Подвесной сварочный автомат для сварки под флюсом
Обновлено: 20.09.2024
Из справочника выбираем стандартное оборудование, характеристики которого совпадают с расчетными данными.
Таблица 1 – Оборудование для сварки под слоем флюса.
| Аппарат | АБСК | А-384 | А-1416 |
| Напряжение и частота питания, В/Гц | 380/50 | 380/50 | 380/50 |
| Номинальный сварочный ток, А | |||
| Диаметр сварочной проволоки, мм | 3 - 6 | 2 - 5 | 2 - 5 |
| Скорость сварки, м/ч | 22 - 71 | 12 - 120 | 12 - 120 |
| Скорость подачи электродной проволоки, м/ч | 43 - 142 | 53 - 532 | 50 - 509 |
| Габаритные размеры, мм | 760×710×1750 | 1160×870×1160 | 1160×870×1160 |
| Масса, кг | |||
| Источник питания | ТДФ-1001 | ТДФ-1001 | ВДУ-1001 |
| Цена, руб. |
Таблица 2 – Оборудование для сварки в среде защитного газа СО2.
Наиболее экономически целесообразно для сварки под флюсом данного изделия выбрать подвесной автомат А384 в виду специфики изделия , для сварки под флюсом автомат А384.
Для прихваток выбираем полуавтомат с сварочным выпрямителем ВДУ-506.
ВЫБОР МЕТОДА КОНТРОЛЯ
При выборе метода контроля швов коленчатого вала исходят из требований, предъявляемых к их качеству. Данное изделие используется как ответственное. Данные сварные швы должны обладать прочностью. Поэтому допускаемыми дефектами в них могут быть лишь одиночные поры и незначительные шлаковые включения.
Для контроля качества сварных швов в данном случае выбирается радиографический метод контроля.
Контроль производится рентгеном.
Область применение обнаружение трещин и непроваров.
Радиографический метод контроля сварных соединений предусматривает использование рентгеновского гамма-излучения и радиографической пленки для выявления различных дефектов (ГОСТ 3242-79). Данный метод, обладая определенными достоинствами и недостаткам, нашел широкое применение в промышленности.
Рентгеновские лучи и гамма-лучи обладают ценными свойствами: способны проходить через непрозрачные предметы (металлы); действуют на фотопленку (рентгеновскую пленку); способны вызвать свечение (флюоресценцию) некоторых химических элементов, что используется при применении усиливающих экранов во время просвечивания сварных швов.
Источником рентгеновских лучей служит рентгеновская трубка. Пучок лучей направляется на сварное соединение перпендикулярно оси шва. С другой стороны шва устанавливают светонепроницаемую кассету, в которой находятся рентгеновская пленка и два экрана, усиливающие изображение. Дефектные места шва - газовые поры, шлаковые включения, трещины и другие - в меньшей степени снижают интенсивность проникающих лучей, чем сплошной металл. Степень засвечивания пленки будет больше в местах расположения дефектов.
Что такое сварка под флюсом, как происходит процесс и какой вид флюса и режим выбрать для сварки разных металлов?
Сварка под флюсом – это способ сварки деталей из высоколегированной марганцевой, никелевой или фторидной стали, при котором сварочная ванна и шов защищены от окисления слоем флюса в виде порошка или гранул.
Процесс формирования шва протекает в газовой полости под слоем непрерывно подаваемого флюса. Кроме функции защиты от окисления, флюс также легирует формируемый шов марганцем и кремнием, повышая его прочность и формируя соединение с высокой степенью однородности.
ГОСТ на сварку флюсом 8713-79 устанавливает размеры и типы сварных соединений, а также способы наложения шва под флюсом.
Виды флюсов и их особенности
По способу изготовления флюсы бывают:
Плавленые флюсы изготавливают из шлакообразующих марганцевых руд и кварцевого песка путем размалывания, смешивания и расплавления с последующим гранулированием. Такие флюсы экономичны и хорошо подходят для сварки деталей из низколегированной стали.
Керамические (неплавленные) флюсы изготавливают из окислителей и солей амфотерных металлов, которые измельчают, смешивают с жидким стеклом до однородного состояния, после чего гранулируют и прокаливают.

Примерная стоимость керамических флюсов на Яндекс.маркет
Керамические флюсы имеют мелкодисперсную порошкообразную структуру, они применяются для сваривания сложных высоколегированных стальных сплавов, при этом состав флюса подбирается под конкретную марку свариваемой стали.
По химическому составу флюсы бывают:
Солевые флюсы содержат соли фторидов и хлоридов, применяются для электросварки титана и стали, легированной никелем и хромом. Оксидные флюсы содержат оксиды активных металлов и кремния, применяются для сварки низкоуглеродистой стали. Смешанные флюсы содержат оксиды и соли металлов в различных пропорциях, применяются для сваривания многокомпонентных сплавов или деталей из разных металлов.
Описание технологии процесса
Существует три основных способа сварки под флюсом:
При автоматической сварке траектория и скорость движения электрода, а также скорость подачи проволоки регулируется управляющим процессором, рабочие участвуют только в качестве контролеров процесса для экстренного отключения сварочного агрегата.
Полуавтоматическая сварка под флюсом предполагает, что скорость подачи проволоки, сила тока сварки и угол наклона электрода к линии сварки регулируются автоматически, а ведение дуги осуществляется сварщиком вручную – через рукоятку или дистанционное управление. Полуавтоматический сварочный агрегат позволяет вручную изменять отдельные параметры тока непосредственно во время процесса сварки.
Сварка под флюсом вручную применяется в небольших агрегатах, где система подачи флюса встроена в неплавящийся электрод, при этом сварщик регулирует направление движения, угол наклона и скорость хода электрода в ручном режиме, специальными кнопками управляя подачей флюса и силой тока сварки.
Общий порядок действий при сварке под флюсом:
- С поверхностей деталей снимается оксидная пленка.
- Детали закрепляются на сварочной плите.
- Выбираются настройки и режим сварочного аппарата.
- Заполняется резервуар для флюса.
- Устанавливается бухта наплавной проволоки, конец которой заправляется в электрод.
- Происходит процесс сваривания.
- После остывания деталей собирается неизрасходованный флюс, и шов очищается от шлака.
Важно следить за расходованием проволоки и флюса, чтобы не допустить работы электрода вхолостую и повреждения деталей.
Оборудование для сварки
Для сварки флюсом потребуются стационарные условия и оборудование:
Сварочные плиты выполняются на бетонном основании из жаростойких материалов с возможностью закрепления деталей. Проволока берется из материала свариваемых деталей, толщина от 0,3 до 12 мм. Электрод изготавливается из вольфрамового сплава с керамической оплеткой.
Система подачи флюса представляет собой резервуар и шланг, конец которого отстоит от электрода на 10-30 см. Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
Схема процесса автоматической сварки под слоем флюса
Автоматическая и полуавтоматическая сварка под флюсом контролируется программным обеспечением, регулирующим направление и скорость движения электрода вдоль линии сваривания.
Выбор режима сварки
В зависимости от толщины и металла свариваемых деталей выбирается режим сварки под флюсом. Для каждого режима существует свой диапазон напряжения, силы тока сварки и диаметр проволоки. Скорость формирования шва колеблется в пределах от 6 до 100 метров в час.
Если толщина свариваемых деталей от 2 до 10 мм, то выбирается режим сварки на стальной подкладке под стыком деталей. Режим на флюсовой подушке подходит для сварки деталей толщиной 10-25 мм, а сварка деталей толщиной 16-70 мм выполняется в режиме предварительной ручной проварки нижней части шва.
С увеличением толщины свариваемых деталей растет диаметр проволочного электрода и сварочный ток, но уменьшается скорость формирования сварного шва.
Сила тока сварки (А) зависит от толщины проволоки (мм) следующим образом:
Напряжение сварки существенно увеличивается только при толщине деталей свыше 25 мм.
Достоинства и недостатки
К преимуществам сварки под флюсом относятся:
- высокая степень автоматизации процесса;
- возможность проведения сварки под большой силой тока;
- высокая скорость сварки;
- качественный шов без окислов и раковин;
- возможность увеличения сварной ванны для более качественного провара.
Системы автоподачи флюса и сохранение постоянного расстояния от электрода до шва позволяет сваривать сложные детали с минимальным участием рабочих. Защитный слой флюса не дает расплавленному металлу разбрызгиваться, что позволяет производить сварку под высокими токами, многократно увеличивая скорость формирования и качество шва.
Однородность шва достигается за счет изоляции сварной ванны от кислорода воздуха, а также из-за легирования шва компонентами флюса, которые можно подобрать специально для материала свариваемых деталей. Также сварка под флюсом дает возможность использования одновременно двух электродов, расположенных на расстоянии 10-20 мм друг от друга и питаемых от одного источника тока – это позволяет сделать больше сварную ванну под флюсом, увеличив таким образом скорость сварки и степень однородности готового изделия.
К недостаткам сварки под флюсом относят трудности контроля процесса и технологическую сложность. Агрегаты для сварки под флюсом занимают большие площади и требуют обслуживания квалифицированными кадрами. Сварной шов формируется под слоем флюса и у сварщика нет возможности контролировать качество шва в режиме реального времени. Избежать брака можно путем дополнения агрегата ультразвуковыми или лазерными системами контроля наличия дефектов.
Выбор режимов автоматической сварки под слоем флюса. Отличие параметров сварки низкоуглеродистых сталей, меди и титана
Выбор режима автоматической сварки под слоем флюса зависит от наименования основного металла, его толщины и формы разделки кромок. Выделяют 4 основных регулируемых параметра:
- диаметр сварочной электродной проволоки;
- сила и род тока, его полярность;
- скорость перемещения дуги;
- напряжение источника сварки.
Также имеются дополнительные параметры, влияющие на определение режима сварки:
- состав (марка) и физико-химические свойства используемого флюса;
- вылет проволоки из токоподводящего наконечника;
- угол наклонения электрода к оси шва.
Порядок расчета режимов
В конструкторской документации задаются толщина свариваемых деталей, тип и форма разделки сварных швов по ГОСТ для соответствующих видов металла и его марок. Технология выполнения работ определяет параметры режима сварки и операции по подготовке свариваемых комок.
Используются следующие формулы для расчета параметров сварки:
Q=(I * U * 60) * к / V, где:
- Q – удельная тепловая энергия (кДж/мм);
- I – сварочный ток (А);
- U – напряжение на дуге (В);
- V – скорость сварки (мм/мин.);
- к – коэффициент полезного тепловложения (для сварки под флюсом К = 0,9).
Коэффициент формы сечения шва рекомендуется в диапазоне 1…1,5. F=S / h, где:
Режимы автоматической сварки различных металлов под слоем флюса
Рекомендуемые (ориентировочные) режимы стыковых соединений.
медь М1
титан ВТ 1-0
сталь Ст. 20
Табличные режимы сварки являются ориентировочными. Точные параметры режима определяются при сварке опытных соединений на контрольных планках. Это особенно актуально для автоматической сварки под флюсом, так как зона плавления не поддается визуальному контролю во время ведения процесса.
Сварочный ток (I)
Сила тока в сварочной дуге оказывает существенное влияние на глубину провара. Выбор этого параметра зависит от вида металла, его толщины и формы разделки свариваемых кромок.
Полярность тока влияет на перераспределение тепловой энергии между плавящимся электродом и основным металлом. Прямая полярность применяется для увеличения доли наплавляемого металла в металле шва, но отрицательно влияет на устойчивость горения дуги и разбрызгивание сварочной ванны.
Как правило, для сварки под флюсом большинства металлов (за исключением алюминия) применяется подключение сварочного источника с обратной полярностью.
Скорость сварки (V)
Выбор оптимальной скорости сварки обеспечивает правильную форму сечения шва, влияет на время нахождения ванны в жидком виде и протекание тепловых и металлургических процессов при сварке. Оказывает обратное влияние на тепловые вложения и погонную энергию.
Схема процесса автоматической сварки под своем флюса
Изменение скорости сварки приводит к изменению коэффициента формы сечения сварного шва, его глубины и ширины.
Напряжение сварочного тока (U)
Увеличение напряжения ведет к увеличению контактного пятна сварочной дуги на поверхности металла и, соответственно, к увеличению ширины шва. При низком напряжении формируется вогнутый валик без усиления и образуются подрезы по линии сплавления. Повышенное напряжение приводит к образованию высокого усиления шва с узкой зоной проплавления.
Диаметр электрода (проволоки), (∅)
При установленном токе существует обратно пропорциональная зависимость плотности тока от диаметра проволоки.
Чем меньше диаметр электрода, тем выше плотность тока. С повышением плотности тока коэффициент формы шва стремится к уменьшению.

Примерная стоимость проволоки для автоматической сварки под своем флюса на Яндекс.маркет
Влияние дополнительных настроек режима сварки на шов
Для правильного формирования сварного шва необходимо соблюдать соответствие параметров процесса сварки конструкции сварного соединения. Важность правильной настройки особенно актуальна для сварки химически активных при высоких температурах металлов и сплавов. Не следует пренебрегать опытными работами при настройке режима.
Влияние параметров дуги
Напряжение сварочной дуги растет при увеличении ее длины. Это оказывает влияние на образование дугового разряда и стабильность процесса горения.
Повышенное напряжение ведет к росту контактного пятна на поверхности металла и расширению шва.
Влияние угла наклона электрода
Позиционирование электрода относительно поверхности детали оказывает влияние на глубину провара и размеры сварочной ванны. Обычно применяют перпендикулярное расположение электрода к плоскости сварки.
Влияние вылета электрода из токоподающего наконечника
Увеличение вылета приводит к дополнительному нагреву сварочной проволоки, её ускоренному расплавлению и повышению доли электродного металла в металле сварного шва. Оптимальный вылет электродной проволоки в зависимости от ее диаметра указан в таблице.
| Диаметр проволоки, мм | 2-2,5 | 3-4 | 5 |
| Вылет из наконечника, мм | 14-16 | 17-19 | 20-22 |
Оборудование для сварки под флюсом
По способу перемещения вдоль шва автоматы для сварки под флюсом различают: тракторного типа и подвесные.
Автомат для сварки под флюсом включает следующие основные узлы: механизм подачи электродной проволоки (ленты), токоподвод, механизмы настроечных или регулировочных перемещений, кассету с электродной проволокой, флюсовую аппаратуру, тележку (для перемещения относительно изделия), пульт управления и источник сварочного тока.
Автоматы тракторного типа
Автоматы тракторного типа предназначены для сварки стыковых и угловых соединении, перемещаются либо по свариваемому изделию (АДФ-1002), либо по рельсовым направляющим, укладываемым на свариваемое изделие или возле него (АДФ-1202).
Внешний вид сварочного автомата тракторного типа АДФ представлен на рис. 8.
Рис. 8. Сварочный автомат тракторного типа АДФ: 1 –светоуказатель; 2 – подающий механизм; 3 – флюсобункер; 4 – промежуточные ролики подачи сварочной проволоки; 5 – кассета с электродной проволокой; 6 – пульт управления; 7, 8 – маховики регулировки положения сварочной головки относительно сварного шва; 9 – рукояткиа для зацепления с приводом самоходной тележки; 10 – самоходная тележка; 11 –сварочная головка
Подвесные самоходные автоматы и головки
Стационарные самоходные автоматы или подвесные сварочные головки используются преимущественно в серийном и массовом производстве при сварке или наплавке крупных изделий, таких как балки, цилиндрические сосуды и валы, плоские секции, прямошовные и спиральношовные трубы, а также изделий с однотипными швами.
Внешний вид базового унифицированного автомата А-1401 приведен на рис. 9. Созданный в ИЭС им. Е.О. Патона автомат А-1401 является, в свою очередь, дальнейшим усовершенствованием хорошо известного самоходного универсального сварочного автомата АБС.
| Рис. 9. Сварочный автомат типа А-1401: 1 – механизм подачи электродной проволоки; 2 – суппорт поперечной настройки; 3 – самоходная тележкиа; 4 – штанга; 5 – флюсоаппарат; 6 – касета с электродной проволокой; 7 – механизм подъема; 8 – светоуказатель; 9 – флюсоотсос |
Автомат самоходный типа АБС предназначен для автоматической сварки под флюсом стыковых, угловых, нахлесточных, прямолинейных и круговых швов электродной проволокой диаметром 3-6 мм.
Автомат состоит из трех самостоятельных узлов - А, Б и С, каждый из которых специализирован для выполнения определенных операций.
Узел А представляет собой простейшую подвесную головку, которая предназначается для подачи электродной проволоки в зону дуги. Механизм подачи служит для подачи электродной проволоки в зону сварки и состоит из электродвигателя и замедляющего редуктора.
Узел Б состоит из механизма вертикального перемещения, флюсоаппарата для подачи и отсасывания неиспользованного флюса и кассеты для электродной проволоки. Флюсоаппарат служит для беспрерывной подачи флюса в зону сварки и отсоса нерасплавленного флюса. Флюсоаппарат работает от сети сжатого воздуха давлением 4-5 атм. Катушка для электродной проволоки представляет собой барабан, внутри которого уложена витками проволока.
Узел С - это самоходная тележка с отдельным электроприводом, осуществляющая движение автомата по специальному рельсовому пути вдоль свариваемого шва.
Из перечисленных узлов можно комплектовать аппараты трех типов: подвесную головку А простейшего типа; подвесной аппарат АБ со сварочной головкой, подъемным механизмом, флюсоаппаратом и кассетой для проволоки; самоходный автомат АБС, выполняющий все операции, необходимые при автоматической сварке.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.006)
Автоматическая сварка под слоем флюса
Сварка под флюсом – дуговая сварка, при которой дуга горит под слоем порошкообразного сварочного флюса.
По степени механизации процесса различают автоматическую сварку под флюсом (подача электрода в зону сварки и перемещение электрода вдоль свариваемых кромок механизированы) и механизированную (механизирована только подача электрода). Схема процесса автоматической сварки под слоем флюса приведена на рис. 10.8.
Электродная проволока с помощью ведущего и нажимного роликов подается в зону сварки. Кромки свариваемого изделия в зоне сварки покрываются слоем флюса, подаваемого из бункера. Толщина слоя флюса составляет t ≈ 30…50 мм. Сварочный ток подводится к электроду через токопроводящий мундштук, находящийся на небольшом расстоянии (40…60 мм) от конца электродной проволоки. Благодаря этому при автоматической сварке можно применять большие сварочные токи. Дуга возбуждается между свариваемым изделием и электродной проволокой. При горении дуги образуется ванна расплавленного металла, закрытая сверху расплавленным шлаком и оставшимся нерасплавленным флюсом.
Пары и газы, образующиеся в зоне дуги, создают вокруг нее замкнутую газовую полость. Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки. Тонкий слой металла сохраняется лишь у основания дуги. В таких условиях обеспечивается глубокий провар основного металла. Дуга горит в газовой полости, закрытой расплавленным шлаком, в результате чего значительно уменьшаются потери теплоты и металла на угар и разбрызгивание.
По мере перемещения дуги вдоль свариваемых кромок наплавленный металл остывает и образуется сварной шов. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва. Образовавшуюся при остывании жидкого шлака корку вместе с нерасплавленным флюсом после окончания сварки удаляют.
Преимуществами сварки под флюсом перед ручной являются:
1. Высокая производительность, превышающая производительность ручной сварки в 5…10 раз. Это достигается за счет применения больших токов, более концентрированного и полного использования теплоты в закрытой зоне дуги, снижения трудоемкости за счет механизации процесса сварки.
2. Высокое качество металла шва вследствие хорошей защиты сварочной ванны расплавленным шлаком от кислорода и азота воздуха, легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем застывшего шлака.
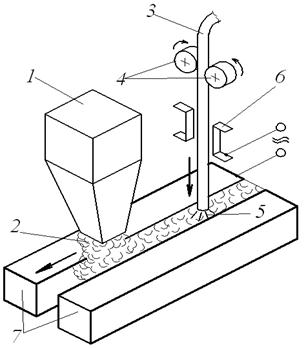
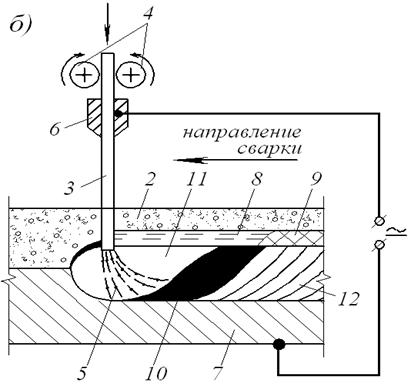
Рис. 10.8. Схема процесса автоматической сварки под слоем флюса:
а – схема сварки; б – сварочный процесс в зоне дуги;
1 – бункер; 2 – нерасплавленный флюс; 3 – электродная проволока;
4 – ведущий и нажимной ролики; 5 – сварочная дуга; 6 – токоподводящий мундштук; 7 – свариваемое изделие; 8 – жидкотягучая пленка шлака;
9 – шлаковая корка; 10 – сварочная ванна (расплавленный металл);
11 – замкнутая парогазовая полость; 12 – сварной шов
3. Экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20…30%, а при автоматической сварке под флюсом они не превышают 2…5%.
4. Улучшение условий труда сварщиков.
Однако автоматическая сварка имеет свои недостатки: ограниченная маневренность сварочных автоматов; сварка выполняется, главным образом, в нижнем положении; невозможность визуального наблюдения за горением дуги и формированием шва; засыпка и уборка флюса требуют дополнительных трудозатрат.
Сварочным флюсом называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. Флюс защищает дугу и сварочную ванну от вредного воздействия окружающего воздуха и осуществляет металлургическую обработку сварочной ванны. Флюс должен обеспечивать хорошее формирование и надлежащий химический состав шва, высокие механические свойства сварного соединения, устойчивость процесса сварки. По способу изготовления флюсы разделяют на плавленые и неплавленые. Плавленые флюсы представляют сплав окислов и солей SiO2, MnО, CaF2 (флюсы марок АН-348А, ОСЦ-45). Неплавленые флюсы (керамические) – это механическая смесь элементов, окислов и солей (рутил, марганцевая руда, кварцевый песок, марганец).
Преимуществом плавленых флюсов являются высокие технологические свойства (защита и формирование шва, отделимость шлаковой корки) и механическая прочность. Преимуществом керамических флюсов является возможность легирования металла шва через флюс. Наиболее широкое распространение получили плавленые флюсы.
Оборудование для сварки под слоем флюса.Сварочное оборудование по своему назначению делят на два вида: основное, с помощью которого осуществляют собственно сварку; вспомогательное, предназначенное для установки и перемещения свариваемых конструкций, сварочных автоматов, полуавтоматов в процессе сварки (манипуляторы, вращатели, кантователи, тележки, площадки, столы и т.п.).
Для выполнения сварки под слоем флюса предназначены подвесные сварочные автоматы (А-1401, А-639 и др.) и автоматы тракторного типа (АДФ-1001, АДФ-1202). В процессе сварки подвесные автоматы перемещаются вдоль шва по специальным направляющим, закрепленным над свариваемыми конструкциями. Сварочные тракторы могут перемещаться вдоль шва как по направляющим, так и непосредственно по конструкции.
Трактор комплектуется сварочным выпрямителем марки ВДУ-1202, в который встроен блок управления трактором.
Технические характеристики сварочного трактора АДФ-1202 представлены в табл. 10.3.
Технические характеристики сварочного трактора АДФ-1202
| Параметр | Характеристика |
| Напряжение питания (50 Гц), В Номинальная потребляемая мощность, кВА Максимальный сварочный ток, А Диапазон регулирования сварочного тока, А Род сварочного тока Защитная среда Диапазон регулирования напряжения на дуге, В Диаметр электродной проволоки, мм Скорость подачи электродной проволоки, м/мин Скорость сварки, м/мин Масса: источника питания, кг сварочного трактора, кг | 3×380 300…1250 постоянный флюс 24…56 2…6 1…6 0,2…2 |
Трактор обеспечивает возможность выполнения стыковых и угловых швов вертикальным и наклонным электродами. При сварке электрод может находиться в пределах колесной базы трактора или вне ее, то есть. может быть вынесен в сторону. Для корректировки положения электродов относительно шва предусмотрено его перемещение в поперечном направлении.
Механизированная сварка под слоем флюса выполняется с помощью полуавтоматов, не имеющих механизма перемещения электродов вдоль шва. Это перемещение сварщик выполняет вручную.
Выбор режима автоматической сварки и его влияние на форму шва. Форма и размеры шва оказывают существенное влияние на структуру сварного шва и механические свойства сварного соединения и определяются режимами сварки. Параметры режима сварки: величина сварочного тока, напряжение дуги, род и полярность тока, диаметр электрода, скорость сварки, скорость подачи электрода, величина вылета электрода, положение изделия, марка и грануляция флюса.
С увеличением сварочного тока увеличивается количество выделяемого тепла и повышается давление дуги. Дуга углубляется в основной металл, глубина провара возрастает. В результате погружения дуги ширина провара изменяется незначительно. Увеличение тока повышает скорость плавления электродной проволоки.
Повышение напряжения на дуге влечет за собой увеличение площади основания конуса дуги, следовательно, и ширины шва. При повышении напряжения глубина провара увеличивается незначительно.
С уменьшением диаметра электрода при неизменной силе тока увеличивается плотность тока, уменьшается блуждание дуги, происходит концентрация тепла на малой площади свариваемого металла и, следовательно, уменьшается ширина шва и увеличивается глубина провара.
При высоких скоростях сварки уменьшаются глубина и ширина провара. На глубину провара также оказывают влияние размеры зерен флюса. При применении более мелкого флюса глубина провара увеличивается.
Читайте также: