Подготовка к проведению сварочных работ
Обновлено: 17.05.2024
Сварка – последний этап монтажа металлоконструкций. Процесс подготовки металла под сварку включает в себя несколько технологических операций. Сначала заготовки выкраивают из проката, придают им окончательную форму, изгибают под нужным углом. Для получения прочных соединений, однородных по структуре, во время подготовки деталей с поверхности удаляют окислы. Температура плавления оксидов обычно выше, чем у сплава. Если не снять верхнюю пленку, сложно будет сформировать ванну расплава.
Немаловажный этап подготовки – укладка заготовок будущей конструкции. Их надежно фиксируют, только затем приступают к сварке. В небольшом обзоре рассказывается об особенностях каждого из этапов подготовки деталей к работе.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой. Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным.
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.

Резка
Это обязательная процедура подготовки деталей, если сварка делается по чертежам. Для работы с металлом применяют различное оборудование:
- ручное (резак, ножницы по металлу), используется для простых геометрических форм из листового или ленточного проката;
- электроинструмент (пила, болгарка, дрель или шуруповерт с фрезой-насадкой);
- термическое (кислородный или газовый резак, дуговую сварку, плазмотрон), можно делать прямые и кривые резы.
Термическая резка состоит в расплавлении металла по заданному контуру. При поточном производстве используют полуавтоматы и автоматы.
При резке металла делают припуски для зачистки и разделки кромок. Раскрой ножницами – самый кропотливый и малопродуктивный. Сварщики чаще применяют термическую резку.

Зачистка
Технология зачистки металла перед сваркой подразумевает снятие:
- ржавчины, чтобы избежать включений в диффузном слое;
- следов смазки, масла, органика снижает качество сварки;
- заусенцы, частички металла, они могут стать причиной брака;
- загрязнения, ухудшают структуру шва;
- оксидный слой, он препятствует образованию ванны расплава.
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты. Даже незначительные включения в ванне расплава приводят к браку. Для снятия оксидов, обезжиривания цветных металлов применяют химические вещества: всевозможные растворители, спирт, кислоту. Для работы с алюминием, цветными и высоколегированными сплавами, берут новую щетку, чтобы в ней не было микрочастичек углеродистой стали. На отливках перед сваркой удаляют литейную корку, на штампованных заготовках – слой окалины.

Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты
Подготовка кромок
Толстостенные заготовки без предварительной подготовки тщательно не проварить, жидкий металл будет растекаться по поверхности, не проникая в стык. Соединение получится хрупким, при небольшой нагрузке сломается. Немаловажный момент подготовки – скругление острых краев. Необходимо сглаживать высоту металла 2 –3 мм в зависимости от толщины детали.
Подрезка кромок производится вручную, механически или с использованием горелок. Холодные технологии предпочтительнее, кромка получается ровнее. Тип и угол разделки зависит от применяемых расходников, вида сварочного оборудования. Размеры кромок указаны в соответствующих ГОСТах.

Цель подготовки кромок к сварке – обеспечить доступ к корню шва. У тонкостенных заготовок толщиной до 3 мм только выравнивают торцы. С зазором до 2 мм проваривают 4 мм детали, если они толще, швы делают с двух сторон. На кромках толстостенных деталей снимают фаску или делают скос. Для односторонней сварки стыки делают в виде буквы V или U, при двухсторонней – в форме Х или К. Величина угла сопряжения от 45 до 60°. Если сваривают детали разной толщины, срезают только толстостенную заготовку. Важно правильно выбрать угол скоса, от него зависит:
- глубина проварки металла;
- величина шовного валика;
- расход электродов или наплавочной проволоки.
Подрезка кромок производится вручную, механически или с использованием горелок.
Гибка
Добиться точного угла сгиба вручную сложно. Это – механизированный этап подготовки металла. Листовой прокат пропускают через гибочные вальцы, гибочные автоматы. Холодная гибка применяется после предварительной подготовки изделий под сварку: снятия кромок, разметки, рассверливания отверстий, если они есть в чертежах или нужны для сборки конструкции.
Толстые полосы последовательно пропускают через 3-валковые или 4-валковые станки. Для придания формы профилю применяют правильно-гибочные прессы.

Сборка деталей под сварку
Подготовленные заготовки нужно зафиксировать в определенном положении. Это касается плоских и объемных конструкций. Заготовки надежно скрепляют, чтобы избежать деформации при сварке.
Величина зазора зависит от линейного расширения сплава. При сборке деталей под сварку придерживаются нескольких правил:
- к рабочей зоне должен быть максимально свободный доступ;
- сопряжения укрепляют специальными приспособлениями так, чтобы исключить сдвиг;
- все повороты, изменения положения конструкции в пространстве сводятся к минимуму;
- сборка под сварку сложных конструкций осуществляется поэтапно;
- жесткую фиксацию обеспечивают прихватки на расстоянии 30–80 см друг от друга или беглый шов;
- полужесткую или временную – струбцина, магнитные уголки, клинья, планочные гребенки, другие приспособления;
- объемные связи закрепляют болтовыми соединениями.
Прихватка – небольшой шов длиной от 50 до 100 мм, производится расходными материалами, приготовленными для работы. Если используется защитная атмосфера, прихватки тоже делаются в облаке газа. Детали при подготовке желательно соединять с противоположной основному шву стороны. Если прихватки сделаны снаружи, перед сваркой их хорошо зачищают, снимают окалину и верхний оксидный слой. Удобно использовать специальное устройство для точечной сварки, в месте контакта образуется однородный слой.
При подготовке заготовок сложной геометрической формы вместо прихваток делается беглый шов, не превышающий по глубине половины основного. Он зачищается при обработке корня основного шва.
Сборка предусматривает непроизводительные расходы, потерю времени, сил. Однако от надежности положения заготовок зависит прочность металлоконструкции.

Подготовка труб под сварку
Подготовка фрагментов проводится так, чтобы исключить осевое смещение. Для подготовки нержавеющих и толстостенных труб нужны заводские условия. Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Трубы из углеродистой и низколегированной стали обрабатывают вручную холодным способом. Последовательность операций такая же, как при работе с плоскими деталями. Для резки используют несколько вариантов:
- делают раскрой ножницами по металлу;
- используют циркулярную пилу, насадку-фрезу или болгарку;
- применяют газовый резак.
Процесс подготовки металла к сварке заключается в обработке торцов, сглаживании кромок, снятии фасок, если стенка толще 3 мм.
Для любого вида сварки металл предварительно зачищают по всей окружности. Только для специальных электродов по ржавчине допускается варить металл без зачистки.
Правила проведения сварочных работ

О СВАРКЕ
Сварка считается опасным и вредным видом работ. На производственных площадках травмоопасные ситуации возникают постоянно.

Это объясняется присутствием легковоспламеняющихся веществ, нагретых предметов. Поэтому при проведении сварочных работ необходимо соблюдать технику безопасности.
Необходимость соблюдения правил
Вне зависимости от типа используемого оборудования на сварщика и других присутствующих на рабочей площадке людей воздействует негативные факторы.
Необходимость соблюдения правил объясняется возможностью возникновения следующих травмоопасных ситуаций:
- попадания искр на одежду сварщика;
- прожигания обуви из легкоплавких материалов;
- травмирования кожи лица, органов зрения горячими парами металлов;
- возгорания находящихся на площадке материалов от распространения искр;
- ожогов от попадающих на кожу частиц;
- поражения электрическим током высокой силы;
- падения плохо зафиксированных частей металлоконструкции.
Что представляет опасность
К физическим и химическим факторам вредности сварки относятся:
- высокий уровень шума, издаваемый сварочными аппаратами;
- интенсивное инфракрасное и ультрафиолетовое излучение;
- ослепляющий свет видимого спектра;
- содержание тяжелых металлов в парах расплава;
- присутствие горячих частиц над сварочной ванной;
- тепловую энергию, вырабатывающуюся при работе горелки.
Общие положения при проведении сварочных работ
При соединении элементов металлоконструкций любым способом соблюдают следующие правила:
- Оборудование устанавливают на специализированных рабочих местах, снабженных защитными ширмами. Высота экрана должна составлять не менее 180 см.
- В закрытом помещении сварку начинают после запуска приточной вытяжки.
- В цехах с повышенной влажностью работают в резиновом защитном костюме. При принятии сварщиком сидячего или лежачего положения применяют войлочные подложки.
- Перед началом сварки проверяют целостность питающего и заземляющего кабелей.
- При ремонте автомобиля предварительно отключают массу аккумулятора. Топливный бак демонтируют.
- Агрегат перемещают только в отключенном от сети состоянии. Держатель при этом устанавливают на диэлектрическую подложку.
Требования к сотруднику для допуска к работам
Приступающий к сварке человек должен:
- Иметь установленную требованиями закона квалификацию.
- Предоставить свидетельство о прохождении краткого инструктажа по ТБ.
- Иметь навыки работы со сварочными агрегатами. Устройства применяют строго по назначению, с разрешения мастера.
- Применять средства индивидуальной защиты, поддерживать рабочую одежду в надлежащем состоянии.
- Быть ознакомленным с порядком оказания первой медицинской помощи пострадавшим при производстве людям.
- Уметь применять противопожарные системы при возникновении аварийных ситуаций. Необходимо ознакомиться с принципом действия сигнальных датчиков, расположением запасных выходов, планом эвакуации.

Необходимые средства защиты кожи и глаз
Приступая к работам, сварщик должен использовать следующие принадлежности, исключающие травмирование:
- Рабочий костюм. Специальная одежда выдается предприятием. Она шьется из огнеупорных тканей – брезента, замши, спилка. Костюмы из синтетических тканей запрещены к применению. В зимнее время надевают суконную одежду.
- Рукавицы или перчатки. Наиболее качественными являются замшевые изделия. Брезент быстро сгорает, поэтому менять рукавицы придется часто.
- Обувь, изготавливаемую из разных материалов. Чаще всего предприятия выдают работникам кирзовые сапоги или ботинки с прорезиненной подошвой. Обувь не должна иметь гвоздей, повышающих риск поражения током.
- Сварочную маску. Применять изготовленные своими руками щитки нежелательно. Даже небольшая щель в маске способна привести к поражению органов зрения.
К промышленным средствам защиты при сварке предъявляются повышенные требования.
Положения по охране труда
При правильном начале и ведении сварочного процесса можно избежать большинства проблем.
Подготовка к работам
Рабочую смену начинают с оценки состояния оборудования, при которой выполняют следующие действия:
- проверяют основные блоки аппарата, расходные материалы и вспомогательные приспособления;
- при работе на высоте надежно закрепляют леса и иные конструкции;
- заземляют агрегат, что исключает вероятность возникновения электротравм;
- просушивают питающие кабели, если на них присутствуют капли влаги (вода способствует разрушению изоляции);
- замеряют длину провода (нельзя использовать изделия протяженностью более 10 м).
По окончании процесса
Завершая сварку, также нужно соблюдать требования охраны труда.
Работники выполняют следующие действия:
- Отключают агрегат от электрической сети.
- Перед проверкой качества сварного соединения дожидаются остывания деталей. Прикасаться к раскаленному металлу запрещено.
- Очищают оборудование от загрязнений, проверяют целостность основных блоков. Укладывают вспомогательные инструменты в специально отведенные контейнеры.
Во время аварийных ситуаций
В таких случаях предъявляются особые требования к охране труда.
К ним относят следующие правила:
- при нахождении трубопровода под давлением сварочные работы останавливают;
- сварку запрещено проводить при наличии взрывоопасных паров в помещении;
- необходимо продумать план действий, помогающих исключить травмирование сотрудников при авариях.
Каким должно быть помещение, где выполняются работы
Сварка ведется в специально оборудованном цехе с хорошей вентиляцией. При работе в закрытых емкостях применяют дополнительные средства защиты от вредных паров. В помещении должен присутствовать отсек для складирования газовых баллонов.
Каждое рабочее место отгораживают ширмой.
.jpg)
Особые требования предъявляют к уровню освещенности, отсутствию взрывоопасных материалов в зоне сварки.
Нормы хранения инструментов и эксплуатации оборудования
При складировании и использовании технических средств соблюдают следующие правила безопасности:
- Оборудование хранят в сухом отапливаемом помещении, без насекомых и грызунов. Отсыревшие шланги и кабели становятся причиной возникновения аварийных ситуаций.
- Электроды хранят в прохладном сухом месте. При складировании в условиях повышенной влажности стержни невозможно использовать для возбуждения электрической дуги.
- Генераторы размещают так, чтобы они не падали, не подвергались ударам. Устройства без гидрозатвора использовать при сварке нельзя. Не рекомендуется применять генераторы при температуре ниже нуля.
- Нельзя устанавливать шланги длиной более 20 м. При работе на высоте протяженность элементов можно увеличивать до 40 м. Запрещено менять местами шланги подачи кислорода и ацетилена. После завершения работы их складывают кольцами, не перегибая, не сдавливая.
- Перед снятием колпака с баллона проверяют целостность штуцера и вентиля. Нельзя выбивать деталь молотком, направлять поток газа на себя или других людей. Баллон устанавливают на ровную подставку в вертикальном положении. Нельзя размещать его вблизи источников тепла.
Запретные действия
Согласно технике безопасности, при выполнении сварочных работ нельзя:
- Продолжать процесс при повреждении сварочной маски.
- Работать при неисправной или отключенной вентиляционной системе. Продолжать сварку на улице после начала дождя или снегопада нельзя. Это повышает риск получения травм от тока.
- Соединять электросваркой незакрепленные металлические заготовки. Нельзя держать детали руками.
- Варить в помещениях с легковоспламеняющимися материалами или газами.
- Присоединять новые элементы к трубопроводам, находящимся под давлением.
- Использовать в качестве заземления толстые металлические листы или профили.
- Долго удерживать в замкнутом состоянии держатель или электрод. Это способствует выходу сварочного оборудования из строя.
.jpg)
Отдельная техника безопасности для конкретных видов сварки
К некоторым категориям работ предъявляются дополнительные требования охраны труда.
Резка и сварка газом
При выполнении таких сварочных работ требования будут более обширными.
Электросварщик должен соблюдать следующие правила:
- Баллоны с ацетиленом или кислородом хранят и транспортируют только в вертикальном положении. Отработанные емкости складируют отдельно от полных.
- В первую очередь прекращают подачу ацетилена. Это исключает возникновение обратного удара.
- Газовые генераторы нельзя устанавливать возле кислородных баллонов, лестниц.
- Запрещено подключать к одной емкости несколько горелок. Нельзя самовольно выключать автоматические системы, работать в загрязненной маслом одежде.
- При работе с генератором нужно отслеживать уровень жидкости в затворе.
- Возле баллонов не должны находиться источники открытого огня. Курить разрешается на расстоянии не менее 20 м от сварочной площадки.
- Замерзшее оборудование нельзя отогревать открытым пламенем. Для этих целей используют кипящую воду.
- Газовые редукторы со сломанными манометрами исключают из производственного процесса.
Использование электрооборудования
Исключить получение травм при ручной дуговой сварке помогает соблюдение следующих правил:
- Все электрические приборы тщательно зануляют и заземляют. Для этого используют медные кабели достаточного сечения.
- Сварочное оборудование подключают через отдельный защитный автомат и УЗО.
- При необходимости ремонта провода обрыв устраняют, используя соединительную муфту. Кабели подвешивают на высоте более 2 м. Опускать их к агрегатам следует через заземленный стальной рукав. Места прокладки проводов оборудуют резиновыми держателями.
- При работе на открытых площадках над оборудованием сооружают навес. При наличии осадков проведение сварки откладывают.
- Неисправные кабели перед началом работ заменяют.
Плазменная сварка и резка
При выполнении таких видов работ соблюдают следующие правила:
- Во время сварки обе руки защищают перчатками. Рукавицы не должны иметь повреждений и загрязнений.
- Для защиты органов дыхания надевают респиратор. Кроме того, используют средства, препятствующие повреждению органов слуха при высоком уровне шума.
- Образующиеся при сварке загрязнения удаляют из воздуха вытяжными системами. Установки бывают стационарными или переносными.
- Для защиты кожи от частиц расплава надевают специальную обувь, кожаный фартук, рукавицы.
- Грат, образующийся при электросварке, утилизируют в соответствии с правилами управления отходами при замкнутом цикле использования материалов.
Соблюдение требований охраны труда во время сварки помогает сделать производственный процесс более безопасным.
Образцы технологической карты для сварочных работ

Сварка – это технологический процесс, в результате которого образовываются прочные связи между соединяемыми поверхностями при помощи высокой температуры нагрева деталей. Посредством сварки можно установить межатомные связи для заготовок различных металлов, сплавов, пластмасс.
.jpg)
Во избежание появления брака из-за неудачной подготовки материалов, неоптимального комплекта оборудования или некачественного выполнения сварочного шва этапы сварки подчинены алгоритмам. Предотвратить ошибки и уменьшить количество поломок поможет составление специальной инструкции – технологической карты сварки.
Что это такое
Технологическая карта (ТК) – это нормативный акт, в котором представлены сведения об одном виде (типе), технологических параметрах соединения и особенностях в процессе сварки. Составитель прописывает множество точно рассчитанных данных для создания качественной связи между металлоконструкциями.
Человек, выполняющий операцию, ориентируется на инструкцию для получения полной информации о сварке. Как результат – качественное и продуктивное выполнение поставленных задач. Техкарта введена в употребление 1 января 1984 г., единого образца для всех организаций не существует.
Помимо данных о самом процессе, указаны способы проведения контрольно-проверочных мероприятий. Документ бывает типовым и стандартным в зависимости от специфики работы. Разрабатывают его специалисты согласно аналитике исследовательских расчетов.

Где применяется технологическая карта
Карта техпроцесса – компонент всех сварочных работ на профессиональном уровне. Норматив должен использоваться в качестве руководства в каждой организации: на крупных производствах, в сварочных цехах, на мелких заводах, строительных площадках. Если требуется совершить несколько операций, разрабатывается комплект карт для всех сварных соединений. Документация находится у главного инженера.
Операционная техкарта требуется для прокладки газопроводов и трубопроводов, при выполнении монтажных работ, сборке деталей транспортных средств, сваривании труб, решетчатых металлических конструкций и во многих других сферах.
Важность наличия документации
Благодаря возможности рабочей бригады действовать по заранее продуманному и сконструированному маршруту, существенно повышается эффективность проделанных операций, снижается вероятность технических ошибок. Специалисты отдела инспекции могут проводить тщательную проверку сварных соединений на всех этапах техпроцесса.
ГОСТ, применяемый к технокарте
К единой системе технологической документации и правилам записи операций и переходов по сварке утвержден ГОСТ 3.1705-81. Он введен 1 июля 1982 г.
Сварочные мероприятия должны осуществляться в соответствии с существующими стандартами.
Какие пункты присутствуют
Технологическая карта должна содержать следующие сведения:
- Все, что касается основного материала поверхностей: марку металла, параметры и химические характеристики, группу стали, данные о разделке и очистке кромок. Это самый важный пункт ТК. Основная задача мастера для минимизации риска совершения ошибки – верно определить тип рабочего материала. От этого зависят все остальные пункты инструкции.
- Способ и вид сварки, параметры для установки.
- Используемое сварочное оборудование.
- Температурные режимы.
- Последовательность формирования сварочных швов.
- Нормативную документацию по сварке (НТД).
В ТК могут быть вписаны любые пункты на усмотрение организации или заказчика.
Требования заказчика
Организация или частное лицо, по заказу которых выполняются работы, выдвигают требования о точных сроках сдачи. Они прописываются отдельным пунктом в ТК после утверждения. Заказчик определяет пожелания к оценке соответствия сваренных конструкций после проведения контроля качества.
Порядок проведения работ
Для оптимизации производства предусмотрен стандартный алгоритм действий:
- Проводят проверку оборудования и подготавливают материалы. Детали очищают от посторонних элементов. Особого внимания требует околошовная зона, чтобы мелкие крупицы не оказали негативного влияния на качество всего изделия. При необходимости стачивают кромки шлифовальной машиной или вручную напильником. Разделку заполняют электродным металлом, зазор между кромками варьируется в зависимости от марки, толщины частей, вида сварки и т.д.
- При несущественном зазоре соединение выполняют без присадочного материала – неплавящимся электродом. Вариант сварки плавящимся электродом предусмотрен для более широкого зазора. Его размер прямо пропорционален глубине проплавления задействованных кромок. Оптимальная разделка – это форма Х, обеспечивающая долговечность сварочного шва и минимизацию риска деформации готового продукта сварки.
- Притупляют кромки посредством плотного сжатия деталей тисками.
- Наступает время сборки. Сварочные элементы фиксируют разными способами: болтами, креплениями, прихватками, чтобы с местом для будущего шва было максимально удобно работать электродом или горелкой.
- После всех подготовительных этапов приступают непосредственно к сварке. Ее осуществляют разными способами, например:
- ручная дуговая – покрытыми электродами или неплавящимся электродом;
- механизированная – самозащитной порошковой проволокой или плавящимся электродом в среде активных газов и смесях;
- автоматическая – под флюсом;
- газовая;
- термитная.
Оснащение и оборудование для перемещений
Средства для установки и перемещения сварочных аппаратов – это разные подъемные и выдвижные площадки с дистанционным управлением, колонны и тележки.
Колонны в большинстве поворотные, благодаря чему возможно манипулировать аппаратом, чтобы переставить изделие. Используются для установки сварочных автоматов 2 типов:
- несамоходных (позволяют выполнить только кольцевые и круговые швы);
- самоходных (предназначены для кольцевых, круговых и прямолинейных швов).

Тележки применяются для кольцевых и продольных. В зависимости от конструкции различают:
- велосипедные;
- глагольные;
- портальные.
Рабочая бригада
Рабочая (производственная) бригада сварщиков – это группа людей, совместно ведущих специализированную трудовую деятельность в условиях предприятия на основе общей ответственности и заинтересованности в результате. Создание рабочих бригад позволяет существенно ускорить темпы производства однородной продукции в крупных масштабах. Решением всех управленческих задач занимается специально созданный совет бригады.
Специалисты сварочного производства должны быть аттестованы в соответствии с ПБ 03-273-99.
Рабочее место сварщика организовано согласно техпроцессу. Предусмотрено коллективное обеспечение спецодеждой и защитными масками, необходимым сборочно-сварочным оборудованием.
Перед допуском к производственным сварным соединениям рабочий выполняет сварку образцов для подтверждения своей квалификации.
Меры безопасности и охраны труда на месте
Сварщик может быть подвергнут таким опасным факторам, как:
- удар током;
- вдыхание вредных паров;
- ожог;
- ультрафиолетовое и инфракрасное облучение;
- превышение допустимой степени шума и вибрации и др.

- К электросварочным и газосварочным работам могут быть допущены лица старше 18 лет, которые прошли медосмотр, получили инструктаж по технике безопасности, окончили стажировку и выполнили проверочное испытание.
- У сварщика должна быть II квалификационная группа по электробезопасности.
- Рабочие оснащаются необходимыми средствами индивидуальной защиты, к которым относятся:
- брезентовый костюм сварщика;
- ботинки или сапоги;
- брезентовые рукавицы;
- защитные очки или щиток;
- спецодежда для работы зимой.
- При обнаружении опасности или подозрении на техническую неисправность чего-либо следует незамедлительно доложить об этом руководству.
- Каждый участник процесса должен выполнять только ту работу, которую ему поручили.
- Руки, обувь и одежда должны быть сухими.
- Возгораемые материалы должны находиться от зоны сварки на расстоянии не менее 5 м, а взрывоопасные – не менее 10 м.
- При необходимости проведения работ на высоте следует использовать леса или лестницы со специальными площадками, покрытыми огнестойким настилом, и с ограждениями для защиты.
- Проводятся регулярные осмотры оборудования на предмет возможных механических повреждений и отрицательного воздействия высоких температур.
- Если приходится проводить сварку вне помещения в условиях выпадения осадков, то источники питания размещают в мобильных навесах. Поражение током в производственных условиях случается из-за прикосновения рабочего к токоведущим частям оборудования, находящегося под опасным напряжением:
- до 12 В – во влажных условиях;
- до 36 В – в сухих.
- После окончания сварки следует тщательно убрать рабочее место и отключить аппаратуру от потребления тока, спрятать баллоны в помещение для хранения.
Контроль качества сварных работ
Инспекция для проверки мероприятий по сварке призвана обнаружить дефекты на всех этапах производства. Контроль осуществляется согласно проектной, нормативной и технологической документации и состоит из:
- входного и операционного контроля;
- оценки реализации проделанных работ, созданных конструкций.
Посредством входного контроля исследуется качество материалов, оборудования, инструментов и приспособлений на соответствие всем необходимым стандартам. Итоги вносятся в журнал технического состояния инвентаря.
С помощью операционной проверки выявляется качество сборки свариваемых элементов и самого соединения, учитываются величина и положение зазоров, стыков, нахлестов, прихваток.
Оценка соответствия готовой конструкции проводится в качестве завершающего этапа при сдаче объекта. Требования к ней предусмотрены документами, в которых прописаны:
- методы и объемы проверочных мероприятий (неразрушающий и разрушающий контроль);
- испытания готового изделия;
- соответствие уровню качества.
Измерения и испытания, проводимые в ходе проверок неразрушающими или разрушающими методами, осуществляются в специализированных лабораториях. Методики, в свою очередь, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
Ознакомительный лист
В конце изучения ТК каждый рабочий подписывает бумагу о подтверждении прохождения служебной инструкции: указывает должность, ставит свое имя, дату и подпись. Документ выступает в качестве свидетельства того, что все задействованные на производстве люди будут ориентироваться в своей работе на установленные правила и порядки, а в случае несоблюдения регламента последуют санкции.
Особенности составления
Техкарта на проведение сборочно-сварочных работ отражает очередность операций и обязательные условия для выполнения. Неоднозначность выбора оборудования и методов его использования объясняется характеристиками первоначальных материалов.
Проект организации работ содержит алгоритмы на подготовительно-заключительные технические мероприятия, особенность которых состоит в невозможности приступить к последующему этапу без проверки и приема выполненного ранее объема.
Каждой карте присваивается оригинальный идентификационный номер, впоследствии закрепляемый за готовой конструкцией.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) – это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе – это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе – это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Пример заполнения технокарты для отдельных работ
Условия, порядок выполнения сварки на каждый отдельный вид сварочных конструкций и примеры оформления подробно описаны в рабочем проекте.
Для сборки металлоконструкций в целом
Монтаж металлоконструкций – это трудоемкая операция, требующая большой точности расчетов.
Работы с трубопроводами, в том числе ПНД
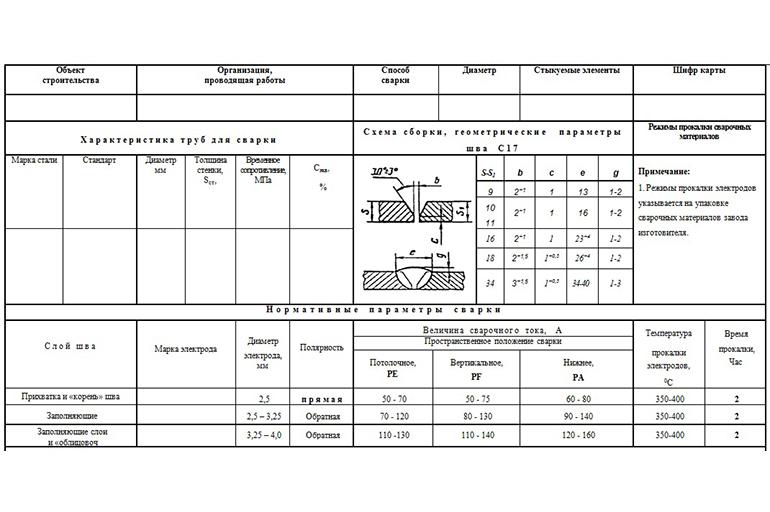
Технологическая карта на сварку трубопроводов – типовая ТК ОСТ 36-79-83.
| Форма техпроцесса сварки полимерных труб встык нагретым инструментом | |
| Название организации | |
| Способ сварки | НИ |
| НТД | СП 42-101-96, СП 42-105-99 |
| Вид соединения | Стыковое |
| Марка материала | Полиэтилен ПЭ80 |
| Диаметр трубы | 110 мм |
| Толщина стенки | 10 мм |
| Сварочное оборудование | СР |
| Температура нагревателя | 220°С |
| Удельное давление при оплавлении | 0,15 МПа |
| Время при оплавлении | До 15 секунд |
| Удельное давление при прогреве | 0,02 МПа |
| Время технологической паузы | 4 секунды |
| Время охлаждения | 7 минут |
| Эскиз сварного соединения | |
| Инспектирование качества изделия | |
| Число и подпись составителя ТК | |
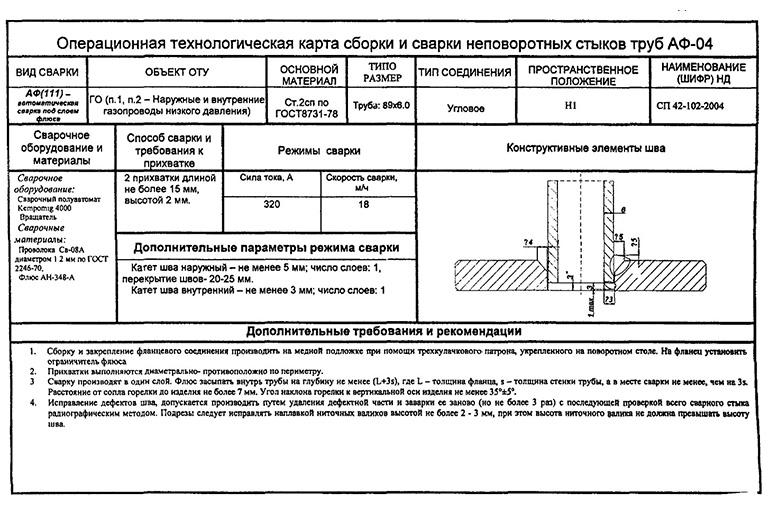
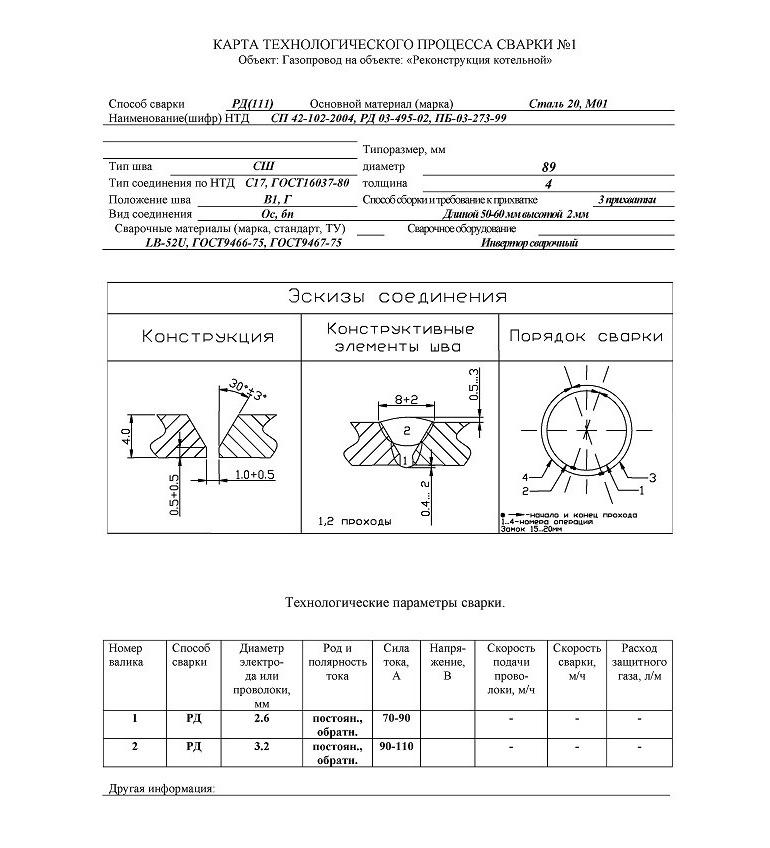
Сварка газопровода
Инструкционно-технологическая карта предусматривает использование различных технологий для работы с газовыми трубами: плазменной, газовой, аргоновой, электродуговой. Из-за высоких требований к качеству сварочных соединений монтаж осуществляют только специалисты, имеющие личное клеймо.
Род и полярность тока – постоянный, обратная.
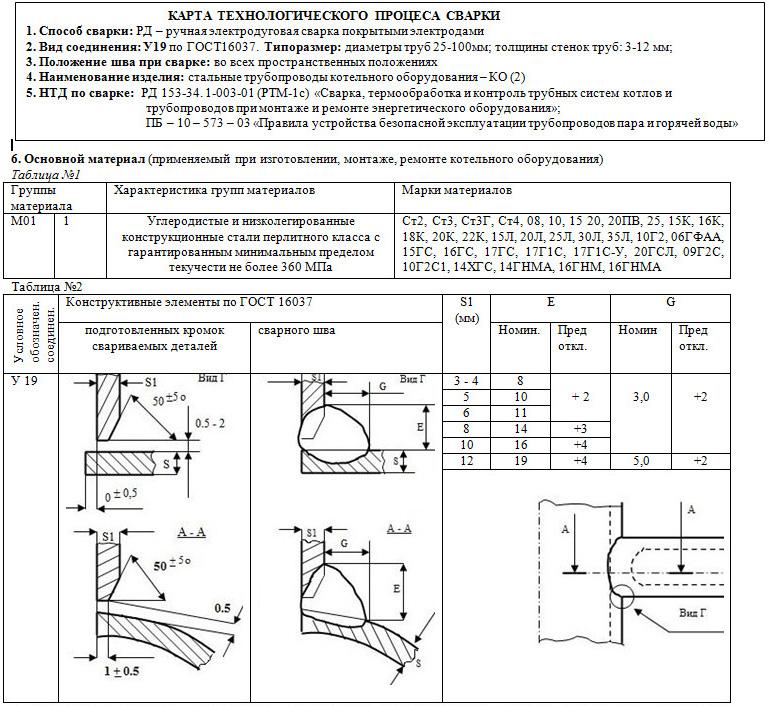
Для стыковых соединений
Данный вид сварки представляет собой плотное прилегание торцевых поверхностей деталей, находящихся в одной плоскости. Чаще применяют в местах, где действует переменное напряжение.
Для тавровых соединений
Порядок применения таврового соединения при сварке: 2 детали размещают под углом так, чтобы торец первой прилегал перпендикулярно к боковой поверхности второй.
Подготовка к сварочным работам: оборудование, детали, снаряжение

Подготовка к сварочным работам – важный этап, от которого зависит качество итогового соединения. Данный процесс не ограничивается только выбором заготовки или разметкой деталей, а включает в себя и выбор защитного снаряжения, и подготовку оборудования.
Также не меньшее значение имеет и охрана труда при проведении сварочных работ. В нашей статье мы расскажем, что нужно сделать перед началом сварки, чтобы процесс был безопасным, а шов – качественными.
Выбор аппарата и подготовка электродов к сварочным работам
Качество сварочного соединения напрямую зависит от того, какие электроды использованы при сварке. Как правило, в инструкциях указаны электроды, которые нужно применять в процессе конкретных сварочных работ. Иногда этот пункт отсутствует, и сварщик должен сам определить, какие материалы ему понадобятся. Выбор делают исходя из параметров электродов: механических свойств, толщины, марки стали, покрытия, назначения.

Выбирая электрод, в первую очередь нужно убедиться в прочности и высоком качестве проволоки. Другой важный компонент — покрытие, благодаря которому проволока раскаляется.
Электроды подбирают в соответствии с маркой и типом свариваемого металла. Кроме того, иногда нужно соединить два разных металла, поэтому имеется большое разнообразие электродов.
Если точных данных нет, то электроды выбирают в соответствии с принципами, указанными в общепринятых рекомендациях:
- углеродистые электроды применяют, работая со средне- и низкоуглеродистой сталью;
- при сварке изделий из легированной стали используют только электроды, выпускаемые по ГОСТ 9466-75 и 10052-75;
- для сварки чугунных деталей служит марка ОЗЧ-2.
На рынке представлены сотни марок электродов, разобраться в таком многообразии непросто. Можно воспользоваться рекомендациями специалистов. Например, при сварочных работах широко применяется универсальная марка УОНИ российского производства. Если работать приходится с конструкциями из низкокачественного, низкосортного металла с относительно малой плотностью, то используют электроды марок АНО и МР-3.
Выбирая сварочный инвертор для домашнего применения, нужно соблюдать несколько правил:
- Сварочный аппарат должен иметь максимальное значение тока не выше 160—200 А. Желательно приобрести мощное устройство, благодаря которому будет возможность сваривать металлические детали большой толщины.
- Иногда холостой ход напряжения бывает выше 90 В, но, например, для дачного хозяйства лучше выбрать оборудование с параметрами 50–60 В.
- Важное свойство сварочного аппарата — продолжительность включения (ПВ), показывающая, как долго устройство сможет работать без перерыва. Не рекомендуется выбирать аппараты с максимальным или минимальным значением ПВ. Оптимальный вариант — сварной агрегат с показателем ПВ 40—80 %.
Стабильность работы оборудования зависит от особенностей местной электросети. Как правило, в сельской местности случаются перебои с подачей электричества, а проводка оставляет желать лучшего. Поэтому для деревенской мастерской подбирают такой сварочный аппарат, который может работать в большом диапазоне питающего напряжения, а риск его отключения или неисправности из-за скачков в электросети будет низким.
В целях профилактики отключения электричества лучше купить устройство, которое будет работать от централизованной сети либо от альтернативного (топливного) автономного источника энергии.
Подготовка металла к сварочным работам
Правка и очистка
Если при перевозке проката на нем появились вмятины и другие виды деформации, то их ликвидируют вручную молотком или кувалдой. Если это не помогает, используют ручной пресс: между его пластинами помещают заготовку, а затем с усилием сжимают, стремясь соединить пластины. Деформированной поверхности изделия необходимо вернуть первоначальный вид, иначе возникнут внутренние напряжения, отрицательно сказывающиеся на качестве сварного шва.

Малые искривления тонких изделий корректируют на мягкой подложке. Для устранения серьезных изъянов используют:
- разнообразные прессы, создающие высокое давление;
- листоправильные станки.
Следующий этап подготовки к сварочным работам — очистка деталей. С их поверхности удаляют грязь, пыль, которые могли скопиться при хранении на складе или перевозке. Для устранения стойких загрязнений применяют воду. С металлических деталей б/у удаляют старую краску, для чего служат наждачная бумага, шлифовальный инструмент или пескоструйная обработка.
Разметка
Перед сваркой детали размечают — вручную или посредством специальных приспособлений. Используются такие инструменты, как металлическая линейка, штангенциркуль, кернер. Металлическую поверхность нужно загрунтовать, чтобы были видны риски. Если производство поточное, то применяют шаблоны: их накладывают на детали и обводят контур.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Важно различать такие термины, как «наметка» и «разметка». Первая представляет собой формирование предварительного контура, вторая — кернение по всему контуру и маркировку. Наметку используют при работе с шаблонами, сначала обводя контур чертилкой, а затем проходя по нему кернером. Если разметка ручная, то сразу осуществляют кернение.
Ручная разметка деталей — сложный и трудоемкий процесс. Рекомендуется подготавливать и собирать заготовки с применением оптической или мерной резки. Разметно-маркировочные автоматы размечают металл на основе оптической технологии по заложенной в них программе. Инструмент в них работает быстро, размеченные листы металла выходят из автомата со скоростью до 10 м/мин.
Резка
Если сварку проводят по чертежам, то детали нужно в соответствии с ними разрезать. Для этого используют специальное оборудование:
- ручное (ножницы по металлу, резак), применяется для создания простых форм из листового или ленточного проката;
- электрический инструмент (пила, болгарка, а также шуруповерт или дрель с насадкой-фрезой);
- термическое (дуговая сварка, резак — газовый или кислородный, плазмотрон), благодаря которому можно делать резы любой формы.

Принцип термической резки — расплавление металла по намеченному контуру. При поточном производстве применяют автоматическую и полуавтоматическую резку.
Разрезая металл, нельзя забывать о припусках на обработку кромок и зачистку швов. Делать это с помощью ножниц долго и неудобно, поэтому сварщики чаще используют резку термическую.
Зачистка
Перед сваркой металла проводят зачистку, которая предполагает снятие:
- ржавчины, чтобы предотвратить ее попадание в диффузный слой;
- заусенцев, металлических частичек, наличие которых может привести к браку;
- остатков смазки, масел, органических веществ, снижающих качество сварки;
- загрязнений, отрицательно влияющих на структуру шва;
- оксидного слоя, препятствующего образованию ванны расплава.
Зачищать металл нужно очень тщательно, поскольку даже малейшие включения в ванне расплава станут причиной брака. Можно применять абразивные инструменты, напильники, наждачную бумагу, металлические щетки. Чтобы обезжирить поверхность металлических изделий и снять с них оксидный слой, используют химически активные средства: кислоты, спирт, растворители.
Работая с алюминием, цветными металлами и высоколегированными сплавами, их очищают новой щеткой, на которой нет микрочастиц углеродистой стали. Перед сваркой со штампованных деталей снимают слой окалины, а с отливок — литейную корку.
Подготовка кромок
Если заранее не подготовить толстостенные заготовки к сварке, то качественного соединения не получится: расплавленный металл растечется по поверхности, а в стык не попадет. Соединение будет хрупким и сломается даже при малой нагрузке. Важнейшая подготовительная процедура — скругление острых кромок. В зависимости от толщины изделия металл сглаживают на высоту 2-3 мм.

Рекомендуется применять холодные способы резки (вручную или механическими средствами), так кромки выходят более аккуратными, чем при горячем способе. Тип и угол разделки зависят от материала и вида сварочного оборудования. Размеры кромок приведены в государственных стандартах.
Подготовку кромок к сварочным работам проводят для обеспечения доступа к корню шва. В случае тонкостенных деталей, имеющих толщину до 3 мм, достаточно лишь выровнять торцы. Проваривают 4 мм заготовки с зазором до 2 мм; если толщина детали больше, формируют швы с обеих сторон. Если деталь толстостенная, то на ее кромках снимают фаску.
При односторонней сварке формируют V- или U-образные стыки, а при сварке с обеих сторон — X- или K-образные. Угол сопряжения составляет 45—60°. Если нужно сварить изделия разной толщины, то обрабатывают только толстостенную заготовку. Необходимо выбрать правильный угол среза, поскольку от него зависят:
- расход электродов или сварной проволоки;
- глубина проварки металла;
- размеры шовного валика.
Кромки подрезают вручную, с помощью механических средств или горелок.
Подготовка защитного снаряжения для сварочных работ
Важно при подготовке к работе со сварочным аппаратом обеспечить надежные средства защиты сварщика.
Неотъемлемой частью защитного комплекта является специальная маска. Она предохраняет глаза и лицо от вредного воздействия сварочной дуги. Предлагается большое разнообразие масок: разной формы, с креплением для головы, с автозатемнением и без него и др. Основные требования к маске — легкость и комфортность в ношении. Чтобы руки были свободными, удобно закреплять маску на голове. Крепление регулируют в соответствии с размером и формой головы.

Популярны сварочные маски со встроенным светофильтром, который автоматически затемняется. Перед тем как зажжется дуга, сварщик видит через окошко маски точку начала сварного соединения. При загорании дуги происходит автозатемнение, защищающее глаза. Как только дуга погаснет, фильтр отключается, и сварщик снова может видеть рабочую поверхность, способен визуально оценить шов, состояние горелки и электрода.
Можно продолжать сварку, не снимая при этом маску. В ней же удобно зачищать свариваемые поверхности от заусенцев: автозатемнение включаться не будет, а стекло защитит от попадания частиц металла в глаза.
На рынке представлены различные модели масок: с регулированием степени затемнения, его скорости, времени отключения фильтра. Автоматические светофильтры питаются от встроенных аккумуляторов или от обычных батареек. Второй вариант стоит дороже, но зато со временем нужно будет лишь купить новые батарейки. Несъемные элементы питания однажды выработают свой ресурс, и придется менять весь светофильтр, цена которого может составлять половину стоимости всей маски или даже больше.
Важная деталь защиты — специальный костюм сварщика. Руки от воздействия электрического тока и попадания брызг раскаленного металла защищают с помощью плотных кожаных краг. Одежда сварщика также должна быть сшита из плотного материала, чтобы защитить тело от ожогов и других повреждений. Обувь нужна прочная, на толстой подошве, защищающая от влаги и действия тока.
Охрана труда при подготовке и проведении сварочных работ
Если правильно начать и вести процесс сварки, то можно избежать многих неприятностей.
Перед началом работ всегда оценивают, в каком состоянии находится оборудование, при этом:
- проверяют основные блоки сварного агрегата, наличие материалов и дополнительных приспособлений;
- заземляют оборудование, чтобы предотвратить поражение электрическим током;
- при работе на высоте проверяют, надежно ли закреплены леса и иные строительные конструкции;
- замеряют протяженность провода (применять провода длиной более 10 м запрещено).
- если капли воды попали на питающие кабели, то их просушивают, так как влага может разрушить изоляцию.
Необходимо также выполнять требования по охране труда.
Работники по окончании сварки обязаны сделать следующее:
- Отключить оборудование от электросети.
- Прежде чем проверять качество сварных швов, ждут полного остывания деталей. Прикасаться к горячему металлу запрещается.
- Очищают агрегат от грязи, проверяют состояние основных блоков. Инструменты и вспомогательные приспособления помещают в предназначенные для них контейнеры.
При возникновении аварийных ситуаций к охране труда предъявляются особые требования.
Необходимо соблюдать следующие правила:
- останавливают сварку, если трубопровод находится под давлением;
- при попадании в помещение взрывоопасных паров сварочные работы проводить запрещено;
- продумывают план действий, благодаря которому травмирование рабочих при авариях будет исключено.
Применяя на практике рекомендации специалистов, каждый может научиться сваривать металлические изделия. Главное соблюдать технологию и проводить правильную подготовку площадки, оборудования и спецзащиты к сварочным работам. Важно всегда соблюдать правила техники безопасности, а опыт придет со временем.
Требования техники безопасности при проведении сварочных работ
Возникающие при производстве сварочных работ физические и химические эффекты, носят поражающий характер. Ультрафиолет воздействует на сетчатку, обжигает кожу лица, ведь несколько минут по воздействию приравниваются к десятку часов под палящим солнцем.
Вредные вещества в виде взвесей с микрочастицами расплавленного металла поражают органы дыхания, вызывают токсические отравления. Возможны ожоги от разлетающихся брызг. Велика вероятность возгораний.
На производстве к сварке допускаются только прошедшие инструктаж работники. Они предупреждены о возможной опасности, знают, как себя защитить, что категорически запрещено делать. Соблюдать технику безопасности при сварочных работах нужно новичкам, использующим сварочное оборудование для бытовых целей.

Факторы опасности
Вне зависимости от того, в каком месте пользуются сварочным оборудованием, нужно помнить, что вредные факторы воздействуют на сварщика и всех окружающих его людей. Помощникам, придерживающим соединяемые элементы, тоже требуются меры безопасности. При использовании электродов необходимо помнить, что искры от них рассыпаются в радиусе пяти метров. «Зайчиков» ловят при прямом излучении на расстоянии до трех метров.
Правила техники безопасности на сварочном участке разработаны с учетом профессиональной опасности. Потенциальные причины несчастных случаев и травм:
- при попадании искр на рукава одежды возможны прогорания ткани;
- расплавленный металл способен прожечь обувь из легкоплавких материалов;
- воспламенение находящихся в зоне разлета искр горючих материалов;
- травмировании глаз и кожи лица парами раскаленного металла.
- ожоги от искр, попавших на кожу;
- поражение током высокого напряжения;
- возможные ожоги при взрыве оборудования, возникновении пожаров;
- падение плохо закрепленных частей конструкций;
- случайное падение при выполнении сварки на высоте.
Физические и химические факторы промышленной безопасности:
- шумы высокого уровня, возникающие от работающего сварочного оборудования;
- ультрафиолетовое и инфракрасное излучение большой интенсивности;
- слепящий свет в видимом спектре от дуги и горелки;
- пары расплава, содержащие вредные для здоровья свинец, цинк, кадмий, хром и другие компоненты, входящие в состав сплавов; при отсутствии вентиляции риск поражения возрастает;
- горячая взвесь с микрочастицами расплавленного металла над ванной расплава;
- тепловое воздействие горелки или электрической дуги.
Основные правила техники безопасности при проведении сварочных работ
В мае 2015 года Научно-техническим центром исследований проблем промышленной безопасности разработаны межотраслевые правила техники безопасности. Они обязательны для выполнения всеми работниками и работодателями. Начинающим сварщикам, имеющим аппараты для личного применения, необходимо с ними ознакомиться.
Основные положения ТБ:
- При выполнении шва на посторонние дела не отвлекаются: нужно постоянно контролировать шов.
- Чтобы обезопасить окружающих от излучения электродуги, требуется защита высотой до 1,8 метров.
- Горючих жидкостей, замасленной ветоши и сухого мусора не должно быть на расстоянии до 5 метров от зоны сварки, поэтому необходимо соблюдать чистоту.
- Для защиты лица и глаз используется специальная маска со светофильтром.
- В непроветриваемом помещении необходим респиратор.
- При работе на высоте нужно контролировать закрепление соединяемых элементов, если необходимо пользоваться лестницей, используют страховочные пояса.
- Переносить или переставлять оборудование можно только после отключения его от сети.
- Во время сварки следят за проводкой, чтобы она не скрутилась, это важное условие безопасности.
- Если ремонтируется автотранспорт, необходимо проверить, отключен ли аккумулятор.
- Для экипировки нужна спецодежда, пропитанная огнеупорным составом, недопустимо оставлять открытые участки кожи. Одежда не должна быть влажной.

Электробезопасность при выполнении сварочных работ
Специальный раздел правил ТБ для работы с электрическим оборудованием. Техника безопасности при проведении сварочных работ разработана с учетом поражающих факторов. Нормы по параметрам электротока:
- поражение током силы больше 0,05 А приводит к травмам;
- напряжение свыше 110 вольт опасно для жизни.

Чтобы снизить риск вреда здоровью, необходимо соблюдать электробезопасность. Основные правила:
- электроосвещение можно запитывать только от тока в 12 В;
- максимальное напряжение холостого хода сварочного аппарата – 90 В;
- до включения оборудования проверяется заземление или подключение к нулю;
- необходимо проверить качество провода – надежная изоляция подразумевает отсутствие трещин, прожогов;
- электропитание осуществляется через распределительное устройство, оснащённое предохранителями;
- длина провода более 10 метров не допускается;
- если был обрыв кабеля или повреждена изоляция, допустимо только муфтовое соединение двух кусков.
Категорически запрещается
В технике безопасности при выполнении сварочных работ предусмотрены важные запреты – моменты, соблюдение которых начинающие иногда выпускают из вида:
- нельзя допускать работу на улице при осадках: дождь, снег одинаково опасны;
- при дуговой сварке нельзя работать в маске или щитке с трещинами светофильтра, повреждениями экрана;
- важно предусмотреть защиту органов дыхания – или приточную вентиляцию, или шлемы с воздухоподдувом;
- небезопасно производить работы на весу, удерживая деталь рукой, запрещается;
- соседство с горючими веществами неприемлемо;
- нельзя работать в промасленной одежде или со следами смазки;
- длительный электрический контакт со свариваемыми деталями недопустим, увеличивается риск поломки оборудования и поражения током.
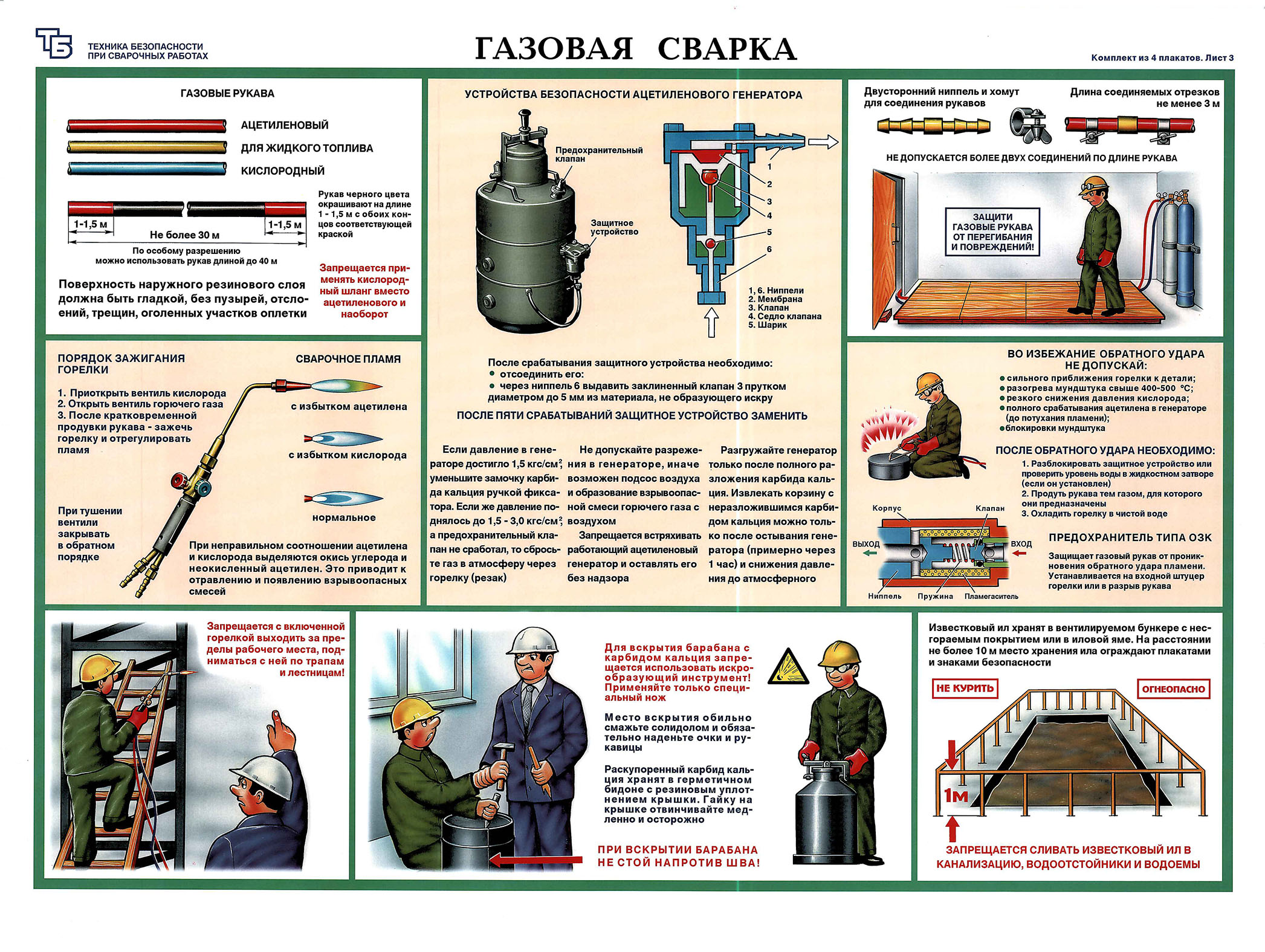
Газосварка и резка
Есть пункт правил, применимый при газовой сварке и резке:
- Внимания заслуживают баллоны, их транспортируют только в вертикальном положении. При перевозке вентили накрывают защитными колпаками. Проверяют заправку баллонов, чтобы избежать резкого снижения давления газа во время работы.
- Если во время работы слышны хлопки от обратного удара, газ перекрывается в определённой последовательности: сначала ацетилен, только потом кислород. Газовые генераторы для безопасности отключаются строго по инструкции. От рабочей зоны газ располагается на расстоянии не менее 5 метров. Шланги для безопасности подвешиваются.
- Горелку перед работой проверяют, особенно опасно присутствие масла – увеличивает детонацию. Смотрят инжектор, редуктор.
- Во время сварки важно соблюдать зазор между мундштуком и деталью, чтобы было постоянное давление газа.
Средства защиты сварщика
К безопасной экипировке предъявляются специальные требования: она должна без повреждений переносить кратковременное воздействие электродуги. Средства защиты сварщика делаются по ГОСТу из негорючих тканей:
- брезента;
- пропитанной огнезащитой парусины;
- спилка;
- плотной кожи;
- сукна.
В полный комплект для безопасности входят следующие средства защиты сварщика:
Перед работой одежда проверяется на наличие маслянистых загрязнений. Обувь нужна на толстой подошве, не проводящей электрический ток. Недопустимы гвозди металлические накладки. Носок уплотняется металлической вставкой для безопасности ног при падении тяжелых предметов.

Краги выбираются в зависимости от видов сварки. Есть двух, трех и пятипалые модели, с высокими обшлагами, защищающими руки, или без них. Допустимо использование фартуков, нарукавников вместо костюмов при некоторых видах сварки: контактной, газовой.
Дефекты в маске недопустимы, для безопасности она должна плотно крепиться на голове. Производители предлагают шлемы с регулируемыми фильтрами, искусственным наддувом. Светофильтр должен защищать глаза во время работы, и обеспечивать возможность контроля в варочной зоне. Они должны соответствовать ГОСТ 9497-60.
Требования техники безопасности к помещениям, материалам и оборудованию
Сварка допустима в специально оборудованных для этого помещениях, имеющих вентиляцию. Если она проводится в закрытых сосудах или закрытых помещениях, используются дополнительные средства защиты органов дыхания. Техника безопасности при сварке газовым оборудованием предусматривает специальное место хранения для баллонов. На участках каждое рабочее место изолировано ширмами.
Большое внимание уделяется освещенности. Должен быть доступ света к рабочей зоне. Оборудование должно вовремя проходить техническое обслуживание, график профилактических ремонтов указан в инструкции. В целях безопасности их лучше производить в специализированных мастерских. Свариваемые детали укладываются на диэлектрических ровных и чистых поверхностях или закрепляются между собой с помощью струбцин или магнитных угольников. Все вспомогательное оборудование не должно содержать загрязнений. Оно изготавливается из невоспламеняющихся материалов.
Читайте также: