- Непровары;
- Большое количество шлака;
- Слабая сварочная дуга.
Многие сварщики при сварке вертикальных швов рекомендуют понижать ток на 5-10А от рекомендуемого. Однако чаще всего из-за этого и начинают возникать проблемы, связанные с непроварами и т. д. Поэтому сварочный ток рекомендуется подбирать экспериментальным путем, поскольку здесь всё во многом зависит, как от напряжения в сети, так и от самого сварочного аппарата, а также, используемых электродов для сварки.

Если сварочного тока, наоборот, слишком много, то металл начнёт стремительно стекать вниз. Из-за этой причины возникает не менее распространённая проблема, такая как подрезы в сварке. Подрез — это канавка в основном металле, которая образуется по краям сварного шва.
Признаки сварки угловых вертикальных швов на большом токе:
- Слишком много наплавленного металла;
- Подрезы и наплывы сварного шва;
- Обильное подтекание металла вниз.
Поэтому при сварке угловых вертикальных швов важно придерживаться следующих правил. Во-первых, правильно настроить сварочный ток, это залог выполнения качественного сварного соединения.

Во-вторых, варить нужно с отрывом снизу-вверх. Таким образом, наплавленный снизу металл будет играть роль «подставки». При сварке электродом следует делать небольшие поперечные движения из стороны в стороны, обязательно при этом выдерживая короткую сварочную дугу.
Что я делаю не так? Сварочный шов не получается. ((
Друзья, подскажите пожалуйста,
никак не получается добиться нужного сварочногго шва, при сварке перпендикулярных деталей шов всегда получается выпуклым, а нужно чтобы был одна деталь плавно переходила в другую.
Аппарат - Fubag INMIG 200 SYN Plus, Газ - Углекислота, проволока - 0,8
Свариваемые детали - черный металлопрокат, уголок 25х25, профиль 10х10 ну и т.д.
пробовал разные режимы, менял и напряжение, и подачу проволоки.

Выпуклый валик это малый ток и много подача проволоки.
Тут у него хорошо получается шов
Еще можно горелку в обратную сторону вести.
Сытый конному не пеший!
По работе регулярно возникает необходимость переделать ТЭН домашнего бойлера под парогенератор.


Тот, что сгорел, в сервисном центре стоит более 9000р. (для многих это слишком дорого), ТЭН от домашнего бойлера стоит чуть более 1000р. У него нужно укоротить трубку термостата, заварить (пайке не очень доверяю - всё-таки это парогенератор) и прикрепить её к трубкам ТЭНа. Со сваркой меди бывает возникают проблемы - медь в отличие от нержавейки склонна к "кипению" или "горению" не знаю как правильно сказать, вобщем сварка получается не всегда с первого раза. Может быть есть особенности сварки меди? Имеется аппарат ТИГ сварки постоянным током без "импульса".
ARS1972 , медь рекомендуется тигом сваривать не в аргоне, а в азоте. Но я, лично, не пробовал.
Tomkol , Про сварку в среде азота первый раз слышу, но судя по отзывам, которые удалось найти - большой разницы нет.

Как видно на фото - проблема при заварке тонкостенной медной трубки в следующем: в начале шва сварочная ванна образуется медленно, а в конце очень быстро в отличие от нержавейки (видимо медь прогревается быстрее нержавейки). Единственное до чего я додумался - в начале шва вести горелку медленно, а в конце быстро (при промедлении медь "горит"). Поэтому обрезок трубки термостата использую для тренировки. Если трубка из нержавейки - проблем нет никаких.
ARS1972 написал:
Tomkol , Про сварку в среде азота первый раз слышу, но судя по отзывам, которые удалось найти - большой разницы нет.
Как видно на фото - проблема при заварке тонкостенной медной трубки в следующем: в начале шва сварочная ванна образуется медленно, а в конце очень быстро в отличие от нержавейки (видимо медь прогревается быстрее нержавейки). Единственное до чего я додумался - в начале шва вести горелку медленно, а в конце быстро (при промедлении медь "горит"). Поэтому обрезок трубки термостата использую для тренировки. Если трубка из нержавейки - проблем нет никаких.
Попробуйте аппарат перевести на режим ММА, трубку зажать в держак, а в клемму массы зажать графитовую щетку от троллейбуса. Конец трубки пердварительно заплющить пассатижими. Возможно на щетку посыпать немного буры, как флюс.
ARS1972 написал:
проблема при заварке тонкостенной медной трубки в следующем: в начале шва сварочная ванна образуется медленно, а в конце очень быстро в отличие от нержавейки (видимо медь прогревается быстрее нержавейки).
У Вашего сварочника есть регулировки - попробуйте уменьшить сварочный ток, и/или варить импульсным током и уменьшить скважность, также варить короткой дугой - эти меры позволят уменьшить температуру. Так же отрегулировать "временное увеличение тока в начале горения дуги" и время в сек этого "увеличения".
Еще вариант варить "с отрывом" с небольшими паузами. Также трубку плющить пассатижами.
Расскажите о результате - интересно.
BV , Варить угольным электродом в режиме ММА никогда не приходилось. Разве бура сможет предотвратить окисление - успеет ли она расплавится, ведь сварка думаю будет длится может быть секунду, или буру следует наносить на щётку уже расплавленной (разве что щётку сильно разогреть)? В режиме ТИГ ток ставлю 25А. (на мой взгляд оптимальный). Импульсного режима в моём аппарате нет, правда горелка двухкнопочная - можно выставить уменьшенный ток менее 25А. Дело в том, что длина шва около 1см. и сварка длится 1 - 2 секунды - поэтому воспользоватся уменьшенным током нужна ещё большая ловкость рук, чем просто увеличить скорость движения горелки. Варить ТИГом с "отрывом" есть смысл, если шов длинный. Трубку я естественно полностью сплющиваю в тисках на 6-8мм. (предварительно немного отжигаю зажигалкой, иначе она может треснуть). Варить в режиме ММА на угольной щётке интересно попробовать - слышал, что таким способом соединяют медные провода.
ARS1972 написал:
BV, Варить угольным электродом в режиме ММА никогда не приходилось.
Совершенно типовой способ обварки скруток медных проводов в распаячных коробках.
ARS1972 написал:
Разве бура сможет предотвратить окисление - успеет ли она расплавится, ведь сварка думаю будет длится может быть секунду,
успеет, и еще важно не окислить горячий металл после сварки. Но для начала попробуйте без буры.
ARS1972 написал:
правда горелка двухкнопочная - можно выставить уменьшенный ток менее 25А.
вот и попробуйте.
Понятно же, что тепла слишком много после начального момента сварки.
ARS1972 написал:
Дело в том, что длина шва около 1см. и сварка длится 1 - 2 секунды - поэтому воспользоватся уменьшенным током нужна ещё большая ловкость рук, чем просто увеличить скорость движения горелки.
Всеж еще попробуйте варить с отрывом "прихватками" давая остывать сваренному участку.
ARS1972 написал:
Трубку я естественно полностью сплющиваю в тисках на 6-8мм.
Сплющите побольше на 10-15мм.
Еще есть вариант - сначала подогреть медь, а потом сразу варить током поменьше.
ARS1972 , со сваркой алюминия та же засада: по мере прогревания шва приходится всё быстрее горелку двигать. Для решения этой проблемы к более-менее продвинутым тиг-сварочникам предусмотрена возможность подключения педали, которой можно ток регулировать.
У меня на работе Фрониус с многокнопочной горелкой, так там другая система - можно и нажатиями кнопки энкодера регулировать ток в процессе сварки, или если нажать кнопку "старт\стоп" в обратную сторону (когда включен четырехтактный режим), то ток упадет до заранее заданного значения.
Tomkol , На ютубе один сварщик регулятор тока(резистор переменный) снял с панели инвертора ММА, и на проводах его удлинил, чтобы в руках подправлять ток во время сварки. Провод в трубку гибкую защитил.
Читайте также: