Последовательность технологических операций при сварке
Обновлено: 19.05.2024
Для повышения надежности и прочности сварных конструкций, снижения внутренних напряжений и деформаций применяют специальный порядок сварки.
Под порядком выполнения сварных швов понимают последовательность выполнения шва по длине и способе заполнения разделки.
Сварки протяженных швов
Последовательность выполнения швов зависит от их длины. По протяжённости сварные швы делят на три основные группы группы :
- короткие швы до 250 мм спариваемые за один проход;,
- средние швы от 250 до 1000 мм рекомендуется варить от середины к концам или обратно ступенчатым методом;
- длинные швы свыше 1 метра рекомендуется
варить от середины к краям, обратно ступенчатым способом или комбинируя двумя сварщиками.
При обратно ступенчатом способе сварки сварной шов делят на участки длиной по 150-200 мм, каждый участок варят в направлении, обратном общему направлению сварки. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
Порядок сварки толстостенного металла
Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине сварку производят в несколько проходов, в результате которых валики последовательно накладываются друг на друга. Такой шов называют многослойным. При сварке соединений из толстостенных материалов свыше 20 мм когда есть опасность возникновения после сварочных напряжения, деформаций, сталей склонных к закалке с плохой свариваемостью, разделку заполняют с применением специальных приёмов «горкой» или «каскадным».
При сварке “горкой” направляют первый валик небольшой длины 200-300 мм, затем второй, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так производят сварку до полного заполнения разделки. От получившийся “горки” сварку производят таким же способом далее. Так достигаться более медленное охлаждение металла в зоне сварке, что препятствует образованию трещин.
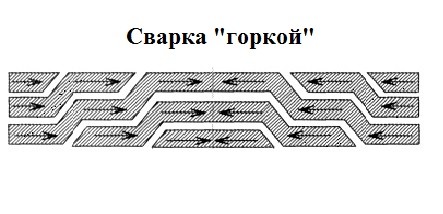
Сварка «горкой»
Сварка за одни проход проще и экономичней, но металл шва при этом получается с более низкими механическими свойствами из за увеличенной зоны перегрева и столбчатой структурой металла. При многопроходной или многослойной сварке получается эффект термообработки накладываемый валик отжигает предыдущий, в результате структура получается мелкозернистой.
Порядок сварки труб
Сварка трубопроводов относится к самым сложным сварочным работам. Как правило труба находится в поворотном положении и сварку приходится везти и в потолке и на подъем. Что требует высокой квалификации сварщика. Сварку не поворотных стыков труб диаметром до 219 мм начинают снизу в потолочном потолочном положении, отступив от нижней точки 10-15 мм. Сваривают половину стыка до верхней точки трубы. Зачищают начало и конец сваренного участка механическим способом с обеспечением плавного перехода высоты валика шва к притуплению кромок. Выполняют сварку второго участка шва, начиная сварку с потолочного положения, со смешением начала его сварки на 10-10 мм на первый участок и перекрывают окончание первого участка на 10-10 мм.
Последовательность сварки труб диаметром более 219 мм. Сварку выполняют обратноступенчатым способом, при этом длина каждого участка должна быть в пределах 200-250 мм. Порядок сварки показан на рисунке. Длина участков последующих слоев может составлять половину окружности стыка.
Сварку труб большого диаметра желательно производить одновременно двумя сварщиками. Каждый варит половину стыка, с противоположенных сторон трубы. Сварка также выполняться снизу в вверх.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные операции сварочного производства
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сварочное производство — это комплекс технологических различных операций по изготовлению сварной конструкции в законченном виде.
Комплекс состоит из следующих операций:
1 — заготовительные (в том числе с дробе- или песко-очисткой);
2 — сборочные;
3 — сварочные;
4 — отделочные;
5 — вспомогательные;
6 — контрольные.
Каждая из перечисленных операций содержит определенный вид работ.
Заготовительные операции предусматривают изготовление заготовок и готовых деталей для сварных узлов различными способами.
Резка механическая и рубка — выполняются на листовых и комбинированных ножницах.
Резка заготовок термическим способом осуществляется ручной и машинной кислородной и плазменно-дуговой резкой.
Пробивку отверстий, гибку деталей и вырубку уступов производят на механических прессах в специальных штампах; гибку — в штампах или гибочных станках.
Правка заготовок, полос, листов выполняется на вальцах, механических и гидравлических прессах.
Зачистку заусенцев, окалины, ржавчины делают в галтовочных барабанах, либо дробеочисткой, а иногда — вручную.
Часто заготовки проходят различные виды механической обработки — точение, строгание, сверление, фрезерование, когда это требуется по чертежу. Заготовки часто подвергаются правке (рихтовке) на гидравлических прессах и механических — фрикционных.
При холодной гибке необходимо соблюдать условие, когда внутренний радиус гиба R≥25Sлиста (или R/S≥25),чтобы не было трещин.
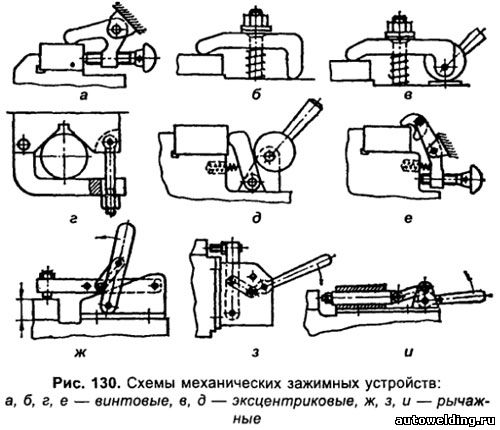
Сборочная операция — предусматривает сборку и прихватку деталей перед сваркой. В процессе сборки детали закрепляют прижимами в приспособлениях, стендах, а иногда устанавливают вручную по разметке перед прихваткой.
Назначение приспособлений — обеспечивать быструю и точную сборку, стыковку элементов с удобством прихватки и последующей сварки с максимальным количеством сварки в нижнем положении.
В производстве чем больше серия изготовляемых деталей, тем выше степень механизации сварочных операций.
Универсальные приспособления бывают переносные и стационарные. Элементы прижима заготовок в приспособлениях перед прихваткой применяют различные: рычажные, эксцентриковые, клиновые, стяжки, струбцины, пневмо- и гидравлические прижимы.
Стационарные приспособления — по функциональному назначению бывают самые различные, но они также имеют определенные виды прижимов.
Операции сборки под сварку зачастую не представляют особых технических трудностей, но порядок и количество прихваток, а также их размеры влияют на качество сварной конструкции.
Прихватки должны быть длиной не более 20 мм, сечением 0,5 от сечения будущего шва и только в перекрываемых участках шва. Сварочный ток при прихватках должен быть выше сварочного на 20%, чтобы обеспечивался четкий провар при прихватке. Прихватки нужно выполнять «вразброс» — по логике ожидаемых деформаций и внутренних напряжений.
Сварочные операции — выполняются вручную электродами, полуавтоматической и автоматической сваркой — в зависимости от условий работы, конструктивных особенностей изделия. Для удобства и облегчения сварочных работ промышленностью выпускается много наименований вспомогательного сварочного оборудования, различного по назначению, и возможностям и грузоподъемности.
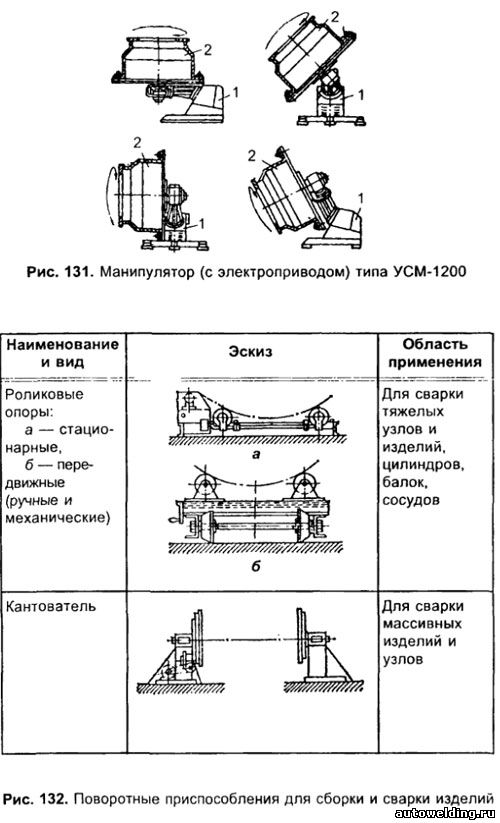
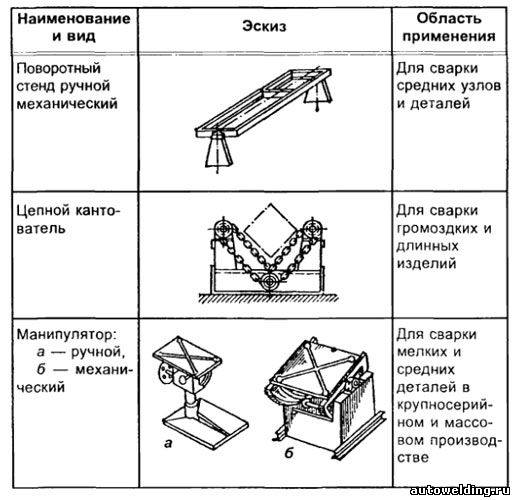
Позиционеры, кантователи различные (в том числе цепные) только поворачивают изделия в нужное положение.
Манипуляторы обеспечивают различный угол наклона изделия и поворота его в нужную позицию, регулируемую (сварочную) скорость вращения планшайбы (стола), а также маршевую скорость — для ускоренного поворота — вращения закрепленного на планшайбе сварного узла. Все вращатели, манипуляторы и позиционеры имеют электропривод с редукторной группой.
Грузоподъемность манипуляторов от 60 кг до 8,0 т (десять различных типов). Манипуляторы специального изготовления — до 100 т. Позиционеры имеют грузоподъемность от 0,5 до 4 т и обеспечивают только маршевую скорость при установке узла в удобном для сварки положении.
Кантователи обычно применяются для поворота нецилиндрических изделий вокруг оси. В зависимости от веса сварного узла они бывают с ручным и электроприводами.
В серийном производстве часто применяются кондукторы сварочные для некрупных узлов, в которых производится сборка, зажим деталей, затем — сварка в зажатом состоянии.
Основой приспособлений является жесткое основание со стойками, на которые устанавливаются прижимы, прихваты и т. д.
Сварочное производство подразделяется на следующие виды: единичное, мелкосерийное, серийное, крупносерийное.
При серийном производстве — специальные поточные линии с отдельно расположенными рабочими местами и иногда связанными между собой транспортными средствами. Ритмичность линии обеспечивается за счет накопителей и промежуточных складов. Широко применяются высокопроизводительные приспособления, полуавтоматы и автоматы для сварки. Примером такой линии может быть линия по производству пропановых баллонов с автоматической сваркой под флюсом стали толщиной 3 мм на остающейся подкладке.
Крупносерийное производство, например, сборка, сварка кузовов автомобилей, дисков автомобильных колес грузовиков, производство сварных труб большого диаметра, бытовых титанов, огнетушителей, различных сварных узлов автотракторного производства. Этот вид производства оснащен и механизирован более совершенными средствами сборки и сварки.
Общее правило для процесса сварки — это равномерное теплораспределение (тепловложение) от дуги по всему сварному узлу небольшими дозами, а значит, грамотная очередность и протяженность наложения всех швов, и по возможности большая скорость сварки, хотя и сечение шва будет невелико. Наложением последующих слоев катет шва доводят до размера. При большой скорости сварки меньше погонная энергия, величина которой влияет на деформации и внутренние напряжения, а также лучше структура шва (мелкое зерно).
Многослойная сварка неширокими швами значительно улучшает сварное соединение по многим причинам. Эта рекомендация проверена автором на производстве при сварке различных нагруженных узлов из ограниченно свариваемых сталей без применения подогрева и отжига.
Отделочные операции предусматривают различные виды зачистки, а также иногда термическую обработку — отжиг после сварки, механическая обработка узла и т. д.Вспомогательные операции — это работы по наладке оборудования, аппаратуры, доставке различных сварочных материалов, транспортно-складские работы, очистка с перемоткой сварочной проволоки и другие подобные работы, связанные со сварочным производством.
Контрольные операции включают в себя входной контроль материалов, контроль качества заготовок, деталей, идущих на сборку-сварку, контроль состояния аппаратуры и оборудования, контроль сборки под сварку и сварки и контроль окончательно готового сварного узла, изделия.
Технологический процесс сварки
Проектирование технологического процесса сварки представляет собой сложную оптимизационную задачу, основанную на использовании расчетных аналитических методов проектирования. Оптимальный вариант технологического процесса изготовления сложной сварной конструкции выбирается из нескольких расчетных вариантов технологии. В зависимости от основного назначения различают перспективные и рабочие технологические процессы.
включает в себя :
- последовательность технологических операций;
- разбивку конструкции на отдельные технологические узлы или элементы;
- эскизную проработку специальных приспособлений и оснастки;
- расчеты режнмов основных сварочных процессов, расчеты ожидаемых сварочных напряжений и деформаций;
- сравнительную оценку разработанныхвариантов технологии.
После окончательного утверждения технического проекта и прииятого варианта технологии выполняют рабочее проектирование конструкции (составление конструкторской документации) и разработку рабочей технологии (составление технологической документации).
Рабочий технологический процесс сварки включает в себя :
- уточнения и изменения принципиального технологического процесса, связанные с изменением конструкции на этапе рабочего проектирования;
- разработку технологических карт, в которых указывают все параметры режима сварки, примеияемые сварочные материалы иоборудование;
- краткие описания технологических приемов выполнения отдельных сварочных операций;
- требования к прочности и качеству сварных конструкций на отдельных этапах их изготовления;
- указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
В зависимости от количества изделий, охватываемых процессом, установлено два вида технологического процесса : типовой и единичный. Правила разработки рабочих технологических процессов предусматривают обязательное использование типовых технологических процессов и стандартов на технологические операции.
В зависимости от степени детализации каждый технологический процесс сварки может быть маршрутным, операционным или операционно-маршругным. Типовые технологические процессы разрабатывают на основе анализа многих действующих и возможных технологических процессов для типовых представителей групп изделий. Технологическая операция является частью технологического процесса, выполияемой на одном рабочем месте.
Технологический процесс сварки : разработка типового техпроцесса сварки
К основным этапам разработки типового технологического процесса относятся:
1) классификация объектов производства - выбирают группы объектов, имеющих общие конструктивно-технологические характеристики, и типовых представителей групп;
2) количественная оценка групп объектов - оценка типа производства (единичное, серийное или массовое);
З) анализ конструкций типовых объектов по чертежам, техническим условиям (ТУ), программам выпуска и типу производства разрабатывают основные маршруты изготовления конструкций, включая заготовительные процессы;
4) выбор заготовки и способов ее изготовления с технико-экономической оценкой оценивают точностные характеристики способов изготовления и качества поверхности, выбирают метод обработки;
5) выбор технологических баз;
6) выбор вида производства (сварка, литье, обработка давлением, механическая обработка);
7) составление технологического маршрута обработки - определяют последовательность операций и выбирают группы оборудования по операциям;
8) разработка технологических операций, включающая в себя:
- рациональное построение операций;
- выбор структуры операций;
- рациональную последовательность переходов в операции;
- выбор оборудования, обеспечивающего оптимальную производительность и требуемое качество;
- расчет загрузки технологического оборудования;
- выбор конструкции технологической оснастки;
- определение принадлежности выбранной конструкции к стандартным системам оснастки;
- установление исходных данных, необходимых для расчетов, и расчет припуска на обработку и межоперационных припусков;
- установление исходных данных для расчета оптимальных режимов обработки и их расчеты;
- установление исходных данных для расчета норм времени и их расчет;
- определение разряда работ и профессии исполнителей;
9) расчет точности, производительности и экономической эффективности вариантов типовых технологических процессов с выбором оптимального варианта;
1О) оформление документации на типовой технологический процесс сварки, согласование ее с заинтересованными службами и утверждение.
На предприятии должны быть компьютерные информационно-поисковые системы для поиска ранее разработанных аналогичных технологических процессов и отдельных технологических операций.
Всю информацию вводят в компьютер в кодированном виде. При разработке технологического процесса анализируют технологичность сварных изделий и конструкций. Количественная оценка технологичности основывается на системе показателей, включающей в себя:
- базовые показатели технологичности, устанавливаемые в техническом задании на проектирование изделия;
- показатели технологичности, достигнутые при разработке конструкции;
- уровень технологичности (отношение достигнутых показателей к базовым).
Основными показателями технологичности являются трудоемкость и технологическая себестоимость изготовления изделия.
Факторы, влияющие на выбор показателей: требования к изделию, вид изделия, объем выпуска, наличие информации, необходимой для определения показателей.
Требования к изделию определяют, каким видом технологичности должна обладать конструкция: производственным, эксплуатационным или и тем и другим, что, в свою очередь, определяет группу показателей технологичности.
В зависимости от вида изделия (сборочная единица, комплекс, комплект или деталь) из групп выбирают те показатели, которые могут характеризовать технологичность данного вида изделия.
Знание объема выпуска позволяет выбирать показатели, характеризующие расходы или затраты и имеющие наибольшую значимость при данном объеме выпуска.
Нормативно-техническая документация на сварочные технологические процессы
Различают основные и вспомогательные документы. Основные документы бывают общего и специального назначений.
Основные документы полностью и однозначно определяют технологический процесс (операцию) изготовления изделий и содержат информацию, необходимую и достаточную для решения инженерно-технических, планово-экономических и организационных задач.
Вспомогательные документы применяют при разработке, внедрении и функционировании технологического процесса (операции).
Нормативно-техническая документация заполняется по правилам, изложенным в ГОСТ 3.1705-81.
Документы общего назначения применяют в отдельности или в комплекте на технологический процесс сварки (далее - ТП) вне зависимости от методов изготовления изделий.
К ним относятся: титульный лист (ТЛ), карта эскизов (КЭ), технологическая инструкция (ТИ).
Документы специального назначения применяют при описании ТП (операции) в зависимости от видов процессов изготовления изделий, типа и вида производства. К ним относятся:
- маршрутная карта (МК);
- карта ТП (КТП);
- карта типового ТП (КТТП);
- универсальная карта КТТП (КТТПN);
- операционная карта (ОК);
- карта типовой операции (КТО);
- комплектовочная карта (КК);
- технико-нормировочная карта (ТНК);
- карта кодирования информации (ККИ);
- ведомость технологических маршрутов (ВТМ);
- ведомость оснастки (ВО);
- ведомость оборудования (ВОб);
- ведомость материалов (ВМ) и др.
Комплектность документов определяют в зависимости от типа производства (единичное, серийное, массовое) и видов разрабатываемых процессов по их организации (единичный, типовой, групповой).
Каждый разработанный документ должен иметь самостоятельное обозначение.
Пример. ТД-0229014, где 02 - комплект документов ТП, 2 - типовой процесс, 90 сварка, 14 - рельефная сварка.
Нормативно-техническая документация
на сварку : общие правила заполнения
Терминология и классификация видов сварки, сварных соединений, швов, оборудования и материалов должны соответствовать ГОСТ 2601-84' и 19521-74.
Унифицированная запись наименований операций (переходов) должна выполняться в МК, КТП, КТТП, ОК, ВО, ВОб. Применяют три формы записи: полную, краткую, по кодовым обозначениям.
Полную запись применяют в МК при маршрутном описании ТП для единичного и мелкосерийного производства, а также в МК, КТП (КТТП), ОК при операционном и маршрутнооперационном описании ТП, если входящие в операцию переходы не различаются по способу сварки.
Если же они разнятся по способу сварки, то применяют краткую запись в нормативно-технической документации любого вида. Краткую запись практикуют также при операционном и маршрутно-операционном описании ТП.
Нумерацию операций ТП проставляют числами ряда арифметической прогрессии 5, 10, 15 и т.Д. При корректировании ТП вновь вводимым операциям присваивают промежуточные номера, не кратные 5. Унифицированная запись операции (перехода) должна содержать ключевые слова:
- наименование, номер позиции, указания на выполняемые по эскизу сварные швы детали;
- наименование способа сварки;
- информацию о прихватках;
- наименование способа выполнения операции, перехода (по разметке, по упору и т.п.);
- особые условия сварки (положение, последовательность выполнения швов, температуру подогрева и т.п.) и дополнительные требования к выполнению операции (это указывают в графе «Особые указания»);
- информацию о безопасности труда;
- ссылку на документы, содержащие информацию, которая дополняет или разъясняет текстовую запись (чертеж, эскиз).
При описании операций указывают в технологической последовательности переходы, установки, сборки, сварки, зачистки и др., если их выполняют на том же рабочем месте, где идет сварка, и те же исполнители.
Нумерацию переходов в ТП проставляют числами натурального ряда (1, 2, 3, . ).
Читайте также: