Почему пищит электрод при сварке
Обновлено: 06.10.2024
Учусь варить на инверторе Tecnika 170. Сегодня пробовал первый раз в жизни. Варю уголки 40-е полками плашмя друг к другу. Электрод МР-3 3мм на минусе. Ток задаю 90 или 110 ампер. На улице - минус 10 градусов.
Проблема - слишком быстро горит электрод - я не поспеваю за ним. На 30 см электрода уходит 2 минуты процесса сварки. Как уменьшить скорость горения? Ток увеличивать или уменьшать? Как вообще подбирать силу тока?
Вторая проблема - под маской Хамелеон мгновенно запотевают очки. А без очков - шов плоховато видно - я уже старенький, очки - плюс полтора. Как быть?
на троичку вообще-то надо ставить от 50 до 70 ампер. а на 110 это резать только уголок))
Переходите на 4-ку, 3-ка горит как солома, ваш инвертор это позволяет.
cimon Спасибо. Но я купил две пачки 3мм электродов и хочу научиться работать пока только с ними. 4мм - это когда опыт появиться.
Вопрос остался - как снизить скорость процесса сварки?
как снизить скорость процесса сварки? нужно убавить ток! пробуйте с 50 ампер.
ilio написал :
пробуйте с 50 ампер.
Завтра попробую. А полярность для рутиловых электродов какая должна быть?
И как готовить шов к сварке - я просто уголки со склада приложил и начал варить. Может, надо было шлифмашинкой по поверхности пройтись?
"для рутиловых" полярность прямая!а поверхность зачищать не обязательно. насколько я знаю эти электроды грязи не боятся! )))
ilio написал :
"для рутиловых" полярность прямая!
Простите за тупость - "прямая" - это электрод на минус.
если минус на электрод это получится обратная!
Спасибо! Значит седня я варил с обратной. Может, поэтому и сгорал электрод слишком быстро?
Ладно, завтра попробую с прямой.
2ilio , не путайте человека! "+" на электроде это обратная полярность!
Электроды МР-3 универсальные (аналог ОК 46.00). Можно варить и на переменке и на постоянном токе. При постоянном токе (а у Vladimir Vas инвертор = постоянка) рекомендуется обратная полярность (минус на детали, плюс на электроде).
Ток подбирается из пропорции примерно 25-35А на 1 мм диаметра электрода.
Для сварки в нижнем положении электродом 3 мм хватит 70-90А.
Сваривать на обратной полярности (держак-плюс, изделие-минус).
Каждый уважающий себя человек обязательно зачищает свариваемые кромки, хотя бы металлической щеткой.
Внимательней следите за длинной дуги. Можно варить опиранием на обмазку электрода.
alek-roma написал :
Сваривать на обратной полярности (держак-плюс, изделие-минус).
Каждый уважающий себя человек обязательно зачищает свариваемые кромки, хотя бы металлической щеткой.
Внимательней следите за длинной дуги. Можно варить опиранием на обмазку электрода.
Спасибо, друг!
А как это - опиранием на обмазку? И какой угол держать между ребром шва и осью электрода?
Поехал пробовать.
Попробовал - электрод на плюсе дугу держит лучше намного.
Еще подскажите пожалуйста, как варить вертикальный шов? Ток поменьше? Снизу вверх?
Какие еще тонкости?
Vladimir_Vas написал :
А как это - опиранием на обмазку? И какой угол держать между ребром шва и осью электрода?
Поехал пробовать.
Скачайте, и прочтите. Очень доходчиво. Многие простые вопросы отпадут.
Vladimir_Vas написал :
Еще подскажите пожалуйста, как варить вертикальный шов?
Почитайте вот этот форум, не пожалеете:
7351 написал :
Почитайте вот этот форум,
Почитал, спасибо! Но не все 29 страниц, конешно.
Если можно, еще вопрос. Потолочный шов как таковый пока не нужен. Но, креплю сваренную из 100-го уголка рамку для металлической двери в дом вверху и внизу. Не по бокам, потому что стены из пенобетона - в них стальные штыри держаться не будут. А вверху дверного проема бетонная перемычка с кирпичами. Внизу - бетонный фундамент. Так вот, забитые через отверстие в 100-м уголке 10мм штыри из арматуры надо приварить в отверстии. Соответственно, для верхних штырей надо варить как бы на потолке, колечко шва вокруг штыря.
Думаю варить так: отверстие разобрать зенковкой под 45 градусов на всю толщину полки уголка (8мм). Штырь перед сваркой не укорачивать, пусть торчит. А отрезать его заподлицо после приварки.
Но как варить?
По креплению дверей и усилению проема вам лучше сходить на . Там и расскажут и покажут
Vladimir_Vas написал :
Но, креплю сваренную из 100-го уголка рамку для металлической двери в дом вверху и внизу. Не по бокам, потому что стены из пенобетона - в них стальные штыри держаться не будут. А вверху дверного проема бетонная перемычка с кирпичами. Внизу - бетонный фундамент. Так вот, забитые через отверстие в 100-м уголке 10мм штыри из арматуры надо приварить в отверстии.
Самый надежный и простой способ крепления для металлических дверей, это свариваете две рамы, одну устанавливаете снаружи, другую внутри и свариваете их между собой полосой, и сотый уголок это мне кажется излишество, к нему дверное полотно с шестерки будет самый раз.
Тему нужно сменить на "установка дверей"
ПРАВИЛА ПОЛЬЗОВАНИЯ ФОРУМАМИ САЙТА «ГОРОД МАСТЕРОВ»
НА КОНФЕРЕНЦИЯХ САЙТА ЗАПРЕЩАЕТСЯ:
. 12. Приносим извинения посетителям, но темы, посвященные входным дверям и замкам, на форумах нашего сайта не обсуждаются. Темы, в которых замечены данные обсуждения либо закрываются, либо удаляются.
Elden написал :
Там и расскажут и покажут
Там все слишком серъезно - взломостойкость и т.п. У меня такой задачи не стоит - рядом с входной дверью стеклянное окно, которое разбить гораздо проще, чем взламывать дверь. И решетки на окнах - штука просто декоративная.
Мне надо просто обеспечить механическую прочность при эксплуатации. А железная дверь не от взломщиков, а от климатических воздействий - она прямо на улицу выходит.
avaks написал :
темы, посвященные входным дверям и замкам, на форумах нашего сайта не обсуждаются
Понял, больше не обсуждаю, вопрос остался про сварку штырей, поэтому тему прошу не закрывать.
Поищите там на форуме тему .
P.S. Не закрывайте тему. Я больше не буду
evgeniy196 написал :
Скачайте, и прочтите. Очень доходчиво
Спасибо за ссылку. Классное пособие, теперь хоть понятно как что называется.
Оказалось, хорошо получаются швы стыковые в нижнем положении и угловые-тавровые в лодочку.
Все остальное пока не получается.
Со временем все получится.
На переменке нет понятия "полярность" на то переменка.
avaks написал :
2ilio , не путайте человека! "+" на электроде это обратная полярность!
Электроды МР-3 универсальные (аналог ОК 46.00). Можно варить и на переменке и на постоянном токе. При постоянном токе (а у Vladimir Vas инвертор = постоянка) рекомендуется обратная полярность (минус на детали, плюс на электроде).
evgeniy196 , Классная книжка - только скачал на другом сайте .Большое спасибо.
Минус это прямая. Нарисуйте минус прямой линией и запомните как выглядит прямая. ))
Минус греется меньше. Когда электроны улетают с плюса и разбиваются насмерть об электрод, то они образуют "катодное пятно" 3200 градусов. Если поменять полярность на "крестик", обратную, то на электроде будет "анодное пятно" 3900 градусов. Что плавим, то на плюсе. Теперь, электрод должен гореть 45 секунд, медленнее варится борщ.
Кто варил сталь 45 или ХГСА электродами ЦЛ-11? Как в сравнении с ОЗЛ-28? КТО ПРОБОВАЛ?
Электроны улетают с минуса, а не с плюса
Добрый вечер, как многие писали Выше, можно варить и 3-кой.
- Правильно подключить - в вашем случае обратная полярность - металл на минус, электрододержатель на плюс
- Хорошо зачистить место шва, можно использовать болгарку с щеткой или просто металлическую щетку
- По ампержару начните с 70 ампер и поднимайте до 90, если не будет хватить для хорошего провара двух изделий.
- По длине дуги контролируйте, чтобы не было слишком длинной дуга, тогда будет большое сопротивление и ток сильно упадет.
Гриони написал:
Минус это прямая. Нарисуйте минус прямой линией и запомните как выглядит прямая. ))
Минус греется меньше. Когда электроны улетают с плюса и разбиваются насмерть об электрод, то они образуют "катодное пятно" 3200 градусов. Если поменять полярность на "крестик", обратную, то на электроде будет "анодное пятно" 3900 градусов. Что плавим, то на плюсе. Теперь, электрод должен гореть 45 секунд, медленнее варится борщ.
Кто варил сталь 45 или ХГСА электродами ЦЛ-11? Как в сравнении с ОЗЛ-28? КТО ПРОБОВАЛ?
Гриони , только Вы не учитываете, что площади пятен разные. И на единицу площади приходятся разные количества теплоты.
Сытый конному не пеший!
Можно-ли варить покрытым электродом фитинги от РВД (рукав высокого давления)? Нигде не могу найти марку стали из которой делают такие фитинги. В интернете есть ГОСТы на резьбу для таких изделий, но информации по маркам стали найти не смог.
Можно-ли герметично сваривать нержавейку с черметом? Если конкретнее, то проблема выглядит так:

На фото справа оригинальный ТЭН от парогенератора (проблема в том, что муфта в которую он вкручивается - лопнула, трещина совсем небольшая). Наиболее простая и недорогая идея ремонта - это вкрутить в муфту переходник, обварить его, затем в переходник вкрутить ТЭН (на фото слева). Хозяин парогенератора не согласен на дорогой ремонт (новый бойлер стоит 10-15т.р. заказать переходник из нержавейки тоже денег стоит). Имеется стальной переходник, какими электродами лучше варить? ок 61.30, либо ок 67.75 (это то, что можно купить в моём городе). Никогда не сваривал нержавейку с черметом.
ARS72 , а Вы уверены, что там именно нержавейка, а не латунь (бронза, медь и т.д.) с гальваническим покрытием хромом?
Если да, то в принципе можно и обычным электродом сваривать - всё-равно ж черный металл подвержен коррозии. Какая разница - сам он будет ржаветь или вместе со швом?)))
Но 61.30 горят очень мягко и, как бы, легко плавятся. За вторые не скажу.
А вообще такое изделие лучше тигом сваривать.
Tomkol , Материал бойлера - немагнитная нержавейка. Электроды ок67.75, как мне сказали в магазине лучше подходят для сварки разнородных сталей, правда покрытие - основное (никогда не пользовался основными электродами по нержавейке). Если варить ТИГом, подойдёт-ли присадка марки 308 (другой у меня нет)?
ARS72 , Варить нержавейку с черметом только 309-м аустенитом. Другие не подходят. ОК 67.75 подойдут.
ARS72 , если пробовали сваривать чернуху обычными электродами с основным покрытием, то считайте, что основными электродами для нержи будет ещё немножко тяжелее.
Лучше сперва потренироваться на ненужной детали
ARS72 ,
В данном случае можно просто припаять обычным припоем.
Можно и тугоплавким.
Tomkol написал:
ARS72, если пробовали сваривать чернуху обычными электродами с основным покрытием, то считайте, что основными электродами для нержи будет ещё немножко тяжелее.
А, собственно, почему тяжелее? Аустенитный сплав обеспечит хорошее растекание и сплавление металла. Так что по сравнению с обычными основными электродами по чернухе - ничего сложного, даже наоборот. Единственная возможная проблема - основное покрытие даст более глубокое проплавление, чем рутил, и если металл тонкий, то возможны прожоги. Но электроды по чернухе с основным покрытием повели бы себя так же. Так что особых проблем нет.
Tomkol написал:
ARS72 , если пробовали сваривать чернуху обычными электродами с основным покрытием, то считайте, что основными электродами для нержи будет ещё немножко тяжелее.Лучше сперва потренироваться на ненужной детали
Tomkol , Протестировал электроды ок67.75 (2.5мм.) нержавейка 2мм. чермет 3мм. Заодно попробовал несколько сварочников. Могу сказать, что варить этими электродами сложно (для непрофессионального сварщика это точно): дуга имеет склонность к прерыванию на токе менее 70А (хотя в инструкции диапазон токов 50-80А), обмазка легко осыпается (в отличии от ЛБ-52). Более-менее нормально варят два аппарата (из тех, что попробовал):

На первом фото PIKO 162 ток 70А. Есть подрезы и небольшая зашлаковка. Но, хотя-бы дуга горела стабильно.
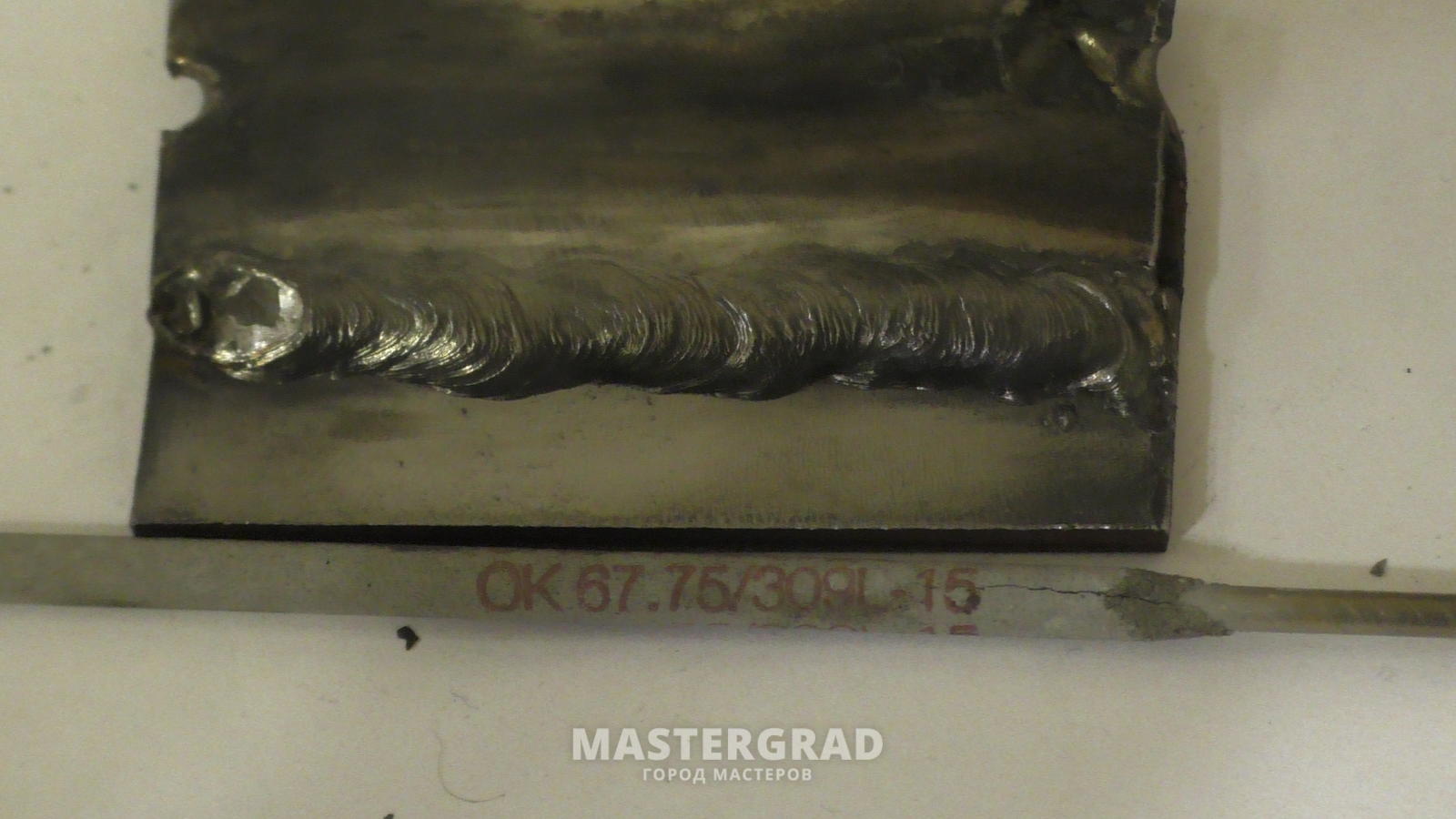
На втором фото я варил ESAB Caddy 201 ток 65А. (везде обратная полярность), шов получился хоть и корявый, но без шлаковых включений (ток можно было выставить и больше). Есть у меня большие сомнения, что я смогу нормально обварить трубу 45мм. Попробую достать несколько пару метров 309 присадочной проволоки.
Power Electronics
При работе слышен громкий свист от самой дуги.
Хоть я и не сварщик, но шов, вроде бы, нормальный. Пор нет. Плавит электрод хорошо, правда замерить сварочный ток не чем.
Клиент такой, что добиться от него информации о причине поступления в ремонт не возможно. Типа с объекта привезли.
Что бы это значило?
К сожалению схемы на аппарат нет.
Там 2 "блина" диаметром 15 мм. То ли варисторы, то ли конденсаторы. От (+) на массу жёлтый, от (-) на массу синий. На них написано 103М. Подвешены на чересчур длинных проводах. Кто-то уже лазил сюда явно.
Когда вынимал синий "блин" у него нога отвалилась.
Не понятно, была ли она цела пока я не залез туда. Явно перегнута многократно.
Вот те и неисправность номер раз, схему возьми от любого инвертора и посмотри как они там стоят и их номинал. Так же сделай на этом. 100n помоему многовато.
Меня смутила буква М. Не 103n а 103М.
Ничего не дало. Запаял 2х 103 / 250в. Свистит.
Диоды вторичного моста звонятся хорошо.
Запаял на свои места или также на провода? И желательно фото внутренностей аппарата увидеть, мож клон какой подберется со схемой.
Запаял на максимально коротких проводах, без петель и складок, непосредственно прикрутил под болты на ОКСах.
О звуке при сварке. Скорее даже не свистит а визжит! Как порося.
На самом деле, судя по съедаемости 4 мм электрода на макс. токе, явно ток сварки меньше, но не на много. Может ампер 150. Модуляция.
Подключил осцилл. На холостом ходу кошмар. Тестор показывает 82 в постоянку, модуляция 60 в. Макс значение напряжения (пики) 120 в.
-----------
Успел отремонтировать другой 220/S Pro.
Та же осциллограмма на холостом ходу, но тестор показывает 72 В.
Звук сварки нормальный.
Что же может быть в визжащем аппарате?
Сейчас сфотаю на моб. Но фотки тока завтра, если не забуду.
Вряд ли клон. Эта контора закупила много таких аппаратов.
Кстати, силовая часть у них весьма надёжна. В 6 привезённых серьёзных ремонтов не было, проблемы были в "замученности" аппаратов и подгорании сетевых выключателей и клемм в проводах в их цепи. Оксы жгут (не закручивают, видимо, фишки). Шины силовые к ним.
Пыли из них выдул сжатым воздухом. Наверное сантиметровый слой.
Не знаю, стоИт-ли в данном аппарате дроссель по выходу (должен стоять), но попадал какой-то с закороченным дросселем. При сварке дуга свистела и визжала.
_________________
Учитывай то, что люди делают, а не только то, что говорят, ибо деяниями выявляется ложь.
Дроссель стоит конечно. То есть даже если один виток закорочен, то может визжать? Констркуция такая, что крайние витки не могут быть друг с другом закорочены.
Вот фотки.
Менял и дроссель по выходу (от Престижа 164) и конденсаторы (0,47-2,2 мкф). И конденсатор (680 мКф / 400 В.) дополнительно подвешивал на первичный мост. Визжит. Не знаю, что за проблема.
Может задающий генератор возбуждается?
Видимо придётся без ремонта отдавать.
Часовой пояс: UTC + 4 часа
Кто сейчас на конференции
Вопрос по сварке ММА
Отваливается сварка
Добрый день. Приобрёл сварочный инвертор, пробую варить. Столкнулся с такой проблемой. Например, сварил два куска железного профиля толщиной 2мм. При любом усилии сварка разлетается и всё отваливается. Стал изучать. Сварил и прошёлся по месту сварки молотком. Вся сварка отлетела, вместо расплавленного металла там. какая-то чёрная окалина и расплавленный металл свариваемых деталей.
Можно предположить, что на инверторе выставлен повышенный ток и металл усиленно испаряется в месте сварки. Но я выставил такой ток, чтобы электрод не лип, то есть минимально возможный для сварки. Регулировка тока не принесла результата, всё равно сварка трескается по шву, сам шов представляет собой не металл, а хрупкий шлак.
Инвертор варит постоянкой, электроды пробовал 3 мм и 2мм, последними варит особенно плохо, сплошной шлак. Металл в месте сварки пробовал зачищать металлической щёткой и напильником, ничего не изменилось
Прошу подсказать, какая может быть ошибка.
Ошибка так начинать. Начинать нужно с того что бы сесть на хвост сварщику, брать маску и смотреть как он работает, а еще лучше поискать курсы. Если очень хочется самому, то начинайте со сварки двух листов толщиной не менее 5 мм, их сложно прожечь и проще потом понять где металл, а где шлак.
Типичная ошибка новичка, конец электрода далеко от детали, в итоге дуга горит, но до детали долетает только шлак.
Варить то научат? Сейчас не Союз. Даже мастера, который согласится чему-то учить за подмастерье найти трудно.
midav написал :
а, конец электрода далеко от детали
+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
Угол электрода и поверхности, не более 40-45град..А, вообще, дай град 25 наклона, и прижми к поверхности..Тащи на себя медленно( чтобы "валик" шва выходил за границы диам. электрода)
sergius1 написал :
Приобрёл сварочный инвертор, пробую варить
Можно и самому научиться . На сайте есть целый раздел посвещеный сварке. С хорошими видеоматериалами и разъяснениями. Смотрите, читайте, пробуйте и всё получиться!Главное понять как это происходит.
Посмотрите вот здесь
sergius1 написал :
Например, сварил два куска железного профиля толщиной 2мм.
Вопрос: Вы знаете марку стали, к-рую пытались сварить? Напр., сталь 65Г (и ей подобные) практически сварке не поддаются. И совет: берите друга/приятеля/знакомого, к-рый УМЕЕТ варить, ведите его к "объекту" и он практически все Вам покажет. Асом Вы не станете, но первые навыки освоите.
sergius1 , варить нижние швы под силу каждому! это не так сложно освоить. главное понять, как правильно двигать электродом, и соблюдать необходимое расстояние до деталей, чтобы дуга не вытягивалась и не гасла. признак более-менее качественного шва - гладкий равномерный валик шлака.
вместо сваривания двух деталей можно пробовать просто класть шов на ровном месте.
sergius1 написал :
Можно предположить, что на инверторе выставлен повышенный ток и металл усиленно испаряется в месте сварки.
Наоборот, ток маловат, поэтому электрод горит, а свариваемый металл остается твердым и капли от электрода не смешиваются с ним.
Я учился варить сам, без учителя. Это возможно, хотя и долго. Для электрода 3 мм АНО-21 и свариваемой толщине металла 2-3 мм ставьте ток около 70 ампер. Зависимость тут такая - меньше ток - непровар, т.е. отскакивает; больше ток - начинает сильно разбрызгивать металл и прожоги появляются. Вот между ними и оптимальный ток.
И еще - крутые мастера могут варить горячий прокат просто сразу. Пока Вы не научились держать ванночку расплава - не поленитесь перед сваркой зачистить болгаркой свариваемое место до чистого металла. Это поможет. Потом, когда придет навык этого можно будет не делать.
Удачи и настойчивости!
sergius1 написал :
Например, сварил два куска железного профиля толщиной 2мм. При любом усилии сварка разлетается и всё отваливается.
Сначала научитесь варить несложные листовые, уголковые детали толщиной 3-5мм.
Проф. трубы толщиной менее 2мм - сложно сварить качественно даже опытному саврщику, точнее он не возьмется это делать инвертором.
Получится либо прожиг, либо какешки, а не сварка.
P.S. попрообуйте варить точками-прихватками. Ставите ток побольше - потом делаете касание электродом, ловите дугу и не дожидаясь прожога отскакиваете и так много раз.
Потом зачистите, может быть и будет держать, но внешний вид - конечно огого
Samar написал :
P.S. попрообуйте варить точками-прихватками. Ставите ток побольше - потом делаете касание электродом, ловите дугу и не дожидаясь прожога отскакиваете и так много раз.
как-то при мне такой способ сварки один хороший сварщик назвал "дрочкой". имхо, не стоит привыкать варить неправильно. лучше взять детальку потолще
Главное тут понять принцип.Горизонтальный шов лучше варить круговыми движениями электрода,вертикаль,снизу вверх,маятниковыми движениями.Пока не набита рука обязательно отрывать электрод.А вообще целиком согласен с советом выше:начинать надо с надевания второй маски и смотреть,как зто делается.
taels , для начала надо нижний шов освоить. горизонтальные, вертикальные и самые сложные потолочные - можно про них даже не заикаться пока что
Думаю надо просто осознать то-что делаешь. и зачем. Правильно говорят и советуют-легче научица на толстом металле..для начала просто вести шов и постараца понять и увидеть сварочную ванну и где шлак,а где расплавленный металл. А может и теорию нада чуть почитать,которая доступным языком изложена. и видео очень полезно посмотреть. тут кстати есть в оглавлении тема по сварочному видео. В общем-дерзайте. и удачиЧё если непонячтно -то на форуме могут объяснить и подсказать. так шты.
andrewkhv ,это конечно.А для автора темы ссылочка
Для начинающих самое то.
Может быть это одна из причин.Я никогда не варил постоянкой на инвертере-только переменкой,например АНО-21.
taels Ну если варили..тада вам как говорица и флаг в руки. Принципы почти одни..Ньюансы разные. Попрактикуетесь и всё будет нормуль..
ribakow.fthj написал :
Ну если варили..тада вам как говорица и флаг в руки
Извините,не очень понял. Что значит попрактикуетесь?Постоянкой на инверторе варить не собираюсь.
taels написал :
Постоянкой на инверторе варить не собираюсь.
ribakow.fthj Уже писал выше-АНО 21
теперь я вас непойму.
я тоже иногда АНО21 пользую. и на постоянке..
sergius1 написал :
Прошу подсказать, какая может быть ошибка.
Привет Всем!С Праздником Благовещения!А металл случайно не высокоуглеродистая сталь и не пружинная, проверить надо, на наждаке на искру.
lipilo написал :
А металл случайно не высокоуглеродистая сталь и не пружинная
Да скорее всего в электродах дело.Обычный профиль,двадцатка. Да ещё держак с массой можно при подключении перепутать.Но это после усиленного причащения
Попробуйте детали слегка наклонить от себя чтобы шлак стекал,и не попадал в сварочную ванну.(её там ещё разглядеть надо умудриться у рутиловых электродов)
taels написал :
Постоянкой на инверторе варить не собираюсь.ribakow.fthj написал :
А чем же?taels написал :
Уже писал выше-АНО 21ribakow.fthj написал :
теперь я вас непойму.
Andrei ,а что конкретно не понятно?АНО 21 предназначены для электродуговой сварки при переменном или постоянном токе.Проще говоря-это универсальные электроды,подходящие и для стационарных сварочных аппаратов,и для сварочных аппаратов инверторного типа.А вот,например,УОНИ подходят только для сварки постоянным током и на инверторах совершенно не пригодны.Если вы когда-нибудь занимались сваркой,то должны понимать о чём речь.
taels написал :
А вот,например,УОНИ подходят только для сварки постоянным током и на инверторах совершенно не пригодны
Странно. Тут многие их очень хвалят. на инвертере ведь тоже плюс и минус.
taels написал :
Andrei ,а что конкретно не понятно?АНО 21 предназначены для электродуговой сварки при переменном или постоянном токе.Проще говоря-это универсальные электроды,подходящие и для стационарных сварочных аппаратов,и для сварочных аппаратов инверторного типа.А вот,например,УОНИ подходят только для сварки постоянным током и на инверторах совершенно не пригодны.Если вы когда-нибудь занимались сваркой,то должны понимать о чём речь.
а можно поинтересоваться если инвертор постоянного тока то уони как? я ими много варил труб и мет.конструкций и для меня единственный минус это то что сушить их надо а оцеривают и плохо начинают зажигаться
sergius1 , я тоже добавлю от себя. Вы должны понять, что должен плавиться не только электрод, но и основной (свариваемый металл). Если поверхность металла детали не прогреется до состояния плавления, то налепленный сверху металл электрода с нею не стечется. Так что Ваша главная задача - добиться сплавления.
ribakow.fthj написал :
Тут многие их очень хвалят
Шов ими я на инвертере сделаю,и он будет нормальный с виду,а нормального провара всё равно не получится.
taels написал :
А вот,например,УОНИ подходят только для сварки постоянным током и на инверторах совершенно не пригодны.
Вам для инфы - инверторные сварочники, за исключением весьма дорогих, дают на выходе только постоянный ток и, если аппарат не совсем "галимый", то нормально им работать электродами УОНИ, электродами для нержавейки и прочими электродами для постоянного тока
taels написал :
Шов ими я на инвертере сделаю,и он будет нормальный с виду,а нормального провара всё равно не получится.
Так это же не инверторник виноват, а сварщик, не умеющий варить электродами с кальциевым покрытием, то есть неквалифифированный сварщик
7351 написал :
Так это же не инверторник виноват, а сварщик, не умеющий варить электродами с кальциевым покрытием, то есть неквалифифированный сварщик
Сварочный инвертор - это устройство, в котором питающее напряжение сначала выпрямляется, потом преобразуется в высокочастотное (до 200 kHz) переменное напряжение, которое подается на понижающий трансформатор и далее на выпрямитель. Благодаря высокой частоте переменного тока уменьшаются индуктивные потери при понижении напряжения, что повышает КПД устройства, но главное - становится возможным использовать трансформаторы существенно меньших габаритов и массы. Управление преобразованием тока обычно осуществляется сложным микропроцессорным устройством, в котором заложены подпрограммы контроля параметров сварочного тока, температурный контроль и обратная связь со сварочной дугой. На выходе мы получаем стабильный сварочный ток, не зависящий от скачков входного напряжения, с идеальными для сварки вольт-амперными характеристиками, которые можно регулировать в соответствии с выбранным видом сварки.
Высокая частота переменного тока по вашему является постоянным током?Да и сварщик я никудышный
taels написал :
Высокая частота переменного тока по вашему является постоянным током?
Это не по моему - это импульсы тока одной полярности - то есть постоянный ток.
Когда к сварочному трансформатору подключают выпрямитель, то тоже на выходе получают импульсы тока одной полярности, но с несравнимо меньшей частотой, чем в инверторнике
Ток от трансформаторного выпрямителя Вы как называете?
7351 написал :
Это не по моему - это импульсы тока одной полярности - то есть постоянный ток.
Инве́ртор — устройство для преобразования постоянного в переменный ток[1] с изменением величины частоты и/или напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Почитайте Википедию.Только без обид,истина рождается в споре
Вопрос (без обид ) у Вас "инвертор" или "инверторный источник сварочного тока"?
А по простому - дочитайте до конца об устройстве инверторного сварочника и узнаете, что на выходе стоит выпрямитель, а потом и нам расскажете
Это только у нас тут так заведено с самова начала. -что инверторы-постоянка с + и с -
7351 написал :
А по простому - дочитайте до конца об устройстве инверторного сварочника и узнаете, что на выходе стоит выпрямитель, а потом и нам расскажете
Ладно,это всё лирика.Вы сами варили когда-нибудь?И если да,то какой у вас стаж?Мне просто интересно понять практик вы или теоретик?
taels написал :
Мне просто интересно понять практик вы или теоретик?
А сверху с селёдочкой и зелёным лучком-вообще красота.Сорри за офтоп.
Посмотрите на ТИГ аппараты AC\DC. чем варют чернушку ,а чем люминий.
Если так интересно - откройте новую тему на форуме, типа, "сварка - теория или практика?" - там и поговорим
Заодно спросите у "чистых" практиков кем они называют отвечающего вопросом на вопрос?
7351 написал :
Когда к сварочному трансформатору подключают выпрямитель, то тоже на выходе получают импульсы тока одной полярности, но с несравнимо меньшей частотой, чем в инверторнике
Если под словом "выпрямитель" Вы имеете в виду диодный мост , то никаких импульсов там и в помине нет , за исключением "шумов" диодов с частотой 50 гц , которые сглаживают конденсатором 0,1 мкф . Если посте трансформатора установить в цепь один диод , в любом положении , то на выходе получим половину переменного напряжения - диод срезает один полупериод и на выходе будет ПУЛЬСИРУЮЩИЙ постоянный ток
vagin написал :
Если посте трансформатора установить в цепь один диод , в любом положении , то на выходе получим половину переменного напряжения - диод срезает один полупериод и на выходе будет ПУЛЬСИРУЮЩИЙ постоянный ток
Если дома простейшая "цешка" и диод есть, то измерьте напряжение до диода и после - вы удивитесь
ribakow.fthj написал :
Посмотрите на ТИГ аппараты AC\DC. чем варют чернушку ,а чем люминий..
Спасибо за совет,но у нас на заводе это всё есть.Работаю а одном смешном НИИ,мужики варят,правда сам не пробовал,врать не буду.
7351 написал :
Если дома простейшая "цешка" и диод есть, то измерьте напряжение до диода и после - вы удивитесь
У меня дома 5 цешек , не считая цифровика и осцилографа . Цешка , это инерционный механический прибор , стрелка которого не может дёргаться с частотой 25 Гц . Это наподобие , как ваш глаз так же не видит мерцание лампы накаливания и экрана телевизора 50 Гц . А Вы померяйте осцилографом и поймёте про что я говорю , хотя к сварочнику это отношение и не имеет .
taels написал :
Высокая частота переменного тока по вашему является постоянным током?Да и сварщик я никудышный
наверно поэтому на клеммах многих иверторов +- нарисовано?
taels написал :
Инве́ртор — устройство для преобразования постоянного в переменный ток[1] с изменением величины частоты и/или напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Почитайте Википедию.Только без обид,истина рождается в споре
читать надо, но не все подряд. ваша копипаста - про инвертор как составную часть комповых ИБП при питании нагрузки от батареи, и как просто элемент конструкции тех же сварочников. надеюсь, понятно, что к инверторным сварочным аппаратам или инверторным кондиционерам как устройствам в целом это не имеет отношения?
написал :
Сварочный инвертор представляет собой силовой трансформатор для понижения напряжения сети до необходимого напряжения холостого хода источника,блок силовых электрических схем, в основу которых заложены транзисторы MOSFET или IGBT и стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока. Принцип действия инверторного источника сварочной дуги следующий. Сетевое напряжение переменного тока подается на выпрямитель, после которого силовой модуль преобразует постоянный ток в переменный с повышенной частотой, который подается на высокочастотный сварочный трансформатор, имеющий существенно меньшую массу, чем сетевой, напряжение которого после выпрямления подается на сварочную дугу.Дуга на постоянном токе более устойчива.
Попробую провести аналогию. Лазерный принтер, ДВД-привод, лазерный дальномер, уровень и эпилятор объединены названием технологии "Лазерный", но применяют ее по-разному. Вас же это не удивляет?
Читайте также: