Почему не проваривается шов при сварке
Обновлено: 27.04.2024

Непровар сварного шва — что это такое и как его избежать?
Непровар сварного шва — это самый распространенный дефект, который появляется у начинающих сварщиков в начале своей карьеры. Непровар характеризуется частичным расплавлением кромок металла, что становится причиной разрушения сварного шва.
Как правило, данный дефект появляется из-за отсутствия опыта и необходимых знаний у сварщика. Малый ток при электросварке или слишком быстрое движение электродом по металлу, безусловно, станут причиной его непровара. Из-за чего ещё может появиться непровар при сварке, и как его избежать, читайте в этой статье про ручную дуговую сварку.
Виды дефектов сварных швов
Непровар металла при сварке, это наружный дефект, который можно разглядеть визуально. Чаще всего непроваром называют такой дефект при сварке, когда сварочный шов не проникает на всю толщину металла. Вследствие этого нарушаются прочностные характеристики сварного соединения.
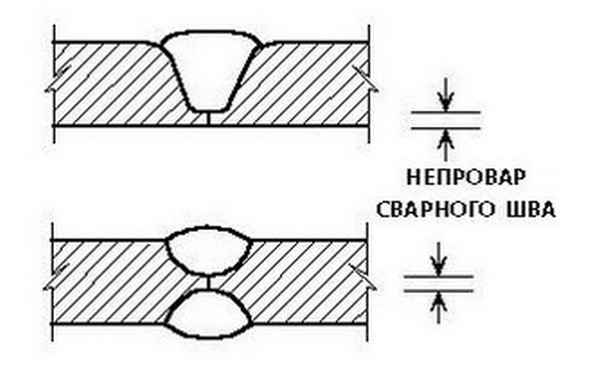
Очень часто непровар сварного шва путают с наплывом металла, однако, разница между этими двумя дефектами сварки, более чем колоссальная. Как правило, что непровар, что наплыв металла, образуются вследствие неправильно подобранных значений тока на инверторе.
Тем не менее, в случае с непроваром сварного шва, дело может быть не только в настройках инвертора. Очень часто причиной этому, становится быстрое движение электродом или некачественно подготовленная поверхность металла перед сваркой.
Из-за чего образуется непровар сварного шва
Рассмотрим основные причины, из-за которых может появиться непровар металла при сварке, и как устранить этот дефект в дальнейшем.
Кроме того, настраивая сварочный инвертор нужно убедиться в том, что в вашей электросети нормальные показатели напряжения. Если напряжение будет слишком занижено, то сварочный аппарат не сможет выдать требуемое значение тока при регулировке, и ток придется завышать, чтобы получить достойный результат.
Отсыревшие или некачественные электроды — получить непровар металла можно и в том случае, если для сварки были подобраны некачественные расходные материалы. Также, электроды могут быть отсыревшими, если они долго лежали в открытой упаковке без надобности. В данном случае достаточно будет прокалить электроды в электрической духовке или в термопенале, при температуре свыше 100 градусов.
Неправильная подготовка металла к сварке
Ржавый и грязный металл — также нередко является причиной непровара сварного шва. Грязная и сильно ржавая поверхность металла мешает нормально гореть дуге, а металл начинает разбрызгиваться в стороны, что также является и небезопасно. Поэтому всегда начинать сварочные работы следует с должной подготовки поверхности металла, в особенности, если та, сильно ржавая или на ней имеются следы старой краски, битума, масла.

Отсутствие опыта у сварщика — самая распространенная проблема, которая приводит к непроварам. Здесь и быстрое движение электрода, когда металл просто не успевает расплавляться, и неправильно подобранный режим электросварки. Очень часто неумение выгонять шлак из сварочной ванны, как раз и приводит к непровару шва, поскольку шлак, так и остается между двумя двумя заготовками.
Устранить данный дефект можно либо изменением угла электрода, либо путем повышения мощности сварочной дуги, для чего достаточно будет уменьшить её длину. В любом случае, с приходом опыта, непровар сварного шва, уйдёт, как и различные другие дефекты электросварки. Не бойтесь экспериментировать и больше тренироваться, тогда удача не заставит себя долго ждать.
Зашлаковка шва у начинающих

Зашлаковка шва у начинающих, непровар и причины
Достаточно распространёнными проблемами при сварке у начинающих является непровар и сильная зашлаковка шва. Вроде бы и электроды сухие, и сварочный ток подобран правильно, а металл никак не хочет свариваться.
Причин этому может быть несколько, но, как правило, основная из них связана с нарушение технологии самой сварки. Чаще всего непровары образуются в корне шва и между слоями расплавленного металла. Также непровар может возникнуть вдоль кромок основного и наплавленного металла.
Обильное же количество шлаковых включений возникает в результате высокой скорости затвердевания металла, а также из-за использования электродов низкого качества. Про зашлаковку сварочного шва, а также о проблемах непровара, мы и поговорим в этой статье.
Из-за чего происходит непровар металла при сварке
Непровар — это серьёзный дефект сварки, который характеризуется частичным или даже полным отсутствием сплавления металлов. Вроде бы шов и наложен, но при отбивании шлака молотком, сварное соединение разваливается.

Происходит это по причине того, что металл недостаточно хорошо расплавлен в корне шва или вдоль кромок. Зачастую начинающий сварщик выдерживает слишком большое расстояние между металлом и электродом, что приводит к нестабильному горению сварочной дуги и к разбрызгиванию металла.
Чтобы решить проблемы нужно удерживать электрод как можно ближе к поверхности заготовки, практически «втыкая» в неё конец электрода. Также виной непровара могут быть неправильные настройки сварочного тока или слабое напряжение в сети.

Все это приводит к тому, что в зоне сварки не обеспечивается нужное количество тепла для полноценного проплавления металла. Кроме этого, слишком быстрое движение электродом, что как раз и характерно для начинающих сварщиков (спешка), также приводит к образованию непровара.
Сильная зашлаковка сварного шва
Чаще всего непровар металла характеризуется сильной зашлаковкой сварочного шва. То есть, ведя быстро электрод вдоль соединения, расплавленного металла, образуется слишком мало, что и приводит к зашлаковке шва.

Поэтому главной причиной зашлаковки и возникновения обильного количества шлака при сварке, являются недостаточный объем расплавленного металла и его быстрое застывание. В результате этого шлак остается в сварочной ванне и не успевает вовремя из неё выйти.
Также зашлаковка может происходить и по вине электродов низкого качества, а также при использовании неподходящих электродов. Причинами могут быть и не соблюдение технологий сварки, например, неправильный угол наклона электрода или высокая скорость его передвижения вдоль свариваемых кромок изделия.

Избавиться и от той, и от другой проблемы можно, если изучить азы сварочного дела и набраться опыта. Со временем, рассматривая те или иные дефекты, получится полностью от них избавиться. Однако на это нужно время и практика.
Отбил шлак и заготовки развалились: частая проблема у сварщиков

Отбил шлак и заготовки развалились: частая проблема у сварщиков
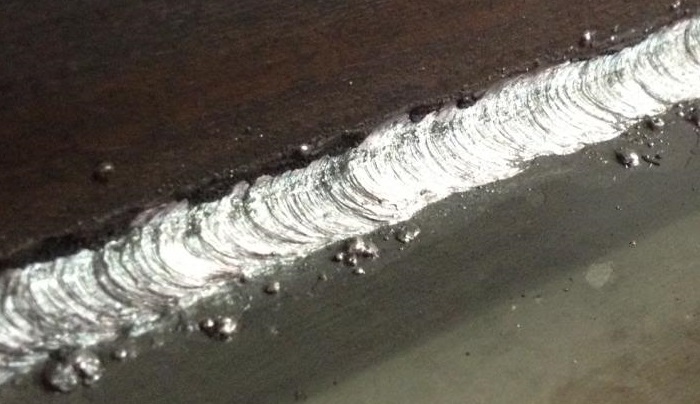
Наверняка многим кто пробовал или учится варить, знакома такая ситуация, когда приварил заготовки, всё вроде бы нормально, но только отбил шлак, как они развалились. На вид полностью нормальное соединение, на самом деле оказывается не прочным по причине того, что металл приварился только с одной стороны.
Данная проблема весьма распространённая среди многих начинающих сварщиков. Связана она с непроваром, а также различными другими ошибками, которые были допущены при сварке. Как получить качественный и надежный сварной шов? Что нужно учитывать при сварке электродом?
Отбил шлак и заготовки развалились — причины этому
Многие новички-сварщики боятся прожечь металл, тем более, если он достаточно тонкий. В результате этого они как можно быстрей перемещают электрод вдоль соединения, из-за чего и происходит данная проблема.

Из-за чрезмерно быстрого перемещения электрода не наплавляется нужное количество металла. Кроме того, металл не успевает до конца расплавиться или наплавляется, но только с одной стороны. Как итог, после удаления шлака, заготовки разваливаются на части.
Несоответствие электродов толщине свариваемого металла
Вторая причина, из-за которой заготовки не провариваются должным образом, это несоответствие диаметра электродов. При этом сварочный ток, как правило, подбирается исходя именно от диаметра используемых электродов, а не наоборот.

И если при подборе электродов были допущены ошибки, то все это приведёт к возникновению прожогов или непроваров. Ниже приведены примерные значения сварочного тока и диаметра электродов, которые нужно использовать при сварке.
Электроды и толщина металла:
- Металл до 2 мм толщиной рекомендуется варить электродом 2 мм;
- Для сварки металла 2-3 мм уже нужны электроды 2,5 мм;
- Чтобы варить металл 4-5 мм, лучше всего использовать электроды 3 мм.
Правильный выбор электродов в зависимости от толщины металла позволит нормально проваривать заготовку и не прожечь её. Также очень важно научиться отличать шлак от металла, поскольку только таким образом можно будет сформировать правильную сварочную ванну.

Еще одна не менее распространённая причина, из-за которой металлы не сплавляются и разваливаются после сварки, это отсутствие их должной подготовки. Если кромки металла грязные или на них присутствует много ржавчины, то именно это и может стать причиной несплавления.
Происходит это по причине плохого контакта и сильно «гуляющей» сварочной дуги. Результатом, как понятно, будет прилипание металла только с одной стороны заготовки.

Чтобы добиться качественного и надежного сварного соединения важно учитывать все вышеперечисленные нюансы. Ну и, конечно же, нельзя сбрасывать со счетов опыт сварщика, а он приходит только в процессе сварки.
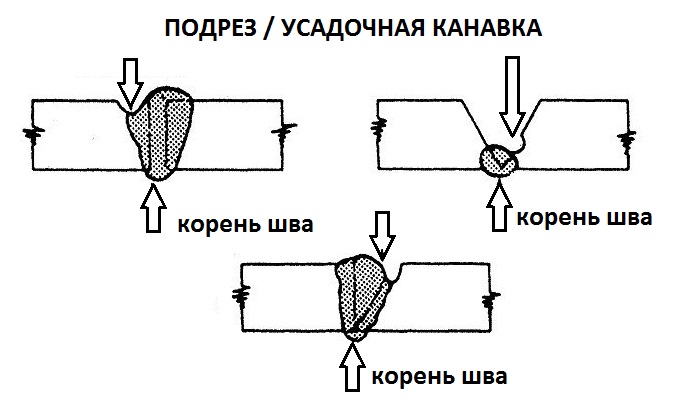
Подрез сварного шва и 7 способов его предотвращения
Дефекты сварочных соединений часто усложняют нам жизнь. Подрез сварного шва или усадочная канавка является изъяном, характеризующимся образованием канавки возле корня одностороннего сварного шва из-за перегрева основного металла или металла шва (усадка на кромках при сплавлении). Это происходит, когда сварщик пытается варить с высоким сварочным напряжением или при быстрой скорости сварки. Кроме того, неправильный угол наклона направляет дугу в сторону более тонких краев, где перегрев может сжечь металл. Способствовать такому дефекту сварочных соединений может неправильное использование защитной газовой атмосферы, нарушение техники сварки, положение свариваемого предмета и т.д.
Усадочные канавки всегда были серьезной проблемой в отраслях промышленности связанных со сваркой и обработкой сталей. Были предприняты усилия чтобы решить эту проблему в последние годы. Ниже приведены советы, которые эффективно помогают упреждать или снижать частоту этого явления.
Соответствующее нагревание
Подрез сварного шва чаще всего вызывают высокие тепловые очаги, возникающие впоследствии прохода вблизи кромок. Это может привести к перегреву и плавлению вблизи корня шва. Для предотвращения дефектов необходимо проявлять большую осторожность при сварке металлов за счет уменьшения силы тока при приближении к более тонким и свободным краям.
Положение электрода при сварке. Правильный угол
Умеренная скорость сварки
Изготовление сварного шва с высокой скоростью плавления, является еще одной большой причиной усадки на кромках. При этом некоторая часть исходного базового металла вдавливается в нижнюю центральную часть сварочной ванны и из-за быстрого отвердевания оставляет углубление по краям. Рекомендуется проводить сварочные работы умеренным темпом. Не стоит забывать: медленная скорость также негативно скажется на результате работ и не даст удовлетворительных результатов.
Корректный выбор защитного газа
В случае MAG-сварки (Metal Active Gas), неправильный выбор экранирующего газа может стать одной из основных причин появления подреза сварного шва. Правильный состав газа в соответствии с требованиями по типу материала и его толщине обеспечат хороший результат. При сварке углеродистых сталей лучше всего применять двуокись углерода в сочетании с инертными газами.
Правильная технология сварки
Подрез сварного шва или усадочные канавки часто возникают при попытке сварщика сделать сварной шов с чрезмерным поперечным перемещением электрода при сварке. Кодексы и нормы по стандартам требуют рекомендуемой ширины шовной зоны в зависимости от размера электрода. Размер шва при сварке не должен быть более приемлемого предела, иначе в противном случае шов может быть склонен к подрезам. Для того, чтобы не допустить этого, нужно стремиться либо уменьшить размер шовной зоны или делать многопроходные швы.

Правильное положение предмета в пространстве
Некоторые сварщики пытаются делать угловые швы не в горизонтальном положении, а в вертикальном, что способствует усадке на кромках. В этом случае депрессивные формы образуются из-за недостаточного заполнения металлом кромок стыка. Для предотвращения, по возможности, попытайтесь варить в горизонтальном положении, чтобы обеспечить адекватное потребление электрода.
Использование многофункциональных систем сварки
Применение многофункциональных аппаратов для MIG/MAG сварки предусматривает упомянутые выше предупреждения и позволяет выполнять тонкие сварные швы с улучшенными механическими свойствами. Таким образом, подрез сварного шва лучше всего предотвращает данный метод. Соблюдая все указанные правила, сварщик минимизирует вероятность негативных последствий и дефекты сварных швов такого рода в крайнем случае будут минимальными.
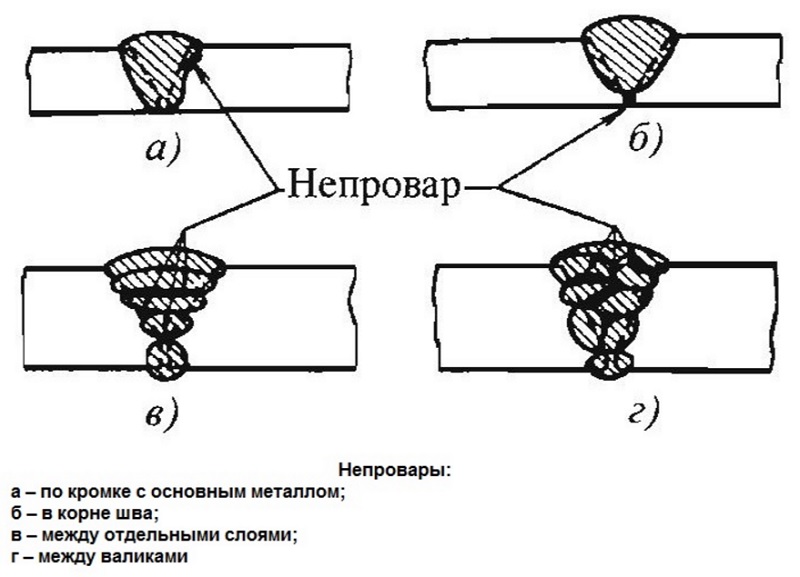
5 эффективных способов предотвращения непровара

Непровар (неполный провар) — это дефект сварки, характеризующий как полное или частичное отсутствие сплавления на границе основного и наплавленного металла, а также на границе сечения сварочных валиков при многослойной сварке.
Проблема возникает, когда нарушается технология самой сварки или на этапе подготовительных работ. Как правило, есть три места, где могут возникать непровары.
- Вдоль кромки, разделяющей основной и наплавленный металл;
- Между слоями налаживаемых швов;
- В корне шва.
Ниже мы опишем 5 проблемных моментов, при которых возможно появление непровара на разных этапах работ, его причины и практически осуществимые способы борьбы с ним.
Подача тепла
Низкое напряжение и неправильно выставленные параметры сварочного аппарата часто служат причиной появления непровара, когда не обеспечивается образование достаточного количества тепла для полноценного проплавления. Если такой дефект сварки возникает в конце сварного шва или в его начале, то это свидетельствует о снижении глубины провара и о нестабильности теплового процесса.
Вызвать непровар может чрезмерно быстрое перемещение электрода. Кромки, при высокой скорости сварки не успевают расплавиться. В конечном итоге форма и очертания шва не будут полностью совпадать с формой разделки.
Неправильная последовательность сварки при многослойном наложении сварочных швов также провоцирует непровар. Если полностью не убрать шлак между отдельными слоями, Вы гарантированно получите такой дефект и непрочный сварной шов.
Тугоплавкие оксиды
Вероятность образования непровара возрастает при сварке легированных сталей и сплавов, содержащих элементы, образующие тугоплавкие оксиды, которые в момент осадки находятся в твердом состоянии и по тем или другим причинам остались в соединении.
При неправильно выбранном режиме сварки шлаки и оксиды не успевают всплыть на поверхность и остаются в металле шва в виде неметаллических включений.
На пластичность сварных соединений очень влияют характеристики оксидных включений. Для дефектных соединений, состоящих из низкоуглеродистой стали, в местах излома оксидные включения (например, Fe3O4) обладают округлыми очертаниями (см. рис.) благодаря сравнительно незначительной температуре плавления. При испытании на изгиб соединений с такими оксидными включениями (темные участки на рис.) наблюдается резкое снижение угла изгиба.
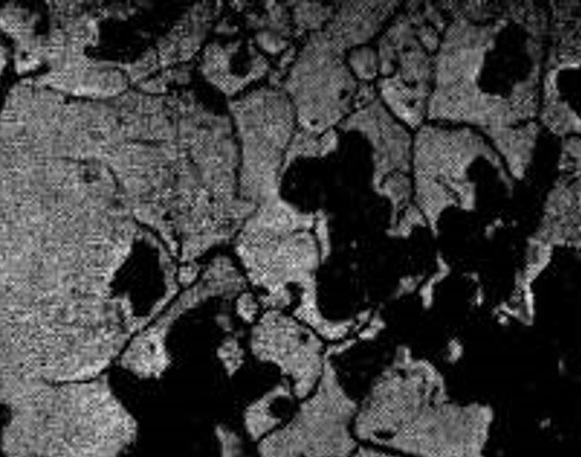
Рис. Электронные микрофрактограммы изломов соединений, сваренных непрерывным оплавлением. Сталь 20. Видны сплошные темные участки оксидов
Кроме того, сварные швы могут быть подвергнуты атмосферному загрязнению. Попадание влаги, или наличие оксидной пленки могут препятствовать процессу слияния металлов и способны сильно ухудшить качество сварного шва. Поэтому рекомендуется полноценная подготовка кромок перед сваркой.
Правильные углы
Угол наклона электрода и горелки играют важную роль для достижения хорошего качества сварного шва. Во время работы убедитесь, что электрод имеет правильный наклон, а движение горелки идет умеренным темпом. Это важные составляющие успеха. В противоположном случае большое смещение края электрода с оси стыка кромок в ту или иную сторону вызовет неравномерное распределение расплавленного металла. В таком случае одна из кромок не плавится, а лишь покрывается сверху расплавом.
Часто приходится иметь дело с угловыми швами. Чтобы избежать непровара при сварке кромки свариваемого изделия сваривают «в лодочку», а при наклоне под углом 30 или 60° — в несимметричную «лодочку». Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рисунке ниже.
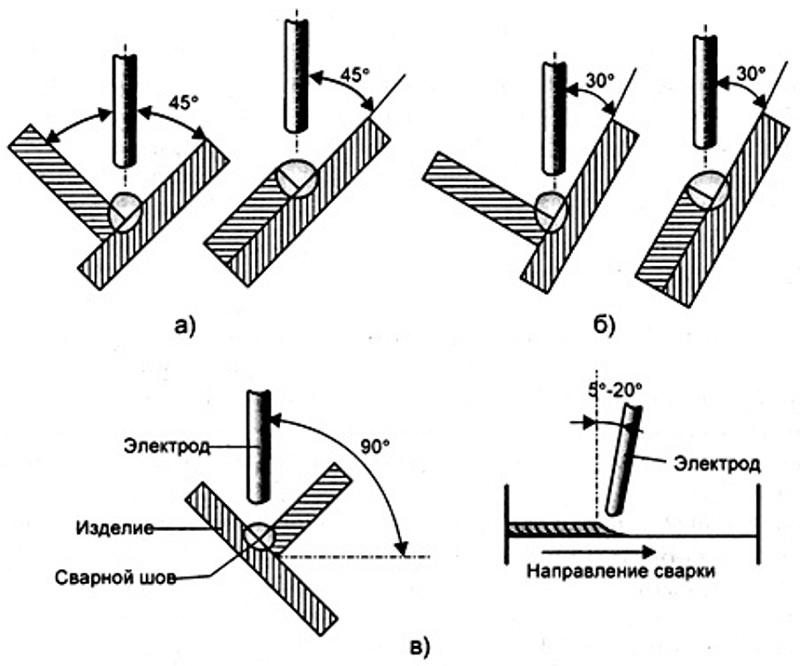
Рис. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную «лодочку»; в — пространственное положение электрода
Важный момент, электрод большого диаметра, а также неправильно подобранная полярность очень часто сопутствуют тому, что шлак попадет в зазоры между кромками.
Подготовка стыков
Хорошо подготовленные, очищенные края свариваемых деталей являются неотъемлемой частью совершенной сварки. Если соединимые части детали не выровнять в одной плоскости, в корневой зоне сварного шва происходят негативные изменения в виде непровара. Слишком малый зазор между свариваемыми кромками, перекосы и банальное смещение провоцируют такой дефект. Поэтому требуется понимать какой тип разделки использовать, соблюдать геометрические размеры кромок, делать соответствующее притупление (при надобности). Не забывайте о необходимости обезжиривать и удалять следы от загрязнений, краску, ржавчину, окалину.
Правильное напряжение и индуктивность
Одной из самых главных причин, из-за которой появляется непровар является неправильный режим сварки. Неопытность сварщика, нарушения и ошибки при настройке сварочного оборудования проявляются в маленькой силе сварочного тока для этой толщины или вида свариваемого металла.
Сварка постоянным током может сопровождаться нестабильностью и отклонениями дуги впоследствии влияния магнитных полей, возникающих из-за неумеренной индукции. Кроме того, под воздействием электромагнитного давления, окисные пленки частично остаются на поверхности кромок, препятствуя их полноценному провару.
Для уменьшения вероятности возникновения непровара и разбрызгивания расплавленного металла необходимо сжимающее усилие. Оно появляется в проводнике во время короткого замыкания при MIG / MAG сварке. Для минимизации таких дефектов требуется соответствующая корректировка параметров напряжения и введение регулируемой индуктивности в источник сварочного тока.
Кроме того, работа старого или неисправного сварочного оборудования ведет к перепадам силы тока и напряжения сварочной дуги при сварке.
Устранение дефектов этого вида обычно происходит путем повышения мощности сварочной дуги, уменьшением длины дуги и увеличением её динамики. Чтобы выявить и устранить дефект сначала проводят предварительный осмотр, а после внутренний контроль. При необходимости возможно полное удаление дефектных участков швов с непроваром. Их вырубают или выстрагивают, делают зачистку и подготавливают к повторной сварке
Читайте также: