Положение шва при сварке
Обновлено: 17.05.2024
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
Введение
В настоящем стандарте определены следующие положения при сварке в производстве: нижнее, горизонтальное, вертикальное и потолочное.
Направление сварки является существенным параметром при определении положения при сварке, например, снизу вверх или сверху вниз.
Положение при сварке не зависит от вида соединения, например, стыкового или углового, или от обработки изделия. Стандарт распространяется на сварные швы всех типов.
Связь между положениями при сварке при испытаниях и положениями при сварке в производстве указана в других стандартах, например в ISO 9606 [1] или ISO 15614 [2].
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка и родственные процессы
ПОЛОЖЕНИЯ ПРИ СВАРКЕ
Welding and allied processes. Welding positions
Дата введения - 2017-10-01
1 Область применения
Настоящий стандарт определяет положения при сварке для испытаний и в производстве стыковых и угловых сварных швов для всех видов продукции.
В приложении А приведены примеры предельных углов наклона оси сварного шва и поворота лицевой поверхности сварного шва вокруг оси сварного шва при положениях при сварке производственных сварных швов.
В приложении В приведено сравнение международных, европейских и принятых в США обозначений.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 положение при сварке (welding position): Положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости.
2.2 основное положение при сварке (main welding position): Положение при сварке, обозначаемое РА, РВ, PC, PD, РЕ, PF или PG.
Примечание - Для РА, РВ, PC, PD и РЕ см. рисунок 1.
2.3 наклон S (slope): Угол наклона оси сварного шва относительно основного положения при сварке.
2.4 поворот R (rotation): Угол поворота лицевой поверхности сварного шва относительно основного положения при сварке.
2.5 угол наклона L (inclined angle): Угол наклона оси трубы.
3 Положения при сварке
3.1 Основные положения при сварке
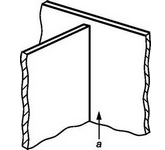
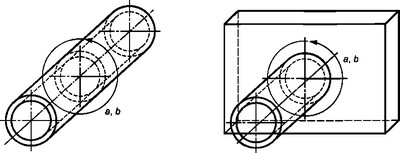
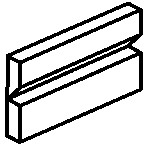
Основные положения при сварке показаны на рисунке 1, примеры применения для стыковых и угловых сварных швов показаны на рисунке 2.
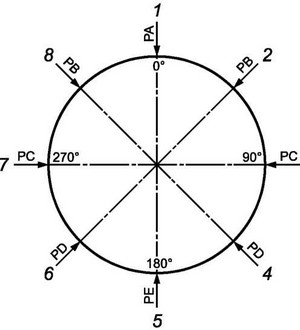
1 - нижнее; 4, 6 - потолочное тавровых соединений и потолочное при вертикальном положении осей труб; 2, 8 - горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб; 5 - потолочное; 3, 7 - горизонтальное
Рисунок 1 - Основные положения при сварке
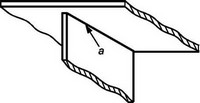
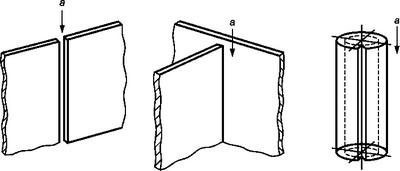
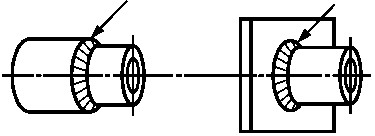
Примеры основных положений при сварке для стыковых и угловых сварных швов показаны на рисунке 2.
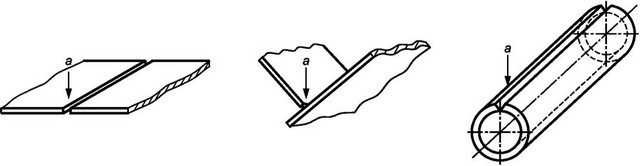
а - стрелка показывает положение при сварке
а) РА - положение нижнее
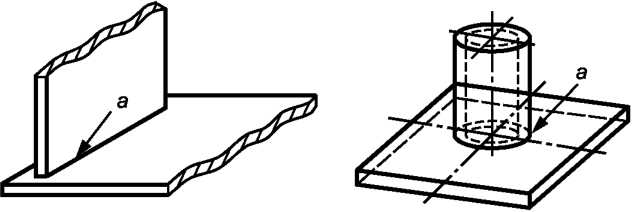
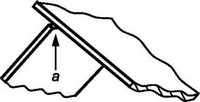
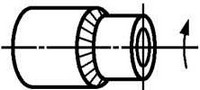
b) РВ - положение горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб
с) РС - положение горизонтальное
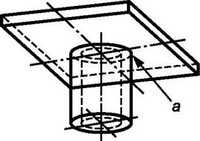
d) PD - положение потолочное тавровых соединений и потолочное при вертикальном положении осей труб

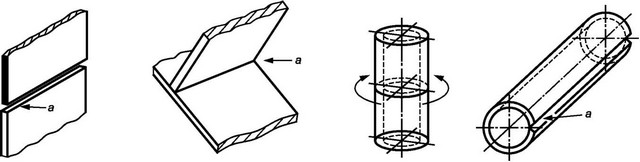
е) РЕ - положение потолочное

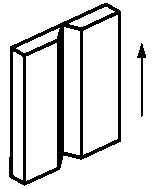
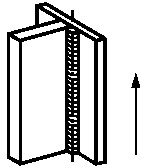
а - стрелка показывает направление сварки
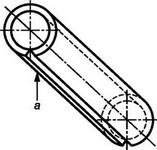
f) PF - положение вертикальное снизу вверх
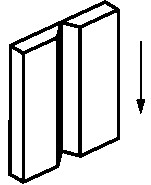
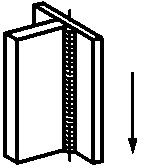
g) PG - положение вертикальное сверху вниз
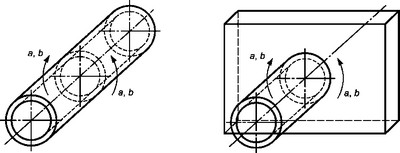
b - для специальных целей, например испытаний сварщиков; это положение рассматривается как основное
h) PH - положение вертикальное снизу вверх (труба неповоротная)
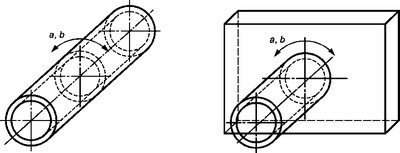
а - стрелка показывает направление сварки;
b - для специальных целей, например для испытаний сварщиков; это положение рассматривается как основное
i) PJ - положение вертикальное сверху вниз (труба неповоротная)
j) РК - положение трубы при орбитальной сварке
Рисунок 2 - Примеры основных положений при сварке
3.2 Положение при сварке в производстве
Основные положения при сварке могут быть применены при использовании других стандартов, например ISO 9606 [1], ISO 15614 [2] для определения положения сварных швов при производственной сварке после аттестации в одном из основных положений при сварке РА, РВ, Н-L045 и т.д. Предельные значения углов наклона и поворота для положений при сварке в производстве приведены в таблице 1 - для стыковых и в таблице 2 - для угловых сварных швов (см. также примеры в приложении А).
Примечание - В случае асимметричных допусков «плюс» означает поворот поверхности сварного шва в направлении основного положения при сварке РА, а «минус» - в направлении основного положения при сварке РЕ.
Таблица 1 - Предельные значения углов наклона и поворота для положений при сварке производственных стыковых сварных швов
Таблица 2 - Предельные значения углов наклона и поворота для положений при сварке производственных угловых сварных швов
3.3 Положение при сварке при испытаниях
Положения, применяемые при сварке испытательных образцов, не должны выходить за значения угла наклона ±5° и угла поворота ±10° относительно основных положений при сварке.
4 Обозначения
Основные положения при сварке обозначают в соответствии с рисунками 1 и 2 (см. пример 1). Обозначение для основного положения при сварке может быть дополнено значениями углов наклона и поворота, указанными тремя цифрами (см. пример 2).
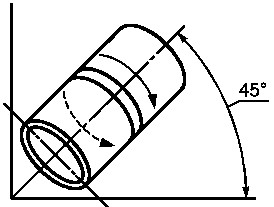
Для кольцевых сварных швов труб с наклонными осями углы наклона и поворота обозначают в соответствии с рисунками 1 и 2 (см. примеры 3 и 4).
Пример 1 - Основное положение при сварке «горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб» (РВ) должно быть обозначено следующим образом: РВ.
Пример 2 - Основное положение при сварке «горизонтальное» (РВ) с наклоном 15° и поворотом 10° должно быть обозначено: РВ 015-010.
Пример 3 - Положение при сварке труб с наклонными осями, с направлением сварки «снизу вверх» (H) и углом наклона 30° должно быть обозначено: H-L030.
Пример 4 - Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона 60° должно быть обозначено: J-L060.
Приложение А (справочное)
Предельные значения углов наклона оси и поворота лицевой поверхности сварного шва относительно оси сварного шва для положений при сварке производственных сварных швов
На рисунках изображены предельные значения углов наклона и поворота лицевой поверхности сварного шва вокруг оси сварного шва для положений при сварке производственных сварных швов (см. 3.2 и таблицы 1 и 2).
На рисунках А.1-А.15 показаны стыковые сварные швы, а на рисунках А.16-А.21 угловые сварные швы.
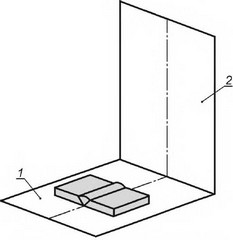 1 - горизонтальная плоскость; 2 - вертикальная плоскость Рисунок А.1-Основное положение при сварке нижнее (PA) | 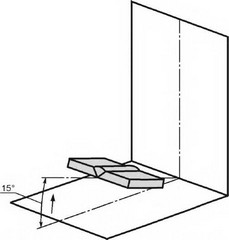 Рисунок А.2- Предельное значение угла наклона в нижнем положении (РА) |
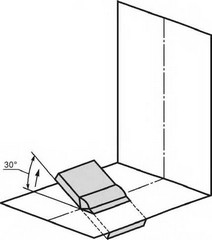 Рисунок А.З - Предельное значение угла поворота в нижнем положении (РА) | 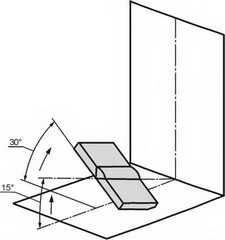 Рисунок А.4 - Предельное значение угла наклона и угла поворота в нижнем положении (РА) |
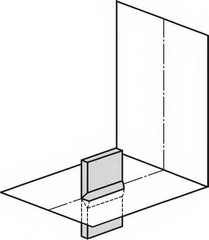 Рисунок А.5 - Основное положение при сварке - горизонтальное (РС) | 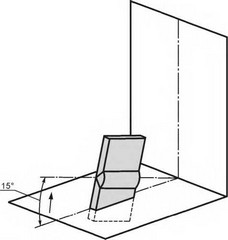 Рисунок А.6 - Предельное значение угла наклона в горизонтальном положении (РС) |
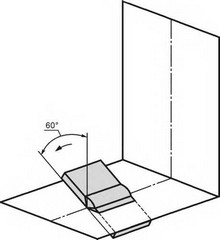 Рисунок А.7 - Предельное значение угла поворота (+60°) в горизонтальном положении (РС) | 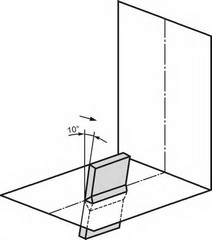 Рисунок А.8 - Предельное значение угла поворота (-10°) в горизонтальном положении (РС) |
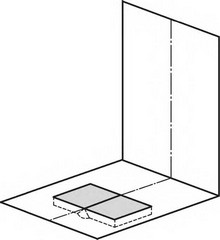 Рисунок А.9 - Основное положение при сварке - потолочное (РЕ) | 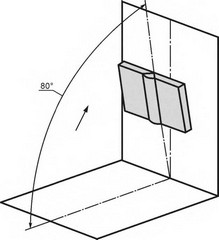 Рисунок А.10 - Предельное значение угла наклона в потолочном положении (РЕ) |
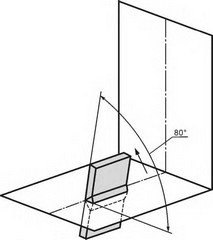 Рисунок А.11 - Предельное значение угла поворота в потолочном положении (РЕ) | 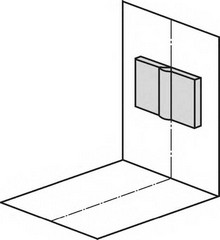 Рисунок А.12 - Основное положение при сварке - вертикальное (PF, PG) |
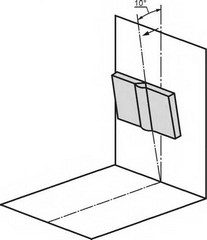 Рисунок А.13 - Предельное значение угла наклона при сварке в вертикальном положении (PF, PG) | 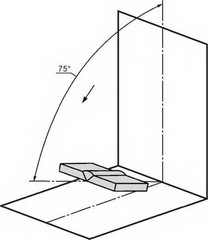 Рисунок А.14 - Предельное значение угла наклона при сварке в вертикальном положении (PF, PG) |
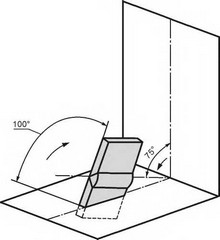 Рисунок А.15 - Предельное значение угла наклона и угла поворота при сварке в вертикальном положении (PF, PG) | 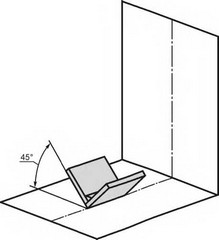 Рисунок А.16 - Основное положение при сварке - нижнее (РА) |
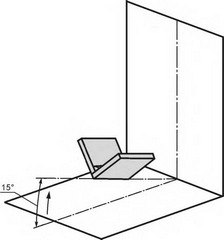 Рисунок А.17 - Предельное значение угла наклона при сварке в нижнем положении (РА) | 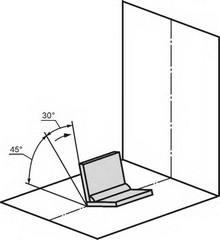 Рисунок А.18 - Предельное значение угла поворота при сварке в нижнем положении (РА) |
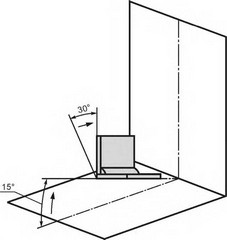 Рисунок А.19 - Предельное значение угла наклона и угла поворота при сварке в нижнем положении (РА) | 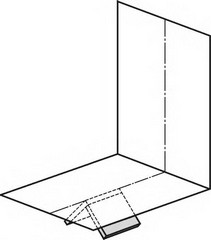 Рисунок А.20 - Основное положение при сварке - потолочное (РЕ) |
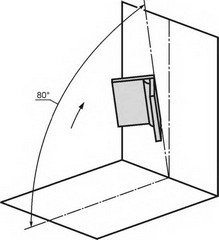 Рисунок А.21 - Предельное значение угла наклона при сварке в потолочном положении (РЕ) | |
Приложение В (справочное)
Сравнение международных, европейских и американских обозначений
Таблица В.1 содержит сравнение положений при сварке, определяемых настоящим стандартом, и положений, приведенных в стандартах AWS A3.0 [4] и ASME, раздел IX [3].
Примечание - Данное приложение основано на CEN/TR 14633 [5].
Таблица В.1 - Сравнение международных, европейских и американских обозначений рабочих положений и положений при сварке
| Рисунок | Обозначение рабочего положения согласно AWS A3.0 [4], ASME, раздел IX [3] | Обозначение положения при сварке согласно настоящему стандарту | |
|---|---|---|---|
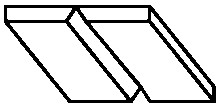
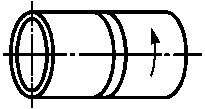
 Нижнее положение (труба поворотная) |  Нижнее положение | 1G | РА |
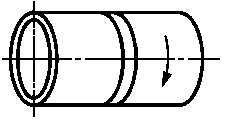
 Горизонтальное положение | 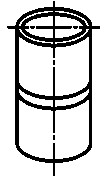 Горизонтальное положение | 2G | РС |
 Положение вертикальное снизу вверх | 3G uphill (снизу вверх) | РF | |
 Положение вертикальное сверху вниз | 3G downhill (сверху вниз) | PG | |
 Потолочное положение | 4G | РЕ | |
 Положение вертикальное снизу вверх (труба неповоротная) | 5G uphill (снизу вверх) | PH | |
 Положение вертикальное сверху вниз (труба неповоротная) | 5G downhill (сверху вниз) | PJ | |
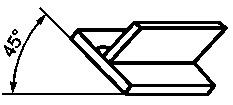
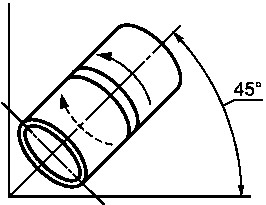 Наклонное положение (труба неповоротная) сварка снизу вверх | 6G uphill (снизу вверх) | H-L045 | |
 Наклонное положение (труба неповоротная) сварка сверху вниз | 6G downhill (сверху вниз) | J-L045 | |
 Нижнее положение при сварке | 1F | РА | |
 Нижнее положение (труба поворотная) | 1FR | РА | |
 Горизонтальное тавровых соединений | 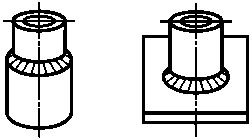 Горизонтальное при вертикальном положении осей труб | 2F | РВ |
 Горизонтальное при горизонтальном положении осей труб (труба поворотная) | 2FR | РВ | |
 Положение вертикальное снизу вверх | 3F uphill (снизу вверх) | PF | |
 Положение вертикальное сверху вниз | 3F downhill (сверху вниз) | PG | |
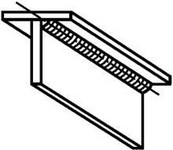 Положение потолочное тавровых соединений | 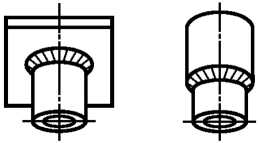 Положение потолочное при вертикальном положении осей труб | 4F | PD |
 | |||
Положение вертикальное снизу вверх (труба неповоротная)
Положение вертикальное сверху вниз (труба неповоротная)
Библиография
[1] ISO 9606 Approval testing of welders - Fusion welding (all parts) (Аттестационные испытания сварщиков. Сварка плавлением)
[2] ISO 15614 Specification and qualification of welding procedures for metallic materials - Welding procedure test (all parts) (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки (все части))
[3] ASME Section IX, ASME boiler and pressure vessel code - Section IX: Welding and brazing qualifications (ASME Раздел IX, ASME коды для котлов и сосудов высокого давления - Раздел IX: Аттестация сварки и пайки)
[4] AWSA3.0 Standard welding terms and definitions including terms for adhesive bonding, brazing, soldering, thermal cutting, and thermal spraying (Стандартные сварочные термины и определения, включая условия для склеивания, пайки, пайки твердым припоем, термической резки и термического напыления)
[5] CEN/TR14633 Welding-Working positions - Comparison of current international, European and US designations (Сварка. Рабочие положения. Сравнение международных, европейских и американских обозначений)
Классификация сварных соединений
Сварное соединение — неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
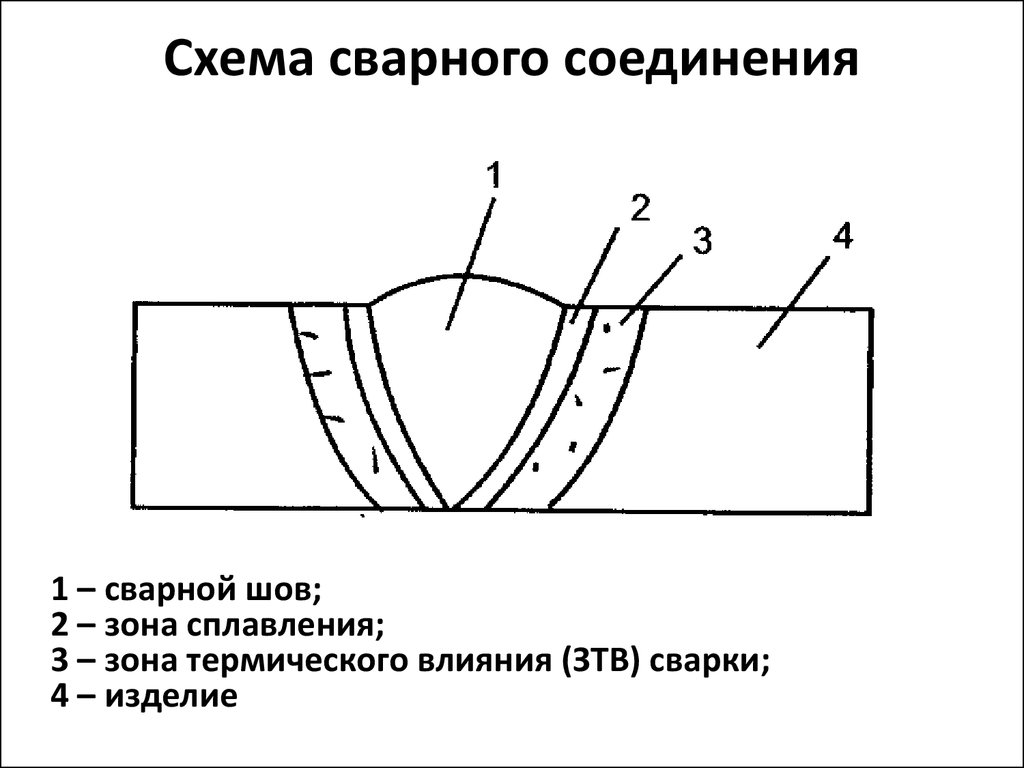
Рис. 1. Сварное соединение
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Не расплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
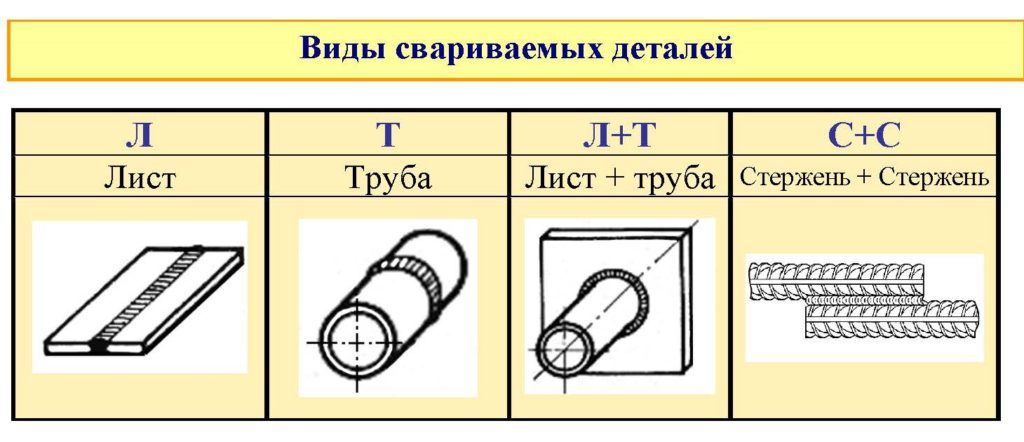
Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды соединений
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
Рис. 3. Угловые соединения
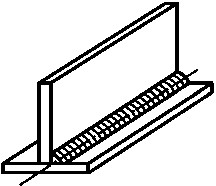
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
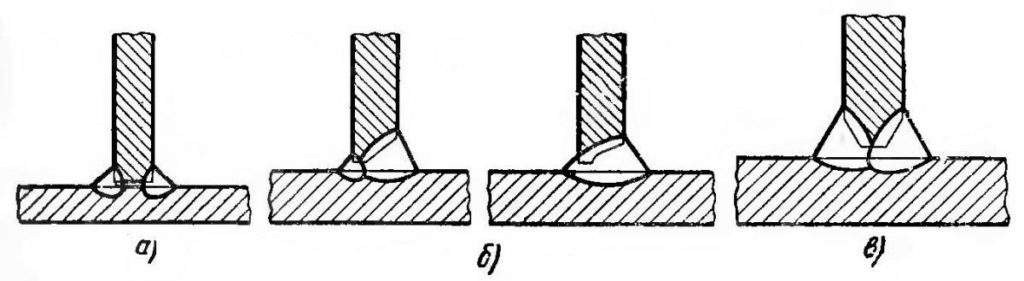
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
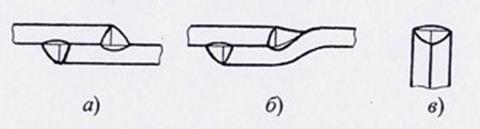
Рис. 5. Нахлесточные (а, б) и торцовое соединения (в)
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)
Сварные соединения, подразделяются на следующие виды:
- сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
- сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
- сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
- сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb);
Типы швов СШ, УШ
По типу сварные швы делят на стыковые (СШ), угловые (УШ) и прорезные.
Стыковой шов СШ — сварной шов стыкового соединения.
Угловой шов УШ — сварной шов углового, нахлестанного или таврового соединений.
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 2, а; 4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 2, в; 3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 2, б; 4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 3, в; 4, а). Катет задается в качестве параметра, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Для оценки прочности сварного соединения используют расчетную высоту углового шва — р. Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва понимают часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Положения при сварке и их обозначение согласно стандартам: НАКС, ГОСТ, EN, ISO, AWS и ASME
Положения при сварке в стандартах имеют различные обозначения, что вначале может ввести в заблуждение даже опытного сварщика. Поэтому в данной статье мы разберем какое отличие между обозначениями положения при сварке: Н45, В1, В2, Н1, Н2, П1, П2, Г, Pg, Pa, Pb и т.д.

Ввиду сложности и размеров конструкции чаще всего невозможно выполнение сварки, в удобном для сварщика, нижнем положении. Поэтому приходится выполнять сварку швов в различных пространственных положениях, при этом необходимо учитывать, что из-за силы тяжести изменяется характер поведения расплавленного металла шва.
Исторически сложилось, что в нормативных документах по сварке различных стран принят собственный подход в обозначении, поэтому в данной статье мы будем рассматривать следующие нормативные документы:
- Сварка плавлением. Основные положения и их обозначения.
- ГОСТ Р ИСО 6947 Сварка и родственные процессы. Положения при сварке Welding and allied processes — Welding positions
- AWS A3.0 Standard Welding – Terms and Definitions
- ASME IX – Qualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators
- AWS D1.1 Structural Welding Code – Steel
Что же такое пространственное положение при сварке?
Разные стандарты имеют следующие определения для термина «положение при сварке»:
- положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости. (ГОСТ Р ИСО 6947 и ISO 6947)
- соотношение между сварочной ванной, соединяемыми элементами и источником тепла в процессе сварки. (AWS A3.0)
- положение при сварке определяется углом наклона продольной оси шва и углом поворота поперечно оси шва относительно их нулевых значений. (ГОСТ 11969)
Положение при сварке, ввиду силы тяжести, непосредственно влияет на характер переноса расплавленного металла электрода в сварочную ванну и сварщику в процессе сварки необходимо это учитывать и изменять режимы сварки, технику колебаний электродом и другие параметры. Самыми известными являются нижнее, горизонтальное, вертикальное и потолочное положения, но существует ряд других позиций, которые имеют свои обозначения, о чем и пойдет речь далее.
Нижнее положение
С нижнего положения начинаются первые шаги в обучении всех начинающих сварщиков поскольку оно является самым легким. Сварка выполняется сверху при этом деталь расположена горизонтально. Под действием силы тяжести расплавленный металл течет вниз и равномерно растекается в сварочной ванне.
Вертикальное положение
При вертикальном положении ось сварного шва расположена вертикально, а сварку фактически проводят горизонтальным способом от кромки до кромки. При этом расплавленный металл под действием силы тяжести будет стремиться течь вниз, что влечет за собой его скопление в одной точке, а не равномерное распределение по всей ширине валика.
Горизонтальное положение
По сравнению с нижним и вертикальным, горизонтальное положение является более сложным и сварщику потребуется больше навыков и умений, чтобы выполнить качественный шов. Ось сварного шва расположена горизонтально, и основная проблема заключает в том, что расплавленный металл сварочной ванны стремиться вытечь вниз из-за этого часто образовываются дефекты сварных швов в виде подрезов.
Потолочное положение
В потолочном положении сварка выполняется в самой неудобной позиции - сверху над головой и требует высокой квалификации сварщика. Прежде чем приступить к сварке потолочных швов необходимо освоить сварку во всех остальных пространственных положениях. Расплавленный металл сварочной ванны стремиться вытечь вертикально вниз, поэтому в процессе сварки необходимо следить чтобы поверхностное натяжение расплавленного металла было больше силы тяжести и металл оставался в сварочной ванне. В процессе сварки необходимо стараться, чтобы сварочная ванна была как можно меньше.
Обозначение положений при сварке
Из приведенных выше определений понятно, что положения при сварке имеют общий подход в описании данного термина, но в условном обозначении есть кардинальные отличия и пора приступить к их рассмотрению.
Обозначение положений при сварке согласно требований НАКС
Для обозначений положений при сварке стыковых и тавровых соединений листов, а также стыковых и угловых соединений труб в НАКС (Национальное Агентство Контроля Сварки) принят собственный подход.
Нижнее положение Н1, вертикальное В1 (сварка снизу вверх) и В2 (сварка сверху вниз), независимо от типа свариваемых деталей (труба, лист) имеет одинаковое обозначение. Положение Н1 для сварки тавровых соединений листов в народе и в ГОСТ 11969 имеет название «в лодочку».


Сварка в потолочном положении стыковых соединений листов обозначается П1, а тавровых соединений листов и угловых соединений труб – П2.

Горизонтальное положение, которое обозначается буквой Г, используется только для стыковых соединений листов или труб

Для тавровых соединений листов и угловых соединений труб предусмотрено нижнее положение, которое имеет обозначение Н2. Отличие Н2 от Н1 для угловых соединений из труб заключается в том, что при Н2 сварка производится без поворота.

Самое используемое при аттестации сварщиков и технологии сварки в НАКС – переменное положение при наклонном расположении осей труб, свариваемых без поворота т.е. Н45. Положение Н45 чаще всего выбирают для проведения сварки образца, потому что у него самая большая область распространения аттестации. Сварка образца стыкового соединения труб в позиции Н45 дает сварщику право сваривать листы и трубы в любых пространственных положениях.

Положение при сварке по ГОСТ 11969
Наверное, каждый сварщик когда-либо слышал такие названия положений, которые употребляются только в книгах по сварке времен СССР и напрочь отсутствуют в современных стандартах:
Раньше все было немного проще и в этом можно убедиться, открыв ГОСТ 11969 в котором определено всего 7 положений для сварки плавлением.
Мы не будем заново повторять изображение и описание, которые представлены в документах НАКС, а лишь сравним их кардинальные отличия:
- Обозначение. В ГОСТе нижнее положение обозначено просто буквой Н, полугоризонтальное – Пг, горизонтальное – Г, полувертикальное – Пв, вертикальное – В, полупотолочное – Пп, потолочное – П, в лодочку - Л.
- Положение. В данном нормативном документе есть положения, которые отсутствуют в документах НАКС - полупотолочное, полугоризонтальное, полувертикальное. Есть еще одно отличие – для угловых соединений есть горизонтальное положение.
- Наименование. Положение, которое в ГОСТе называется «в лодочку» и имеет обозначение Л, в нормативных документах НАКС называется «вертикальное» и обозначается Н1.
Положение при сварке по ISO и EN
В последнее время все больше и больше видна тенденция замещение европейских стандартов EN, DIN и т.п. стандартами ISO, поэтому рассмотрим обозначение положений при сварке согласно ISO 6947 или его русскую версию ГОСТ Р ИСО 6947.
Стандарт ИСО предусматривает обозначение основных положений в виде двух букв латинского алфавита:
- первая P – первая буква слова Position, которое переводится как «позиция»
- вторая – одна из букв латинского алфавита: A, B, C, D, E, F, G, H, J или K, которая соответствует определенному положению.
Основные положения при сварке имеют следующий вид:
- PA - нижнее
- PB – горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб
- PC – горизонтальное
- PD – потолочное тавровых соединений и потолочное при вертикальном положении осей труб
- PE – потолочное
- PF – вертикальное снизу вверх
- PG – вертикальное сверху вниз
Рисунок, который представлен ниже, поможет внести ясность в обозначение основных положений по ISO:

Также стандартом предусмотрены три дополнительных положения:
- PH – вертикальное снизу вверх (труба неповоротная)
- PJ – вертикальное сверху вниз (труба неповоротная)
- PK – положение трубы при орбитальной сварке
Но это еще не всё, в стандарте есть такие понятия как угол наклона (S), поворот сварного шва (R) и угол наклона оси трубы (L), что позволяет вносить дополнительную информацию в основные положения или указывать собственные. На каждый параметр есть свои допуски, с которыми можно ознакомиться непосредственно в самом стандарте ГОСТ Р ИСО 6947 у нас на сайте.
Примеры обозначений положений при сварке по ISO.
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб имеет обозначение PD;
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб с наклоном оси сварного шва 80° должно обозначаться PD 080;
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб с наклоном оси сварного шва (S) 80° и углом поворота лицевой поверхности сварного шва (R) 10° обозначается PD 080-010;
- Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона (L) 45° должно быть обозначено J-L045;
- Положение при сварке труб с наклонными осями, с направлением сварки «снизу вверх» (H) и углом наклона (L) 45° обозначается H-L045;
- Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона (L) 30° имеет обозначение J-L030.
Положения при сварке по AWS и ASME
Согласно философии стандартов AWS и ASME, положение при сварке обозначается двумя символами:
Цифрами обозначается положение:
1 – нижнее
2 – горизонтальное
3 – вертикальное
4 – потолочное
5 и 6 – переменное
Буквы обозначают тип сварного соединения:
G – Groove Weld, что переводится как «стыковое соединение»
F – Fillet Weld, что переводится как «угловое соединение»
Поэтому, если кто-то спросит, что значит 1G, 2G, 3F, вы сможете ответить:
Отдельное внимание необходимо обратить на обозначение положений при сварке труб, поскольку помимо 1G, 2G, 1F, 2F есть позиции 5G, 6G и 5F, 6F
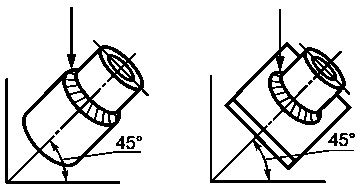
- 5G – переменное положение при сварке стыкового соединения труб (G) в неповоротном положении
- 5F – переменное положение при сварке углового соединения труб (F) в неповоротном положении
- 6G – переменное положение при сварке стыкового соединения труб (G) расположенных под углом в неповоротном положении
- 6F – переменное положение при сварке углового соединения труб (F) расположенных под углом в неповоротном положении
Как и в стандартах ISO в американских стандартах есть допуски на угол наклона и поворота сварного шва, которые указаны в таблице ниже.

| Положение | Угол наклона сварного шва, градусов | Угол поворота сварного шва, градусов |
|---|---|---|
| Стыковое сварное соединение | ||
| Нижнее | от 0 до 15 | от 150 до 210 |
| Горизонтальное | от 0 до 15 | от 80 до 150 от 210 до 280 |
| Потолочное | от 0 до 80 | от 0 до 80 от 280 до 360 |
| Вертикальное | от 15 до 80 | от 80 до 280 |
| от 80 до 90 | от 0 до 360 | |
| Угловое сварное соединение | ||
| Нижнее | от 0 до 15 | от 150 до 210 |
| Горизонтальное | от 0 до 15 | от 125 до 150 от 210 до 235 |
| Потолочное | от 0 до 80 | от 0 до 125 от 235 до 360 |
| Вертикальное | от 15 до 80 | от 125 до 235 |
| от 80 до 90 | от 0 до 360 | |
Рядом с обозначением допускается указывать дополнительную информацию о способе выполнения сварки (сверху вниз или снизу вверх) и вращается ли в процессе сварки деталь.
Например, вертикальное положение углового соединения может выполнятся двумя способами – сварка сверху вниз или снизу вверх. В стандартах ISO они обозначаются соответственно PF и PG, в документах системы аттестации НАКС – В1 и В2. Согласно стандарту ASME IX они имеют обозначение 3F, либо можно дополнить, что это 3F downhill (сверху вниз) или 3F uphill (снизу вверх).
Обозначение пространственных положений на упаковке электродов
Сварка все больше переходит из профессиональной отрасли в любительскую и доказательством тому является наличие сварочного аппарата почти в каждом гараже или дачном участке. Производители сварочных материалов идя навстречу потребителю не указывает все эти замысловатые обозначения положений при сварке Н45, В1, Н1, Н2, 2G, PA и т.д., а предоставляют информацию в интуитивно понятном виде. Некоторые производители на упаковке электродов указывают допустимые положения при сварке в виде стрелок, другие – в виде изображений, а кто-то дополнительно указывает режимы сварки.



Найдутся те, кто скажет, что в обозначении покрытых электродов также указывается допустимые пространственные положения и они будут правы, но про отечественные марки электродов мы писали в статье о ручной дуговой сварке, а про импортные – это тема отдельной статьи.
Таблица положений и их обозначений в соответствии со стандартами НАКС, ISO, AWS и ГОСТ
Для того чтобы подытожить выше представленную информацию можно сказать, что каждый стандарт имеет свои нюансы в методике обозначения положений сварных швов. В статье мы постарались обратить внимание на все основные моменты отличий в обозначении, а в таблице ниже всё можно увидеть более наглядно.
Кстати, по ссылке можно скачать данную таблицу, которую при желании можно распечатать, чтобы она находилась у вас перед глазами.
Газовая сварка в различных пространственных положениях
Перед газовой сваркой кромки свариваемого металла и прилегающие к ним участки должны быть очищены от ржавчины, окалины, краски и других загрязнений. Очищают свариваемые кромки металлической щеткой или пламенем сварочной горелки с последующей зачисткой металлической щеткой.
Перед сваркой детали соединяют друг с другом сваркой в отдельных местах короткими швами, с тем чтобы в процессе газовой сварки зазор между ними оставался бы постоянным. Эти соединения называют прихватками. Размеры прихваток и расстояние между ними выбирают в зависимости от толщины свариваемого металла и длины шва.
При газовой сварке тонкого металла и коротких швах длина прихваток не должна превышать 5 мм, а расстояние между ними - 50-100 мм. При газовой сварке толстолистовой стали и швов значительной длины длина прихваток может составлять 20-30 мм при расстоянии между ними 300-500 мм. Прихватки выполняют на тех же режимах, что и сварку. Во время сварки особое внимание необходимо обращать на тщательное приваривание участка прихватки во избежание непровара в этих местах.
Стыковые швы можно выполнять и без прихваток, в этом случае для сохранения постоянного зазора в процессе сварки листы укладывают так, чтобы они образовали между собой небольшой угол. По мере сварки листы стягиваются за счет поперечной усадки шва и таким образом величина зазора остается постоянной по всей длине шва.
От правильной и тщательной подготовки и сборки деталей под газовую сварку во многом зависит качество, внешний вид сварочного соединения, его надежность и прочность.
При газовой сварке длинных швов применяют ступенчатую и обратноступенчатую сварку. При данных способах сварки весь шов разбивается на участки, которые сваривают в определенном порядке. Схема наложения швов показана на рисунке 1. При наложении каждого последующего участка предыдущий участок перекрывают на 10-20 мм в зависимости от толщины свариваемого металла.
а - сварка от кромки, б - сварка от середины шва
Рисунок 1 - Порядок наложения швов при газовой сварке
В зависимости от положения в пространстве сварные швы подразделяют на:
- нижние;
- горизонтальные;
- вертикальные;
- потолочные.
Нижние швы выполнять наиболее легко, так как расплавленный присадочный металл под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны. Кроме того, наблюдение за газовой сваркой нижнего шва наиболее удобно. Нижние швы выполняют как левым, так и правым способами в зависимости от толщины свариваемого металла.
Вертикальные швы при малых толщинах выполняют сверху вниз правым способом и снизу вверх левым способом. При газовой сварке металла толщиной от 2 до 20 мм вертикальные швы целесообразно выполнять способом двойного валика. В этом случае скоса кромок не делают и свариваемые детали устанавливают с зазором, равным половине толщины свариваемого металла. Процесс ведется снизу вверх.
а - сверху вниз, б, в - снизу вверх, г - схема сварки двойным валиком
Рисунок 2 - Выполнение вертикальных швов газовой сваркой
При толщинах более 6 мм сварку ведут два сварщика. При этом способе в нижней части стыка проплавляется сквозное отверстие. Пламя, располагаясь в этом отверстии и постепенно поднимаясь снизу вверх, оплавляет верхнюю часть отверстия. Шов формируется на всю толщину, а усиление получается с обеих сторон стыка. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия и так до полного выполнения шва.
Горизонтальные швы, при газовой сварке которых металл стремится стечь на нижнюю кромку, выполняют правым способом, держа конец проволоки сверху, а мундштук горелки снизу ванны. Сварочная ванна располагается под некоторым углом к оси шва, что облегчает формирование шва и удерживание жидкого металла от стекания.
Наибольшие трудности возникают при газовой сварке потолочных швов. При сварке этих швов кромки нагревают до начала оплавления и в этот момент в сварочную ванну вводят присадочную проволоку, конец которой быстро оплавляется. Металл сварочной ванны удерживается от стекания вниз давлением газов пламени. Сварку лучше вести правым способом и выполнять в несколько слоев с минимальной толщиной каждого слоя.
Читайте также: