Порядок операций при сварке
Обновлено: 13.05.2024
Сварка – последний этап монтажа металлоконструкций. Процесс подготовки металла под сварку включает в себя несколько технологических операций. Сначала заготовки выкраивают из проката, придают им окончательную форму, изгибают под нужным углом. Для получения прочных соединений, однородных по структуре, во время подготовки деталей с поверхности удаляют окислы. Температура плавления оксидов обычно выше, чем у сплава. Если не снять верхнюю пленку, сложно будет сформировать ванну расплава.
Немаловажный этап подготовки – укладка заготовок будущей конструкции. Их надежно фиксируют, только затем приступают к сварке. В небольшом обзоре рассказывается об особенностях каждого из этапов подготовки деталей к работе.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой. Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным.
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.

Резка
Это обязательная процедура подготовки деталей, если сварка делается по чертежам. Для работы с металлом применяют различное оборудование:
- ручное (резак, ножницы по металлу), используется для простых геометрических форм из листового или ленточного проката;
- электроинструмент (пила, болгарка, дрель или шуруповерт с фрезой-насадкой);
- термическое (кислородный или газовый резак, дуговую сварку, плазмотрон), можно делать прямые и кривые резы.
Термическая резка состоит в расплавлении металла по заданному контуру. При поточном производстве используют полуавтоматы и автоматы.
При резке металла делают припуски для зачистки и разделки кромок. Раскрой ножницами – самый кропотливый и малопродуктивный. Сварщики чаще применяют термическую резку.

Зачистка
Технология зачистки металла перед сваркой подразумевает снятие:
- ржавчины, чтобы избежать включений в диффузном слое;
- следов смазки, масла, органика снижает качество сварки;
- заусенцы, частички металла, они могут стать причиной брака;
- загрязнения, ухудшают структуру шва;
- оксидный слой, он препятствует образованию ванны расплава.
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты. Даже незначительные включения в ванне расплава приводят к браку. Для снятия оксидов, обезжиривания цветных металлов применяют химические вещества: всевозможные растворители, спирт, кислоту. Для работы с алюминием, цветными и высоколегированными сплавами, берут новую щетку, чтобы в ней не было микрочастичек углеродистой стали. На отливках перед сваркой удаляют литейную корку, на штампованных заготовках – слой окалины.

Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты
Подготовка кромок
Толстостенные заготовки без предварительной подготовки тщательно не проварить, жидкий металл будет растекаться по поверхности, не проникая в стык. Соединение получится хрупким, при небольшой нагрузке сломается. Немаловажный момент подготовки – скругление острых краев. Необходимо сглаживать высоту металла 2 –3 мм в зависимости от толщины детали.
Подрезка кромок производится вручную, механически или с использованием горелок. Холодные технологии предпочтительнее, кромка получается ровнее. Тип и угол разделки зависит от применяемых расходников, вида сварочного оборудования. Размеры кромок указаны в соответствующих ГОСТах.

Цель подготовки кромок к сварке – обеспечить доступ к корню шва. У тонкостенных заготовок толщиной до 3 мм только выравнивают торцы. С зазором до 2 мм проваривают 4 мм детали, если они толще, швы делают с двух сторон. На кромках толстостенных деталей снимают фаску или делают скос. Для односторонней сварки стыки делают в виде буквы V или U, при двухсторонней – в форме Х или К. Величина угла сопряжения от 45 до 60°. Если сваривают детали разной толщины, срезают только толстостенную заготовку. Важно правильно выбрать угол скоса, от него зависит:
- глубина проварки металла;
- величина шовного валика;
- расход электродов или наплавочной проволоки.
Подрезка кромок производится вручную, механически или с использованием горелок.
Гибка
Добиться точного угла сгиба вручную сложно. Это – механизированный этап подготовки металла. Листовой прокат пропускают через гибочные вальцы, гибочные автоматы. Холодная гибка применяется после предварительной подготовки изделий под сварку: снятия кромок, разметки, рассверливания отверстий, если они есть в чертежах или нужны для сборки конструкции.
Толстые полосы последовательно пропускают через 3-валковые или 4-валковые станки. Для придания формы профилю применяют правильно-гибочные прессы.

Сборка деталей под сварку
Подготовленные заготовки нужно зафиксировать в определенном положении. Это касается плоских и объемных конструкций. Заготовки надежно скрепляют, чтобы избежать деформации при сварке.
Величина зазора зависит от линейного расширения сплава. При сборке деталей под сварку придерживаются нескольких правил:
- к рабочей зоне должен быть максимально свободный доступ;
- сопряжения укрепляют специальными приспособлениями так, чтобы исключить сдвиг;
- все повороты, изменения положения конструкции в пространстве сводятся к минимуму;
- сборка под сварку сложных конструкций осуществляется поэтапно;
- жесткую фиксацию обеспечивают прихватки на расстоянии 30–80 см друг от друга или беглый шов;
- полужесткую или временную – струбцина, магнитные уголки, клинья, планочные гребенки, другие приспособления;
- объемные связи закрепляют болтовыми соединениями.
Прихватка – небольшой шов длиной от 50 до 100 мм, производится расходными материалами, приготовленными для работы. Если используется защитная атмосфера, прихватки тоже делаются в облаке газа. Детали при подготовке желательно соединять с противоположной основному шву стороны. Если прихватки сделаны снаружи, перед сваркой их хорошо зачищают, снимают окалину и верхний оксидный слой. Удобно использовать специальное устройство для точечной сварки, в месте контакта образуется однородный слой.
При подготовке заготовок сложной геометрической формы вместо прихваток делается беглый шов, не превышающий по глубине половины основного. Он зачищается при обработке корня основного шва.
Сборка предусматривает непроизводительные расходы, потерю времени, сил. Однако от надежности положения заготовок зависит прочность металлоконструкции.

Подготовка труб под сварку
Подготовка фрагментов проводится так, чтобы исключить осевое смещение. Для подготовки нержавеющих и толстостенных труб нужны заводские условия. Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Трубы из углеродистой и низколегированной стали обрабатывают вручную холодным способом. Последовательность операций такая же, как при работе с плоскими деталями. Для резки используют несколько вариантов:
- делают раскрой ножницами по металлу;
- используют циркулярную пилу, насадку-фрезу или болгарку;
- применяют газовый резак.
Процесс подготовки металла к сварке заключается в обработке торцов, сглаживании кромок, снятии фасок, если стенка толще 3 мм.
Для любого вида сварки металл предварительно зачищают по всей окружности. Только для специальных электродов по ржавчине допускается варить металл без зачистки.
Последовательность наложения сварных швов
Для повышения надежности и прочности сварных конструкций, снижения внутренних напряжений и деформаций применяют специальный порядок сварки.
Под порядком выполнения сварных швов понимают последовательность выполнения шва по длине и способе заполнения разделки.
Сварки протяженных швов
Последовательность выполнения швов зависит от их длины. По протяжённости сварные швы делят на три основные группы группы :
- короткие швы до 250 мм спариваемые за один проход;,
- средние швы от 250 до 1000 мм рекомендуется варить от середины к концам или обратно ступенчатым методом;
- длинные швы свыше 1 метра рекомендуется
варить от середины к краям, обратно ступенчатым способом или комбинируя двумя сварщиками.
При обратно ступенчатом способе сварки сварной шов делят на участки длиной по 150-200 мм, каждый участок варят в направлении, обратном общему направлению сварки. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
Порядок сварки толстостенного металла
Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине сварку производят в несколько проходов, в результате которых валики последовательно накладываются друг на друга. Такой шов называют многослойным. При сварке соединений из толстостенных материалов свыше 20 мм когда есть опасность возникновения после сварочных напряжения, деформаций, сталей склонных к закалке с плохой свариваемостью, разделку заполняют с применением специальных приёмов «горкой» или «каскадным».
При сварке “горкой” направляют первый валик небольшой длины 200-300 мм, затем второй, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так производят сварку до полного заполнения разделки. От получившийся “горки” сварку производят таким же способом далее. Так достигаться более медленное охлаждение металла в зоне сварке, что препятствует образованию трещин.
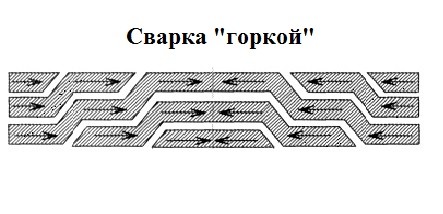
Сварка «горкой»
Сварка за одни проход проще и экономичней, но металл шва при этом получается с более низкими механическими свойствами из за увеличенной зоны перегрева и столбчатой структурой металла. При многопроходной или многослойной сварке получается эффект термообработки накладываемый валик отжигает предыдущий, в результате структура получается мелкозернистой.
Порядок сварки труб
Сварка трубопроводов относится к самым сложным сварочным работам. Как правило труба находится в поворотном положении и сварку приходится везти и в потолке и на подъем. Что требует высокой квалификации сварщика. Сварку не поворотных стыков труб диаметром до 219 мм начинают снизу в потолочном потолочном положении, отступив от нижней точки 10-15 мм. Сваривают половину стыка до верхней точки трубы. Зачищают начало и конец сваренного участка механическим способом с обеспечением плавного перехода высоты валика шва к притуплению кромок. Выполняют сварку второго участка шва, начиная сварку с потолочного положения, со смешением начала его сварки на 10-10 мм на первый участок и перекрывают окончание первого участка на 10-10 мм.
Последовательность сварки труб диаметром более 219 мм. Сварку выполняют обратноступенчатым способом, при этом длина каждого участка должна быть в пределах 200-250 мм. Порядок сварки показан на рисунке. Длина участков последующих слоев может составлять половину окружности стыка.
Сварку труб большого диаметра желательно производить одновременно двумя сварщиками. Каждый варит половину стыка, с противоположенных сторон трубы. Сварка также выполняться снизу в вверх.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ручная дуговая сварка покрытыми электродами
Ручная дуговая сварка покрытым электродом это – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, защита сварочной ванны обеспечивается расплавлением и разложением компонентов покрытия.
Сварка покрытыми электродами наиболее распатроненный в России способ сварки, занимает самый большой объем в сравнении другими методов сварки. Способ позволяет производить сварку практически любых конструкций и деталей разной сложности, в труднодоступных местах, при разных пространственных положениях сварного шва .
Качество сварных соединений, выполненных ручной дуговой сваркой нельзя гарантировать без строгого соблюдения технологии сварки и операционного контроля за всеми процессами. Начиная от входного контроля материалов сварочных и основных, проверки квалификации сварщиков, соблюдения режимов сварки и окончательного контроля готового сварного соединения.
РД – ручная дуговая сварка;
MMA – Manual Metal Arc (Welding) – ручная металлическая дуговая сварка;
SMAW – Shielded Metal Arc Welding – металлическая дуговая сварка в защитной атмосфере;
E – международный символ ручной дуговой сварки.
Сущность ручной дуговой сварки покрытыми электродами
При ручной дуговой сварке покрытыми электродами дуга возбуждается при касании электродом свариваемой детали, в результате замыкании электрической сварочной цепи.
В процессе сварки покрытый электрод подается к свариваемой детали по мере плавления электрода и перемешается вдоль соединения с поперечными колебаниями для придания заданной формы и размеров шва.

Движения покрытым электродом при сварке
В процессе ручной дуговой сварке происходит плавление покрытия и электродной металлической проволоки. Расправляющееся покрытие образует шлак и выделяются газы. Шлак обволакивает капли расплавленного металла, появляющиеся при плавлении стержня электрода. В ванне шлак всплывая на ее поверхность, образует защитный слой, предохраняющий металл от взаимодействия с атмосферным воздухом. Кроме того, поднимаясь на поверхность сварочной ванны, шлак очищает расплавленный металл от вредных примесей. Образующиеся при расплавлении покрытия сварочные газы вытесняют воздух из зоны сварки и, тем самым, защищают сварочную ванну от взаимодействия с кислородом и азотом.
Жидкий шлак затвердевает и образует на поверхности шва твердую шлаковую корку, которая удаляется после сварки. То есть, компоненты входящие в покрытие сварочного электрода обеспечивает защиту сварочной ванны и застывающего металла сварного соединения от реакций с атмосферными газами и очистку металла в процессе химических реакций происходящих в сварочной ванне.
Покрытыми электродами применяют для сварки сталей, чугунов и цветные металлов различной толщины. Так же покрытые электроды используется для наплавки с целью восстановление изношенных деталей и получения покрытий со специальными свойствами главным образом антикоррозионных и износостойких.
Перемещение сварочного электрода вдоль сварного шва и его подачу в зону сварке по мере его расплавления производит сварщик. В связи с этим стабильность процесса и качество сварки зависит от квалификации сварщика и его зрительно моторной координации, так как изменятся длина дуги, наклон электрода, скорость его перемещения, что приводит к изменению параметров режима — напряжения дуги и силы сварочного тока. При ручной дуговой сварке покрытыми электродами для обеспечения стабильности режимов сварки используют источники сварочного тока с крутопадающими вольт-амперными характеристиками.
Преимущества ручной дуговой сварки:
- применение ручной возможно в различных, самых неудобных пространственных положениях;
- сварки может производится в трудно доступных местах;
- универсальность способа, возможность сваривать изделия различной конфигурации;
- применимость к широкому диапазоны различных марок сталей;
- высокая мобильность.
Недостатки способа:
- мало высококвалифицированных сварщиков;
- невозможно гарантировать качество сварного соединения;
- невысокая производительность сварки;
- неблагоприятные условия труда.
Рациональные области применения:
- сварка металлоконструкций, трубопроводов;
- рационально использовать при сварка коротких швов.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.

Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.
Сварку можно вести слева направо, справа налево,
от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
- величина сварочного тока;
- род и полярность сварочного тока;
- диаметр покрытого электрода;
- напряжение дуги;
- скорость сварки;
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
I — сварочный ток,
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Число слоев шва при сварке
Толщина отдельного слоя не должна превышать 3…5 мм. Последними проходами создается небольшая выпуклость шва высотой 2-3 мм над поверхностью основного металла.
Количество слоев шва при сварке стыковых и уголовных соединений:
О технике ручной дуговой сварки читайте в статье Техника ручной дуговой сварки покрытыми электродами
Техника выполнения сварки
Существует ряд общих правил, которым необходимо следовать при выполнении любых сварочных работ. Рассмотрим основные из них.
Общие рекомендации по выполнению сварки
Перед началом любых сварочных работ необходимо тщательно проверить рабочее оборудовании. В первую очередь проверяется целостность силового и заземляющего кабеля, системы подачи газа, сварочной горелки, а также их соединение со сварочным аппаратом. Это – одно из первых требований техники безопасности. Если хоть один из перечисленных элементов поврежден или имеет неплотное соединение, высока вероятность поражения электрическим током или отравления газом.
Газ должен соответствовать типу сварки. Также стоит убедиться, что смесь подобрана правильно для каждого конкретного вида работ. Газовыпускное устройство должно работать корректно, что тоже следует проверить.
Проверяется также тип и прочность используемого присадочного материала. При полуавтоматической и автоматической сварке бухта проволоки в устройстве подачи должна быть правильно закреплена, а его колеса и направляющие должны соответствовать диаметру проволоки. Сварщик также должен проверить работу самих подающих колес механизма подачи. Также механизм подачи проволоки должен соответствовать размеру и типу сварочного пистолета. Чтобы в этом убедиться, нужно отсоединить пистолет от устройства подачи.
При проверке сварочного пистолета отдельно проверяется и чиститься газовое сопло от брызг металла и газораспылитель. Специально для этого предусмотрена возможность отсоединения сопла от пистолета. Проверяется тип контактного наконечника и его состояние. Держатель наконечника тоже нужно очистить перед началом работ.
Перед началом работы нужно проверить расход газа с помощью специального ротаметра. Проверку проводят до заправления проволоки в пистолет. Если проволока уже заправлена, нужно отключить возможность продвижения проволоки. Для этого удаляется винт регулирования давления прижима роликов из механизма подачи. Проверку расхода газа можно провести простым нажатием на пусковую кнопку пистолета и измерение расхода. В некоторых устройствах предусмотрена специальная функция «Проверка подачи газа». С ее помощью проверку можно провести проще без лишних манипуляций. Функция включает только подачу газа без подачи проволоки.
Выбор угла сварки
Выбор угла сварки во многом зависит от используемой проволоки. Сварка сплошной проволокой или проволокой из присадочного материала проводится при обратном направлении рукоятки пистолета по отношении к перемещению самого пистолета. Исключение делается при сварке в направлении «сверху вниз» и при сварке листов металла очень малой толщины. Сварка симметричных угловых швов проводится пистолетом под углом 45 o к угловому шву. Соединения встык должны выполняться пистолетом, расположенным перпендикулярно канавке между разделанными кромками.
Иначе следует вести сварочный пистолет при сварке порошковой присадочной проволокой. В этом случае рукоятка пистолета по отношению к направлению перемещения должна быть обращена вперед. Если держать пистолет неправильно, материал проволоки начнется смешиваться с расплавленным материалом шва. В результате образуется шлак. Правильное ведение рукоятки предотвращает этот процесс за счет давления дуги, которая будет удерживать шлак позади расплавленного участка шва.
Некоторые виды сварных швов являются исключением из этого правила. Например, швы по направлению «снизу вверх». В этом случае образованию шлака препятствует сила тяжести, и можно вести рукоятку пистолета назад по отношению к направлению перемещения пистолета.
Влияние скорости перемещения сварочной горелки на эффективность сварки
Одним из самых важных факторов работы является правильный выбор скорости перемещения горелки. Скорость влияет на глубину проплавления металла, форму и толщину получаемого шва, скорость и величину подвода тепла. Фактическая толщина шва – кратчайшее расстояние от основания сварного соединения до поверхности шва. Неправильный выбор скорости негативно сказывается на качестве получаемого соединения.
Если перемещать горелку слишком медленно, расплавленный участок шва начинает разворачиваться перед дугой, а не позади нее. Это затрудняет управление сварочной ванной. Если горелка перемещается слишком быстро, невозможно соблюдать необходимую глубину проплавления и толщину шва.
Обычно в инструкциях по сварке указывается рекомендуемая скорость перемещения горелки. Но важно также оценивать скорость сварки в процессе. Зачастую это вызывает проблемы, особенно у неопытных сварщиков. Одним из эффективных способов определения скорости является оценка времени на практике. Для этого засекается время и выполняется небольшой сварочный шов, например, длиной 10 см. После остановки сварки оценивается время, затраченное на работу. В результате можно спрогнозировать скорость сварки в сантиметрах в минуту.
Функция замедленного пуска
Скорость подачи проволоки выбирается в зависимости от условий сварки. Но на первых этапах использование высокой скорости может затруднить старт процесса. Современное оборудование позволяет воспользоваться функцией замедленного пуска, чтобы упростить начало сварки.
При использовании функции замедленного пуска подача проволоки включается на малой скорости. Заданная скорость достигается только в тот момент, когда проволока касается заготовки и начинается подача тока.
Некоторые сварочные аппараты предлагают не только функцию замедленного пуска, но и возможность выбора стартовой скорости. В этом случае коэффициент замедления регулируется с помощью пульта управления на аппарате.
Горячий пуск и мягкий пуск
Многие металлы тяжело варить из-за их высокой теплопроводности. К таким относят, например, алюминий. При работе с такими металлами в начале сварки легко могут появиться дефекты шва. Для компенсации этого разработана функция горячего пуска. С использованием этой функции мощность в начале сварки сразу же возрастает, превышая предварительной заданный показатель. Продолжительность горячего пуска и мощность регулируются на сварочном аппарате.
В то же время для некоторых процессов необходим так называемый мягкий пуск. По своей сути мягкий пуск противоположен горячему. Мощность в начале сварки на мягком пуске снижается по сравнению с заданным показателем и постепенно возрастает до нужного значения. Такая функция будет полезна для стыковой сварки листов металла. Мощность и продолжительность мягкого пуска также регулируются отдельно.
Выбор других параметров сварки
Скорость подачи проволоки напрямую связана со сварочным током. При изменении скорости подачи соответственно изменяется и сварочный ток. Напряжение должно соответствовать сварочному току и скорости подачи проволоки. Только в этом случае возможно обеспечение стабильности сварки. Но при возникновении проблем часто очень сложно оценить, какой параметр подобран не верно и в какую сторону его необходимо изменить, чтобы добиться хороших результатов.
Существует ряд признаков, по которым можно оценить несоответствие параметров. Например, напряжение дуги слишком низкое, если:
- дуга издает слишком громкий шум,
- металл слишком сильно разбрызгивается,
- шов получается очень узким, а головка – высокой.
Напротив, слишком высокое напряжение дуги можно узнается по другим параметрам:
- шум, производимый дугой, приглушен или почти не слышен,
- образуется слишком длинная дуга,
- шов получается излишне широким и низким,
- при использовании присадочного материала образуются крупные капли,
- появляется большой подрез.
Для получения хороших результатов разработан ряд таблиц и руководств, помогающих в работе. Помощь сварщикам обеспечивают сварочные машины с встроенной функцией определения необходимого напряжения для заданной скорости и сварочного тока. Но даже с такой функцией иногда требуется дополнительная регулировка напряжения. Это связано с различиями характеристик присадочного материала у разных производителей.
В некоторых случаях невозможно точно отрегулировать напряжение дуги по отношению к скорости подачи проволоки. Точная регулировка выполняется изменением скорости подачи проволоки, а не изменением напряжения.
Другие рекомендации по повышению эффективности сварки
Эффективность сварочных работ можно повысить различными способами. В первую очередь следует тщательно планировать все этапы ручной сварки и эргономично организовать рабочее место. В случае единичного производства такое планирование поможет значительно повысить производительность, даже по сравнению с механизацией процесса.
Другим способом повышения эффективности является правильный выбор положения при выполнении шва. Самой эффективной является сварка в нижнем положении. Сварка в нижнем положении предполагает размещение заготовки на том уровне, который позволит обеспечить максимально естественное положение сварщика в процессе работы. Для этого используются специальные устройства. С их помощью можно поворачивать заготовки, добиваясь нижнего положения заготовки, удобного для работы сварщика.
Немаловажно для производительности правильно выбрать процесс сварки. Необходимо изучить все возможности повышения производительности сварки через изменение технологических процессов. Даже если это потребует дополнительных расходов, результат может значительно превзойти все затраты.
Если все параметры сварки подобраны верно, эффективность выполнения работ повышается, а затраты на сварку и дополнительную рабочую силу снижаются. Например, удаление брызг металла – трудоемкий процесс, снижающий производительность. Вместо этого стоит снизить интенсивность образования брызг с помощью импульсной сварки или другими способами.
Читайте также: