Полярность при сварке аргоном
Обновлено: 28.04.2024
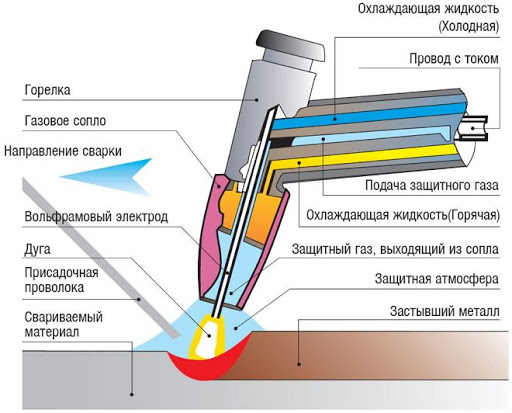
В статье «Электрическая дуга» подробно рассказано, что такое сварочная дуга. В данной статье речь пойдет о свойствах сварочной дуги в среде инертного газа – аргоне или гелии.
Характеристики сварочной дуги различны в зависимости от выбранного защитного газа. Любой дуговой заряд поддерживается благодаря тому, что между электродами заключено ионизированное пространстве, в котором наблюдается движение ионов и электронов от одного электрода к другому.
В среде двухатомных газов электроны при своем движении теряют больше энергии, чем при движении в среде аргона или гелия, так как при этом происходит много неупругих столкновений. Это и ведет к большой потере энергии, ионизация молекул сопровождается их диссоциацией. Данный процесс одновременно обусловливает и меньшую подвижность свободных электронов. Подвижность их в среде инертного газа в несколько раз больше чем в среде активных газов, что увеличивает вероятность возбуждения и ионизации нейтральных частиц газа. При разряде в среде двухатомного газа в дуговом промежутке образуются отрицательные ионы, которые затрудняют движение электронов из-за увеличения электрического сопротивления, чего не наблюдается в среде инертных газов.
Отсутствие отрицательных ионов снижает коэффициент рекомбинации, что ведет к увеличению стабильности разряда. В аргоне и гелии меньше вероятность самопроизвольного прекращения разряда, чем в других газах, так как первые обладают меньшими потенциалами зажигания самостоятельного разряда. Катодное падение напряжения минимально, поэтому для поддержания разряда требуется минимальное напряжение. Нахождение атомов аргона и гелия в метастабильном состоянии облегчает ступенчатую ионизацию газов, а это ведет к тому, что потенциал горения дуги оказывается ниже ионизационного потенциала газов.
Обычно потенциал возбуждения и ионизации инертных газов выше соответствующих потенциалов паров металла, азота и кислорода, что затрудняет зажигание дуги переменного тока при ее питании от обычных трансформаторов. Во время сварки в среде гелия при одинаковой силе тока напряжение дуги на электродах, состоящих из W - Me (металл), Al - Al, Ti - Ti, значительно выше, чем дуги в аргоне. При сварке стали напряжение между железными электродами очень низкое, примерно 8 - 10 В.
Дуга в гелии имеет большую проплавляющую способность и менее концентрирована, она создает более равномерную форму проплавления, чем дуга в аргоне, а последняя обеспечивает большую глубину проплавления в центре. Перепад напряжения в столбе дуги в гелии больше, чем в аргоне, поэтому изменение длины дуги в гелии более заметно сказывается на напряжении и общей тепловой эффективности.

Изменение формы проплавления в зависимости от свойства инертного газа
В зависимости от того, какой инертный газ применяется, меняется поверхностное натяжение на границе металл - газовая фаза. Так, поверхностное натяжение жидких хромоникелевых сталей аустенитной структуры при сварке в гелии заметно меньше, чем в аргоне. Указанное обстоятельство сказывается на формировании поверхности усиления шва. В гелии наблюдается более плавный переход усиления к основному металлу, что иногда ведет к уменьшению концентрации напряжений в этом районе и улучшению работоспособности сварного соединения. Поэтому в ряде случаев становится целесообразным применение аргоно-гелиевых смесей в разных пропорциях смешения.
Дуга, горящая между вольфрамовым электродом и металлом в среде аргона, имеет свои особенности. Статическая характеристика такой дуги в аргоне, как и дуги под слоем флюса, имеет положительный характер. Это объясняется охлаждающим действием газовой струи и высокой плотностью тока на вольфрамовых электродах, которая составляет 10-90 А/мм 2 . На рисунке ниже приведены статические характеристики для вольфрамовой дуги, горящей в аргоне. Можно видеть, что при больших токах и малых дуговых промежутках напряжение на дуге Uд меньше потенциала ионизации Uп.
- для аргона Uп = 15,7 В
- для гелия Uп = 25,4 В
Минимальное напряжение на дуге приближается к потенциалу возбуждения аргона, метастабильное состояние которого, вероятно, в этом случае играет значительную роль. Градиент напряжения в гелии для больших дуговых промежутков больше, чем для малых промежутков. Обратное явление наблюдается в аргоне. Здесь расход газа и диаметр электрода мало отражаются на характере зависимости напряжения дуги от ее длины, а в гелии, наоборот, напряжение дуги можно изменять, меняя расход газа. Свойства дуги, горящей в аргоне между вольфрамовым электродом и металлом, могут меняться в зависимости от свойств металла и состава газовой смеси.

Статические характеристики вольфрамовой дуги в аргоне для различных длин дуг
Технологические свойства вольфрамовой дуги при сварке ухудшаются из-за выпрямления переменного тока (если он применяется) и появления в цепи составляющей постоянного тока.
Анализ этого явления, проведенный по осциллограммам, показывает, что степень выпрямления тока в дуге зависит от различия термических временных постоянных материала электродов (теплоемкости, умноженной на величину, обратную теплопроводности). Чем больше разность этих постоянных, тем больше степень выпрямления тока в дуге. При разных материалах электродов разность их температур во время горения дуги пропорциональна разности термических временных постоянных. Однако различие температур катода в разные полуциклы горения дуги ведет к появлению составляющей постоянного тока, и степень выпрямления оказывается пропорциональной разности термических временных постоянных материалов электродов. Наряду с различием теплофизических свойств электродов на выпрямляющее действие дуги в аргоне сказывается и изменение геометрической формы электродов. Наибольшее значение составляющей постоянного тока, обусловленное различием теплофизических свойств, наблюдается для дуги, возникающей при использовании электродов системы W - Al.

Uхх – напряжение холостого хода
Uд - напряжение на дуге
Iд – сила сварочного тока
Постоянная составляющая в сварочной цепи переменного тока для дуги системы W – Al в аргоне
В полупериодах, когда катодное пятно расположено на вольфрамовом электроде (прямая полярность), из-за мощной термоэлектронной эмиссии катода создаются благоприятные условия для возбуждения и горения дуги при низком напряжении. В полупериодах, когда катодное пятно находится на алюминии (обратная полярность), катод холодный и термоэлектронная эмиссия затруднена. В данном случае для возбуждения дуги требуются более высокие максимальные (пиковые) значения напряжения, а горение дуги будет происходить при большем значении напряжения, чем в предыдущий полупериод. При сварке на малых токах возбуждение дуги в полупериоды обратной полярности может не произойти вообще, и дуга станет «выпрямительным вентилем». Это ведет к резкому ухудшению стабильности ее горения. При наличии постоянной составляющей и значительно увеличивается сопротивление магнитопровода трансформатора и понижается мощность, отдаваемая дуге. При уменьшении тока в полупериоды обратной полярности затрудняется катодная очистка свариваемых кромок и поверхности сварочной ванны от тугоплавких окисных пленок. Поэтому установки для сварки вольфрамовой дугой (особенно алюминия и его сплавов) должны содержать специальные устройства (стабилизаторы, импульсные возбудители, батареи конденсаторов, полупроводниковые вентили), либо подавать импульсы в полупериод обратной полярности для облегчения зажигания дуги или частичного (полного) подавления возникшей постоянной составляющей тока.
Сварка аргоном для начинающих - советы для качественной сварки
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют - сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки. Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.

Содержание
В статье о сварке аргоном есть подробное объяснение почему сварку неплавящимся (вольфрамовым) электродом называют:
- TIG
- РАД
- аргонная сварка
- аргоновая сварка
- аргонодуговая сварка
Аргонодуговая сварка создает ряд трудностей, которые впоследствии влияют на качество и прочностные характеристики сварного шва, поэтому соблюдение данных семи советов существенно уменьшат вероятность попадания в затруднительную ситуацию.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого металла
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Стандартный диаметр электродов из вольфрама и допуск (ISO 6848)
| Диаметр, мм | Допуск, мм |
|---|---|
| 0,25 | ±0,02 |
| 0,30 | |
| 0,50 | ±0,05 |
| 1,0 | |
| 1,5 | |
| 1,6 | |
| 2,0 | |
| 2,4 | ±0,1 |
| 2,5 | |
| 3,0 | |
| 3,2 | |
| 4,0 | |
| 4,8 | |
| 5,0 | |
| 6,3 | |
| 6,4 | |
| 8,0 | |
| 10,0 |
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
Ознакомится с сортаментом электродов по ГОСТ можно перейдя по ссылке ГОСТ 23949.
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.
Маркировка вольфрамовых электродов по цвету в зависимости от химического состава согласно ГОСТ 23949
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.

В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление. Особенно это важно при TIG сварке дорогостоящих металлов, таких как титан, алюминий и медь.
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам. При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем.
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов
Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Зажимайте детали в нескольких местах для предотвращения линейных деформаций и следите за соблюдением зазоров и углов применяя при этом магнитные угольники, угловые струбцины, клещи для сварки и другой инструмент.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.

Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Процесс подготовки может показаться трудоемким, и в некоторых случаях занимать больше времени, чем сама сварка, но он очень важен для изготовления качественной сварной конструкции.
Использовать газовую линзу
Качественная защита газом имеет прямое влияние на металл сварного шва. Использование газовой линзы для TIG горелки, которая изменяет вид потока газа из сопла (турбулентный на ламинарный) для улучшения покрытия (обволакивания) защитным газом металла сварного шва, является одним из способов обеспечения наилучшего качества сварного соединения.
Расходные материалы для газовой горелки включают в себя:
- керамическая чашка
- цанга
- колпачок
Газовая линза заменяет корпус цанги, который является стандартным в горелке TIG. Стандартная цанга обычно имеет 4 отверстия для распределения газа, а газовая линза представляет собой мелкоячеистую сетку. Поток защитного газа проходя через газовую линзу равномерно распределяется вокруг вольфрамового электрода, сварочной дуги и сварочной ванны, подобно аэратору на кране, который рассекает поток воды на множество мелких.

Газовая линза обеспечивает намного лучшую защиту расплавленного металла сварочной ванны, что является очень важным при аргонодуговой сварке таких металлов как нержавеющая сталь, титан. Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода. Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой.

Предварительно сварить образец
Чтобы убедиться, что все подготовительные операции сделаны правильно, если это возможно, необходимо произвести сварку аргоном тестового образца в идентичных условиях. Чем более ответственное является изделие и чем дороже свариваемый материал, тем важнее проводить TIG сварку тестового образца. Затратив время для этого вначале, можно избежать многих проблем в будущем, особенно для уникальных деталей или ответственных сварных швов. Применение идентичных сварочных материалов поможет понять, какое влияние оказывает изменение режимов на поведение сварочных материалов и основного металла в процессе сварки.
Сварка образца — это дополнительный шаг в подготовке, который сэкономит много времени позже, в процессе серийного изготовления изделий.
TIG. Учимся варить аргоном.

Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DC\AC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.



Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил б\у канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий - высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент - определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
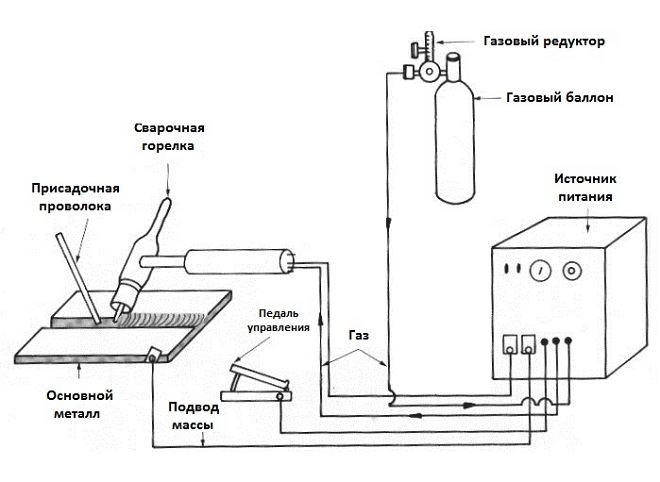
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы

Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя - обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
Разумная ценовая политика, гибкая система скидок, интересные акции
Наличные, банковские карты, карты рассрочки, работаем с юр. лицами
Оригинальный товар, возможность возврата, сервисная поддержка, чек
Осуществляем доставку заказов в любую точку Беларуси 6 дней в неделю
Вы смотрели

Горелка сварочная MIG MAG WG-15AK (3м, 180А) SOLARIS (WG-15AK3)
Читайте также: