Почему сварочный шов синеет
Обновлено: 12.05.2024
Здравствуйте, помогите советом. Недавно стал варить. Возникла проблема - трескается посередине сварочный шов после сварки.
Вероятно, задаю глупый вопрос, постараюсь полно описать мою ситуацию:
1. Варю трубу профильную, нестандартную где-то 25Х45, толщина 1,5. Труба окрашенная, вначале зачищал, потом и так прожигает.
2. Сварочник – инвертор, варю на обратной полярности, чтобы не прожечь. Силу тока в начале ставил 45-50 –прожигает, потом поставил 35-40, вроде нормально.
3. Электроды лосиноостровские МР3 d2, пробовал ОК46, тот же «результат».
4. Движения электродом были по кругу, да читал про елочку, зигзаг…., но мне это показалось проще.
5. Стыки в основном были горизонтальные, трубу к трубе варил перпендикулярно. С двух сторон.
Мои вероятные причины:
1. Так как варил в начале с одной, потом с другой стороны может возникли внутренние напряжения, хотя мало вероятно – трескается шов и с одной стороны.
2. Не сбивал шлак, просто варил поверх
3. Может был непровар, т.к. боялся прожечь, движения были по кругу, медленно на одном месте не стоял
Подскажите пожалуйста с советом.
Покажите результат, я встречался только с обрывом металла по границе шва, но эта партия профиля была просто фуфло, у стенки 1.5мм не шватит мощи порвать сварочный шов (если это шов, а не куча катышков со шлаком)
покажите фотографии, может в вашем случае шов это не шов, а шлак и он трескается, а наплавляется металл на одну из поверхностей
Nub , Сусанин , человек просто варить не умеет, чем вы ему поможете?
Такими темами уже пол форума засрали.
ИМХО: Я думаю у Вас зашлаковка зазора, из-за этого не провар по центру. Попробуйте без зазора сварить. Ток побольше. Прожигаете скорее всего из-за зазора. По мне лучше Уони 13/55 ф 3 мм от них шлака поменьше и он ток не проводит нежели МР3. Постоянный ток обратной полярности. Короткой дугой без поперечных колебаний. Есть тема Видео уроки сварки может поможет, только там толстый металл варят. Удачи.) (надеюсь труба низкоуглеродистая)
Да шлака много - буду пробовать по другому, Спасибо большое за ответы .
присоединяюсь к вопросам заданным вам выше покажите на фото или схематично рисунком, что именно вы свариваете, доводится из профильной трубы собирать много, не разу ничего, а особенно шов не порвало
Yar777 ,Лучше конечно один раз увидеть как варят в смысле ,если есть сварщик с опытом.Лучше его попросить ,чтобы показал на практике процесс.Ну а так на такой толщине желательно избегать зазоров и варить можно вообще без колебательных движений.Просто вести по стыку электрод на правильно подобранном токе 35-40, если для двойки чистой то в принципе нормально.
Прикрепленные изображения
Попробуйте так: обратная полярность, эл.2мм, ток 40А, зажгите электрод и практически положите его на шов(угол 10°), водить электродом не надо. По мере плавления будет валик. Никакого зазора не надо. А вообще как уже сказали нужно фото и будет Вам счастье.
Получилось. Взял ОК46 тройку ток ставил 50 все нормально. У меня был сплошной шлак, когда стал отбивать увидел разрозненные не связанные капли. Ничего, все с опытом приходит, спасибо за советы!
Для тройки 50А маловато будет.
варится эта профильная труба на токах порядка 90А нормально без прожигов и эстетично, 50А для электрода 3-ки как по мне мало ,очень хочу увидеть что получается визуально
Ничё себе! 1,5 "двойкой" на 35-40 А. Не знаю, может дисплей инвертора меня обманывает (аппарату 2 г., варю мало), но при таких материале и расходнике, ток выше 24-25 А сразу прожиг. Варю (ОК46) в отрыв без движений.
Для тройки 50А маловато будет-реальных А,мало, спору нет, но верить показометру аппарата-вещь сомнительная.. у меня тройка ОЗС-4 на 50 А по индикатору аппарата горела( ТИГ 315 АС/DC) за милую душу . чем повергала меня периодически в когнитивный диссонанс.. ..
Для тройки и 30А нормально для профтруб, дело в технике, иногда бояться прожечь зазор не умея заплавлять отрывом - можно 30 мм отверстие электродом заварить, такова тренировка для 3йки, при безотрыве главной является траектория - наложение проваром (пробивка) и наложение обваром (наплавка) - те кто не умеют ее комбинировать и получают иногда трещины, но это скорее всего либо грязь либо поганый металл - красноломкость причем посередине это не косяк, невозможно как ни стараться получить трещины посередине - это просто таков материал, можно сделать тест - полусфера прихватка и по ней машкой - должна лопнуть по ЗТВ - 1 мм от края шва, если лопнула посередине - то это не металл а химический композит который не переживает термообработку.
Показать на чертеже технику заплавления в отрыв электродом зазора на 0.8 мм при Д=3мм графически невозможно - это только видео, у меня нет ни камеры ни обрезков, заплавка возможна Д=3мм от 30А (легко но непровары) до 400А - трудно и прожеги (просто лабораторный обмер половым органом, чисто для прикола). Те кто напишет что на 400А невозможно сварить тонкий металл - да невозможно (дико поведет) - но шов фиктивный получить можно, просто руки надо тренировать (для этого кстати сия задумка и была сделана).
Если плохо с безотрвом пробуйте учиться через присадку - она радиатор\рассекатель дуги, но надо будет ловить момент ее провара, поначалу будет приваривать электрод, но потом даже лучше чем одним будет получаться, капля - ее нагревом размазать и ждать когда мениск станет вогнутым (вогнутость показатель пред прожегового состояния). Потом повтор, с присадкой дольше, но тренирует обе руки, спасает при неумении зигзагом и спиралькой на безотрыве (там главное движением вверх охлаждать металл и затем резко приближать делая провар, это как бы полу-отрывная техника).
Еще тренировка - внаглую очень быстро на 200А по всему шву - сначала просто сопли, потом эти сопли чуть помедленнее забиваются наложением, потом еще медленнее - уже почти провар, потом уже в отрыв 2й слой много проходного шва, не надо бояться времени потерять, надо бояться постоянно останавливаться на среднем варианте.
Почему сварочный шов синеет
Бытует мнение, что цвета побежалости при сварке углеродистых сталей являются дефектом. Мне лично пару раз приходилось такое слышать и однажды, увидев комментарии к фотографии шва с яркими цветами побежалости, что это явный дефект, решил разобраться в вопросе более подробно. Этакий MYTHBUSTERS предлагаю посмотреть под катом.
Начнем с определения.
Цвета побежалости — радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате формирования тонкой прозрачной поверхностной оксидной плёнки (которую называют побежалостью) и интерференции света в ней. [1]
Эти цвета ранее использовали для определения температуры при термообработке стали. Но это не очень точный индикатор. На окрас влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы. [1]
Между толщиной плёнки и длиной волны отраженного ею света существует прямая зависимость: чем больше толщина пленки, тем более коротковолновый отраженный свет мы получаем. Например, синий цвет образуется, когда из белого «вычитаются» более длинные волны, например, красный и оранжевый, а жёлтый образуется при «вычитании» из спектра коротковолнового излучения, например, фиолетового и синего (закройте правую часть радуги, что показана выше). Получается, что синий цвет соответствует более высокой температуре нагрева, а жёлтый — более низкой. [2]
Интересно про цвета побежалости написано здесь.
Рассмотрим схему участков сварного соединения и их термический цикл. [3]
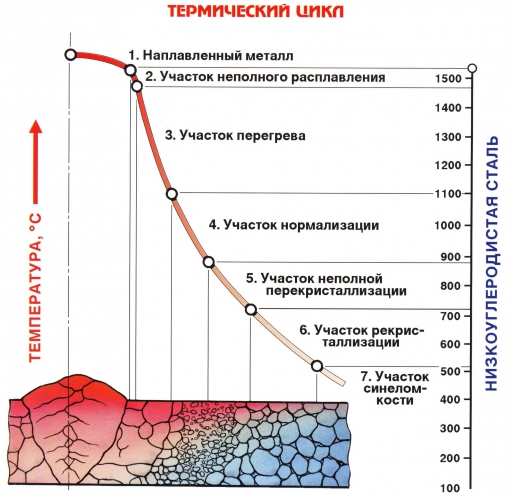

Нам интересен участок №7. Он также называется участком синеломкости и охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла (откуда и название). При сварке низкоуглеродистых сталей основной металл в этой зоне не имеет видимых структурных изменений, но наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве. Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки. [4, 5]
При сварке нержавеющих сталей цвета побежалости также проявляют себя, но в других диапазонах температур. Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300°C), соломенный (400°C), красно-коричневый (500°C), фиолетово-синий (600°C), синий (700°C). [1]
Побежалость для коррозионностойких сталей является более критичной, т.к. является показателем того, что пассивный (защитный) слой поврежден, и в этом месте могут возникнуть очаги точечной (питтинговой) коррозии. [6] Поэтому поврежденный слой необходимо зачищать либо лепестковыми кругами, либо щеткой с ворсом из нержавейки (не допускается зачистка стальной щеткой), либо травление.
Итак, получается, что цвета побежалости - неизбежное явление при сварке сталей. Кроме того, в Инструкции по визуальному и измерительному контролю (РД 03-606-03) такой дефект не определен. Они указаны там лишь только как загрязнение, препятствующее контролю и которое должно быть зачищено.
Вероятно, это считают дефектом по ошибке — путают со сваркой титана. Здесь должна обеспечиваться надежная газовая защита поверхности металла нагретой свыше 400°C. О хорошей газовой защите свидетельствует блестящая серебристая поверхность. Появление на шве желто-голубых цветов побежалости указывает на нарушение защиты, а серый налет свидетельствует о плохой защите. [7]
Интересен тот факт, что цвет побежалости считается дефектом сварного соединения, появляется и в нормативных документах. Например, в СТО-ГК "Трансстрой" 005-2007 Стальные конструкции мостов. Технология монтажной сварки.
Также мне попалась интересная статья по разработке метода определения сварочных напряжений по цветам побежалости. [8] Нюанс в том, что исследована модель однопроходного шва. Будет ли этот метод работать на многопроходных швах?
В следующей статье мы попытаемся выяснить, можно ли определить был или не был перегрет металл, исходя из ширины участка синеломкости. Что касается вопроса в заголовке статьи, то, я думаю, ответ очевиден — наличие цветов побежалости не является дефектом для углеродистых сталей.

Список использованных материалов:
3. В.А. Лосев, Н.А. Юхин. Иллюстрированное пособие сварщика. Москва: Соуэло, 2004. 59 с.
4. Костенко Е.М. Сварочные работы: Практическое пособие для электрогазосварщика.
5. В.А. Чебан. Сварочные работы: учеб. пособие. Изд. 3-е. Ростов-на-дону: Феникс, 2006. 412 с.
6. Ю. П. Солнцев, Е.И. Пряхин. Материаловедение: учебник для вузов. Изд. 4-е, перераб. и доп. Спб.: Химиздат. 2007. 784 с.
7. С.М. Гуревич. Сварка химически активных и тугоплавких металлов и сплавов. Москва: Машиностроение. 1982. 95 с.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Цвета побежалости сварных швов. Дефект или искусство?

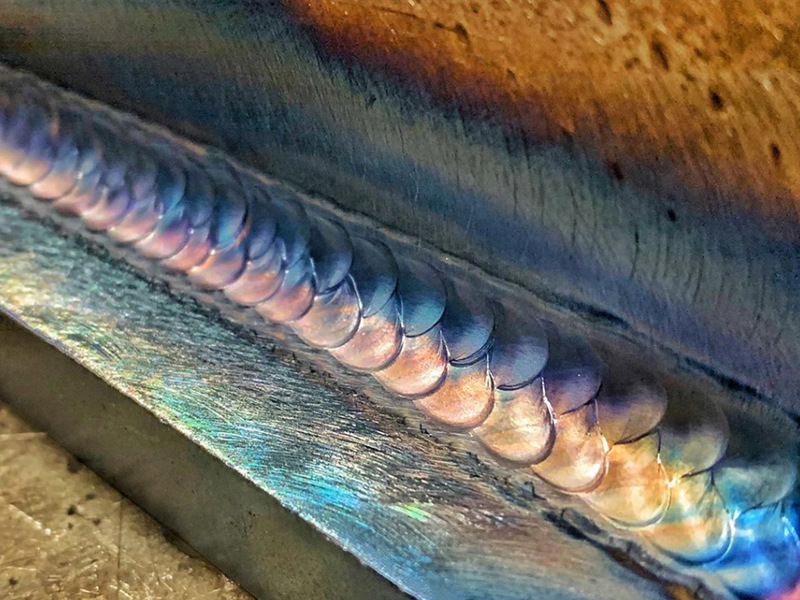
Когда смотришь на фотографии сварных швов, создается впечатление, что сварщики устроили своеобразное соревнование, у кого «круче раскраска». Здесь присутствуют все цвета и их оттенки: соломенный, розовый, зеленый, синий. Задаются ли они вопросом: как влияют цвета побежалости сварного шва на его свойства и могут ли они являться браковочным признаком? Задумываются ли над этим, кода получают красивые узоры, покрывающие металл в месте термического воздействия, или просто получают эстетическое удовольствие? Трудно сказать, но некоторые творения выглядят как картины Леонардо да Винчи.

Побежалостью называют тонкие прозрачные оксидные пленки, образующиеся на поверхности металла. Цвета возникают в результате физического процесса интерференции света в пленках, которые имеют разную толщину и способны отражать свет различной длины волны. Самые толстые пленки отражают короткие волны, по мере их утонения λ света увеличивается. Синему цвету соответствуют более разогретые участки, желтому – более низкотемпературные.


Появляются цвета побежалости в диапазоне температур от 400 о С до 200 о С на участке номер семь, который называют еще зоной синеломкости. Для низкоуглеродистых сталей при высоком содержании в ней кислорода, азота, водорода в этом месте наблюдается снижение величин пластичности и ударной вязкости.
В ряде нормативных документов, в частности в РД 03-606-03 цвета побежалости не определены как дефект, а только как образование препятствующее контролю и предписывается их удаление, зато в СТО-ГК «Трансстрой» 005-2007 они уже определяются как дефектный признак. Должно быть в последнем документе имеет место быть путаница: действительно, появление цветов побежалости на титане свидетельствует о его недостаточной газовой защите (что важно обеспечить в полной мере для этого металла), для низкоуглеродистых сталей недостаток защиты не является такой уж критичной вещью.
Отдельно нужно сказать о появлении радужных пленок на поверхности коррозионостойких сталей в народе называемых нержавеющими. Появляются они в более широком диапазоне. Цветовая гамма меняется от синего (700 о С) до светло-соломенного цвета (300 о С) и свидетельствует о том, что слой оксида хрома, защищающий металл от коррозии нарушен. Ни один из цветов не является «безопасным» и может привести к образованию питтинговой коррозии. Стремитесь к серебристо-белому «блестящему хрому». Все остальное обязательно подлежит зачистке лепестковым кругом, металлической щеткой из нержавейки или вытравливается химически.
Цветные швы: что они значат и почему имеют значение.
Диапазон цветов, которые встречаются в сварных швах – потрясает и пробуждает ваше воображение. Иногда эти оттенки желательны, а иногда нет. То каким цветом получился шов зависит от процесса сварки, материала, отрасли и области применения.

Цветная радуга на сварном шве и в зоне термического влияния не делает его хорошим сварным швом. Это может, наоборот, указывать на плохой сварной шов (но не обязательно). Материалы и их применение в той или иной сфере имеют большое значение.
![]()
Почему сталь меняет цвет?

Здесь задействовано много науки и возможно немного магии. Когда сталь нагревается, вся ее молекулярная структура изменяется. И когда поверхность нагретой стали встречается с атмосферой, она взаимодействует с элементами в воздухе, создавая химическую реакцию. Получаемые цвета зависят от состава металла, состава атмосферы, температуры, при которой они встречаются, и времени нахождения металла при повышенной температуре. Как следствие, металл окисляется.
Оксидирование
Окисление поверхности - это одно, но более глубокое окисление происходит под поверхностью металла и оно вызывает пористость. Именно здесь играют роль защитный газ или флюс, т.к. оба предназначены для защиты зоны горячей сварки от атмосферы до тех пор, пока валик не остынет до такой степени, что смешивание стали и атмосферы не повлияет на конечные свойства металла.
Когда кто-то говорит Вам, что Ваш шов окрашен определенным образом, потому что Вы выполняете сварку с определенной температурой, они только частично правы: многие факторы влияют на это. Иногда эти цвета значат все, а иногда ничего не значат.
Например, на нержавеющей стали любой цвет в сварном шве показывает, что образовался оксидный слой, который может повлиять на коррозионную стойкость. Чем темнее цвет, тем толще окисление.
Цвета следуют предсказуемому образцу: от цвета хрома до соломы, от золота до синего и фиолетового.
В некоторых отраслях, например в фармацевтике, любой цвет кроме хрома в сварном шве недопустим, но в других ситуациях, связанных с санитарной сваркой, например на молочных заводах, допускаются оттенки светло-синего цвета. Эти цвета могут быть удалены механическим или химическим путем, а коррозионная стойкость может быть восстановлена.
Так в чем же дело с использованием нержавеющей стали?
Коррозионная стойкость может быть критической.
Конечно, если Вы такой же художник, как я, то красивые цвета - это то, что Вы ищете. Я часто жертвую антикоррозионной защитой ради внешнего вида.
Из-за химического состава, например нержавеющей стали Aisi 308 — небольшое нагревание может привести к очень ярким цветам. Но мягкая сталь также может давать хорошие цвета, хотя и c более мягкими оттенками. А смешивание двух разных сплавов может привести к интересным результатам.
Титан

На титане история похожая, но с большей разницей. Вместо того чтобы просто снизить коррозионную стойкость, загрязнение из атмосферы может существенно повлиять на целостность сварного шва. Титан является прочным, пластичным материалом, но при повышенных температурах он вбирает водород, азот и кислород, и если ему это разрешить, он станет хрупким.
Хотя это и не абсолютный показатель защиты от неправильного обращения с материалом, полученные цвета являются довольно хорошим показателем прочности сварного шва. Опять же, это в некоторой степени зависит от отрасли и сферы применения. Часто светло-золотой цвет шва является приемлемым, но чем меньше цвета у титана, тем меньше вероятность его загрязнения или брака. Предостережения здесь похожи на нержавеющую сталь.
Титан выглядит потрясающе, когда ему позволяют реагировать на температуру. Многие парни строящие хот-роды и мотоциклы рискуют с "материальной целостностью" на открытых трубах и выхлопах, потому что это выглядит чертовски круто, когда титан становится синим или фиолетовым.
Я хотел бы добавить несколько строк о покрытии защитным газом
Да, газовое покрытие может повлиять на цвет сварного шва. Но это только один из многих факторов.
Производители часто ошибочно полагают, что больше кубических футов в час (CFH) улучшают качество сварки. Больше газа - означает более чистые сварные швы, лучшую дугу и лучшее управление сварочной ванной, верно? На самом деле это не так! Наглядный пример: когда ваш сосед думает, что заправив 95-ым бензином свой Москвич, он каким-то образом превращается в спорткар. Эти двигатели были построены для бензина с октановым числом 80. Горючие жидкости ниже 80 можно заливать, но использование какого-либо топлива с октановым числом выше, чем то, для которого был разработан и откалиброван двигатель, не поможет. Это пустая трата денег. Это может лишь повредить мотор.
То же самое с инертным газом: Вам нужен поток, достаточный для защиты нагретого металла от атмосферы в соответствии со стандартами, к которым Вы применяете сварку. Делаете больше подачу, и Вы тратите впустую газ, а возможно еще и вызываете турбулентность в зоне сварки. Необходимый поток газа может быть разным для каждой работы. Главное, его должно быть достаточно, чтобы покрыть зону сварки до тех пор, пока шов не станет ниже температуры окисления.
Перед началом работы я запускаю дугу и начинаю делать пробные "чешуйки" при этом постепенно закрываю вентиль расходомера, пока он не даст мне достаточно газа, затем открываю его обратно примерно на 1 л/мин и начинаю работать.
Подводя итог.
Длина дуги, длина валика, температура основного материала, чистота и гладкость поверхности, угол заточки вольфрама, угол вольфрама к поверхности, Ваше движение во время сварки, направление сварки, есть задняя продувка или опорная пластина, и пост поддувка, а так же качество защитного газа - все это влияет на конечный результат, цвет шва или его отсутствие. Лучший способ научиться – это просто сваривать, сваривать и сваривать каждый день.
Цвета сварных швов бывают невероятно красивы, и для многих это искусство, но иногда эти цвета указывают на плохой сварной шов, а иногда нет.
Цвета побежалости металла
Цвета побежалости – это цвета, которые становятся различимы на гладкой металлической или минеральной поверхности из-за появления тончайшей окисной пленки или световой интерференции в ней. Зачастую их появление связано с тепловым воздействием. О том, что такое побежалость, далее.
Происхождение цветов побежалости металла
Цвета побежалости металла распространяются из-за перераспределения интенсивности света в утонченных пленках на структуре отражения. По ходу развития пленочной толщины появляются условия погашения лучей с какой-либо волновой длины. Вначале из белоснежного появляется сиреневое свечение, обнаруживается желтое свечение. По ходу того, как пленка растет в толщину, увеличивается волновая длина погашенных лучей. Из непрерывного спектра солнца появляется зеленое и красное свечение.
Яркость оттенков побежалости нержавейки зависит от размера оксидной пленки с протяженностью солнечной волны, которая идет на спецматериал. Одни из ярчайших оттенков находятся на материалах медного типа. Цвета побежалости стали, которые получаются из-за физического процесса, зависят от металлического состава. Если в микроэлементе есть много металлических ионов, то он прокрашивается в синий. В присутствии хромофоров можно обнаружить красные оттенки – следы побежалости на металле.
Искусственная цветовая побежалость видна на структуре при повышенных показателях. Непременным условием образования следов побежалости считается отсутствие воды с иными спецжидкостями. В ходе нагревания появившаяся пленочная структура окиси снижается. Это объясняется диффузией, то есть перемешиванием микроэлементов или внедрением одного химического элемента в иной. В ситуации с металлической пленкой окиси становится видно, как взаимодействуют атомы кислорода со спецметаллом.
Как искусственно создать цвета побежалости
При металлообработке активным образом применяется воронение. Технология спецпокрытия металлов пленками окиси хорошо известная и активным образом применяемая на протяжении десятков лет. Вороненый материал отличается устойчивостью ко ржавчине, прочностью к повышенным нагрузкам и обладает эстетичным окрасом, без добавочных покрытий с красками.
Чтобы выполнить воронение, необходимо:
- обмакнуть заготовку, протереть ее минеральным маслом;
- нагреть на металлическом листе до температурного показателя (для различных металлов со сплавами она различается);
- после сделать закалку в охлажденном участке – во избежание металлического отпуска.
Получившийся окисленный слой на структуре металлического изделия будет устойчивым к воздействию воды. Он будет иметь повышенную прочность к действию внешних факторов.
В нижеследующей таблице приведены составы растворов и требуемая температура для бесщелочного оксидирования черных металлов:

Пленка окисления образуется как с большой, так и с малой скоростями. На образование пленки влияют такие факторы, как:
- мера закаленности обрабатываемой детали (закалка способствует ускорению появления необычного эффекта);
- загрязнение (при появлении грязи она обугливается, и, в результате, образуется неравномерный пленочный слой оксида);
- шероховатость (заготовка, которая имеет выемку, получает уплотненную пленку; эстетичное цветовое различие обнаружить невозможно, а полированная деталь создает разноцветный эффект);
- технология нагревания (в зависимости от спецоборудования, применяемого для нагрева деталей, с большой скоростью и шириной формируются пленки окисления; для нагревания деталей лучше применять оборудование, которое позволяет поддерживать требуемый температурный показатель и контролировать его).
Тонкие пленки оксида поглощают солнечные волны с наименьшей длиной волны, но отражают с наибольшей. Цвет металла при нагреве изменяется в зависимости от температуры. Чем больше температура пленки оксида, тем светлее цвет металла при нагревании. Синий и фиолетовым цвета получаются, когда из спектра отображается перечень длинных волн. При отражении пленки из оксидов волны с минимальной волновой длиной, металлическая поверхность прокрашивается в желтоватый оттенок. Светлые оттенки соответствуют повышенной температуре нагревания. Поэтому мастер нередко определяет с помощью цветов побежалости нержавейки закалку материалов со стальной стружкой и колющим инструментарием. Они применяются при работе токаря.
Несмотря на указанные факторы, при содействии цветов побежалости нержавеющей стали невозможно точно определить температуру металла, поскольку на показатель влияют разные факторы:
- период нагрева (промежуток времени, на протяжении которого деталь из металла прогревается до показателя помещения, если отсутствует тепловая отдача);
- разная примесь в переливающемся металле;
- особенность освещения в помещении, где производилась сварка с закалкой заготовок;
- скорость прогрева (температурное изменение в единицу времени во время прогрева).
Среди различных электроприборов есть пирометры, обеспечивающие конкретный температурный контроль. Они функционируют на лучевом анализе лазера. В электроприборах находятся особые датчики, которые анализируют отраженные лучи и отражают металлическую температуру, которой равны измеренные параметры излучений.
Температура цветов побежалости металла
Температура и цвет металла изменяются на протяжении всего процесса нагрева заготовки. Причем у каждого сплава или вида металла своя температура появления побежалости. Вследствие этого технологи пользуются большим количеством таблиц соотношения цвета и температуры цветов побежалости. Некоторые из них приводим в нашей статье.
Читайте также: