Полуавтомат для сварки алюминия аргоном
Обновлено: 13.05.2024
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон. Процесс ведется горелкой, управляемой сварщиком вручную. Присадочная проволока подается автоматически. Поскольку алюминий жидкотекучий металл в расплавленном виде, соединение лучше выполнять в нижнем положении, угловые стыки — в лодочку.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.

Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.

Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.
Аврора PRO SKYWAY 350
TELWIN ELECTROMIG 330
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG - это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства. Это обеспечит равномерную скорость без пробуксовки, проволока не будет "гулять", дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
Как выбрать хороший сварочный аппарат для алюминия
Сваривать изделия из алюминия – не самая простая задача. Если сварщик хотя бы немного отойдет от технологии или подберет не подходящий сварочный аппарат для алюминия и расходники, то гарантировано получит некачественный шов. Чтобы правильно выбрать сварочник для работы с таким металлом, необходимо знать особенности его плавления, разбираться в видах специальных приспособлений и других нюансах.
Особенности сварки алюминия
Данный металл очень капризен при сваривании из-за своих физических и химических свойств. Его поверхность даже при комнатной температуре покрывается оксидной пленкой. С одной стороны, это даже хорошо, ведь окисленный слой защищает материал от коррозии. Но если попробовать сваривать его просто так, как, например, сталь, то можно столкнуться с большой проблемой.
Температура плавления окисла на поверхности алюминиевой заготовки – около 2000 °C, когда как сам материал плавится примерно при 600 градусах по Цельсию. Сварка обычным способом приведет к тому, что присадочный материал будет просто-напросто укладываться на поверхности, не позволяя обеспечить надлежащее качество шва. Увеличение ампеража станет причиной появления прожогов. При этом сварочная ванна будет стремительно окисляться.
Алюминий при сварке:
- Быстро кристаллизуется. Затвердевание происходит после остывания всего на 15-20 °C.
- Невероятно текуч. В расплавленном виде он напоминает воду, из-за чего вести шов нелегко, если поверхность изделия наклонена. Также именно это свойство повышает риск образования сквозных прожогов при манипуляциях.
- Сохраняет цвет после расплавления. По этой причине сложнее контролировать состояние сварочной ванны и рассчитывать необходимое количество присадочного материала.
- Испаряет водород. Это происходит из-за контакта с атмосферой. Как следствие – образовавшиеся поры в шовной структуре, которые делают соединение более хрупким.
- Отличается повышенной усадкой. Есть вероятность того, что, остыв, наплавленные валики просядут сильнее, чем нужно. Придется дополнительно заваривать кратеры в шве.
Чтобы достичь необходимого эффекта, достаточно перекрыть доступ окружающего воздуха к зоне плавления. Для этой цели используют среды инертных газов.
Для сварки алюминия можно воспользоваться специализированными ТИГ-сварочниками, а также полуавтоматами. Сварку алюминия на бытовом уровне можно осуществлять с помощью MMA-аппаратов. Каждый вид оборудования для сварки отличается результатом работы и имеет множество других особенностей, определяющих целесообразность использования. Рассмотрим каждый аппарат по порядку.
Устройства TIG
Аббревиатура TIG расшифровывается как Tungsten Inert Gas. При этом методе в среде инертного газа в основном применяются неплавящиеся вольфрамовые электроды. Соединение деталей с помощью TIG-сварочника осуществляется на переменном токе (AC). Поэтому в рамках технологии при TIG-сварке применяют как универсальные электроды для переменного и постоянного сварочного тока (AC/DC), так и те, которые предназначены исключительно для AC.
В качестве защиты в сварочных аппаратах ТИГ для сварки алюминия в основном используют аргон, поэтому сам процесс известен под названием «аргонодуговая сварка». Инертный газ тяжелее воздуха и никак не взаимодействует со свариваемым материалом химически, поэтому он способствует отличной изоляции сварочной ванны. Также в процессе таких работ нередко используется гелий или смесь гелия и аргона.
Ручные сварочные аппараты для сварки алюминия аргоном отличаются тем, что предоставляют возможность подключения газового баллона, оснащаются горелкой для одновременной подачи защитного газа. Также в них предусмотрен дополнительный режим ММА-сварки.
3) задаются настройки на панели управления сварочником (основные параметры настраиваются при помощи параметрической кривой);
4) зажигается дуга после поднесения горелки и формируется шов с помощью присадочного прутка;
5) горелка удерживается над местом металлообработки еще некоторое время (в конце шва).
В результате использования аргонодуговой технологии получается прочный и герметичный шов, не требующий механической обработки. Благодаря использованию неплавящегося электрода, в процессе работы выделяется минимум шлака и дыма. Есть возможность работать с очень тонкими деталями и делать швы шириной 2-3 мм. Заготовки практически не деформируются, поскольку сильно нагревается только зона обработки.
К недостаткам TIG-устройств относятся высокая цена (в том числе на расходники), низкая скорость процесса, возможность формирования только незначительных по длине швов. Если сваривается листовой прокат, то необходима подложка, так как разогретый материал может провалиться под собственным весом. Кроме того, защитный газ исправно выполняет свою функцию только в спокойной обстановке, когда нет ветра или сквозняка.
Аппараты MIG/MAG (полуавтоматы)
Аббревиатура расшифровывается как Metal Inert Gas / Metal Active Gas. Это сварочники, которые подают присадочную проволоку прямо в горелку. Они используются для сварки алюминия в больших объемах. Позволяют получить умеренное качество и работать на потоке. Рабочий процесс производится с постоянным током в режиме обратной полярности.
Еще один плюс полуавтоматов – импульсный принцип работы (чаще встречается в некоторых дорогих профессиональных моделях). После подачи энергии кончик проволоки плавится, превращаясь в каплю расплавленного металла. Под воздействием импульса присадочный материал вдавливается в поверхность заготовки. Благодаря импульсной технологии, получается очень качественный результат.
- высокая скорость процесса;
- возможность создания непрерывных длинных швов;
- управление одной рукой;
- лучший визуальный контроль сварочной ванны;
- усиленные прочностные характеристики соединения благодаря добавкам и присадкам;
- меньше дыма в процессе металлообработки, отсутствие шлака;
- поддержка работы с крайне тонкими заготовками (от 0,5 мм).
Как вы можете видеть, полуавтоматические аппараты для алюминия при некоторых сценариях использования даже более эффективны, чем аргонодуговые. Но они также имеют значительные минусы. Полуавтоматы стоят недешево. Дополнительно придется тратиться на защитный газ, проволоку. Если вам нужно часто чередовать сварку стали и алюминия, то будет проблематично менять каждый раз канал для подачи проволоки, контактный наконечник, ролики подающего механизма (понадобятся ролики для алюминия с U-образной канавкой). Сам плавящийся электрод из-за своей небольшой толщины и значительной гибкости труднее управляется, чем неплавящиеся аналоги.
Аппараты ручной дуговой сварки
Обычные устройства MMA (Manual Metal Arc) тоже можно использовать для сваривания алюминиевого проката. Однако этот способ имеет наибольшее количество недостатков, поэтому не используется для соединения конструкций, которые должны выдерживать большие нагрузки. Он широко применяется в качестве недорогой альтернативы для домашнего использования.
Технологическая операция осуществляется в основном с постоянным током в режиме обратной полярности. Подобные сварочные инверторы для алюминия отличаются высоким КПД, эффективным расходом энергии, защитой от нестабильности в электросети, точной регулировкой ампеража, быстрым поджогом дуги. К ним подбираются специальные электроды – для работы со сплавами или с чистым металлом.
- необходимость более тщательной подготовки деталей;
- высокая сложность формирования ровного шва;
- значительное разбрызгивание при плавлении электрода;
- невысокое качество соединения по причине пористости;
- очень крепкая шлаковая корка.
Плюсы метода: дешевизна оборудования в сравнении с другими возможными вариантами, быстрое переключение на операции с другими необходимыми материалами.
Какой вид сварочного аппарата для алюминия подойдет лучше всего?
- С какими видами металлов предстоит работать, в частности, будете ли вы сваривать только алюминий или еще и другие металлы? От этого будет зависеть тип приобретаемого устройства – только с постоянным током или с AC/DC. «Постоянка» используется для работы со сталью, нержавейкой, медью. Аппараты AC/DC универсальны и могут работать как на постоянном, так и переменном токе.
- Будете ли сваривать заготовки толщиной менее 1 мм, нержавейку? Если да, то ваша установка должна быть оснащена импульсным режимом.
- Как интенсивно вы будете использовать устройство? Для работы в постоянном режиме полезно будет обзавестись сварочным аппаратом для алюминия и горелками с жидкостным охлаждением.
- Где вы будете использовать устройство? Для профессиональных нужд используются TIG-установки и полуавтоматы. Если нужна установка для эпизодических работ дома, то сгодится и обычный ММА-аппарат.
- Насколько длинные швы вы будете создавать? Для коротких швов можно купить TIG-устройство. Есть возможность обеспечивать длинные соединения с помощью полуавтоматов.
Что нужно знать, выбирая устройство?
- Толщину соединяемого металла. От нее зависит диапазон тока в сварочнике. Если вы в основном работаете со стальными конструкциями толщиной до 6 мм, то подойдет аппарат до 200 А, но алюминий той же толщины потребует уже свыше 200 А. Если нужно работать с очень тонкими заготовками от 0,5 мм, то подойдут полуавтоматы.
- Ваш опыт в сварке металлов. Если вы новичок, вам будет полезно устройство с функциями, облегчающими рабочий процесс. Также стоит заметить, что сваривать с помощью MMA-аппарата легче, чем с использованием аргонодугового сварочника.
Современные высокотехнологичные аппараты для сварки алюминия имеют большое количество возможностей, настроек и регулировок.
Полезные функции в TIG-сварочниках
Если вы все же решите, что вам важнее качество сварного шва и захотите приобрести аргонодуговой аппарат, то вам не помешает узнать о полезных функциях, которыми могут обладать TIG-аппараты.
О сварке аргоном алюминия для начинающих

Значит купил я себе вот такой аппарат, давно мечтал, откладывал в дальний ящик, ну когда нибуть…очень хочу. Тут звезды видно сошлись на небе и деньги были и аппарат подвернулся, еще и раздумывал стоит ли так опускать свой бюджет, но где-то внутренее я говорило "-Бери!"

Процитирую множество пользователей сварочных форумов.Типичный китаец.)))
Расскажу в своей заметке о сварке алюминия и советы для начинающего аргонщика от такого же как и вы, профессионалов полно на ютубе их всегда найдете легко)))
Первая проблема с которой я столкнулся (имея опыт в сварке) аппарат варит все, но не алюминий, или если варит то не так как у других.
Есть у меня такая книга "Сварка и резка металлов" Все в ней описано просто и понятно без всяких тайн.

Книга старая 1975г. но все виды сварки описаны, и мало что изменилось с тех времен, сейчас она не менее актуальна.
Я долго пытался разобраться и понять почему же я немогу сварить алюминий, пересмотрел кучу видео и прочитал много постов на форумах, а ничего не помогало. Все оказалось простосто. Плохой аргон или аргон не соответствующий заявленному.
Первый балон с аргоном я купил за 2 тр заправленный у бывшего сварщика, который провалялся в гараже ндцать лет. Когда вы варите алюминий плохим аргоном -первое что происходит это кромки не свариваются, не разрушается оксидная пленка и они не смыкаются, присадка скатывается в шарик покрытый оксидом и не сплавляется с основным металлом.
Второй баллон я купил в шарашкиной конторе, которая не завод, но оборудование по заправке имеет .углекислоты, кислорода и аргона и покупает его в цистернах, баках и разливает его в несамых лучших условиях с несамыми лучшими рабочими. И имеет документы на газы, в частности аргон 99,993.
Буру у них углекислоту и проблем не испытывал.
Но с аргоном все оказалось чуть лучше. Но сварка оказалась не айс, с переменным успехом .
Следующий баллон аргона был куплен уже не в шарашкиной конторе, просто потому что у них не было, а у поставщика с Краснодарского завода. Сомневаюсь что в промежутке между заменой аргона, я научился варить алюминий))) Но это просто земля и небо.

Вообщем вывод такой покупать аргон у проверенных поставщиков, потому как документы о 99,993 могут быть у любого а по факту с нарушением технологии заправляют…
Следующая проблема при сварке алюминия это проблема выбора тока!
Сначало вы в валиваете в деталь за сотню ампер и сварочная ванна еле еле появляется, а потом от этого тока деталь просто вся плывет. Алюминий коварный и теплоемкий . Лучше предварительно прогревать деталь до 200-300 градусов феном. И есть такое интересное правило если сварочная ванна не появляется спустя 2-4 секунды после зажигания дуги то тока мало. А вообще педалька рулит при сварке алюминия.
Дальше -выбор электродов
Для алюминия берите 2.4мм 3.2мм, ну просто потому, что все остальные быстро сгорают в виду коварности алюминия, с начало вы вваливаете за 100 ампер, а через несколько минут уже комфортно варите эту же деталь на 60-70 амперах. Тут 1.6 и меньше образуют огромный шарик на кончике электрода, и дуга будет плясать.
Подготовка металла перед сваркой. Алюминий просто необходимо готовить для сварки, удалить толстую накопившуюся оксидную пленку которая разобьется в процессе сварки и сварочный шов будет иметь вкрапления этой пленки это будет хорошо видно.
Оксидную пленку удаляем механически с остальными загрязнениями. Я удаляю борфрезами.
В случае тонкого металла, типа радиаторов и тп подходит травление . это химический способ разрушить оксидную пленку.
Вот выдержка из книги
Сварка алюминия аргоном: Что нужно знать
В чем сложность работы с металлом? Алюминий — не самый простой материал для сварки. Работу приходится вести, учитывая особенности металла:
- На воздухе чистый алюминий окисляется. Оксид Al 2 O 3 — это тугоплавкое соединение, переходящее в жидкое состояние при 2050 o С. Само собой это существенно усложняет процесс сварки. Для того чтобы работать с алюминиевыми деталями потребуется специальная подготовка материала, которая доведет его до «чистого» состояния.
- Температура плавления чистого алюминия составляет всего 660 o С. Высокий риск прожига требует тщательного контроля параметров сварочного аппарата и выверенных движений во время сварочного процесса.
Сварка алюминия полуавтоматом в аргоне или аппаратом TIG позволяет избавиться от возникающих проблем, обеспечивая аккуратный и прочный шов на стыке соединения двух деталей.

Технология TIG: преимущества метода
В отличие от стальных сплавов алюминий сложнее в плане термической обработки. Главная проблема — образование оксида при контакте с кислородом воздуха. Подача аргона в зону сварки перекрывает поступление кислорода к алюминию, создавая благоприятные условия для сваривания. В процессе работы происходит расплавление алюминиевого прутка с образованием сварного соединения.
Сварка алюминия аргоном: плюсы метода
- Стабильное горение дуги.
- Равномерный провар.
- Производство тонкого и аккуратного шва.
Метод относится к универсальным: технология TIG годится не только для алюминия, но и для других металлов и сплавов.
Оборудование

- Вольфрамовые электроды. Материал содержит небольшое включение редкоземельных элементов. Чем ниже их содержание, тем выше качество электрода и стабильнее дуга.

- Присадочный алюминиевый пруток. Расходник длиной до метра предлагается в разных диаметрах в интервале 1,6–4,0 мм. Желательно использовать материал после вскрытия упаковки.

Продолжительное хранение приводит к образованию оксидной плёнки, что усложняет процесс сварки алюминия. Состав прутка должен соответствовать характеристикам свариваемых поверхностей.
- Горелка TIG и сопла для равномерной подачи инертного газа к зоне расплава. Если сварку алюминия аргоном планируется вести на открытом воздухе, необходимо брать сопла с большим диаметром, поскольку инертный газ вне помещения скорее уходит из зоны сварки под действием ветра.
- Баллон с аргоном, оснащённый редуктором для регулировки давления.

Сварка постоянным и переменным током
Аппарат для сварки алюминия аргоном может работать на постоянном токе (DC) и переменном (AC) (есть и инверторы с двумя режимами AC/DC). Если подключить DC в обратной полярности, произойдёт резкий рост температуры сварки. Условия приводят к перегреву вольфрамового электрода, в результате металл разрушается. Чтобы этого не происходило, сварщику приходится уменьшать сварочный ток. В таком режиме можно сваривать только небольшие по толщине детали.
Переменный ток сварки алюминия аргоном запускает процесс удаления оксидной плёнки электрическим методом. Когда на электроде минус, деталь разогревается и плавится. После смены направления заряженных частиц на электроде возникает плюс, и начинается разрушение Al 2 O 3 . В таких условиях электрод практически не перегревается, поэтому можно поднять сварочный ток.
Особенности сварки алюминия полуавтоматом – технология и оборудование
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. Однако освоить этот сложный процесс может почти каждый желающий, затратив на это не так уж много времени и приложив к обучению свое старание и желание овладеть новыми полезными навыками.

Процесс сварки алюминия полуавтоматом
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.

Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
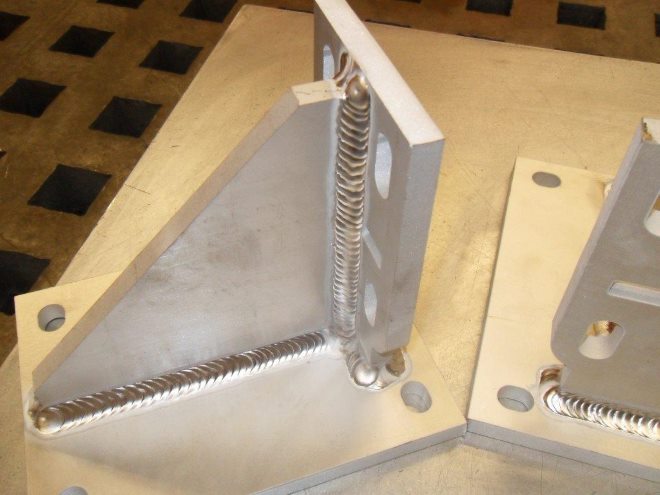
Качественно выполненное сварное соединение алюминиевых деталей
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Соблюдение вышеперечисленных условий выполнения полуавтоматической сварки деталей, изготовленных из алюминия и сплавов на основе данного металла, не гарантирует высокого качества формируемого соединения, если неправильно выбраны рабочие режимы такого технологического процесса.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
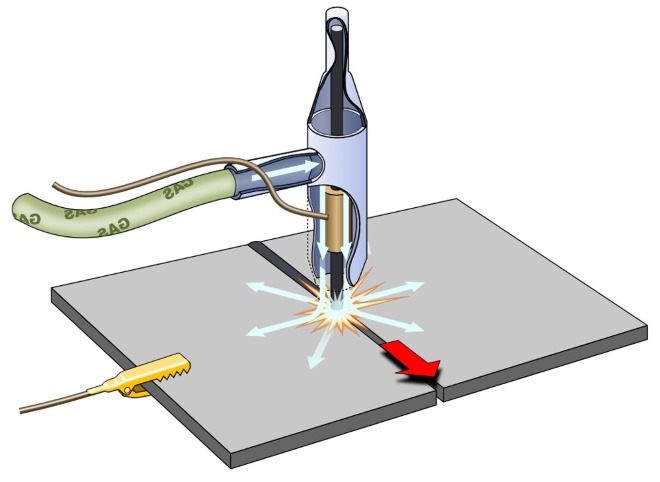
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
Читайте также: