Почему при сварке образуются раковины
Обновлено: 17.05.2024
Все отклонения от технологических параметров, вызванные небрежностью в работе, нарушением режимов и внешними причинами, часто не зависящими от сварщика, могут привести к возникновению дефектов в сварочном шве и околшовной зоне, попадающей в область термического воздействия. К дефектам приводит и нарушение технологических приемов как самого процесса сварки, так и некачественная подготовка, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика.
Возникновение дефектов часто связано с металлургическими и тепловыми явлениями, возникающими в процессе образования сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т.д.; Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
Дефекты сварочных швов могут быть наружными и внутренними.
Наружные дефекты сварочных швов
К наружным дефектам сварных швов (рис.1) относят нарушение размеров и формы шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного соединения.
Нарушение формы и размеров сварного шва чаще всего вызваны колебаниями напряжения в электрической сети, небрежностью в работе или низкой квалификацией сварщика, проявляющейся в неправильном выборе режимов, неточном направлении электрода и методике его перемещения. Дефекты проявляются в неодинаковой ширине сварочного шва по его длине, в неравномерности катета угловых швов, чрезмерной выпуклости и резких переходах от основного металла к наплавленному. Отклонения от размеров и формы сварного соединения, проявляющиеся в угловых швах, связаны с неправильной подготовкой кромок, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва. При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки в подающих роликах, нарушениями режимов сварки.
Непровар — местное отсутствие сплавления между свариваемыми элементами, между основным и наплавленным металлом или отдельными слоями шва при многослойной сварке. Причинами непровара являются некачественная подготовка свариваемых кромок (окалина, ржавчина, малый зазор, излишнее притупление и т.д.), большая скорость сварки, смещение электрода с оси стыка, недостаточная сила тока. В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%. Поэтому если непровар превышает допустимую величину, участок шва подлежит удалению с последующей переваркой.
Подрез — дефект, наиболее часто встречающийся при сварке. Он выражен в виде углубления по линии сплавления сварного шва с основным металлом. В результате подреза происходит местное уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям. Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки, когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются при сварке на больших токах и при неправильном положении присадочного материала. К подрезу могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит переварке с предварительной зачисткой. Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В конструкциях, работающих на выносливость, подрезы недопустимы.
Наплыв — проявляется в виде натекания металла шва на поверхность основного металла без сплавления с ним. Наплывы резко изменяют очертания швов и тем самым снижают выносливость констукции. Причиной этого дефекта может стать пониженное напряжение дуги, наличие окалины на свариваемых кромках, медленная сварка, когда появляются излишки расплавленного присадочного металла. Чаще всего наплывы возникают при сварке горизонтальных швов на вертикальной плоскости. При сварке кольцевых поворотных стыков наплывы могут возникать при неправильном расположении электрода относительно оси шва. Наплывы большой протяженности недопустимы.
Прожог — сквозное проплавление обычно возникает из-за большого тока при малой скорости сварки. Проявляется он в виде сквозного отверстия в сварочном шве, которое возникает в результате утечки сварочной ванны. При многослойной сварке прожог возникает в процессе выполнения первого прохода шва. Причинами прожога могут стать - завышенный зазор между свариваемыми кромками, недостаточная толщина подкладки или неплотное ее прилегание к основному металлу, что создает предпосылку для утечки сварочной ванны. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Дефект обнаруживается визуально и переваривается после предварительной зачистки. Ожоги вызываются попаданием жидкого металла на участки, которые находятся вне сварного шва.
Незаваренный кратер — дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины. Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их зачищают и заваривают.
Поверхностное окисление — окалина или пленка оксидов на поверхности сварного соединения. Поверхностное окисление зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его составом, большим вылетом электрода.
Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или большой поры. Причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку. Дефект обнаруживается визуально и подлежит переварке.
| Рис. 1 Наружные дефекты сварных швов, выявляемые внешним осмотром: А — подрез; Б — наплыв; В — прожог; Г — незаваренный кратер; Д —свищ. | Рис. 2. Трещины в сварном шве и околошовной зоне: А — продольная горячая трещина; Б — холодная трещина в околошовной зоне. |
Внутренние дефекты сварочных швов
Трещины бывают холодные и горячие (рис. 2). Трещины могут быть как наружными, так и внутренними. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции. Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100 —1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность.
Холодные трещины — возникают при температурах ниже 120°С, то есть сразу после остывания сварочного шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны.
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом). Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов. Поры могут быть одиночными или развиваться целой цепочкой вдоль сварочного шва. Основными причинами появления пор являются: присутствие вредных примесей в основном или присадочном металлах, ржавчина или другие загрязнения, не удаленные со свариваемых кромок перед сваркой. Повышенное содержание углерода также способствует появлению пор. Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке предварительной механической зачисткой.
Шлаковые включения — это дефекты сварного шва, выраженные в наличии полостей, заполненных не успевшим всплыть шлаком. Образование шлаковых включений происходит при некачественной подготовке свариваемых кромок и присадочного материала, завышенной скорости сварки или плохой защите ванны. При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке переварке.
Вольфрамовые включения — возникают при нарушении защиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Оксидные включения — образуются в результате образования труднорастворимых тугоплавких пленок. Чаще всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения могут привести к его разрушению под приложенной в процессе эксплуатации нагрузкой.
Зашлаковка шва у начинающих

Зашлаковка шва у начинающих, непровар и причины
Достаточно распространёнными проблемами при сварке у начинающих является непровар и сильная зашлаковка шва. Вроде бы и электроды сухие, и сварочный ток подобран правильно, а металл никак не хочет свариваться.
Причин этому может быть несколько, но, как правило, основная из них связана с нарушение технологии самой сварки. Чаще всего непровары образуются в корне шва и между слоями расплавленного металла. Также непровар может возникнуть вдоль кромок основного и наплавленного металла.
Обильное же количество шлаковых включений возникает в результате высокой скорости затвердевания металла, а также из-за использования электродов низкого качества. Про зашлаковку сварочного шва, а также о проблемах непровара, мы и поговорим в этой статье.
Из-за чего происходит непровар металла при сварке
Непровар — это серьёзный дефект сварки, который характеризуется частичным или даже полным отсутствием сплавления металлов. Вроде бы шов и наложен, но при отбивании шлака молотком, сварное соединение разваливается.

Происходит это по причине того, что металл недостаточно хорошо расплавлен в корне шва или вдоль кромок. Зачастую начинающий сварщик выдерживает слишком большое расстояние между металлом и электродом, что приводит к нестабильному горению сварочной дуги и к разбрызгиванию металла.
Чтобы решить проблемы нужно удерживать электрод как можно ближе к поверхности заготовки, практически «втыкая» в неё конец электрода. Также виной непровара могут быть неправильные настройки сварочного тока или слабое напряжение в сети.

Все это приводит к тому, что в зоне сварки не обеспечивается нужное количество тепла для полноценного проплавления металла. Кроме этого, слишком быстрое движение электродом, что как раз и характерно для начинающих сварщиков (спешка), также приводит к образованию непровара.
Сильная зашлаковка сварного шва
Чаще всего непровар металла характеризуется сильной зашлаковкой сварочного шва. То есть, ведя быстро электрод вдоль соединения, расплавленного металла, образуется слишком мало, что и приводит к зашлаковке шва.

Поэтому главной причиной зашлаковки и возникновения обильного количества шлака при сварке, являются недостаточный объем расплавленного металла и его быстрое застывание. В результате этого шлак остается в сварочной ванне и не успевает вовремя из неё выйти.
Также зашлаковка может происходить и по вине электродов низкого качества, а также при использовании неподходящих электродов. Причинами могут быть и не соблюдение технологий сварки, например, неправильный угол наклона электрода или высокая скорость его передвижения вдоль свариваемых кромок изделия.

Избавиться и от той, и от другой проблемы можно, если изучить азы сварочного дела и набраться опыта. Со временем, рассматривая те или иные дефекты, получится полностью от них избавиться. Однако на это нужно время и практика.
Ошибки и дефекты сварки

Ошибки и дефекты сварки, о которых нужно знать начинающему сварщику
Вы недавно приобрели сварочный инвертор и уже научились мало-мальски ставить прихватки. Прошли первые шаги сварщика, освоили — как зажигать электрод и умеете стабильно удерживать дугу.
Настало время переходить к более серьёзным знаниям, знать ошибки сварки и уметь их анализировать. На первых порах будет сложно, куда же без этого. Однако со временем вы поймёте, и будете разбираться «на глаз», что не так в сварном шве.
Ошибки и дефекты сварки, о которых нужно знать начинающему сварщику
Дефекты корневого шва — непровар или недостаточное проникновение металла вдоль корня шва. Чаще всего данная проблема образуется в результате заниженного тока для сварки или в большом диаметре выбранного электрода. Нужно увеличить сварочный ток, но не переусердствовать, поскольку можно получить прожог корневого шва.
Дефекты сплавления — знакомая ситуация многим начинающим сварщикам, когда вроде бы сваренная нормально заготовка рассыпается по швам. Происходит данная проблема по причине несплавления основного металла с наплавленным. Всё дело в неправильном подборе электродов, они недостаточного диаметра и не справляются с разогревом холодного металла. Нужно подобрать электроды большего диаметра или рассмотреть возможность подогрева металла.

Дефекты кромок шва — ещё одной распространённой проблемой сварки, являются дефекты кромок. Расплавленные и неровные, они делают сварочное соединение некрасивым. Как правило, проблема кроется в завышенных параметрах сварочного тока, но не всегда. Часто дефекты кромок шва образуются и по причине слишком длинной дуги, а также тогда, когда электрод неправильно перемещается вдоль стыка.
Поры в сварном шве
Чаще всего поры в сварном шве возникают по причине отсыревших электродов. Простыми словами в обмазке электродов присутствует влага, которая быстро испаряется при расплавлении металла, образуя в нем поры.

Пористость сварного шва заметно ухудшает прочность соединения, поэтому важно не допустить появления данного дефекта. Для этих целей электроды нужно подвергнуть прокалке или просушке. Также важно не забывать о правильном хранении электродов длительное время.
Шлак в сварном шве
Шлак — это неметаллические отходы, которые образуются вследствие сгорания электродного покрытия. Если шлак попал в расплавленный металл, то это тоже плохо, поскольку соединение получается непрочным и некрасивым.

Нужно стараться не допускать выжигания выемок, поскольку выгнать из них шлак очень сложно. Избавиться от шлака можно различными способами, как в процессе сварки (выдуть шлак из сварочной ванны), так и на момент подготовки металла перед свариванием.
Для этого старайтесь делать достаточный зазор между заготовками, отнеситесь ответственно к подготовке сварочной канавки. Обязательно снимите всю ржавчину и окалины с металла, убедитесь в том, что выбраны нужные электроды для сварки.

Кроме того, после каждого валика осуществляйте очистку шва от шлака. Для этого опытные сварщики используют специальный обрубочный молоток. Также в очистке сварного шва от шлака поможет и проволочная щётка.
Шлак сварочный — как не перепутать с металлом

Шлак сварочный — учимся отличать от металла при сварке
При сварке металла, прямо над сварочным швом, образуется шлак, который представляет собой продукт окисленного металла и электродной обмазки. Шлак защищает сварочную ванну от попадания кислорода, и не даёт соединению слишком быстро остыть, что приводит к потере прочности и появлению различных дефектов сварки.
Однако, попав в ванну вместе с жидким металлом, шлак становится причиной разрушения сварочного соединения. Вот почему так важно при сварке уметь выгнать шлак из сварочной ванны, и не дать ему перемешаться с металлом. При этом новичку-сварщику очень непросто определить, в начале своей карьеры, где шлак, а где непосредственно сам металл.
Шлак сварочный — учимся отличать от металла
Не допустить попадание шлака в сварочную ванну, можно подобрав правильный режим сварки и изменив положение свариваемых деталей. Однако для этого важно разглядеть шлак и отличить его от металла. Только так получится выбрать угол наклона электрода и выгнать шлак, тем самым, с места соединения металлов.

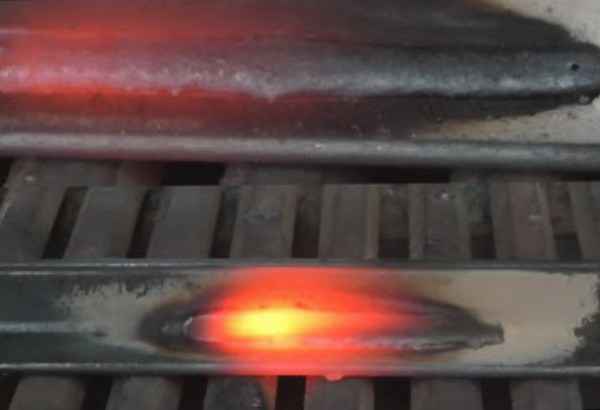
Сварочный шлак и металл имеют различную степень плотности, а также у них разная вязкость. В результате этого, шлак и металл имеют отличные температуры нагрева — металл нагревается быстрее, но и остывает, также, быстрее в отличие от шлака. После остывания, шлак становится намного светлее металла.
В начале нагревания, шлак темнее раскалённого металла, который имеет красный цвет. Поэтому отличить шлак от металла можно по цвету: в начале нагрева он темней металла, а по мере остывания становится светлей. Таким образом, можно видеть, где раскалённый металл, а где шлак.
На первых порах начинающему сварщику может показаться, что особых различий нет, но все приходит с опытом. Со временем, когда вы будете более спокойно относиться к сварочному процессу, результат не заставит себя долго ждать.
Из-за чего появляются шлаковые включения в металле
Очень частой проблемой у начинающих сварщиков, является застывание шлака прямо в металле. В результате этого сварочный шов имеет непрезентабельный внешний вид и множество различных дефектов: крупные поры, дыры и т. д. Как правило, связано это с тем, что шлак не успел вовремя выйти из жидкого металла до остывания.

Причинами этому может быть:
- Слишком низкое напряжение;
- Неправильно подобранный диаметр;
- Ошибки при выборе режима сварки (шлак затекает перед электродом со сварочной ванны);
- Неравномерное движение электродом;
- Свариваемый металл плохо подготовлен: имеет ржавчину или слишком грязный.
Если при сварке ток слишком занижен, то образование шлака в соединении будет слишком заметным. Рекомендуется увеличить значения сварочного тока, чтобы металл смог выбрасывать шлак наружу из ванны. Также, необходимо подобрать правильное положение электрода во время сварки. Это позволит не допустить попадание шлака в сварочную ванну.

Не стоит держать электрод строго под прямым углом к свариваемой заготовке. Угол наклона должен составлять приблизительно 10-15 градусов (на себя). В месте соединения сваркой, металл необходимо очистить от ржавчины и грязи. Только так можно будет получить качественный контакт между электродом и заготовкой, что будет являться залогом прочного и надёжного соединения.
Чем вызвано появления сварочного шлака и как этого можно избежать

Сварщики-новички сталкиваются с множеством проблем и вопросов, возникающих в процессе. В этой статье мастер сантехник расскажет, чем вызвано появления сварочного шлака и как этого можно избежать.
Как отличить шлак от металла

При сварке над местом соединения металла (швом) образуется черная рыхлая корка — шлак сварочный. Он состоит из расплавленного флюса или обмазки электродов, окисленного металла. В процессе плавления и соединения свариваемых материалов и электрода он закрывает плавильную ванну. Благодаря шлаку шов остывает медленно, без доступа кислорода, и не окисляется.

Попав непосредственно в шов, расплавленные отходы становятся причиной быстрого разрушения металла. Исключить попадание окислов в шов можно изменением режимов сварки и положения детали.
Чтобы не допустить подтекания и засорения шва, необходимо знать, как отличается шлак от металла при сварке. Как правило, это разные по плотности и вязкости материалы, которые нагреваются с разной скоростью. В начале сварки металл начинает плавиться и становится красным. После завершения сварки он быстрее остывает и темнеет. Шлак выдувается из ванны на поверхность. В начале работы он темный, плохо прогретый. Остывает медленнее и становится светлее металла.
Зачистив шов и постучав по немку молотком, легко распознать металлический блеск чистой стали и черные матовые включения.
В шлаках нет чистого железа, он состоит из окислов, которые образуются при плавлении металла и флюса. Состав незначительно изменяется в зависимости от обмазки стержня, но в основном состоит из одних и тех же веществ. В таблице приведены данные по 3 видам электродов, используемым наиболее часто:

Состав зависит от материала самого стержня, обмазки. Частично оксид железа получается в результате контакта материала с воздухом при большой температуре.
Сварочный шлак как предпосылка возникновения сварочных включений
На начальном этапе окислы защищают горячий металл от быстрого охлаждения, закрывают шов сверху, перекрывая доступ воздуха. Затем их надо убирать, чтобы проверить качество соединения, наличие дефектов в виде неметаллических включений, волчков.
При сварке деталей большой толщины последовательно накладывается несколько швов. Неочищенный шлак будет препятствовать нормальному контакту, гасить дугу. Он останется в виде неметаллических включений — дефектов.
Причины, по которым дефект необходимо удалять после работы
Шлаковые включения имеют пористую структуру и состоят из оксидов. Они снижают прочность металла. Сразу после охлаждения, когда он становится черным, сварочный шлак следует удалять. Он пористый, хрупкий без прочных связей.
Флюс и пары шлака над ванной предотвращают окисление металла при сварке, способствуют созданию однородной структуры. После отхода его от детали в процессе остывания он становится ненужным, препятствует дальнейшей обработке детали. В процессе эксплуатации изделия оксиды из шлака могут вступить в химическую реакцию с железом. Куски, отвалившись, поломают механизм.
Основные причины появления шлаковых включений

Когда происходит быстрое охлаждение сварочного шва, шлак не успевает выйти наружу и застывает в металле. Причинами служат:
- Малое напряжение;
- Затекание шлака с ванны перед электродом;
- Неправильно подобранный диаметр;
- Ржавый и грязный металл;
- Неравномерное перемещение инструмента.
На упаковке с электродами указано рабочее напряжение. Его можно немного превысить, тогда кипящий металл в ванной будет выбрасывать шлак. Необходимо подбирать правильное положение свариваемого металла, приподнять его со стороны завершения шва. Электрод держать не строго перпендикулярно, а на 10–15 ⁰ наклонить в сторону себя.
Металл в месте сварки должен быть блестящим. Его надо очистить от бытовых и промышленных отходов, окалины, масла. Они мешают контакту электрической дуги со сталью, ухудшают нагрев и расплавление материала в ванной.
Чтобы замедлить остывание сварочного шва и дать возможность шлаку свободно выйти, крупногабаритные детали и легированные металлы предварительно подогревают до 200–400⁰. Это снимает напряжение и позволяет варить сталь с высоким содержанием углерода и легирующих веществ.
Почему когда варишь электродами образуется много шлака

В процессе сварки растворяется обмазка электродов или флюс. Выгорает часть железа, серы и фосфора из свариваемого материала. Электрическая проводимость шлака меньше, чем у металла, поэтому он хуже прогревается, гасит дугу. Повышенное напряжение и неправильно выбранные параметры работы, электроды способствуют выгоранию металла, окислению железа и других элементов стали.
Причина того, почему много шлака, кроется в его структуре. Все вещества, образующиеся в результате плавления металла от электрической дуги, легче стали, не имеют между собой прочных связей и всплывают на поверхность.
Сварка инвертором для начинающих, как варить без шлаковых включений
Инвертор превращает переменный ток в постоянный и позволяет менять полярность. Сварка на обратных токах обычно дает меньше шлака.
Преимущества инвертора перед обычным сварочным аппаратом в его малых размерах и работе от тока с бытовым напряжением 220Вт и частотой 50 Гц. Для новичков важно иметь возможность плавно менять силу тока.
Инверторные аппараты имеют дополнительные функции дуги:
- Облегченное зажигание;
- Аварийное отключение при залипании;
- Форсажное зажигание.
Все они упрощают работу неопытного сварщика и предотвращают залипание электрода.

Избавиться от шлака при сварке инвертором можно изменением полярности тока и движением электрода от минуса к плюсу. При работе с тонким металлом необходимо учитывать его быстрое охлаждение и нельзя давать высокое напряжение, лист может прогореть. Нельзя задерживаться долго на одном месте, нужно равномерно и быстро перемещать дугу. На тонкий лист крепится клемма от «–», на электрод подается «+». Толстый лист греется и остывает дольше, чтобы шлак успел выйти, на свариваемый металл подается минус, на электрод плюс.
В сюжете - Как отличить металл от шлака
В сюжете - Как бороться со шлаком во время сварки
В сюжете - Почему при сварке шлак оказывается по середине шва, а металл по краям
В продолжение темы посмотрите также наш обзор Как заварить трубу с течью
Читайте также: