Подготовительные операции перед сваркой
Обновлено: 18.05.2024
Исходным металлом для производства сварочных работ является прокат, литье, поковки. Чаще всего на машиностроительных предприятиях металл получают от завода-изготовителя в виде проката: лист, лента, полоса, труба, уголок и другой гнутый профиль. После получения металла со склада на заготовительном участке его подвергают первоначальной обработке: зачистке, правке и вырезке заготовок из тяжелых и громоздких кусков листового и профильного проката для облегчения транспортировки заготовок и дальнейших операций по изготовлению деталей. Нарезанные заготовки подвергают предварительной правке и последующей зачистке поверхности от загрязнений, ржавчины и окалины на дробеструйных установках.
Правку проката производят, как правило, в холодном состоянии на правильных станках или вручную на правильных плитах.
Вырезку заготовок осуществляют в большинстве случаев на отрезных станках по упорам. Наиболее распространенным способом резки низкоуглеродистых сталей является газопламенная (кислородная) резка.
Изготовление деталей после предварительной обработки осуществляется рядом последовательных технологических операций: разметка, резка, штамповка, зачистка, правка, подготовка кромок или отбортовка и гибка деталей.
Разметка представляет собой нанесение на металл конфигурации заготовки. Разметку осуществляют с припуском. Припуск — это разность между размером заготовки и чистовым размером детали. Припуск снимают при последующей обработке. Для разметки применяют разметочные столы или плиты необходимых размеров.
Разметку осуществляют с помощью различных инструментов: стальной метр, стальная рулетка, металлическая линейка, чертилка, кернер, циркуль, штангенциркуль, рейсмус, угольник и др. Для получения более четкого очертания заготовки поверхность металла предварительно закрашивают белой клеевой краской. При большом количестве заготовок или деталей разметку производят по плоским шаблонам с припуском на последующую обработку. Чертилкой обводят контур детали, а затем накернивают по всей длине линии обвода с шагом (50 — 100 мм) между кернами.
Резка осуществляется кислородными резаками по намеченной линии контура детали вручную или газорезательными машинами специального назначения. Резка на механических станках более производительна и обладает высоким качеством реза. Для механической прямолинейной резки листового металла применяются пресс-ножницы для продольной и поперечной резки.
Штамповка заготовок осуществляется в холодном или горячем состоянии. Холодную штамповку применяют для тонколистового металла толщиной до 6 — 8 мм. Для металла толщиной 8 — 10 мм применяют горячую штамповку (с предварительным подогревом).
Зачистка металла осуществляется для удаления заусенцев с кромки деталей после штамповки, а также для удаления с поверхности кромок окалины и шлаков после кислородной резки. Для зачистки мелких деталей используют стационарные установки с наждачными кругами. Для зачистки крупногабаритных деталей применяют переносные пневматические или электрические шлифмашинки.
Правка деталей и заготовок осуществляется на листоправильных вальцах или вручную на плите при возможном искривлении их в процессе кислородной резки или резки на механических ножницах. Правку тонколистового металла производят в холодном состоянии на листоправильных вальцах или прессах. Правку толстолистового металла производят в горячем состоянии вручную на правильных плитах. Подготовку кромок деталей из низкоуглеродистой стали большой толщины осуществляют кислородной резкой или обработкой на строгальных или фрезерных станках.
Отбортовка кромок применяется для деталей из тонколистового металла для последующего стыкового соединения. Эту операцию производят на кромкогибочных прессах или специальных станках.
Непосредственно перед сваркой осуществляется дополнительная очистка деталей механическими или химическими способами. Наиболее прогрессивным способом очистки деталей является травление в растворах кислот или щелочей.
Гибка деталей и заготовок производится на металлогибочных вальцах, как правило, для изготовления различных емкостей цилиндрической формы. Деталь приобретает форму цилиндра и называется — обечайка. Гибка деталей для получения других геометрических форм осуществляется на специальных станках или установках.
Однако не всегда представляется возможным осуществлять подготовку металла под сварку с применением промышленного оборудования, например, в условиях строительно-монтажных работ, где детали собираются в узлы и подгоняются по месту.
Основные приемы технологии подготовки деталей под сварку приведены на рисунках.
рис. 2.33. Правка полосы и листа, а, 6, в, г.
Правка полосы и листа показана на рис. 2.33. Берется деталь и "на глаз" определяется ее кривизна или выпуклость (рис. 2.33, а), мелом отмечаются границы дефектов. Деталь кладется на правильную плиту (рис. 2.33, б) и молотками наносятся удары от края к середине выпуклости до полного и плотного прилегания поверхности детали к поверхности плиты (рис. 2.33, в, г).
рис. 2.34. Правка полосы в виде спирали. рис. 2 35. Гибка деталей из полосового металла.
Правка полосы с изгибом в виде спирали показана на рис. 2.34. Один конец заготовки 2 зажимается в тиски 1, второй конец — в ручные тисочки 3. Рычагом 4 полоса раскручивается до ее выправления.
Гибка деталей из полосового металла показана на рис. 2.35. Размечается линия гибки, деталь 4 устанавливается в тиски 1 с оправкой 3 и подложкой 2. Ударами молотка деталь загибают на угол 90° (рис. 2.35, а) или на другой заданный угол (рис. 2.35, б).
Гибка труб в холодном и горячем состоянии показана на рис. 2.36. Гибочную оправку 1 закрепляют к верстаку 2 скобами 3 с двух сторон (рис. 2.36, а). Трубу вставляют в желоб оправки и под хомут 4. Плавно нажимая руками, свободный конец трубы сгибают по шаблону. На рис. 2.36, б показана гибка трубы в приспособлении. Труба 1 вставляется в приспособление между подвижным роликом 2 и роликом-шаблоном 5 так, чтобы конец трубы вошел в хомутик 6. Плавно нажимая рукоятку 3, поворачивают скобу 4 вокруг неподвижного ролика-шаблона 5 до тех пор, пока труба не изогнется на нужный угол. На рис. 2.36, в показана гибка трубы в нагретом (горячем) состоянии. Размечается мелом по шаблону место изгиба трубы. Один конец трубы закрывается заглушкой, труба заполняется песком (сухой, просеянный через сито). Второй конец трубы забивается заглушкой с отверстием для выхода газов. Труба 1 вставляется в приспособление 2, нагревается пламенем горелки и изгибается по копиру.
рис. 2 36. Гибка труб в холодном состоянии: а, б, в горячем состоянии - в.
Разметка по шаблону и по угольнику показана на рис. 2.37. Пластина 1, покрытая меловым раствором, кладется на разметочную плиту 2. На пластину 1 накладывается шаблон 3 (рис. 2.37, а). Чертилкой 4 прочерчивается по контуру шаблона риска. Разметку по угольнику можно производить только тогда, когда одна сторона имеет ровную обработанную сторону (рис. 2.37, б). Угольник накладывается на размеченную поверхность детали и чертилкой наносятся риски в соответствии с чертежом детали. Угольник передвигается вдоль обработанной стороны.
После нанесения рисок производится накернивание для сохранения очертания профиля заготовки.
Кернение показано на рис 2.38. Берется кернер (рис. 2.38, а) и острым концом устанавливается в центр разметочной риски (рис. 2.38, б). Поставить кернер необходимо вертикально (рис. 2.38, в) и затем нанести мягкий удар молотком.
рис.2.37.Разметка по шаблону и угольнику: а,б. рис. 2.38. Кернение: а, 6, в.
Резка металла ножовочным полотном показана на рис. 2.39. Чертилкой или мелом наносятся линии реза. Детали закрепляются в тисках, напильником делается пропил глубиной 1 — 1,5 мм. Ножовочный станок устанавливается полотном в пропил и производится резка.
При резке тонколистового металла полотно ножовки устанавливают под углом 90° по отношению к корпусу станка ножовки.
Резка трубы труборезом показана на рис. 2.40. Отмечается мелом место резания по окружности трубы. Трубу 1 устанавливают в прижиме 2 между угловой выемкой основания прижима 2 и сухарем 5, вращая рукоятку 3 с винтом 4. Подводится труборез 8 к месту разрезания. Подвижный ролик 6 подводится до соприкосновения со стенками трубы вращением рукоятки 7 трубореза по часовой стрелке. Труборезом делают один оборот вокруг трубы. Подвинув рукоятку 7 трубореза на 1/4 оборота по часовой стрелке, вращают труборез и прорезают трубу на пол оборота. После каждого вращения трубореза на пол оборота рукоятку 7 трубореза подворачивают на 1/4 оборота и так до полного отрезания трубы. Место реза смазывают маслом для охлаждения режущих кромок роликов.
Рубка металла по разметке на плите показана на рис. 2.41. Детали устанавливаются на плите, наковальне и рельсе. Мелом отмечаются места рубки. Зубило устанавливают вертикально на риску (рис. 2.41, в) и разрубают деталь (рис. 2.41, а). Толстый листовой металл детали подрубают на половину толщины с обеих сторон. При рубке круглой заготовки ее необходимо поворачивать после каждого удара (рис. 2.41, б). Вырубание заготовок производят по разметке или по перемычкам отверстий заготовки (рис. 2.41, г, д).
рис. 2.39. Резка металла ножовочным полотном: а,б.
рис. 2.40. Резка трубы труборезом.
рис. 2.41. Рубка металла на разметочной плите: а,б,в,г,д; 1- деталь(заготовка); 2- плита; 3- разметочная линия; 4- отверстие под вырубку заготовки.
Подготовка металла под сварку с отбортовкой кромок показана на рис. 2.42. Чертилкой намечается линия гибки (рис. 2.42, а). Деталь устанавливают в тиски так, чтобы разметочная риска выходила за губку тисков (рис. 2.42, б). Тупозаточенным зубилом подгибают кромку мягкими ударами молотка (рис. 2.42, в, г, д). Окончательную гибку завершают молотком по подогнутым кромкам до загиба кромки на угол 90° (рис.2.42. е, ж).
рис. 2.42. Подготовка металла под сварку рис. 2.43. Подготовка металла под сваркус отбортовкой кромок: а, 6, в, г, д, е, ж.
с разделкой кромок: а, 6, в, г
Опиливание напильником кромок при подготовке деталей под сварку показана на рис. 2.44. Подготовленные детали после обработки кромок зубилом (рис. 2.44, а) обрабатываются напильником (рис. 2.44, б). После опиливания кромок их размеры проверяются линейкой или шаблоном рис.2.44.в,г.
рис. 2 44. Опиливание напильником кромок при подготовке деталей под сварку: а, б, в, г; 1,2 - линейки; 3 - шаблоны.
Очистка кромок деталей перед сваркой показана на рис. 2.45. Очистка от ржавчины, масла, краски и других загрязнений производится металлической щеткой по ширине кромки (15-20 мм). Деталь размещают в тисках или на верстаке и зачищают кромки до металлического блеска (рис. 2.45, а, б, в). Очистку кромок пламенем горелки производят для удаления окалины (рис. 2.45, г), а оставшиеся загрязнения удаляют металлической щеткой.
рис. 2.45. Очистка кромок деталей перед сваркой: а, б, в, г.
Разделка участков сварных швов с дефектами под последующую заварку показана на рис. 2.46, 2.47, 2.48 и 2.49. Размечается участок вокруг трещины для вырубки канавки (рис. 2.46, а). Просверливаются отверстия по концам трещины на глубину залегания трещины (рис. 2.46, б). Вырубается канавка крейцмейселем, канавочником (рис. 2.47, а, б). Форма канавки и исходные очертания трещины показаны на рис. 2.46, в и 2.47, в. Сваренную деталь размещают на столе сварщика (рис. 2.48, а, б). Крейцмейселем снимают наплыв металла шва таким образом, чтобы проверить наличие непровара кромки детали под дефектом (рис. 2.49, а, б).
рис. 2.46. Разметка участка вокруг трещины и просверливание отверстий по концам трещины: а, 6, в.
рис. 2 47. Вырубка канавки крейцмейселем- канавочником: а, 6, в.
рис. 2.48. Размещение детали на столе сварщика для удаления наплыва металла шва:а, 6.
Как подготовить металл к сварке
Сварка – последний этап монтажа металлоконструкций. Процесс подготовки металла под сварку включает в себя несколько технологических операций. Сначала заготовки выкраивают из проката, придают им окончательную форму, изгибают под нужным углом. Для получения прочных соединений, однородных по структуре, во время подготовки деталей с поверхности удаляют окислы. Температура плавления оксидов обычно выше, чем у сплава. Если не снять верхнюю пленку, сложно будет сформировать ванну расплава.
Немаловажный этап подготовки – укладка заготовок будущей конструкции. Их надежно фиксируют, только затем приступают к сварке. В небольшом обзоре рассказывается об особенностях каждого из этапов подготовки деталей к работе.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой. Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным.
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.

Резка
Это обязательная процедура подготовки деталей, если сварка делается по чертежам. Для работы с металлом применяют различное оборудование:
- ручное (резак, ножницы по металлу), используется для простых геометрических форм из листового или ленточного проката;
- электроинструмент (пила, болгарка, дрель или шуруповерт с фрезой-насадкой);
- термическое (кислородный или газовый резак, дуговую сварку, плазмотрон), можно делать прямые и кривые резы.
Термическая резка состоит в расплавлении металла по заданному контуру. При поточном производстве используют полуавтоматы и автоматы.
При резке металла делают припуски для зачистки и разделки кромок. Раскрой ножницами – самый кропотливый и малопродуктивный. Сварщики чаще применяют термическую резку.

Зачистка
Технология зачистки металла перед сваркой подразумевает снятие:
- ржавчины, чтобы избежать включений в диффузном слое;
- следов смазки, масла, органика снижает качество сварки;
- заусенцы, частички металла, они могут стать причиной брака;
- загрязнения, ухудшают структуру шва;
- оксидный слой, он препятствует образованию ванны расплава.
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты. Даже незначительные включения в ванне расплава приводят к браку. Для снятия оксидов, обезжиривания цветных металлов применяют химические вещества: всевозможные растворители, спирт, кислоту. Для работы с алюминием, цветными и высоколегированными сплавами, берут новую щетку, чтобы в ней не было микрочастичек углеродистой стали. На отливках перед сваркой удаляют литейную корку, на штампованных заготовках – слой окалины.

Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты
Подготовка кромок
Толстостенные заготовки без предварительной подготовки тщательно не проварить, жидкий металл будет растекаться по поверхности, не проникая в стык. Соединение получится хрупким, при небольшой нагрузке сломается. Немаловажный момент подготовки – скругление острых краев. Необходимо сглаживать высоту металла 2 –3 мм в зависимости от толщины детали.
Подрезка кромок производится вручную, механически или с использованием горелок. Холодные технологии предпочтительнее, кромка получается ровнее. Тип и угол разделки зависит от применяемых расходников, вида сварочного оборудования. Размеры кромок указаны в соответствующих ГОСТах.

Цель подготовки кромок к сварке – обеспечить доступ к корню шва. У тонкостенных заготовок толщиной до 3 мм только выравнивают торцы. С зазором до 2 мм проваривают 4 мм детали, если они толще, швы делают с двух сторон. На кромках толстостенных деталей снимают фаску или делают скос. Для односторонней сварки стыки делают в виде буквы V или U, при двухсторонней – в форме Х или К. Величина угла сопряжения от 45 до 60°. Если сваривают детали разной толщины, срезают только толстостенную заготовку. Важно правильно выбрать угол скоса, от него зависит:
- глубина проварки металла;
- величина шовного валика;
- расход электродов или наплавочной проволоки.
Подрезка кромок производится вручную, механически или с использованием горелок.
Гибка
Добиться точного угла сгиба вручную сложно. Это – механизированный этап подготовки металла. Листовой прокат пропускают через гибочные вальцы, гибочные автоматы. Холодная гибка применяется после предварительной подготовки изделий под сварку: снятия кромок, разметки, рассверливания отверстий, если они есть в чертежах или нужны для сборки конструкции.
Толстые полосы последовательно пропускают через 3-валковые или 4-валковые станки. Для придания формы профилю применяют правильно-гибочные прессы.

Сборка деталей под сварку
Подготовленные заготовки нужно зафиксировать в определенном положении. Это касается плоских и объемных конструкций. Заготовки надежно скрепляют, чтобы избежать деформации при сварке.
Величина зазора зависит от линейного расширения сплава. При сборке деталей под сварку придерживаются нескольких правил:
- к рабочей зоне должен быть максимально свободный доступ;
- сопряжения укрепляют специальными приспособлениями так, чтобы исключить сдвиг;
- все повороты, изменения положения конструкции в пространстве сводятся к минимуму;
- сборка под сварку сложных конструкций осуществляется поэтапно;
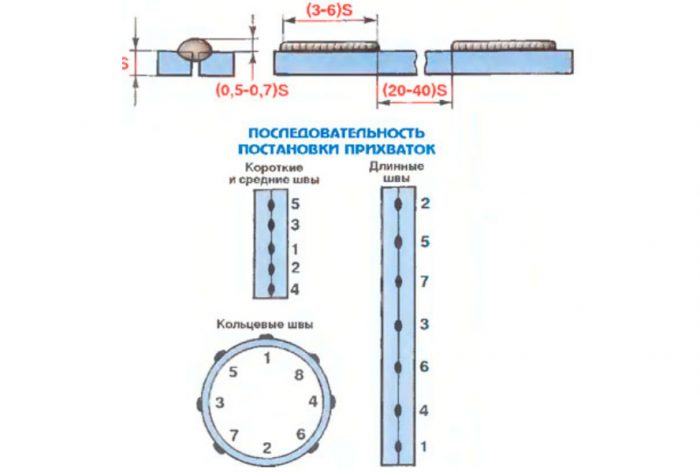
- жесткую фиксацию обеспечивают прихватки на расстоянии 30–80 см друг от друга или беглый шов;
- полужесткую или временную – струбцина, магнитные уголки, клинья, планочные гребенки, другие приспособления;
- объемные связи закрепляют болтовыми соединениями.
Прихватка – небольшой шов длиной от 50 до 100 мм, производится расходными материалами, приготовленными для работы. Если используется защитная атмосфера, прихватки тоже делаются в облаке газа. Детали при подготовке желательно соединять с противоположной основному шву стороны. Если прихватки сделаны снаружи, перед сваркой их хорошо зачищают, снимают окалину и верхний оксидный слой. Удобно использовать специальное устройство для точечной сварки, в месте контакта образуется однородный слой.
При подготовке заготовок сложной геометрической формы вместо прихваток делается беглый шов, не превышающий по глубине половины основного. Он зачищается при обработке корня основного шва.
Сборка предусматривает непроизводительные расходы, потерю времени, сил. Однако от надежности положения заготовок зависит прочность металлоконструкции.

Подготовка труб под сварку
Подготовка фрагментов проводится так, чтобы исключить осевое смещение. Для подготовки нержавеющих и толстостенных труб нужны заводские условия. Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Трубы из углеродистой и низколегированной стали обрабатывают вручную холодным способом. Последовательность операций такая же, как при работе с плоскими деталями. Для резки используют несколько вариантов:
- делают раскрой ножницами по металлу;
- используют циркулярную пилу, насадку-фрезу или болгарку;
- применяют газовый резак.
Процесс подготовки металла к сварке заключается в обработке торцов, сглаживании кромок, снятии фасок, если стенка толще 3 мм.
Для любого вида сварки металл предварительно зачищают по всей окружности. Только для специальных электродов по ржавчине допускается варить металл без зачистки.
Подготовка металла к сварке: «особые особенности» каждого этапа
Сварка — только один из способов соединения деталей, но именно этот метод считается самым надежным, прочным, безукоризненным. Разновидностей сварки существует несколько, но абсолютно для всех технологий один этап, состоящий из нескольких операций, остается неизменным: это подготовка металла к сварке. Качественное сварное соединение мастер получит лишь в том случае, если перед началом «священнодействия» он корректно и тщательно подготовит свариваемые детали. О том, какие операции выполняют, в какой последовательности, об их особенностях, нужно узнать тем, кто только начал знакомиться с этой технологией. Только качественно проведенная работа с элементами позволит избежать ошибок и получить максимально прочный шов.
Что такое подготовка металла к сварке?
В подготовку металла под сварку входят следующие этапы:
- правка, необходимая для деформировавшихся изделий;
- разметка, для дальнейшего раскроя деталей конструкции;
- резка — непосредственно создание всех заготовок;
- гибка отдельных деталей, если она необходима;
- работа с торцами, кромками: разделка, зачистка;
- сборка конструкции перед началом основной сварки.
Самым сложным зачастую становится последний этап, особенно для больших пространственных конструкций. Однако любую из этих операций нельзя назвать незначительной, поэтому пропускать даже один из пунктов не рекомендуют. Чтобы узнать о сути каждого этапа, с ними нужно познакомиться поближе.
Правка
Правка — обязательная подготовительная операция, которую проводят после деформации, неудачной транспортировки или других факторов, влияющих на качество материала. Выравнивание деталей может выполняться горячим или холодным методом: выбор зависит от размеров, от того, насколько серьезны искривления.
Правку делают либо вручную, либо с помощью оборудования. Стальные или чугунные листы выпрямляют молотком либо кувалдой. Металл кладут на плиту, сделанную из аналогичного материала. Если инструменты недостаточно эффективны, то их заменяют ручным винтовым прессом. В состав этого механизма входят две плиты, между которыми помещают деформированную деталь. Оба элемента зажимают винтом, благодаря этому создается давление, выравнивающее заготовку.
Листы, профильный прокат и полосы правят на вальцовочном оборудовании. Металл пропускают через несколько валиков (7-9) до тех пор, пока он не приобретет первоначальную форму. Как правило, требуется 3-5 правок. Профиль угловой требует использования углоправильных вальцов, двутавры и швеллеры — механических, приводных прессов. Сильная деформация — причина, по которой металлу необходим предварительный нагрев.
Разметка или наметка
Это следующий этап, который обязательно проводят перед дальнейшей обработкой деталей. Разметка (или наметка) — перенос размеров заготовок с чертежа на металл. Первая состоит в вычерчивании контуров свариваемых элементов. Чтобы все риски были хорошо видны, поверхность советуют предварительно загрунтовать.
Во время операции намечают места сгиба, центры отверстий и т. д. Этот этап наиболее требователен к мастеру: даже небольшая ошибка способна стать причиной изготовления бракованной детали. Разметку производят с помощью металлической линейки, рулетки, угольника, штангенциркуля и чертилки. Керном делают углубления, но исключением для инструмента является нержавеющая сталь.
Максимально упростит работу шаблон, сделанный из тонкого листа металла (алюминия), профиля либо фанеры. Такое изготовление деталей — метод, используемый для массового производства, его называют наметкой. Данный вариант трудно назвать оптимальным, поскольку этот этап получается достаточно трудоемким, отнимает много времени.
Помимо простой разметки-наметки существуют еще две технологии. На производствах используют оптическое оборудование, его называют разметочно-маркировочным. Такие станки программируют согласно размерам будущих деталей конструкции. Наносит разметку на металл пневматический керн. Скорость работы таких машин составляет 10 метров в минуту.
Другой вид разметки — мерная. Здесь также главную роль играет программирование прибора. Операция не предусматривает отдельного этапа: аппарат, в соответствии с введенными размерами, сразу разрезает детали. Эту технологию обычно применяют для длинномерных заготовок.
Поскольку во время сварки детали неизменно укорачиваются, обязательно оставляют небольшие припуски. Для поперечных стыков они составляют 1 мм, для продольных — 0,1-0,2 мм на 1 метр.
Резка
На этом этапе подготовка металла к сварке заключается, как правило, в термической резке. Механический ее вид применяют для создания однотипных заготовок, чаще тех, что имеют прямоугольное сечение. Для прямолинейного разрезания металла толщиной до 20 мм используют гильотинные инструменты, либо пресс-ножницы. Криволинейное рассечение выполняют роликовыми ножницами, но только в том случае, если толщина металла не превышает 6 мм. Фигурные, круглые стержни обрабатывают фрикционными, зубчатыми пилами.
Термическая резка подразумевает расплавление металла по меткам, нанесенным заранее. Для работы используют электродуговую сварку, кислородный резак или плазмотрон. Термическую резку выполняют на автоматических или полуавтоматических станках. В роли горючей смеси для черных металлов выступает ацетилен, коксовая смесь или пропан. Для цветных заготовок используют плазменную резку. Для разрезания заготовок из профиля отдают предпочтение знакомому инструменту — болгарке, ножовке или ножницам по металлу. Альтернативы — гильотины и отрезные станки.
Работа с кромками
Подготовка кромок для сварки — один из важнейших этапов предварительной операции. Цель — гарантировать доступ к удаленной части шва — к его корню. Если заготовки тонкостенные (до 3 мм), то операция упрощается: в этом случае только выравнивают торцы. Деталям до 4 мм нужен зазор до 2 мм, более толстые элементы требуют швов с двух сторон. На их кромках снимают фаску, либо делают скос.
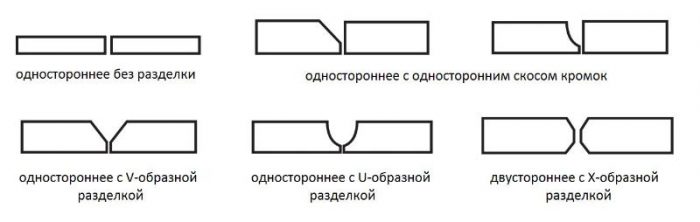
Конфигурация кромок может быть различной — плоской, U-образной, K-образной, Х-образной или V-образной, односторонней и двусторонней. Первый вариант кромки традиционно используют для тонких деталей, второй, третий (и т. д.) способы оптимальны для толстых заготовок. Для односторонней сварки подходят стыки в форме буквы «U» или «V», для двухсторонней — «K» и «X». Когда сваривают детали разной толщины, срезы делают только на толстостенном элементе. Углы сопряжения составляют 45-60°.
Существуют две технологии подготовки металла — холодная и термическая. При холодном методе кромки подрезают инструментами вручную или на станках. При термическом способе используют ручные или автоматические горелки. Холодная работа с кромками — подрезка фасок профилей. Для небольших деталей используют разнообразные ручные инструменты, для крупных заготовок — фрезерные станки.
Если говорить о качестве, то здесь выигрывают кромки, сделанные холодным методом, поэтому проблем с точностью сборки, как правило, не возникает. Фаски, созданные термическим способом, нередко требуют доработки — небольшой коррекции размеров и формы. После изготовления кромок переходят к следующему этапу — к очищению всех поверхностей.
Гибка
Для такой операции существуют ограничения, которые связаны с хрупкостью металла. Радиус сгиба должен быть в 25 раз больше толщины профиля или детали из листового материала. В противном случае возможно появление надломов или трещин.
Гибка вручную практически не позволяет создать на детали идеально точный угол, поэтому данный этап чаще предполагает механизированную операцию. Листовой прокат обрабатывают с помощью гибочных вальцев, либо используют гибочные автоматы.
Толстые полосы пропускают через станки — 3-валиковые или 4-валиковые. Чтобы изменить форму профилей, используют другое оборудование — правильно-гибочные прессы. Перед холодной гибкой проводят полную подготовку деталей к сварке: снимают кромки, размечают, сверлят отверстия и т. д.
Толстостенные заготовки не позволяют производить гибку холодным способом. Для них используют метод горячей деформации в кузницах или кузнечно-прессовых производственных участках. Кромки перед этой операцией не делают, обработкой их занимаются на уже деформированных заготовках.
Зачистка
Эта подготовка металла к сварке сводится к устранению загрязнений, следов защиты (смазки), химического налета, ржавчины или оксидных пленок. Последний дефект довольно стоек к высоким температурам, поэтому его убирают металлической щеткой или болгаркой. Для зачистки нередко используют напильник, наждачную бумагу или другие инструменты с абразивами.
На промышленном производстве зачистку выполняют с помощью дробеструйных, пескоструйных станков, или ванн, наполненных химическими реактивами. Там детали выдерживают определенное время. Есть еще один способ такой обработки, струйный. В этом случае химикаты подаются на заготовки под давлением.
Всегда очищают внешнюю сторону свариваемых деталей. Если используют сквозную сварку, то обрабатывают и внутреннюю. Есть понятие — радиус очистки поверхностей. Оно означает расстояние от шва, в обе стороны. Рекомендуют соблюдать следующие правила:
- Если будет использоваться дуговая, контактная, лазерная или электронно-лучевая сварка, то для деталей толщиной до 5 мм радиус также составляет как минимум 5 мм.
- Когда толщина заготовок составляет от 5 до 20 мм, то при аналогичных видах сварки радиус обязан быть не меньше, чем номинальное значение.
- Если операция будет проводиться методом электрошлаковой сварки, то радиус обязан быть как минимум 50 мм.
5 мм, но не менее — норма для нахлесточных, тавровых, угловых соединений, для вварки труб. Механическую очистку обычно используют для черных металлов, химическую — для цветных. Обезжиривание — обязательный этап, для этой процедуры подходит любой растворитель.
Сборка деталей для сварки

Это последний, но не менее ответственный этап. Сборка должна обеспечить корректное расположение заготовок. Во время операции оставляют зазоры для сваривания. Их величина зависит от линейного расширения конкретного сплава.
Рекомендации
При сборке деталей надо помнить несколько важных правил.
- Необходимо обеспечить максимально свободный доступ к рабочей зоне.
- Пространственная конструкция может потребовать «вмешательства» болтовых соединений.
- Все элементы должны быть закреплены таким образом, чтобы был исключен даже малейший их сдвиг.
- Если для сварки собирают сложную конструкцию, то операцию проводят, последовательно разделяя ее на этапы.
- Для временных или полужестких конструкций используют магнитные уголки, струбцины, планочные гребенки, клинья и т. п.
- Изменять положение подготовленной конструкции не рекомендуется, любые повороты и другие трансформации должны быть минимальными.
Разнообразных инструментов для фиксации металлических элементов придумано множество. Нередко для облегчения работы используют различные шаблоны, прижимные конструкции или стенды, кондукторы и т. д. Главная задача вспомогательных приспособлений — обеспечение точной стыковки в нужной плоскости.
Прихватки
Что такое прихватки? Это короткие сварные швы. В этом случае также важна подготовка металла к сварке. Участки предварительно зачищают, удаляют оксидный слой. После этого производят прихватку, во время которой соединение полностью не проваривают, а делают короткие, иногда точечные, швы. Чтобы максимально упростить задачу, используют аппарат для точечной сварки.
Длина таких прихваток составляет от 5 до 30 мм при толщине металла до 5 мм, для более толстых заготовок — 50-100 мм. Проваривание производят на глубину 1/3, шаг между точками зависит от длины соединения:
- для участков металла толщиной до 5 мм и длиной от 150 до 200 мм рекомендуемое расстояние — 50-100 мм;
- при длине металла от 200 мм — 300-500 мм;
- для больших величин — от 500 до 1000 мм.
Детали рекомендуют соединять со стороны, которая противоположна основному шву. Если у заготовок сложная геометрическая форма, то вместо прихваток используют беглый шов, максимальная его глубина — ½ основного. Его зачищают во время обработки корня основного шва.
Места для коротких швов выбирают тщательно, а не наобум. Их располагают на тех участках, где возможна деформация конструкции, в точках наибольшего напряжения. На перекрестках (местах пересечения) основных сварных швов делать прихватки запрещается.
Особенности подготовки труб
Поскольку такая операция часто требуется для организации инженерных коммуникаций, на ней надо остановиться отдельно. Максимального внимания требуют трубопроводы, работающие под давлением. Главная задача мастера — исключение смещения по оси. В этом случае нужно знать особенности сварки разных изделий.

- Элементы, изготовленные из низколегированной либо углеродистой стали, и предназначенные для аргонодуговой сварки, обрабатывают исключительно холодным, механическим способом.
- Количество прихваток на стыках труб зависит от диаметра последних: их может быть 2, 4 или более. Высота их не должна превышать трети толщины стенок изделий.
- Для резки можно использовать несколько инструментов. Например, ножницы по металлу, болгарку, циркулярную пилу, насадку-фрезу, газовый резак.
- После термической резки фасок обязательно следует их механическая доработка. Глубина, на которую снимают фаску, всегда зависит от марки стали.
- Кромка обязана быть практически идеальной. На ней не должно оставаться вырывов, острых углов, заусенцев, даже небольших перепадов.
- Торец перед операцией проверяют на перпендикулярность. Точно так же тестируют толщину стенок соединяемых торцов труб.
- Снятие фасок — операция, которая обязательна для труб, толщина стенок которых превышает 3 мм.
Для любого вида сварочных работ обязательна предварительная зачистка металла по всей окружности. Исключение может составить использование электродов по ржавчине. В этом случае данный этап пропускается.
Подготовка металла к сварке — совокупность операций, которые, в общем, занимают достаточно большое количество времени, требуют значительных усилий и предполагают дополнительные расходы. Однако от точности выполнения каждого этапа зависит качество, долговечность металлоконструкции, поэтому небрежное отношение к ним недопустимо.
Как происходит подготовка металла к сварке, расскажет и покажет следующее видео:
практических работ
Рассмотрено и одобрено на заседании методической комиссии …………………………………….
Протокол № _____от «___»________201 г.
Руководитель МК _________________
Критерии оценки практических работ.
Практическая работа №№1 и 2: Определение геометрических размеров швов разных типов сварных соединений.
Практическая работа №№ 3 и 4: Чтение чертежей сварных конструкций и изделий.
Практическая работа №№ 5 и 6: Проверка разделки кромок, выставление зазора, выполнение прихваток, зачистка прихваток.
Практическая работа №№ 7 и 8: Выбор сборочно-сварочных кондукторов для плоских, пространственных металлоконструкций и металлоконструкций комбинированной формы.
Практическая работа №№ 9 и 10: Контроль качества сборки изделия.
Список рекомендуемой литературы.
Пояснительная записка
Методические указания предназначены для обучающихся по профессии среднего профессионального образования 15.01.05 Сварщик (ручной и частично механизированной сварки(наплави)), изучающих междисциплинарный курс МДК 01.03. Подготовительные и сборочные операции перед сваркой
ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки
Целью методических указаний является методическое сопровождение обучающихся при выполнении практической работы.
Выполнение обучающимися практических работ способствует:
· формированию ОК 1; ОК 2; ОК 3; ОК 4; ОК 6;
· формированию практических умений в соответствии с требованиями к уровню подготовки обучающихся, установленными рабочей программой профессионального модуля ПМ.01 Подготовительно-сварочные работы и контроль качства сварных швов после сварки в части междисциплинарного курса МДК 01.03 Подготовительные и сборочные операции перед с варкой;
· обобщение, систематизация, углубление, закрепление полученных знаний;
· совершенствование умений применять полученные знания на практике, реализацию единства интеллектуальной и практической деятельности.
Методические указания содержат задания для самостоятельного выполнения обучающимися на практических работах.
Активные, практикоориентированные формы проведения практических занятий позволяют сделать интересными и привлекательными даже трудные темы профессионального модуля. Материал усваивается быстрее и лучше закрепляется в памяти. В лучшую сторону меняются отношения между преподавателем и обучающимися.
Критерии оценки практических работ
Оценка «5» – работа выполнена в полном объеме и без замечаний.
Оценка «4» – работа выполнена правильно с учетом 2-3 несущественных ошибок исправленных самостоятельно по требованию преподавателя.
Оценка «3» – работа выполнена правильно не менее чем на половину или допущена существенная ошибка.
Практическая работа №№ 1 и 2: Определение геометрических размеров швов разных типов сварных соединений.
Цель практического занятия: научиться определять геометрические размеры швов различных типов сварных соединений.
Оборудование, инструменты, приспособления: комплект ВИК
Ход выполнения работы:
1 Ознакомление с теоретическими сведениями
2. Проведение измерений
3 Оформление отчета. Отчет должен содержать (в соответствии с вариантом задания):
- приборы и принадлежности
- краткое описание образца по варианту задания, схема соединения
- методика работы со схемой проведения замеров
4. По результатам выполнения работы необходимо сформулировать выводы.
Общие сведения:
Измерительный контроль полуфабрикатов, деталей и сборочных единиц выполняется для проверки соответствия их геометрических размеров требованиям стандартов, технических условий или конструкторской документации, а также допустимости размеров выявленных при визуальном контроле поверхностных несплошностей.
Визуальный контроль, как правило, выполняется невооруженным глазом или с помощью лупы. Увеличение луп должно быть 4-7-кратное при контроле основного материала и сварных соединений при изготовлении, монтаже и ремонте и до 20-кратного при техническом диагностировании.
- лупы измерительные по ГОСТ 25706;
- линейки измерительные металлические по ГОСТ 427;
- угольники поверочные 90° лекальные по ГОСТ 3749;
- штангенциркули по ГОСТ 166 и штангенрейсмасы по ГОСТ 164;
Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до чистого металла от ржавчины, окалины, грязи, краски, масла, шлака, брызг расплавленного металла, продуктов коррозии и других загрязнений, препятствующих проведению контроля.
Измерительный контроль изделий проводится с целью подтверждения размеров сварных швов, допустимости размеров поверхностных дефектов, выявленных при визуальном контроле, а также соответствия основных размеров изделий (деталей, сборочных единиц) требованиям стандартов, ТУ и паспортов изделий.
Схемы измерения отдельных размеров подготовки деталей под сварку и сборки соединений под сварку с помощью шаблона универсального типа УШС приведены на рисунке.
После проведения измерений геометрических параметров сварного соединения полученные результаты занести в таблицу.
Тип сварного соединения:
Выпуклость обратной стороны шва
Вогнутость обратной стороны шва
Катет углового шва
Глубина западаний между валиками
Размеры (диаметр, длина, ширина)
Практическая работа №№ 3 и 4: Чтение чертежей
сварных конструкций и изделий.
Цель практического занятия: научиться читать изображения сварных соединений и швов на чертежах.
Материальное обеспечение: ГОСТ 5264-80 Основные типы и конструктивные элементы сварных швов для РДС; ГОСТ 14771-76 Дуговая сварка в защитном газе. Основные типы и конструктивные элементы и размеры; чертежи сборочные сварных узлов и соединений.
1 Ознакомление с теоретическим материалом.
2 Чтение сборочного чертежа.
3 Определение на чертеже сварных швов, составление спецификации сварных швов.
Теоретические сведения:
Согласно Единой системе конструкторской документации, изображения и обозначения швов сварных соединений в конструкторских документах изделий должны соответствовать ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений». Обозначение сварки выполняется наклонной линией с односторонней стрелкой, а характеристика шва, способ сварки и прочее указывается над или под горизонтальной полкой, которая смыкается с наклонной линией. Односторонняя стрелка указывает место шва.
Условное изображение видимого шва : независимо от способа сварки видимый шов сварного соединения условно изображают сплошной основной линией.
Невидимого шва : независимо от способа сварки невидимый шов сварного соединения условно изображают штриховой линией.
Одиночной сварной точки : видимую одиночную сварную точку условно изображают знаком "+", который выполняют сплошными линиями. Невидимые одиночные точки не изображают.
Сечения многопроходного шва : при изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их обозначают прописными буквами русского алфавита.
Нестандартного шва : для нестандартного шва указывают размеры конструктивных элементов, необходимых для его выполнения (рис. 5). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
Для обозначения сварных швов используют также вспомогательные знаки. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Структура условного обозначения шва
ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений» устанавливает ряд требований и обозначений стандартных и нестандартных швов и одиночных сварных точек. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской. При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер. Швы считаются одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования. Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением шва.
Стандарты регламентирующие конструктивные элементы
Конструктивные элементы сварных соединений и размеры швов для различных видов сварки регламентированы соответствующими стандартами:
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»;
ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»;
ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»;
ГОСТ 15164-78 «Электрошлаковая сварка. Соединения сварные»;
ГОСТ 14806-80 «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов»;
ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные по острыми и тупыми углами»;
ГОСТ 27580-88 «Дуговая сварка алюминиевая и алюминиевых сплавов. Соединения сварные по острыми и тупыми углами».
Этими стандартами в зависимости от толщины металла устанавливаются формы поперечного сечения сварного шва и конструктивные элементы подготовленных кромок и выполненных швов, которым присваивают буквенно-цифровые обозначения.
Буквенная часть указывает на вид сварного соединения:
Цифры отражают порядковый номер типа шва в конкретном стандарте.
Также используют условные обозначения основных способов сварки:
Р – ручная дуговая сварка;
ЭЛ – электронно-лучевая сварка;
Ф – дуговая сварка под слоем флюса;
ПЛ – плазменная и микроплазменная сварка;
УП – сварка в активном газе плавящимся электродом;
И – сварка в инертных газах;
ИП – сварка в инертном газе плавящимся электродом;
ИН – сварка в инертном газе неплавящимся электродом;
Г – газовая сварка;
Ш – электрошлаковая сварка.
Прочитать предложенные на карточках обозначения сварных швов.
Практическая работа №№ 5 и 6: Проверка разделки кромок, выставление зазора, выполнение прихваток, зачистка прихваток.
Цель практического занятия: научиться проверять качество разделки кромок, выставлять зазор в сварном соединении, выполнять прихватки и зачищать их.
Материальное обеспечение: шаблоны сварщика, оборудование для РДС, электроды.
Для измерения формы и размеров изделий и сварных соединений, угловых и линейных величин полуфабрикатов, деталей, сборочных единиц, сварных соединений, изделий следует применять исправные, прошедшие метрологическую поверку, инструменты и приборы:
Перед проведением измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до чистого металла от ржавчины, окалины, грязи, краски, масла, шлака, брызг расплавленного металла, продуктов коррозии и других загрязнений, препятствующих проведению контроля.
Параметры разделки кромок сварных соединений.
Измерение углов разделки кромок.
Зазоры в стыковых соединениях должны быть равномерными и не превышать 2 мм. В соединениях внахлестку и втавр элементы должны плотно прилегать друг к другу. Зазоры в таких соединениях допускаются равными 2—4 мм (в зависимостей от толщины свариваемых элементов).
Сборку выполняют в специальных приспособлениях (в серийном и массовом производстве) или на прихватках (коротких швах, скрепляющих детали). Длина прихваток и расстояние между ними зависят от вида изделия, толщины металла и длины шва. При сборке несложных соединений из тонколистовой стали длина прихваток делается не более 5 мм, а расстояние между ними устанавливается 50-100 мм. При сборке деталей толщиной 3-4 мм и более и при значительной протяженности швов длина прихваток составляет 20-30 мм, а расстояние между ними - до 300-500 мм. Высота (толщина) шва в месте прихватки должна быть в пределах 0,5-0,7 толщины основного металла.
При сварке ответственных конструкций прихватку должны производить сварщики, которые будут сваривать данное изделие. При выполнении прихваток используются те же сварочные материалы, что и при выполнении основной сварки.
Перед выполнением сварки, прихватки должны быть тщательно зачищены.
Угол скоса кромки
Угол разделки кромок
Ответьте на вопросы:
1 Что такое прихватки и для чего они нужны?
2 Какие сварочные материалы используют для выполнения прихваток?
3 Каких размеров должны быть прихватки?
4 Какие инструменты используют для проверки качества сборки сварного соединения?
Практическая работа №№ 7 и 8: Выбор сборочно-сварочных кондукторов для плоских, пространственных металлоконструкций и металлоконструкций комбинированной формы.
Цель практического занятия: приобретение практических навыков в разработке технологического процесса сборки заданного сварного узла, в выборе сварочных кондукторов.
Материальное обеспечение: чертежи сварных соединений; технические условия на изготовление сварных конструкций.
Последовательность выполнения практического занятия:
1 Изучение конструкции сварного узла по чертежу.
1 Выбор фиксирующих элементов для сварного узла
2 Описание последовательности работы фиксирующих элементов.
3 Составление отчета.
Основные теоретические положения:
Сборочно-сварочные приспособления являются весьма важной оснасткой сварочного производства. Наряду с обеспечением требуемого взаимного расположения свариваемых деталей сборочно-сварочные приспособления обеспечивают: 1) уменьшение трудоемкости работ; 2) повышение производительности труда; 3) сокращение длительности производственного цикла работ; 4) облегчение условий труда; 5) повышение точности работ; 6) улучшение качества продукции; 7) сохранение заданной формы свариваемых изделий путем соответствующего закрепления их в целях уменьшения деформаций при сварке.
Сборочно-сварочные приспособления должны удовлетворять следующим требованиям. 1. Обеспечивать доступность к местам установки деталей, к рукояткам фиксирующих и зажимных устройств, к местам прихваток и местам сварки. 2. Обеспечивать наивыгоднейший порядок сборки и наиболее правильный порядок наложения сварных швов. 3. Быть достаточно прочными и жесткими, чтобы обеспечить точное закрепление деталей в требуемом положении и препятствовать их деформированию при сварке. 4. Обеспечивать такие положения изделия, при которых требуется наименьшее число поворотов как при наложении прихваток, так и при сварке. 5. Обеспечивать свободный доступ для проверки размеров изделий. 6. Обеспечивать легкий съем собранного или сваренного изделия. 7. Обеспечивать безопасность выполнения сборочно-сварочных работ.
Разнообразные приспособления, применяемые для сборки и сварки, можно разделить на универсальные (общие) и специальные. Универсальные (общие) приспособления могут быть применены для сборки различных изделий или узлов. Применяются они главным образом при индивидуальном производстве.
Специальные приспособления или специальные кондукторы применяются для сборки и сварки однотипных по виду и размерам или совершенно одинаковых изделий и отдельных узлов. Специальные приспособления имеют большое применение в массовом и серийном производстве.
В зависимости от вида сборочно-сварочных операций приспособления можно разбить на: 1) опорные поверхности для сборки и сварки, 2) фиксирующие, зажимные, стягивающие, распорные и поворотные устройства и 3) специальные кондукторы и манипуляторы. Опорные поверхности представляют собой стеллажи, сборочно-сварочные плиты, на которых производится свободная сборка и сварка конструкций и узлов. Стеллажи изготовляют из двутавров или швеллеров, уложенных на жестком горизонтальном основании.
Фиксирующие устройства представляют собой упоры, остановы, ограничители для установки в определенное положение деталей при сборке конструкций на стеллажах, сборочно-сварочных плитах или стендах. Зажимы и прижимы служат для прочного закрепления деталей в требуемом положении при сборке и для уменьшения коробления при сварке. Зажимные приспособления довольно разнообразны. В настоящее время нашли широкое применение быстродействующие пневматические зажимы.
Стягивающие приспособления служат для получения правильного взаимного расположения деталей, обеспечивающего требуемые зазоры, перекрытия и совпадения поверхностей собираемых деталей и узлов. Распорные приспособления служат для создания необходимого зазора или перекрытия в стыках. Для распора применяются клинья, домкраты, винты, распорные кольца и пр.
Основными приспособлениями для поворота и вращения изделий при сборке и сварке являются роликовые опоры, кантователи и поворотные кондукторы. Кондукторы облегчают установку деталей в требуемое положение при сборке, а манипуляторы облегчают установку собранного изделия в любое положение, удобное для сварки. Кондукторы и манипуляторы широко применяются при серийном и массовом производстве.
Читайте также: