Подключение держака сварочного аппарата
Обновлено: 18.05.2024
Для выполнения работ, связанных с ручной дуговой сваркой металлических деталей, требуется не только сварочный аппарат, но и дополнительные принадлежности к нему. Они обеспечивают правильную сборку электрической цепи, отвечают за надежность контактов и создают удобные и безопасные условия для сварщика. К ним в первую очередь следует отнести токопроводящие кабели, зажимы и держатели электродов. Такие аксессуары реализуются в комплекте сварочника или приобретаются дополнительно. В любом случае начинающему мастеру нужно знать их назначение, основные виды и особенности применения.
Электродержатель
Держак для сварочного аппарата предназначен для удерживания электрода, подачи на него напряжения и управления его положением в зоне сварки. К нему предъявляются простые, но важные требования:
- надежная фиксация сварочных стержней различного диаметра в удобных для сварщика положениях;
- плотный электрический контакт;
- простая конструкция, обеспечивающая длительное использование держателя электродов;
- эргономичность и безопасность.

Реализовать все перечисленные качества можно разными способами.
Виды сварочных держателей
Сварочные электродержатели классифицируются по конструкции и принципу захвата электрода. Почти все они имеют удобную рукоятку и механический фиксатор стержня.
Держатель-прищепка
Держатели этого типа используют пружинный или рычажный механизм зажима электрода. Поверхности контакта у них выполнены в виде зубчатых деталей, позволяющих быстро и прочно фиксировать стержень в любом удобном для сварщика положении. Большинство моделей имеет диэлектрическое наружное покрытие, повышающее безопасность для персонала и исключающее непреднамеренное искрение. Основным недостатком данной конструкции является недостаточная надежность захвата при ослаблении пружины и истирании контактов.

Вилка-трезубец
Такой электродержатель уже не встретить в специализированных магазинах, но сварщики старой школы продолжают его использовать. Удержание электрода здесь происходит за счет пружинящего действия трех стальных прутков, сваренных вместе в единую конструкцию, отдаленно напоминающую вилку. Это приспособление легко изготавливается вручную, но обладает рядом серьезных недостатков:
- наличием незащищенных поверхностей, находящихся под напряжением;
- сложностью извлечения огарка;
- низким удобством применения.

Цанговый держатель
Держатели с цанговым принципом зажима электрода имеют чуть более сложную конструкцию, которая нуждается в высокой точности изготовления деталей. Они нашли применение в горелках, используемых для аргонной дуговой сварки. У них узкая сфера использования и достаточно большая стоимость.

Безогарковый держак
Держатель такого вида состоит из рукоятки и контактного штыря. Электрод перед началом применения приваривается к его торцу, что позволяет практически полностью использовать металл стержня в процессе сварки. Приспособления подобной конструкции востребованы при работе с дорогим расходным материалом.
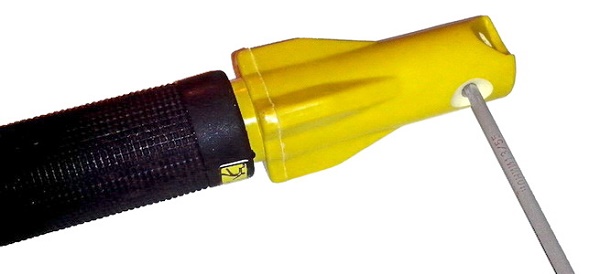
Винтовой держатель
Винтовой электрический держатель для сварочного инвертора пользуется высокой популярностью среди профессионалов. Он наиболее надежно фиксирует электроды любого сечения за счет резьбового способа прижатия. Изделия этой конструкции практически не имеют оголенных участков, а это благоприятно отражается на безопасности. Необходимость периодически крутить винт несколько увеличивает время закрепления стержней, что компенсируется прочностью контакта и удобством работы.
Что важно при выборе держака
Электросварщик держит в руках это устройство значительную часть своего рабочего времени, поэтому к его выбору следует подойти с максимальной ответственностью. Опытный мастер обязательно обратит внимание на следующие моменты:
- вес, габариты, эргономические качества рукоятки;
- соответствие маркировки изделия диапазону используемой в предстоящей работе силы тока;
- возможность надежной фиксации электродов необходимого диаметра;
- удобство закрепления стержня под разными углами;
- качество изготовления токоведущих частей и зажимных устройств;
- степень наружного покрытия держателя изоляционными материалами;
- стоимость модели.
Краткий обзор популярных моделей держателей
Сварочные держатели не относятся к категории высокотехнологичного оборудования. За приемлемую цену можно без особого труда найти удобную и долговечную модель. Для правильного выбора достаточно знать несколько марок от проверенных производителей.
ESAB Handy 200
Эта модель уважаемой шведской фирмы ESAB пользуется высокой популярностью среди профессионалов и любителей. Она наилучшим образом подходит для использования электродов диаметром от 2 до 4 мм и рассчитана на сварочный ток 200 ампер. Ее вес всего 550 граммов не вызовет усталости в течение рабочей смены. Винтовой зажим обеспечивает быструю замену и надежное удержание стержней, закрепляемых под углом 90 о и 45 о . Полная изоляция токоведущих деталей гарантирует отсутствие случайных утечек. Приобрести изделие можно за 500-600 рублей.

Сибртех 91455
Отечественная модель клещевого типа с мощной пружиной стоит всего 200-250 рублей. Она обеспечивает быструю замену электродов и фиксацию их в любых направлениях. Ограничений по диаметру нет. Токоведущие части уверенно работают при силе тока до 500 А. Изделие весит менее 300 г. У него эргономичная рельефная ручка и удобный рычаг открытия зажима. Покрытие выполнено из прочного изоляционного материала.

Кедр Germany type 300А
Еще одна модель российского производства с клещевым зажимом, выполненная из латуни с пластиковым покрытием. Она весит порядка 400 граммов и рассчитана на сварочный ток до 300 ампер. Электрод легко устанавливается в одном из четырех возможных положений. Рукоятка не скользит в руке и не боится высокотемпературного воздействия. Цена изделия данной марки начинается с 300 рублей.

Самостоятельное изготовление держателя электродов
Своими руками из подручных средств проще всего изготовить держатель в форме трезубца. Для этого используется стальная проволока круглого или переменного сечения диаметром порядка 8 мм. От нее отрезают три куска длиной около 20-25 см. Два из них слегка изгибают и сваривают между собой нижними концами так, чтобы куски располагались в одной плоскости, а их верхние концы образовывали крайние зубья вилки.
Третий кусок делают чуть короче остальных. Ему также придают легкий изгиб, ориентируя его в плоскости, перпендикулярной первым двум заготовкам.
Приварку ведут с таким расчетом, чтобы в образовавшийся зазор с некоторым усилием упруго входил оголенный конец наиболее часто используемых в работе электродов.
Для надежного и плотного соединения сварочного кабеля с полученной конструкцией его конец оголяют на 6-8 сантиметров и плотно обматывают стальной проволокой малого диаметра. Получившийся наконечник приваривают к длинным нижним концам крайних прутков держателя. Рукоятку делают из куска резинового шланга, эластичной пластмассовой трубки или диэлектрической оболочки провода нужного диаметра, натягивая его с тыльной стороны. Наглядно процесс изготовления продемонстрирован в следующем видео
Зажим массы
Для правильной работы электрической цепи свариваемые детали должны быть надежно соединены с массой. Только в этом случае получится качественный шов, а сварщик будет защищен от поражения током. Функцию контакта при этом призван выполнять зажим массы. Штатные аксессуары не всегда соответствуют поставленным задачам, поэтому опытные мастера стараются подобрать оборудование самостоятельно. Важнейшими характеристиками электрических зажимов являются:
- максимальная сила пропускаемого тока;
- достаточная плотность контакта;
- способность удерживать вес кабеля;
- угол раскрытия клеммы.
Основные виды зажимов
Устройство зажимов может быть различным. В сложных ситуациях они ведут себя по-разному. Это неизбежно следует учитывать при покупке.
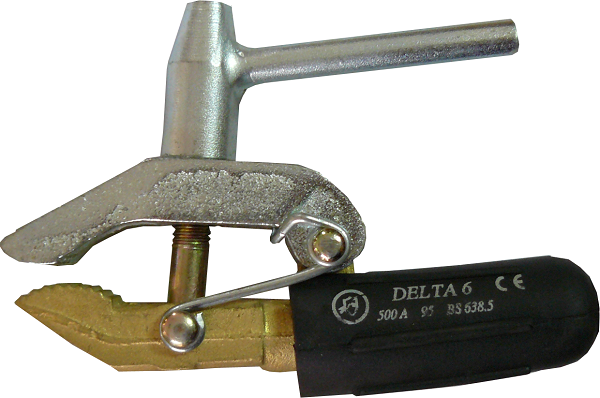
Крокодил
Сварочные зажимы этого типа имеют мощную пружину и зубья для удобства зацепления. Они устанавливаются и снимаются одним движением руки.

К их достоинствам можно отнести:
- удобство применения;
- легкая адаптация к деталям любой формы;
- высокая степень раскрытия.
Есть у них и недостатки:
- постепенное ослабление пружины;
- не всегда надежный контакт.
Магнитный зажим
Такая конструкция предполагает наличие сильного постоянного магнита и клеммы для подключения кабеля.

Это дает убедительные преимущества:
- простота и долговечность;
- возможность крепления к деталям любой формы и размера;
- применение в труднодоступных местах;
- отсутствие движущихся частей;
- большая площадь контакта.
Но не надо забывать и про недостатки:
- низкая надежность крепления к деталям с малой поверхностью контакта;
- чувствительность к загрязнениям;
- размагничивание при высоких температурах;
- невозможность применения по нержавеющей стали, чугуну и цветным металлам.
Струбцина
Крепление кабеля массы с применением винтового механизма распространено не так широко и чаще всего используется в специальных условиях.

- исключительно высокая надежность соединения;
- широкая область контакта.
- значительные габариты изделия;
- трудоемкость закрепления.
Сварочный кабель
Подача напряжения к месту сварки и подключение к массе соединяемых деталей осуществляется с применением сварочных кабелей. Они в большинстве случаев имеют одну токопроводящую жилу круглого сечения и обычно заканчиваются стандартными клеммами. К ним предъявляются повышенные требования:
- механическая прочность и устойчивость к воздействию химически активных веществ;
- возможность многократного скручивания и выпрямления;
- высокая гибкость;
- невосприимчивость к загрязнениям и влаге.
Наибольшее распространение получил кабель гибкий марки КГ. Он рассчитан на работу с постоянным током до 1 кВ или с переменным током напряжением до 660 В и частотой до 400 Гц. У него есть ряд разновидностей:
- КГ-ХЛ, устойчивый к морозам до -60 о С;
- КГ-Т, предназначенный для тропического климата;
- КГН, оснащенный негорючей изоляцией;
- КГ-КОГ, отличающийся особой гибкостью.

Кабель марки КОГ подходит для дуговой сварки, полуавтомата или сварочного автомата с постоянным током до 700 В или с переменным током напряжением до 220 В и частотой до 50 Гц. Его разновидности также ориентированы на различные температурные показатели окружающей среды.
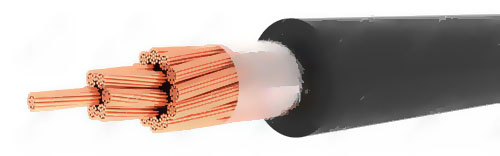
Кабель КОГ 1 1х16
Помимо одножильных кабелей нашли распространение:
- двужильные провода для импульсной сварки и резки;
- трехжильные кабели, используемые при различных типах автоматической сварки.
Максимальные параметры проходящего по кабелю тока напрямую связаны с материалом исполнения и площадью поперечника. При выборе необходимого сечения следует воспользоваться специальными таблицами. Для бытового инвертора, работающего от сети 220 вольт, подойдет одножильный медный провод на 6,7 мм 2 , а для мощных автоматических агрегатов чаще используют 35,6 или 47,2 кв.мм.
Подключение кабелей
При подключении кабеля к сварочному оборудованию обычно используются специальные наконечники, обеспечивающие надежный контакт и защиту от случайного прикосновения. Провод должен соответствовать эксплуатационным параметрам сварочного аппарата. Особое внимание уделяют соблюдению полярности. При соединении двух проводов обязательно применение опрессовки с последующей изоляцией.
В большинстве случаев штатные кабели, продающиеся в комплекте с инвертором, по ряду причин оказываются короче, чем хотелось бы мастеру. Хотя производители сварочного оборудования обычно не накладывают ограничений на их длину, использовать удлинитель сварочного провода надо с предельной аккуратностью. Важно убедиться, что добавленный участок не приводит к критическому снижению напряжения и величины сварочного тока.
Как правильно подключить сварочный инвертор

Как правильно подключить инвертор — плюсом на электрод или минусом
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором. А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.

Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Обратная полярность инвертора
В данном случае речь идёт о стандартном подключении сварочного аппарата. То есть, держатель с электродом подсоединяется к плюсовой клемме инвертора. Таким образом, есть возможность варить на обратной полярности. Что это даёт?

Во-первых, уменьшается разбрызгивание металла. Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.

Многие металлы, которые не терпят перегревания, варят именно на обратной полярности. Например, нержавейку.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.

При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Прямая и обратная полярность при сварке инвертором

Прямая и обратная полярность при сварке инвертором
Варить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.

Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.

В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
- Когда нужно углубить корень сварочного шва, то лучше всего применять именно прямую полярность при подключении инвертора. В таком случае, большая температурная нагрузка будет приходиться на металл.
- В том случае, если нужно варить тонкий металл, то сварочный инвертор лучше всего переключать в режим обратной последовательности. Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.

При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Сварка инвертором для начинающих

Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.

Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.

Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.

Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.

Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.
Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Рекомендуем статьи
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Полярность при сварке

Качество шва окажется удовлетворительным, только если правильно выбрать полярность при сварке. И опытные специалисты это прекрасно знают. С другой стороны, что в данном контексте означает определение «правильно»?
На самом деле, все не так уж сложно. Выбор прямой или обратной полярности тока может зависеть от разных факторов: вида сварки, типа электрода, толщины и материала изготовления детали, с которой идет работа. Но давайте обо всем по порядку.
Понятие полярности тока при сварке
Сварочный шов формируется благодаря горению электрической дуги, образуемой источником тока, причем необходимо замкнуть полюса, оставив зазор в пределах 3–5 мм. В качестве источника тока подходит преобразователь, выпрямитель, генератор или инвертор.
Такое явление, как полярность при сварке, учитывается лишь при использовании оборудования, работающего с постоянным током. Дело в том, что у трансформаторов, обеспечивающих поступление переменного тока, электроны ежесекундно сто раз меняют направление движения.
Это не позволяет говорить о постоянной полярности, так как все время изменяется заряд.
В постоянном токе электроны с отрицательным зарядом направляются от отрицательного полюса к положительному. Благодаря этой особенности сварочный процесс имеет такие характеристики:
- стабильный ток;
- ровное горение дуги;
- меньшая степень разбрызгивания металла;
- простой контроль сварочной ванны.
Сварочное оборудование, предполагающее работу с постоянным током, требует подключения двух кабелей: для держателя электрода и массы. При помощи манипуляций электродом мастер формирует соединение между заготовками, тогда как кабель массы фиксируется на изделии зажимом.
Когда держатель подключен к минусу, а второй провод – к плюсу, обеспечивается прямая полярность при сварке. Иной формат может использоваться для получения обратной полярности.
Важно четко понимать, в чем разница в полярностях при сварке. Постоянный ток движется от отрицательного полюса к положительному – это принцип перемещения отрицательно заряженных электронов. В результате плюс нагревается сильнее.
При прямой полярности плюс установлен на заготовке, и ее поверхность сильно нагревается. Тогда как электрод защищен от перегрева, ведь на его конце присутствует анодное пятно тепла.
В иной ситуации положительно заряженный полюс находится на конце расходника, что влечет за собой формирование аналогичного катодного пятна. Таким образом электрод имеет на тысячу градусов более высокую температуру, чем металл заготовки.
Благодаря грамотному выбору полярности при сварке постоянным током мастер меняет температуру расходника и заготовки, что открывает большие возможности в области обработки разных видов металлов.
Особенности прямой полярности
Прямая полярность при сварке активно задействуется во время выполнения следующих работ:
- монтаж проката, изготовленного из углеродистых, низколегированных, специальных сталей, при помощи плавящихся электродов;
- сварка вольфрамовыми неплавящимися электродами с использованием наплавочной проволоки тонких деталей встык, цветных металлов, а также сплавов, отличающихся высокой текучестью;
- раскрой посредством сварочного оборудования.

Сварка таким током имеет следующие достоинства:
- глубокий провар изделия, что обеспечивается благодаря высокой плотности плазмы;
- богатый выбор расходников с различными покрытиями;
- получение узкого шовного валика;
- стабильность дуги.
Правда, данный способ подключения имеет и недостатки: в процессе использования прямой полярности при сварке наблюдается сильное разбрызгивание металла, высока вероятность прожога тонких деталей. Кроме того, неизбежны остаточные напряжения в области температурного воздействия.
Особенности обратной полярности
Работа с обратной полярностью при сварке имеет свои нюансы:
- изделие не так интенсивно нагревается;
- легирующие элементы подвержены менее активному выгоранию;
- снижен риск деформации заготовки под действием температуры;
- присадка отделяется с кончика электрода крупными каплями;
- есть возможность сварки листового металла толщиной 1–3 мм без прожогов;
- шов получается широкий, но малой глубины;
- сокращается активность бурления углерода в пределах сварочной ванны.
Этот вид подключения специалисты рекомендуют применять для обработки изделий малой толщины – тогда электрод не прилипает, в то же время отсутствуют прожоги. При формировании коротких швов прерывистой дугой тепловложение сокращается еще сильнее.
Заготовки, имеющие толщину 6–10 мм, соединяются значительно хуже при обратной полярности, так как не удается обеспечить проплавление металла на необходимую глубину. Когда минус установлен на держатель, проще создать надежный шов на нержавеющей стали, стали с высоким содержанием углерода, алюминии, чугуне.
Если нужно наплавить присадку для дальнейшей проточки, обратная полярность обеспечивает быстрое отделение капли.
Повышенная температура на конце электрода при сварке обратной полярностью приводит к тому, что расходник укорачивается быстрее, поэтому нужно быть готовым к повышенному расходу материалов.
Если выбран электрод, обмазка которого сильно реагирует на перегрев, покрытие осыплется в случае продолжительной работы без остановки. Тогда оголенный стержень не должен использоваться в процессе сварки.
Если сила тока снижается до предельно низкого уровня, дуга начинает скакать, из-за чего осложняется управление сварочной ванной. Вот почему специалисты рекомендуют использовать инверторы с дополнительным набором функций для обработки тонколистовой стали.
Критерии выбора полярности
Выбор способа подключения сварочного оборудования зависит от целого ряда значимых характеристик. Учитывая их, можно избежать брака, неоправданно высокого расхода материалов, а также добиться необходимого уровня прочности швов.
Толщина заготовки
Электросварка толстостенных деталей предполагает прожиг большой толщины металла, поскольку таким образом можно увеличить площадь контакта материала с рабочей поверхностью.
Также данный подход позволяет заполнить любые пустоты. В этом случае рекомендуется использовать прямую полярность при сварке.

Если речь идет о полярности при сварке тонкого металла, необходимо защитить изделие от сквозного прожига. Поэтому к нему подключают минус, а плюс – к электроду.
Выбор прямой полярности для соединения тонкостенных деталей чреват тем, что металл быстро расплавится и начнет стекать. Он будет легко прожигаться электродом, а поверхность заготовок окажется испорчена многочисленными брызгами.
В итоге мастеру придется затратить много сил и времени на удаление дефектов с готового предмета после формирования швов.
Тип металла
Окончательный нагрев заготовки и электрода определяется плюсовой клеммой. Дело в том, что на катоде выделяется меньшее количество тепла, чем на аноде. Для сталей с высоким уровнем тугоплавкости больше подходят прямая полярность, так как она обеспечивает температуру +4 000 °C.
Если свойства материала меняются на фоне перегрева, требуется обратная полярность при сварке. Прямое подключение позволяет углубить шов, тогда как второй вариант предполагает обработку поверхности металла.
Вид электрода
Марка электродов подбирается в соответствии с током. Так, переменный ток позволяет работать с любыми типами подобных расходных материалов, ведь здесь отсутствует зависимость от полярности. Для ОК, ОЗС, МР лучше использовать обратную полярность
УОНИИ и подобные модификации созданы для работы с прямой схемой. В любом случае можно уточнить подходящий принцип использования в описании на упаковке электрода.
Характеристика присадок и других расходников
Тугоплавкие электроды обычно выбирают при работе с прямой полярностью. Сварка с применением наплавочной проволоки возможна при наличии вольфрамовых электродов. Угольные разновидности плохо справляются с повышенной температурой, из-за чего теряют прочность и начинают крошиться.
Сложнее всего выбрать полярность для сварки металла, если расходники и заготовки имеют свойства, предполагающие противоположные настройки. Здесь могут применяться дополнительные меры: регулировка тока и скорости процесса.
Полярность при сварке полуавтоматом
Данный подход к сварке достаточно распространен, так как обладает большим количеством преимуществ. Однако, чтобы добиться оптимального результата при сварке полуавтоматом, важно не ошибиться с выбором полярности.

Для обработки заготовок из нержавеющей стали в среде защитного газа необходимо обратное подключение. Изделия из алюминия свариваются при помощи порошковой присадочной проволоки с прямым подключением.
Однако важно понимать, что использование полуавтомата предполагает некоторые нюансы в процессе работы. Держак с электродом подсоединяют на плюс, массу – на минус, позволяя флюсу полностью выгореть. В итоге вся обработка осуществляется под защитой облака газа.
Так изделие меньше разогревается, ограничивается разбрызгивание расплава.
Полярность при сварке инвертором
Инвертором называют устройство, вытеснившее популярные прежде трансформаторы благодаря своему небольшому весу и размерам. Кроме того, подобное оборудование позволяет сократить количество брызг горячего металла. А вся электроэнергия, потребляемая инвертором, расходуется на формирование и поддержание дуги.

Благодаря своим характеристикам такое устройство считается более удобным и может использоваться в рамках различных технологий сварки, недоступных для трансформаторов. Немаловажно, что инверторы подходят для работы как в промышленных условиях, так и в быту.
Инвертор имеет в комплекте два кабеля: на конце первого находится держатель для электрода, а у второго – зажим в виде прищепки. При помощи последнего провод крепится к детали. Для работы с подобным устройством может быть выбрана прямая или обратная полярность.
Инвертор позволяет получить постоянный ток из переменного. Чтобы создать дугу между электродом и заготовкой для формирования шва, их подключают к разным полюсам.
Как и при других видах сварки, полярность определяется тем, как подсоединен электрод. Выбирая данную характеристику, нельзя забывать про толщину изделия и прочие свойства, подробно рассмотренные ранее.
Электродержатель и сварочные электроды при разной полярности
Держатель
Применение инвертора в сочетании с прямой полярностью и высокими токами в пределах 200–300 А чревато перегревом держателя. Аналогичная картина складывается при сварке током обратной полярности в 140 А, так как расходник нагревается до +1 000 °C.
Чтобы защитить руку от неприятных ощущений и иметь возможность дольше варить, не прерываясь на охлаждение инструмента, специалисты рекомендуют выбирать держак, имеющий хорошую изоляцию рукоятки.
Электроды
Новичкам, которые не могут сразу сказать, какой тип подключения им понадобится и будут ли они менять полярность при сварке, стоит отдать предпочтение универсальным электродам.
Этой же рекомендации лучше следовать, если вы собираетесь работать одновременно с тонкостенными и толстостенными заготовками.

Подобные расходники прекрасно проявляют себя при переменном и постоянном токе вне зависимости от его полярности. С любыми сварочными задачами справляются такие марки: «Lincoln Electric Omnia 46», «СпецЭлектрод АНО-21» и ESAB ОЗС-12.
Если планируется варить только с обратным подключением, можно выбрать марку ESAB ОК 46.00.
Итак, описанные виды полярности при сварке нередко обозначают как электрод-отрицательная и электрод-положительная. Подобные термины демонстрируют способы подсоединения расходника к одному из полюсов.
Иными словами, электрод крепят к отрицательно заряженному полюсу для получения возможности варить током прямой полярности и к плюсу, если планируется сварка с обратной полярностью.
Читайте также: