Подающий механизм для сварочного полуавтомата
Обновлено: 04.10.2024
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
- газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм

Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.

Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.

Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
Какие бывают механизмы подачи проволоки для сварки
Неотъемлемой частью любого полуавтоматического аппарата можно считать механизм подачи сварочной проволоки. От его правильной работы во многом зависит производительность оборудования и прочность сварного шва. Он не должен заедать, или прокручивать проволоку слишком быстро.

Виды устройств
В зависимости от способа подачи сварочной проволоки, механизм может быть:
- толкающим;
- тянущим;
- комбинированным.
Толкающие механизмы вместе с катушкой располагаются в корпусе сварочного аппарата или в виде отдельного блока. Это самый распространенный вариант исполнения.
По направляющему каналу он проталкивает присадочную проволоку через горелку непосредственно в зону сварки. Благодаря своему расположению, он облегчает работу сварщика.
Механизмы тянущего действия располагаются в корпусе горелки. Это позволяет работать с более длинными направляющими каналами. Недостатком данного принципа действия является снижение производительности и работоспособности сварщика из-за более тяжелой горелки.
Комбинированные устройства сочетают в себе оба принципа действия, но встречаются крайне редко.
В зависимости от толщины применяемой присадки подающие механизмы бывают двух- или четырехроликовые. Для проволоки толщиной 1-1,2 мм обычно используется двухроликовый механизм с одним ведущим и одним прижимным. Для присадки большего сечения применяют по два ролика каждого вида.
Внешние механизмы подачи бывают полностью автономными, переносными или стационарными. Современные устройства комплектуются информационными панелями. Они позволяют контролировать и регулировать параметры оборудования.
В устройстве имеется блок электронного управления, который при необходимости регулирует скорость подачи сварочной проволоки, изменяющуюся в зависимости от технологии, условия работы и умений сварщика.
В некоторых моделях есть возможность запоминания режимов сварки. Предусмотрен режим холодной протяжки, когда подача проволоки в зону сварки происходит без поджига горелки.
Имеется возможность продувать шланг защитным газом перед началом сварочных работ и когда они закончились, чтобы убрать пыль и влагу.
Принцип действия
Ординарный механизм подачи состоит из электродвигателя постоянного тока, понижающего редуктора, прижимного и ведущего ролика, направляющего и входного каналов. Кроме этого имеется рычаг с пружиной и винт, выполняющий роль регулятора прижимного усилия.

При подаче напряжения на электродвигатель, его вал начинает вращаться с определенной скоростью. На одном валу с электродвигателем находится редуктор, который понижает количество оборотов до необходимого числа.
Выходной вал редуктора вращает толкающий/тянущий ролик, тот в свою очередь тянет за собой сварочную проволоку, прижатую к нему вторым роликом. Для устранения проскальзывания имеется регулировочный винт, который воздействует на прижимную пружину. Она необходима для более мягкого и постоянного воздействия на ролик.
Подающий механизм в сварочном полуавтомате может иметь отдельный блок регулировки, запускаемый с кнопки на рукоятке горелки. Некоторые модели имеют сменные втулки на направляющих каналах.
Это позволяет переналаживать оборудование под различные диаметры проволоки. Кроме этого, механизмы имеют в своей конструкции клапан и фитинг для подключения горелок с водяным охлаждением.
Часть четырехроликовых устройств имеют дополнительную пару роликов перед подающим блоком. Их задача заключается в выравнивании присадки. Обычно их применяют в случае применения порошковой проволоки толщиной от 0,8 мм до 4 мм.
Популярные модели
Компания Lincoln Electric выпускает целую линейку двух- и четырех- роликовых механизмов, подающих сварочную проволоку. Не стоит забывать и про другие торговые марки.
LF-37, 38

Модели LF-37, LF-38 разработаны для использования в условиях высокой влажности и запыленности. Они работают на катушках 300 мм (15кг), а также могут использовать катушки 200 мм (5кг).
В качестве проволоки может применяться сплошная или порошковая. Имеется датчик потока газа, который полезен при работе с длинными кабелями. Все настройки интуитивно понятные, после нажатия кнопки «выбор» видны режимы 2/4 такта, можно регулировать предварительную протяжку до начала работ, предусмотрен горячий и мягкий старт (Hot/Soft) и заварка кратера.
Можно выбрать язык отображения информации на экране. Механизм LF38 имеет набор программ и блок памяти, обеспечивающий запись 10 режимов заданных параметров.
Аппарат имеет малые габариты, большие индикаторы, отображающие параметры в процессе сварки. Имеются соединительные кабели для жидкостного охлаждения. Может работать с проволокой диаметром от 0,6 мм до 1,6 мм. Производитель дает 3 года гарантии.
MSF 57

Одним из лучших устройств подачи проволоки для сварочных работ является MSF 57 фирмы Kemppi.
Устройство MSF 57 имеет четыре ролика. Применяется проволочная кассета диаметром 300 мм. Качество этого механизма подачи находится на высоком уровне. Это, пожалуй, самый надежный и удобный механизм на рынке по откликам пользователей.
Модель MSF 57 мощность 100 Вт питается от 50 В. Сварочная проволока может подаваться в ней со скоростью от 0 до 25 м в минуту.
Механизм может работать с нержавеющей проволокой диаметром от 0,6 мм до 1,6 мм, с порошковой от 0,8 мм до 2,0 мм, с алюминиевой от 1,0 мм до 2,4 мм.
Форсаж МПЦ02
Хорошо себя зарекомендовал механизм подачи проволоки «Форсаж МПЦ02» от российского производителя. Он имеет цифровое управление параметрами, регулирует скорость подачи проволоки в диапазоне 2-20 м/мин.

Устройство имеет сменные ролики, что позволяет быстро перенастраиваться на различные диаметры, работает с катушками до 300 мм. В механизме предусмотрена регулировка времени продувки газа перед сваркой от 0 до 0,5 с, после сварки от 0 до 10 с. Мощность редуктора составляет 120 Вт.
Некоторые умельцы из сварочного инвертора делают полуавтоматы, добавляя отдельный блок подачи проволоки. Но по большей части они представляют собой нерегулируемые подающие механизмы по своим характеристикам значительно уступающие промышленным образцам.
При изготовлении полного аналога какой-нибудь модели стоимость комплектующих будет значительно выше готового аппарата.
Сегодня в этой статье мы рассмотрим виды подающих роликов для сварочных полуавтоматов, их отличительные особенности, и для работы с какой проволокой они предназначены. Еще обратим внимание на ошибки, которые начинающие сварщики допускают при заправке проволоки.
Что такое подающий ролик?
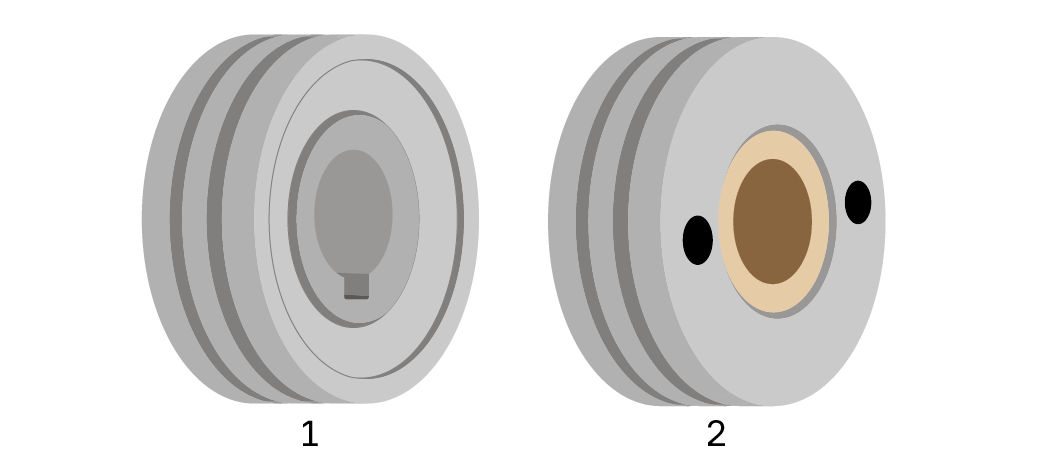
Ролик подающего механизма — это сменный элемент подающего механизма сварочного полуавтомата MIG/MAG, который подбирается в соответствии с видом сварочной проволоки, её диаметром, габаритными размерами роликов и самим аппаратом.
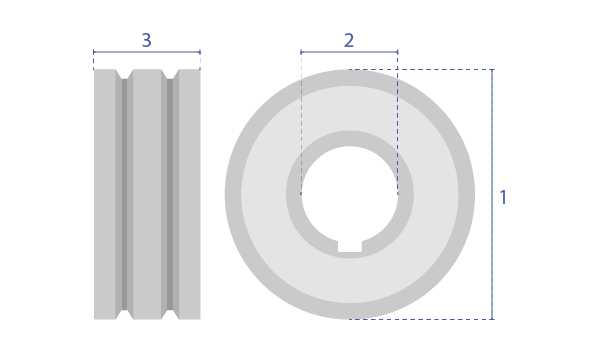
Подающие ролики изготавливаются из легированной стали. Наиболее часто применяются цельные (1) ролики с накаткой и коническими гладкими канавками. Второй вид по форме — составные (2), которые состоят из двух подающих роликов с фасками и накаткой по фаске.
Какие ролики бывают?
Различают 3 вида подающих роликов для сварочных полуавтоматов и это различие заключается в проволоке, которая используется в работе.
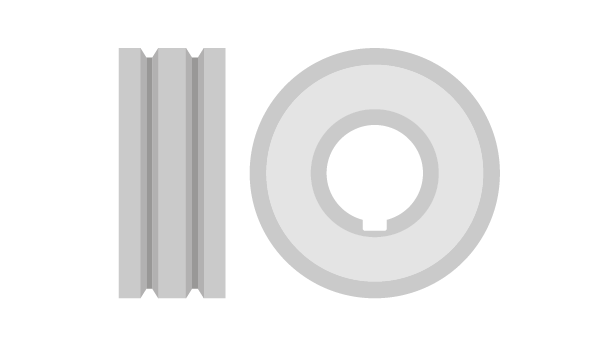
Ролики для стальной проволоки имеют буквенное обозначение «V», что характеризует форму канавки. Подающие ролики для стальной проволоки имеют две направляющие канавки V-образной формы.
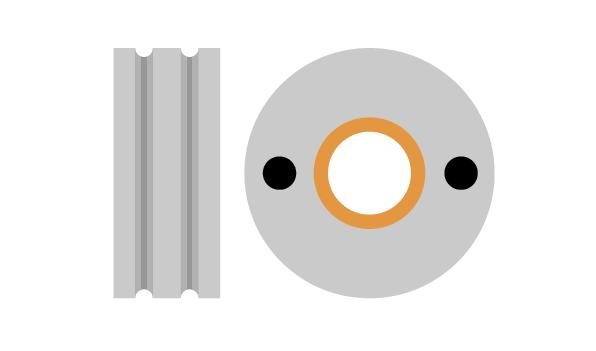
Ролики для алюминиевой проволоки имеют буквенное обозначение «U», что характеризует форму направляющих канавок. Канавки ролика обеспечивают плотный контакт с проволокой, в результате чего она не проскальзывает и не заламывается.
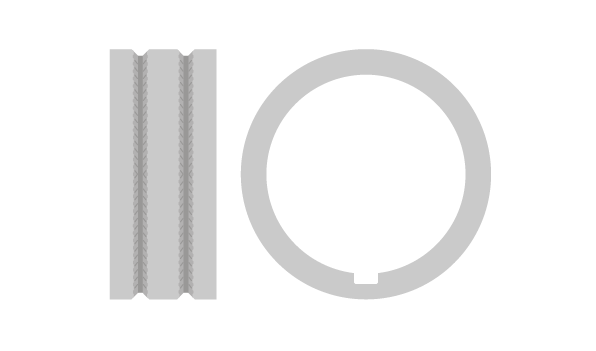
Ролики для порошковой проволоки имеют буквенное обозначение «K».
Порошковая проволока — это трубчатая проволока, заполненная флюсом и металлическим порошком, которая защищает расплавленный металл от воздействия воздуха при сварке.
Как правильно подобрать ролик?
При выборе ролика необходимо учесть следующие моменты:
- Тип проволокопадающего механизма, который установлен в сварочном аппарате. Различают 2-х роликовый и 4-х роликовый механизм подачи проволоки.
- Габаритные размеры ролика. Чтобы правильно подобрать ролик по габаритам есть 2 способа:
1 способ самый простой — просто знать, какой размер ролика в вашем сварочном аппарате.
2 способ — произвести самостоятельный замер ролика. Необходимо замерить общую ширину ролика (это будет первое число в габаритах), потом нужно замерить посадочную резьбу/отверстие (это будет второе число в габаритах), и, далее, произведите замер ширины торцевой части ролика (это третье число в габаритах). Полученные цифры, например, 30х10х12 — это и есть габаритные размеры ролика.
Вид и диаметр сварочной проволоки
Диаметр канавки ролика выбирается в зависимости от диаметра и вида проволоки для сварки. Диаметр и вид проволоки прописывается на самом товаре – это буквенно-цифровая гравировка. При изменении сечения проволоки вы просто переворачиваете ролик нужной стороной и продолжаете использовать его далее. Обратите внимание, что маркировка диаметра сварочной проволоки указывает на ту канавку, которая находится ближе к маркировке.
На сайте ПТК в разделе про подающие ролики, в настроенных фильтрах вы с легкостью сможете подобрать нужный ролик по габаритам, по типу и диаметру сварочной проволоки.
Правильно заправленная сварочная проволока в подающий ролик — это гарантия успеха при проведении сварочных работ, также это повышает производительность сварочных полуавтоматов и срок их эксплуатации.
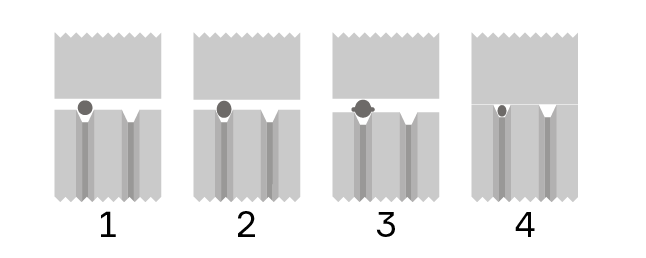
Схематично на рисунке мы отобразили корректную заправку проволоки и возможные ошибки, с которыми вы можете столкнуться.
- Нормальное усилие зажатия.
- Чрезмерное усилие зажатия.
- Слишком большой диаметр проволоки.
- Слишком маленький диаметр проволоки.
При заправке роликов проволокой учитывайте рекомендации по выбору усилия зажатия, которое настраивается при помощи регулирующего винта на подающем механизме сварочного аппарата.
В ассортименте фирменной продукции ПТК представлен широкий выбор подающих роликов и сопутствующих товаров, подробнее ознакомиться с техническими характеристиками, описанием и фотографиями вы можете в карточках товара. Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Доработка сварочного полуавтомата — подаем газ

Всем привет!)
Как и обещал — публикую отчет о доработке дешманского полуавтомата.
Это мегабюджетный аппарат под флюсовую проволоку 0,6-0,8мм без подачи газа. Флюсовая проволока как всем известно очень дорогая, качество ее как повезет, а масса наплавляемого металла в 1,5 раза ниже против обычной(читай расход выше). А еще у этого аппарата даже наконечники редкие и дорогие… Поскольку денег на приличный аппарат нет — решил допилить этот — поменять горелку и добавить газку.
Для переделки потребуется
Горелка — урвал по случаю(новую) — стандартная под евроразъем с газовым каналом
Евроразъем — ответная часть под горелку
Клапан электрический — подойдет от ВАЗ 2109 — клапан омывателя — его ставят с завода в отечественные аппараты, а в ремонте ставят в импортные =)
Реле — тоже от ВАЗа
Баллон — я взял 2 по 5кг — очень мобильно получается
Редуктор на баллон
Газовый шланг от редуктора к аппарату
Соединительные фитинги


У данного аппарата горелка и рукав не отсоединяются от корпуса — рукав закреплен в подающем механизме. Выкручиваем и вытаскиваем рукав, силовой провод отрезаем с запасом.
Примеряем евроразъем к месту установки — напротив подающего механизма.
Из ответки(разъема) выходит направляющая трубка для проволоки — ее надо закрепить в подающем механизме — в том месте где крепился рукав старой горелки. Снимаем подающий механизм



теперь трубку можно закрепить.
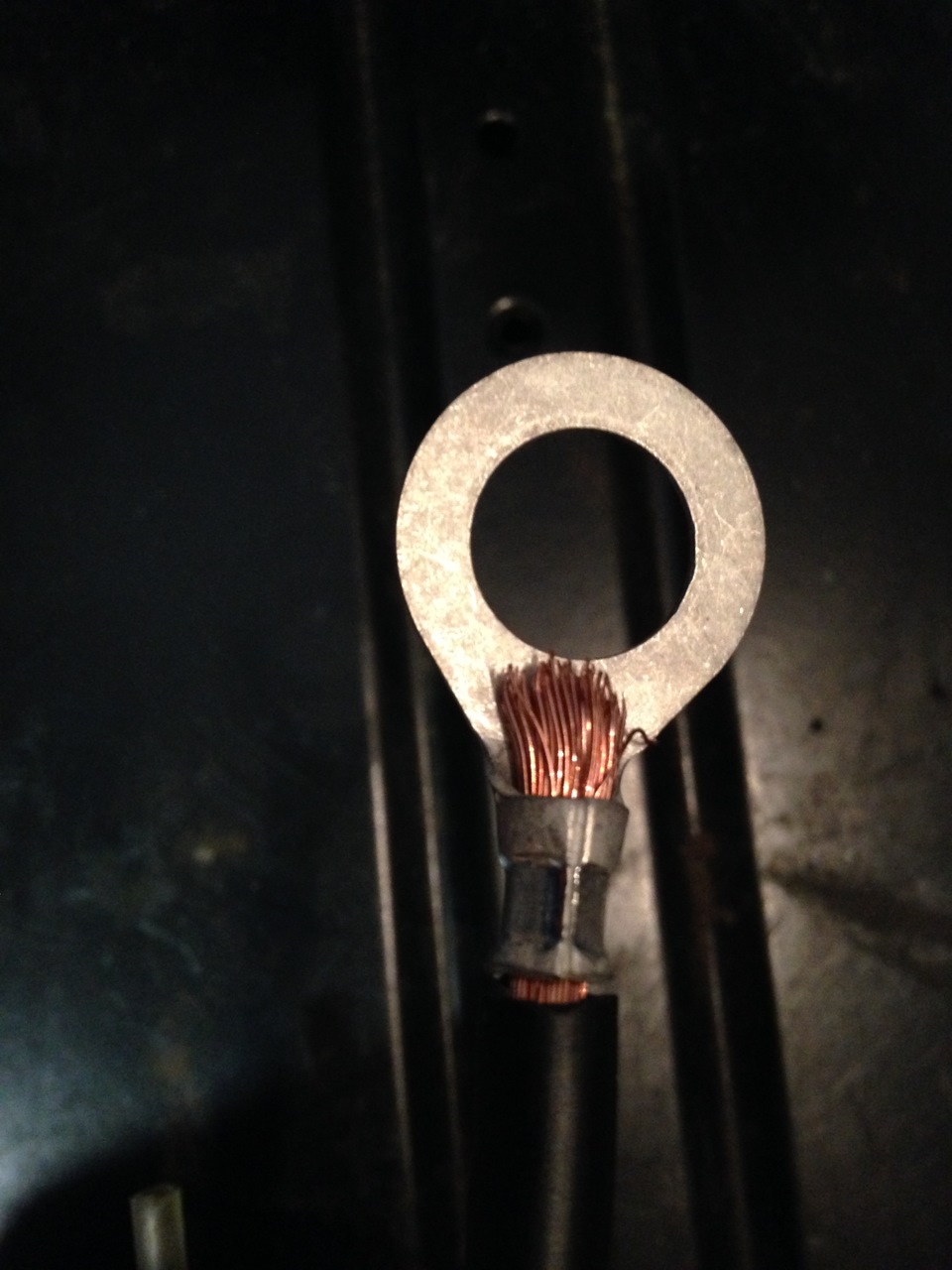
Далее надо прикрепить силовой провод к разъему — для этого я использовал медный луженый наконечник под 10 квадратов на М12 и гексагональные пресс-клещи.





Крепим разъем на корпусе исходя из положения в подающем механизме.

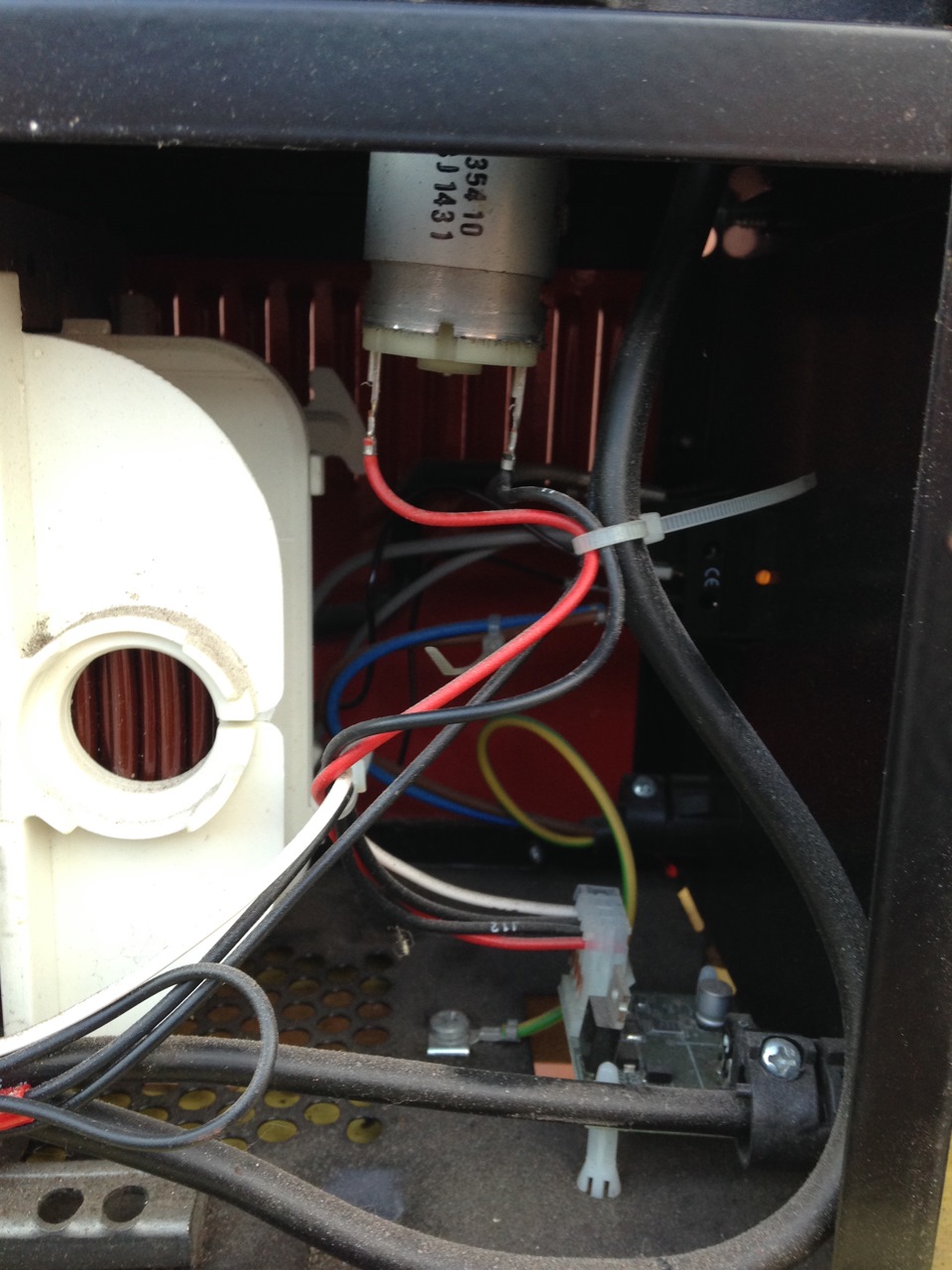
Далее про подключении клапана газа и подачи проволоки.
У этого автомата подача запитана напрямую от силового транса через регулятор — дуга горит — скорость стабилизируется. 12в нужных для клапана нет, питать от силового я решил, что не стоит. Поставил дополнительный трансформаторный БП на 12В 0,5А — под руку попался. Раньше подача управлялась одним проводом — кнопка в горелке замыкала цепь на силовой в горелке и редуктор включался. Теперь эту цепь замыкает автореле от ВАЗ. Параллельно реле включен клапан газа, они подключены к 12В БП через кнопку на горелке.
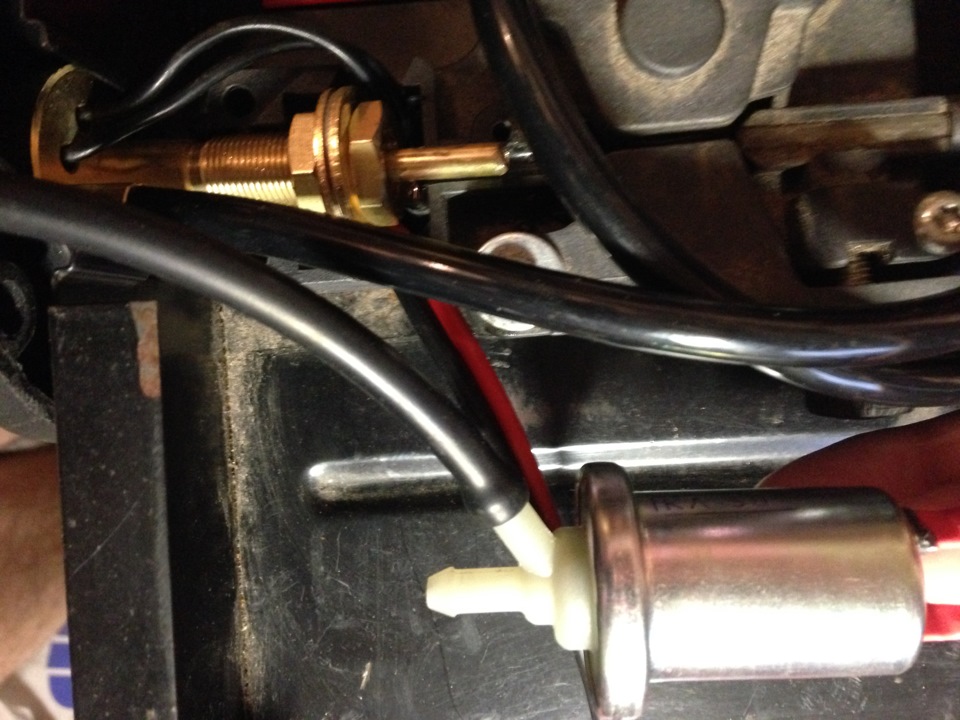
Проверил — все работает. Клапан открывается, подача включается.
Варить само собой в таком виде еще не пробовал — не хватает еще одного фитинга под газ — закрепить на корпусе полуавтомата для подключения баллона с углекислотой.
P.S.
Я знаю, что этот аппарат гуано, можно не говорить.
Советы по делу приветствуются.
Всем хорошего настроения!)

Skoda Octavia 2006, двигатель бензиновый 1.8 л., 180 л. с., полный привод, механическая коробка передач — электроника
Машины в продаже

Skoda Octavia, 2004

Skoda Octavia, 2006
Skoda Octavia, 2001

Skoda Octavia, 2002
Комментарии 43
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

кстати нормальный аппарат, собранный действительно в италии

Гамно- гамном, а с углекислотой на переменке варит отлично.Х.з. как это объяснить, то-ли сеть у нас другая, то-ли что…но варит…сучёк.Есть ещё контур-150(инверторный), так с тем морока, а с этим никаких проблем.

Клапан газа от омывателя не заедает?

Не, мне его порекомендовали в сервисе по ремонту сварочных аппаратов официальном. Типа он лучше китайского оригинального который плавится от долгой работы

Обьясните пожалуста подробно куда что какой провод

На китайский МИГ 195 поставил рукав фирмы Binzel.Родной дроссель викинул нафик.Смотал самоделнный на сердечнике (180-100-60мм)от трасформатора 12 волт.Такие примениалис для мобильного освещения.Мотал медной шиной от стартера Камаза или комбайна Нивы сколь влезло.Один конец сердечника пропилил болгаркой и поставил гетинаксовую прокладку 1-3мм экспериментальным путем и пропитал лаком пф.А с газом повозился.Моторчиком подачи проволоки управляет тиристор КУ 203.Поставил параллельно еще один, думал будет уравлять клапаном газа.Ничего неполучилось-моторчик засвистел на все обороты.Поступил иначе.Нашол трансформатор ТВК 110 или ТВЛ 110 и подключил к питанию главного трансформатора.Из вторичной обмотки ТВК 110 взял 12 волт и подключил к клапану газа(от сзиженного газа автомобилей легковых или грузовых через мостик выпрямитель от старого телевизора (диоды Д226БВ.Клапан по ребляет 8 вт.К клапану газа параллельно подключил китайский конденсатор 22000 мкф 63в(там ни 10000мкф нет).Но 2200мкф нигего нидает.Тепер газ подается одну полторы секунды после выключения тока и остановки проволоки.Теперь на макс 1-2 варит даже очень-то неплохо.Еще было бы хорошо ведущий ролик подперет сверху маленким подшипником на тугой пружине.Но такие переделки много стоит если все покупать и много времени отнимает.
Механизм подачи для приставки MIG/MAG своими руками


Чтоб сей девайс не был тяжелым за основу станины был взят дюралюминий. Размер листа 260*510. Крепление эл. мотора делается из расчета, что и где будет расположено.



В качестве роликов использовал три 201 подшипника. Один подшипник нужно только заварить или заклинить который будет в роли ведущего.

Сам механизм подачи делал из двух пластин текстолита размером 20*130. На них закрепил два подшипника которые выполняют разные задачи. Один прижимной, а второй опорный.



Собственно у меня возникли вопросы по прижиму. Какое усилие должно быть между роликами? При правильном усилии, прижимной ролик должен проворачиваться или нет относительно ведущего? Эл. мотор обязательно изолировать от станины? Если у кого возник интерес к моей приставке, добро пожаловать ко мне в БЖ.Еще раз спасибо.
Метки: сварочник, сварка, кузов
Комментарии 171

У меня тоже самодельный 3-х фазный полуавтомат его отец сделал 1996 г и до сих пор на ходу если интересно пришлю фотки

Если не сложно, на заметку может что ни будь возьму )
Зачем варить подшипник ?можно просто поставить ролик с насечкой
Чтобы не проворачивался, хотя буду ставить оригинал с канавками.

На заводских пдго привод не изолирован, на массу ставить нельзя, коротит, на кемпи такого нет-корпус из пластмассы, на сварогах привод на изоляторах…
Я ни один из них не бачил, даже и не знаю ( Зато самый первый полуавтомат будет самодельным! )

Как многие тут написали, подающий ролик надо делать с канавкой и желательно с насечкой (идеальный вариант — детали лентопротяга от древних кассовых аппаратов Ока-400 или Ока-4600, но металл там калёный и очень сложно поддаётся обработке, зато практически не изнашивается).
Вариант со вторым роликом интересен, + к жизни выходного вала редуктора.
Очень желательно поставить направляющие для проволоки до и после роликов. Пружинки как у тебя будет явно недостаточно для нормального прижима проволоки, надо подбирать, экспериментировать…
Трос от газа лучше не использовать — внутренний диаметр великоват — проволока будет "болтаться" в нём, что скажется на качестве сварки (неравномерная подача), лучше купить специальный "канал направляющий" от сварочников под конкретный диаметр проволоки, стоит копейки, это если горелку решил делать сам, а так лучше купить готовую заводскую, можно б/у.
По изоляции механизма протяжки — надо смотреть, прозванивать, у меня он полностью изолирован от корпуса, хоть и питается отдельным трансом.
Дроссель просто необходим, если его нет в сварочном трансе как у тебя. Конденсаторы надо ставить (подключать) после выпрямителя, ДО дросселя, иначе дуги не будет. И лучше их (кондёры) поставить несколько штук на разную ёмкость (в моём стоят две группы: 1- 4400 мкф на 63В (тоже от "Ока-400"), 2- 30 000 мкф на 63В) и подключать отдельно каждый (правда мощные выключатели надо, не менее 30А), чтобы иметь дополнительную возможность регулировать мощность дуги. Удивишься разнице между "без кондёров" и с ними.
Возможно, у твоего траса "ТЭД 130/1" будет слишком много напряжения (65В) для сварки проволокой, в полуавтоматах обычно 20 — 30 вольт (это если у источника тока "жёсткая" характеристика). Надо пробовать и экспериментировать!
Если будут вопросы — обращайся, чем смогу помогу.
Всё выше написанное основано на личном опыте создания самодельного сварочного полуавтомата (покупал только горелку и баллон с газом, остальное "найдено" на свалках), отработавшего больше 10 лет. Фотать и показывать его общественности не буду, ввиду крайне не эстетичного исполнения.
Хорошо, обращусь! У меня транс заводской со ступенями от 13 до 65в. Кондер на 44000мкф 100в. Дроссель сделал кое как, что аж руки потом звенели )
Ну тогда транс может и подойдёт. Не уверен, но в твоём дросселе возможно маловато витков ( в моём около 100 витков на "Ш" магнитопроводе 25 кв.см., я делал по образу и подобию самодельного и одного импортного). Провод делал сам из "антенного канатика" 4мм сложенного вдвое и обмотанного фторопластовой лентой, т.к. пробовал мотать шиной, как у тебя, — вешалка, очень тяжело…
В моем по 30 делал по словам автора, проверю в процессе, если что переделаю. Деваться некуда раз такая массовка пошла.
Ну а что, можно, главное не эстетика, а проверенный временем самодельный полуавтомат. Думаю найдутся ценители сотворенного своими руками.
Моё творение даже и "аппаратом" язык не поворачивается назвать. Так, временный, рабочий макет. Наверно и сейчас будет варить, если шестерёнку на движок снова приклеить…
Читайте также: